Спосіб виготовлення контрольних взірців для дефектоскопії
Номер патенту: 62064
Опубліковано: 10.08.2011
Автори: Бондаренко Олександр Гнатович, Троїцький Володимир Олександрович
Формула / Реферат
1. Спосіб виготовлення контрольних взірців для дефектоскопії, який полягає у тому, що азотований взірець із постійною площею поперечного перерізу навантажують неперервно зростаючим розтяжним зусиллям до утворення в азотованому шарі тріщини заданої ширини розкриття та витримують певний час при відповідному кінцевому зусиллі, який відрізняється тим, що до поверхні азотованого шару прилаштовують п'єзоперетворювач, визначають з його допомогою момент початку процесу тріщиноутворення в азотованому шарі, припиняють зростання розтяжного зусилля та витримують його до закінчення процесу тріщиноутворення, вимірюючи одночасно тривалість цього процесу за інформативними акустичними параметрами тріщиноутворення, за якими визначають ширину розкриття тріщини.
2. Спосіб за п. 1, який відрізняється тим, що ширину розкриття тріщини вимірюють металографічним чи оптичним мікроскопом і ідентифікують з тривалістю процесу тріщиноутворення за відповідним акустичним параметром тріщиноутворення та величиною розтяжного зусилля.
3. Спосіб за пп. 1, 2, який відрізняється тим, що ширину розкриття тріщини регулюють величиною розтяжного зусилля.
4. Спосіб за пп. 1, 2, 3, який відрізняється тим, що використовують п'єзоперетворювачі з широкою смугою частотної характеристики.
5. Спосіб за пп. 1, 2, 3, 4, який відрізняється тим, що кріплення п'єзоперетворювача до азотованого шару взірця здійснюють пружиною або постійним магнітом.
Текст
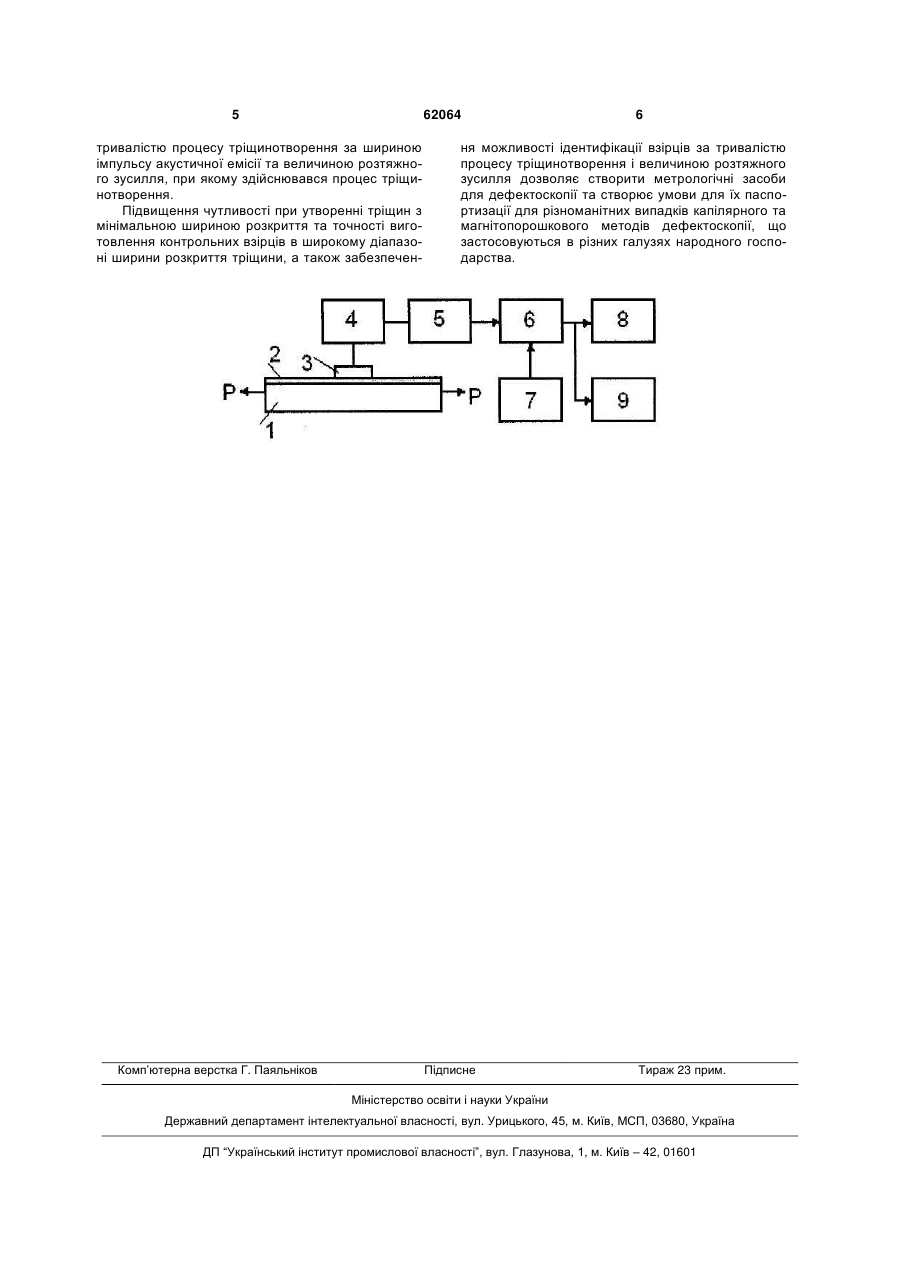
1. Спосіб виготовлення контрольних взірців для дефектоскопії, який полягає у тому, що азотований взірець із постійною площею поперечного перерізу навантажують неперервно зростаючим розтяжним зусиллям до утворення в азотованому шарі тріщини заданої ширини розкриття та витримують певний час при відповідному кінцевому зусиллі, який відрізняється тим, що до поверхні азотованого шару прилаштовують п'єзоперетворювач, визначають з його допомогою момент початку процесу тріщиноутворення в азотованому шарі, припиняють зростання розтяжного зусилля U 1 3 Недоліком способу є невизначеність моменту початку процесу мікротріщинотворення та тривалості цього процесу в залежності від величини розтяжного зусилля, що не дозволяє отримувати в азотованому шарі взірця тріщини необхідної ширини розкриття. Цей недолік згаданого способу можна пояснити тим, що в процесі навантаження пластини з азотованим шаром непереривно зростаючим розтяжним зусиллям під дією сильних напружень відбувається зненацька крихке руйнування азотованого шару, яке супроводжується хрустом, тобто генерацією звукових коливань. Зазвичай при виготовленні контрольних взірців момент руйнування азотованого шару уловлюється оператором на слух. Проте оператор може уловлювати звук на слух тільки в відповідному діапазоні частот, причому цей діапазон для кожного оператора є різним. Тому таким способом частіше всього виготовляються взірці, які мають ширину розкриття тріщини більше 1 мкм. Чим більше рівень звуку при руйнуванні азотованого шару, то тим більша ширина розкриття тріщини, і тим більш низькочастотними звуковими коливаннями супроводжуються виникнення тріщини. При необхідності отримання взірців з меншою шириною розкриття процес тріщинотворення буде супроводжуватися більш високочастотними коливаннями, які оператор не зможе уловлювати на слух. Це означає, що процес тріщинотворення при руйнуванні азотованого шару взірця відбувається в широкому діапазоні частот. В таким випадках оператор не може контролювати величину ширини розкриття тріщини, тому що він не може фіксувати момент початку процесу тріщинотворення та його тривалість в залежності від величини розтяжного зусилля. В основу корисної моделі поставлена задача удосконалення способу виготовлення контрольних взірців для дефектоскопії, в якому за рахунок фіксації моменту початку та тривалості процесу тріщинотворення в азотованому шарі шляхом вимірювання інформативних акустичних параметрів цього процесу в залежності від величини розтяжного зусилля, забезпечується можливість визначення реальної ширини розкриття тріщини в азотованому шарі контрольних взірців, в результаті чого підвищується чутливість при утворенні тріщини з мінімальною шириною її розкриття, точність виготовлення контрольних взірців в широкому діапазоні ширини розкриття тріщини, а також забезпечується можливість ідентифікації взірців за тривалістю процесу тріщинотворення за відповідними інформаційними акустичними параметрами процесу і величиною розтяжного зусилля та паспортизації взірців. Запропонований спосіб здійснений наступним чином. Пластину з азотованим шаром встановлюють в пристрої, що забезпечує здійснення непереривного розтяжного зусилля. До поверхні азотованого шару прилаштовують п'єзоперетворювач, який прикріплюють за допомогою пружини чи постійного магніту. Пластину піддають дії непереривно зростаючому розтяжному зусиллю Р, створюючи в ній зону концентрації напружень. В момент початку розтріскування азотованого шару, що супроводжу 62064 4 ється виникненням імпульсного сигналу акустичної емісії, зростання розтяжного зусилля припиняють і витримують пластину при цьому зусиллі до закінчення процесу тріщинотворення в азотованому шарі пластини. Одночасно за параметрами імпульсного сигналу акустичної емісії (ширина імпульсу, спектр, амплітуда тощо) визначають тривалість процесу тріщинотворення при відповідному значенні розтяжного зусилля. Ширину розкриття тріщини контрольного взірця вимірюють металографічним чи оптичним мікроскопом і ідентифікують з тривалістю процесу тріщинотворення та величиною розтяжного зусилля. Ширину розкриття тріщини контрольного взірця в широкому діапазоні регулюють величиною розтяжного зусилля. На кресленні представлена одна із можливих схем пристрою для здійснення запропонованого способу, де 1 - пластина контрольного взірця; 2 азотований шар пластини; 3 - широкополосний п'єзоперетворювач; 4 - підсилювач; 5 - формувач огинної акустичного сигналу: 6 - схема порівняння; 7 - джерело опорної напруги; 8 - пристрій візуалізації вихідного сигналу; 9 - навушники. Пластина 1, одна площина якої містить азотований шар 2 певної глибини, розміщують у спеціальному пристрої чи розривній машині (на фігурі не показані). До поверхні азотованого шару пластини прилаштовують п'єзоперетворювач 3, який фіксується за допомогою пружини чи постійного магніту (на фігурі не показано). Азотовану пластину 1 піддають непереривно зростаючому розтяжному зусиллю Р. В момент початку розтріскування азотованого шару 2 пластини 1 виникає імпульсний сигнал акустичної емісії, який фіксується п'єзоперетворювачем 3 та підсилюється підсилювачем 4. З початком виникнення імпульсу акустичної емісії зростання розтяжного зусилля припиняється і пластина 1 витримується при цьому зусиллі до закінчення процесу тріщинотворення. В процесі формування тріщини в азотованому шарі 2 п'єзоперетворювачем 3 фіксуються параметри Імпульсу акустичної емісії (амплітуда, ширина імпульсу), що виникає в процесі тріщинотворення. Після підсилення підсилювачем 4 імпульс акустичної емісії поступає на формувач 5 огинної акустичного сигналу. Потім цей імпульс подається на перший вхід схеми порівняння 6, на другий вхід якої поступає опорний сигнал від джерела 7 опорної напруги. Рівень опорної напруги вибирається таким, щоб відстроїтися від посторонніх акустичних шумів, наприклад, на низьких частотах, які можуть появитися при створенні розтяжного зусилля. Після схеми порівняння 7 імпульс акустичної емісії фіксується пристроєм 8 візуалізації вихідного сигналу, в якості якого може застосовуватися осцилограф чи монітор персонального комп'ютера. Момент виникнення імпульсу акустичної емісії оператор контролює за допомогою навушників 9, що підключаються до виходу схеми 6 порівняння. При цьому фіксується також значення розтяжного зусилля, при якому відбувалося творення тріщини в азотованому шарі пластини. Ширина розкриття тріщини одержаного контрольного взірця вимірюється металографічним чи оптичним осцилографом, а потім ідентифікується з 5 62064 тривалістю процесу тріщинотворення за шириною імпульсу акустичної емісії та величиною розтяжного зусилля, при якому здійснювався процес тріщинотворення. Підвищення чутливості при утворенні тріщин з мінімальною шириною розкриття та точності виготовлення контрольних взірців в широкому діапазоні ширини розкриття тріщини, а також забезпечен Комп’ютерна верстка Г. Паяльніков 6 ня можливості ідентифікації взірців за тривалістю процесу тріщинотворення і величиною розтяжного зусилля дозволяє створити метрологічні засоби для дефектоскопії та створює умови для їх паспортизації для різноманітних випадків капілярного та магнітопорошкового методів дефектоскопії, що застосовуються в різних галузях народного господарства. Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making control samples for defectoscopy
Автори англійськоюBondarenko Oleksandr Hnatovych, Troitskyi Volodymyr Oleksandrovych
Назва патенту російськоюСпособ изготовления контрольных образцов для дефектоскопии
Автори російськоюБондаренко Александр Игнатович, Троицкий Владимир Александрович
МПК / Мітки
МПК: G01N 27/84
Мітки: контрольних, виготовлення, спосіб, взірців, дефектоскопії
Код посилання
<a href="https://ua.patents.su/3-62064-sposib-vigotovlennya-kontrolnikh-vzirciv-dlya-defektoskopi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення контрольних взірців для дефектоскопії</a>
Спосіб виготовлення контрольних зразків для настроювання, калібрування та атестації приладів неруйнівного контролю
Номер патенту: 29293
Опубліковано: 10.01.2008
Автор: Учанін Валентин Миколайович
МПК: G01N 27/90
Мітки: виготовлення, контролю, настроювання, приладів, контрольних, зразків, калібрування, спосіб, атестації, неруйнівного
Формула / Реферат:
1. Спосіб виготовлення контрольних зразків для настроювання, калібрування та атестації приладів неруйнівного контролю, який складається із виготовлення заготовки з матеріалу, характеристики якого відповідають контрольованому об'єкту, на поверхню якої наносять тріщиноподібний дефект у вигляді тонкого паза, який відрізняється тим, що на поверхню зразка попередньо наносять виріз, а тріщиноподібні дефекти наносять на бокову поверхню вирізу,...
Спосіб виготовлення проникних елементів для контрольних теч
Номер патенту: 49498
Опубліковано: 26.04.2010
Автори: Гребенніков Володимир Миколайович, ШУЛЬЖЕНКО ОЛЕКСАНДР ВАСИЛЬОВИЧ, Дереча Валерій Якович, Манорик Петро Андрійович, Погоріла Лідія Михайлівна
МПК: G01M 3/00
Мітки: контрольних, елементів, спосіб, проникних, виготовлення, теч
Формула / Реферат:
Спосіб виготовлення проникних елементів для контрольних теч, що включає збирання пакета з корпусів проникних елементів у вигляді шайб зі співвісними отворами й антиадгезійними прокладками між ними, поздовжнє стиснення пакета, розміщення відрізка капіляра в трубчатому напрямному елементі, проведення трубчатого напрямного елемента з відрізком капіляра крізь отвори шайб шляхом проколювання прокладок між ними, фіксацію відрізка капіляра відносно...
Спосіб виготовлення контрольних течей
Номер патенту: 4997
Опубліковано: 28.12.1994
Автори: Куцевич Валерій Людвикович, ШУЛЬЖЕНКО ОЛЕКСАНДР ВАСИЛЬОВИЧ, Соболєв Володимир Дмитрович, Бударін Лев Іванович, Чураєв Микола Володимирович
МПК: G01M 3/02
Мітки: виготовлення, спосіб, контрольних, течей
Формула / Реферат:
1. Способ изготовления контрольных течей путем размещения проницаемого в осевом направлении элемента в сквозном канале формы, заполнения канала вакуумплотным отверждаемым материалом, отличающийся тем, что, с целью повышения производительности изготовления наборов калиброванных контрольных течей и улучшения их метрологических характеристик, в качестве формы используют пакет шайб с соосными отверстиями, образующими канал, а после...
Спосіб виготовлення проникних елементів контрольних течей
Номер патенту: 13400
Опубліковано: 28.02.1997
Автори: Куцевич Валерій Людвикович, Бударін Лев Іванович, ШУЛЬЖЕНКО ОЛЕКСАНДР ВАСИЛЬОВИЧ, Соболєв Владімір Дмітрієвіч, Чураєв Ніколай Владіміровіч
МПК: G01M 3/00
Мітки: течей, проникних, спосіб, виготовлення, елементів, контрольних
Формула / Реферат:
1. Способ изготовления проницаемых элементов контрольных течей на основе кварцевых капилляров, которые укладывают в полый корпус и фиксируют заполнением зазора вакуумплотным материалом, отличающийся тем, что кварцевый капилляр укладывают в стеклянный корпус и фиксируют оплавлением корпуса в зоне установки капилляра до заполнения зазора материалом корпуса.2. Способ по п.1, отличающийся тем, что используют корпус в виде трубки,...
Захват для механічних випробувань тонкостінних трубчастих взірців
Номер патенту: 32773
Опубліковано: 15.02.2001
Автори: Калюжний Валерій Вілінович, Рач Валентин Анатолійович
МПК: G01N 3/04
Мітки: випробувань, взірців, захват, трубчастих, механічних, тонкостінних
Формула / Реферат:
Захват для механічних випробувань тонкостінних трубчастих взірців, що містить корпус з гайкою, у якому розміщена цанга та стержень із зворотним конусом, а також затискувальні елементи, який відрізняється тим, що корпус захвату з прямим конусом і стержень із зворотним конусом жорстко взаємозв'язані та закріплені на загальній основі.
Попередній патент: Клин в’язальної машини
Наступний патент: Спосіб розпізнавання стадії розвитку та параметрів ембріона
Випадковий патент: Спосіб діагностики ступенів ендотеліальної дисфункції при серцево-судинних захворюваннях