Спосіб виготовлення контрольних течей
Номер патенту: 4997
Опубліковано: 28.12.1994
Автори: Бударін Лев Іванович, ШУЛЬЖЕНКО ОЛЕКСАНДР ВАСИЛЬОВИЧ, Соболєв Володимир Дмитрович, Куцевич Валерій Людвикович, Чураєв Микола Володимирович
Формула / Реферат
1. Способ изготовления контрольных течей путем размещения проницаемого в осевом направлении элемента в сквозном канале формы, заполнения канала вакуумплотным отверждаемым материалом, отличающийся тем, что, с целью повышения производительности изготовления наборов калиброванных контрольных течей и улучшения их метрологических характеристик, в качестве формы используют пакет шайб с соосными отверстиями, образующими канал, а после отверждения вакуумплотного материала разделяют пакет усилием, превышающим предел прочности вакуумплотного материала на стыках шайб, на контрольные течи по числу шайб.
2. Способ по п. 1, отличающийся тем, что в качестве проницаемого элемента используют капилляр.
3. Способ по пп. 1 и 2, отличающийся тем, что используют пакет из шайб разной толщины.
4. Способ по пп. 1 - 3, отличающийся тем, что используют пакет шайб с прокладками из материала, обладающего антиадгезионными свойствами по отношению к вакуумплотному материалу.
5. Способ по пп. 1 - 4, отличающийся тем, что пакет шайб до заполнения канала вакуумплотным отверждающим материалом сжимают в осевом направлении.
6. Способ по пп. 1 - 5, отличающийся тем, что в качестве вакуумплотного отверждаемого материала используют анаэробный герметик.
Текст
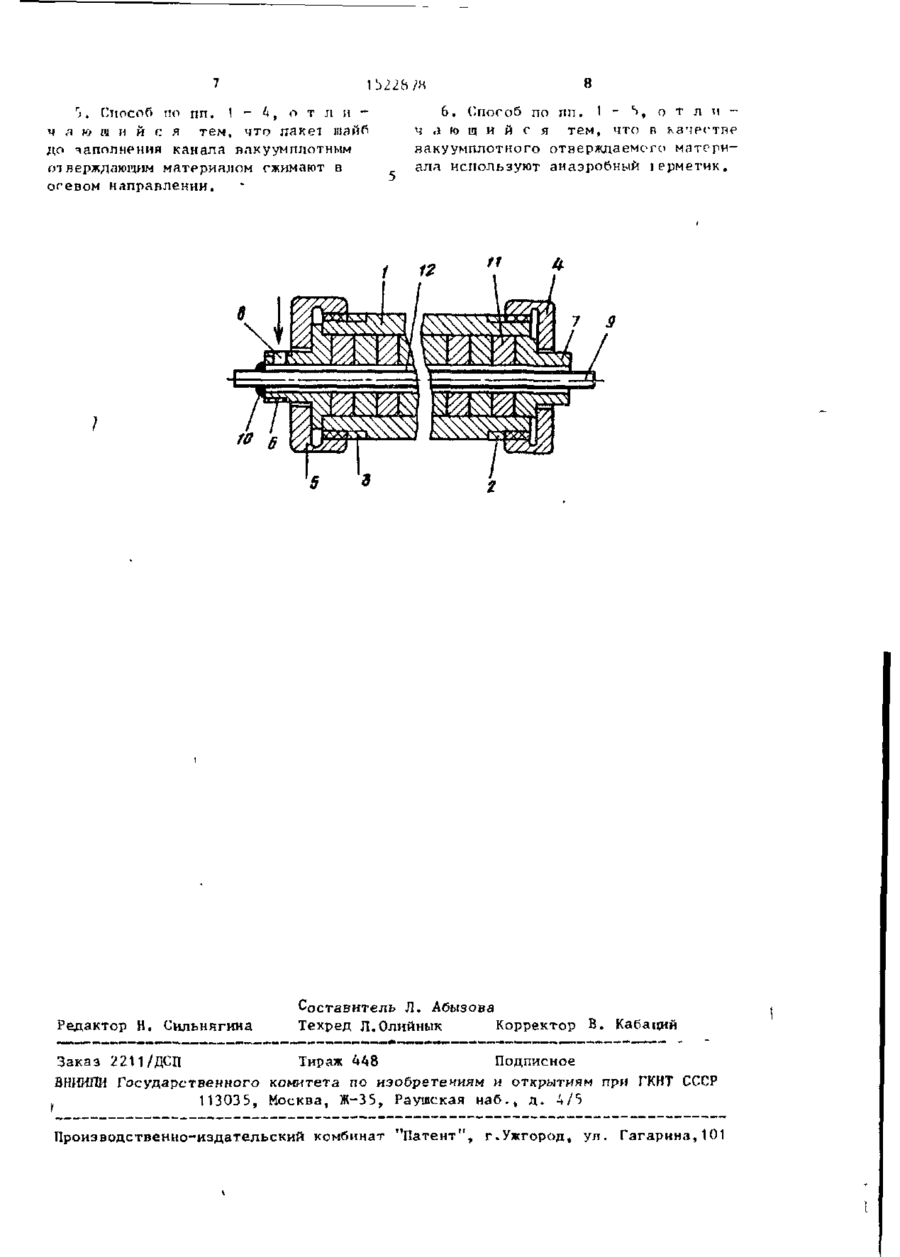
ГіНПІО ПОЛЫОНЛИИЯ ЭКЗ К" ДЛЯ союз 3 ^ СОВЕТСКИХ СОЦИАЛИСТИЧЕСКИХ РЄСПУВЛИН і С00070 A1 f / / Ї ( Ы ) 4 G 01 М 3/02 ГОСУДАРСТВЕННЫЙ КОМИТЕТ ПО ИЗОБРЕТЕНИЯМ И ОТНРЬГГИЯМ ПРИ ГННТ СССР ИГ^О R Р L. T F і* WW1-JI F E Сі К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ і (21) 4329046/7.5-28 (22) 17.11.87 (71) Институт Лизической химии им. Л.В. Писаржевского и Институт физической химии АН СССР (72) А.В. Шульженко, В.Л. Куцевич, Л.И. Бударин, Н.В. Чураев и В.Д. Соболев (53) Ъ2О.16Ъ.29(088.8) (56) Авторское свидетельство СССР № 699385, кл. G 01 М J/00, 1979. (УО СНОСОК ИЗГОТОВЛЕНИЯ КОНТРОЛЬНЫХ ТЕЧЕЙ (Ь7) Изобретение относится к технике испытаний изделий на герметичность и позволяет повысить проияводнтельность изготовления наборов калиброванных контрольных течей и улучшить их метрологические характеристики. Откалиб ф-ЛЫ, Изобретение относится к технике испытаний на герметичность, а именно к способам изготовления контрольных течей, применяемых при градуировке течеискательной аппаратуры, а также для имитации сквозных дефектов при контроле герметичности конструкций. Целью изобретения является повышение производительности изготовления наборов калиброванных контрольных течей и улучшение их метрологических характеристик,путем одновременного заполнения вакуумплотным отверждаемым материалом зазора, образованного стенками отверстий в пакете шайб и стенкой капилляра. На чертеже представлено устройство для осуществления способа при из42-89 Г7 2 ' рованный капилляр размещают в сквозном канале формы, в качестве которой используют пакет шайб с соосными отверстиями, и заполняют канал вакуумгплотным отверждаемым материалом. После отверждения разделяют пакет шайб усилием, превышающим предел прочности вакуумплотного материала на стыках шайб, на контрольные тгечи по числу шайб. Для изготовления наборов контрольных т е ч е й , дискретно отличающихся по пропускной способности, используют пакет шайб разной толщины. Для изготовления наборов контрольных т е чей с задающей шероховатостью поверхности используют пакет шайб с п р о к л а д - а ками из материала, обладающего антиадгезионными свойствами по отношению к вакуумплотному материалу. 5 з . п . 1 ИЛ , готовлений наборов одноканальних контрольных течей, идентичных по пропускной способности и имеющих гладкие имитирующие поверхности. Устройство содержит металлическую трубку 1 с резьбовыми хвостовиками 2 и 3, на которые соответственно на винчиваются металлические накидные гайки 4 и 5 со сквозными осевыми отверстиями. Технологическая втулка 6 за счет ступенчатого выступаs обращенного внутрь устройства, жестко прижимается накидной гайкой 5 к одной из торцовых поверхностей трубки 1. Технологическая втулка 7 выполнена с возможностью перемещения по внутренней поверхности трубки 1 при навинчивании накидной гайки 4.Во втулках 6 Г \ \ч*яшт 15228 78 и 7 выполнено по одному осевому отверстию одинакового диаметра, а неподвижная втулка b дополнительно имеет одно радиальное отверстие 8, сооб- , . щающееся с осевым отв&рстием этой втулки. Способ изготовления контрольных течей осуществляется следующим образом. Проницаемый элемент, в качестве jg которого используют цельнотянутый цилиндрический (а при необходимости конусный) стеклянный или кварцевый капилляр 9, вставляют в осевое отверстие вгулки 6 и закрепляют с помощью j5 клеевой композиции 10 со стороны торцовой поверхности втулки 6, Если пропускная способность используемого капилляра, приходящаяся на единицу его длины, неизвестна, т.е. 20 использован некалиброванный капилляр 9, то после отверждения клея мерный отрезок капилляра 9 калибруют. Для этого втулку 6 привинчивают к источнику пробной или рабочей газообраз25 ной среды под давлением, после чего тем или иным методом определяют пропускную способность (величину потока пробной или рабочей среды) мерного отрезка капилляра 9. 30 Трубку 1 располагают горизонтально и внутри ее размещают пакет шайб 11 равной толщины и диаметра. Плоскопараллельные поверхности каждой из шайб 11 обработаны до высоких значе 35 ний чистоты (К В каждой шайбе 11 выполнено по одному осевому отверстию диаметром, примерно равным диаметру осевых отверстий, выполненных в технологических втулках 6 и 7. После этого в трубку 1 вставляют т а к же технологическую втулку 7 и навинчивают на трубку 1 накидную гайку 4 таким образом, чтобы оставалась в о з можность дальнейшего ее довинчивания. Размещают закрепленный в технологической втулке Ь капилляр 9 в с к в о з ном канапе, образованном ОСЄЕЬІМИ о т верстиями пакета шайб 11 и технологической ВТУЛКИ 7, И ПрИЖИМаюТ ВТУЛКУ Ь накидной гайкой 5 к торцовой п о верхности трубки 1. Довинчивая накидную гайку 4 до упора, сжимают пакет шайб 11 в осевом направлении, тем с а мым обеспечивая плотный контакт поверхностей шайб 11 друг с другом» В радиальное отверстие 8 во втулке 6 подают жидкий вакуумплотный ма-. териал под небольшим избыточным д а в лени ем (примерно 0,01 ати) и заполняют им таяор VI между стенкой отверстия в пакете шайб 11 и капилляром 9 до тех nop f пока вакуумилотный материал не появится с противоположной стороны пакета (не . выступит эа пределы осевого овтерстия и технологи- ' ческой втулье 7) . После отверждения вануумплотного материала отвинчивают накидные гайки 4 и Ь, извлекают пакет шайб 11, ограниченный технологическими втулками Ь и 7, из трубки 1, Усилием, превышающим предел прочности твердого вакуумплотного материала на стыках шайб t1 друг с другом и концевых шайб пакета на стыках с втулками 6 и 7, разделяют пакет на контрольные печи по числу шайб 11. Пакет шайб 11 до заполнения канала вакуумплотным отверждающим материалом сжимают в осевом направления. Тем самым существенно уменьшается вероятность затекания жидкого вакуумплотного материала, в зазоры между шайбами и снижается усилие при их разделении после отверждения вакуумплотного материала, а также сохраняется заданная шероховатость одной нз сторон контрольной течи. Так как в способе изготовления контрольных течей предусматривается использование предварительно откалиброЕанного цилиндрического проницаемого элемента (кварцевого или стеклянного капилляра), а пропускная способность проницаемого элемента с каналом цилиндрической формы, как известно, обратно пропорциональна длине его канала, то, зная общую длину отрезка проницаемого элемента, величину потока пробной среды через этот отрезок, а также толщину шайб \\9 можно после разделения пакета на контрольные течи (по числу шайб) получить идентичные течи с заведомо известной пропускной способностью. В случае, когда возникает необходимость проимитироЕ-ать с помощью .контрольной течи группу сквозных дефектов, расположенных в непосредственной близости друг от друга (группы дефектов характерны для литых конструкций л а также изделий, изготовленных методом порошковой металлургии), вместо одиночного капилляра 9 могут быть использованы несколько капилляров одинаковой или различной пропускной спо 6 1522878 ризации дают незначительную усадку собности. При этом пчкет шайб наби(до 5%) t имеют хорошую адгезию к мерается из шайб с соответствующими таллам, стеклу и кварцу, что обеспеколичеству капилляров соосными о т в е р с чивает непроницаемость твердого матиями. т е р и а л а . Для анаэробных герметикой Для изготовления одноканальных .характерна также высокая химическая контрольных т е ч е й , дискретно отличастойкость в контакте с агрессивными ющихся по пропускной способности, в [средами. трубке 1 размещают п а к ° т шайб 11 р а з Применение изобретения позволяет ной толщины. При использовании ци~ ю получать контрольные течи (их наборы), линдрического по длине капилляра п о с ле разделения пакета на контрольные идентичные по пропускной способностечи ло числу шайб получают течи одити, дискретно отличающиеся по п р о накового поперечного с е ч е н и я , но р а з пускной способности, однои ной длины канала, и , с о о т в е т с т в е н н о , 15 многоканальные, имитирующие химичесразличной пропускной способности. кий с о с т а в и чистоту обработки поверхностей объектов контроля на. герметичДля изготовления одноканальных н о с т ь . Контрольные течи благодаря контрольных течей с зяданной шерохомалой длине канала и цилиндрической ватостью поверхности (для имитации при помощи контрольных течей дефект- 20 его форме л е г к о очищаются интенсивной промывкой в чистых растворителях, восных участков поверхностей реальных станавливая заданную при изготовлении объектов контроля, изготовленных из пропускную способность. конкретных конструкционных материалов и имеющих определенные значения ч и с т о ты поверхности) в связи с тем, что 25 Ф о р м у л а и з о б р е т е н и я наличие неровностей, обусловленных шероховатостью имитирующих поверхнос1. Способ изготовления контрольных тей шайб 11„ не позволяет даже после течей путем размещения проницаемого сжатия пакета в осевом направлении и с в осевом направлении элемента в с к в о з ключить затекание вакуумплотного мате-30 ном канале формы, .заполнения канала риала в зазоры между шайбами 1 1 , а ракуумилотьым отверждаемым материаусилие при разделении шайб после о т лом, о т л и ч а ю щ и й с я тем, ч т о , верждения вакуумплотного материала с целью повышения производительности существенно увеличивается и заданная изготовления наборов калиброванных шероховатость поверхностей течей не контрольных ІРЄЧЄЙ и улучшения их сохраняется, между шайбами 11 при НИ 35 метрологических х а р а к т е р и с т и к , в к а боре.пакета устанавливают прокладки честве формы попользуют пакет шайб с из материала, обладающего а н т и а д г е соосиымк отверстиями» образующими ькоиными свойствами по отношению к канал, а после отверждения вакуумвакуумплотному материалу. 3 каждой 40 плотного материала разделяют пакет из таких прокладок выполнено по одноусилием» превышающим предел прочности му осевому отверстию диаметром, привакуумплотного материала на стыках мерно равным диаметру осевых о т в е р с шайб, на контрольные течи по числу тий в шайбах и технологических в т у л шайб. ках. Материалом для изготовления п р о - 4 5 кладок могут служить различные пленки 2 . Способ по п . 1, о т л и ч а гатолщиной 5-50 мкм (в зависимости от щ и й с я тем, что в качестве прозначения чистоты поверхности течи) ницаемого элемента используют капилиз полмерных материалов (фторопласта, ляр. полиэтилена и д р . ) . 5Q 3 . Способ по пп. 1 и 2 S о т л и В качестве жидкого вакуумплотного материала могут быть использованы ч а ю щ и й с я тем, что используют анаэробные герметики» например марок пакет из шайб разной толщины. АНН, УГ-4ПР, УГ-ЬМ> АН-260, АН-117, А. Способ по пп. 1-- 3, о т л и способных самопроизвольно полимеризо- 5Ь ч а ю щ и й с я тем, что используют ваться в тонких зазорах при о г р а н и пакет шайб с прокладками из материаченном доступе кислорода в о з д у х а . л а , обладающего антиадгеэионными свойУказанные герметики имеют высокую ствами по отношению к вакуумплотному проникающую способность, при полимематериалу. 1Ь228 /м г ). Способ но пп. 1 - 4, о т л и ч л к га н и с я тем, что пакет шайб > до заполнения канала вакуумплотным от верждаюі'дим материалом сжимают в осевом направлении. Редактор Н. Сильнягина 6. Способ по пп. 1 - S, о т л ч ч а ю щ и й с я тем, что п качестве вакуумплотного отверждаемего материала используют анаэробный іерметчк. Составитель Л. Абызова Техред Л.Олийнык Корректор В. Кабаний Заказ 2211/ДСП Тираж 448 Подписное 8НИИЛИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб.» д . А/5 } Производственно-издательский комбинат " П а т е н т " , г.Ужгород, ул. Гагарина,101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making control leakages
Автори англійськоюShulzhenko Oleksandr Vasyliovych, Kutsevych Valerii Liudvikovych, Budaryn Lev Ivanovych, Churaiev Mykola Volodymyrovych, Soboliev Volodymyr Dmytrovych
Назва патенту російськоюСпособ изготовления контрольных течей
Автори російськоюШульженко Александр Васильевич, Куцевич Валерий Людвикович, Бударин Лев Иванович, Чураев Николай Владимирович, Соболев Владимир Дмитриевич
МПК / Мітки
МПК: G01M 3/02
Мітки: течей, спосіб, виготовлення, контрольних
Код посилання
<a href="https://ua.patents.su/4-4997-sposib-vigotovlennya-kontrolnikh-techejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення контрольних течей</a>
Спосіб виготовлення покриттів для підлоги
Номер патенту: 583
Опубліковано: 15.12.1993
Автори: Єфіменко Юрій Іванович, Сірко Зіновій Степанович, Головащук Микола Йосипович
МПК: B27M 3/08
Мітки: покриттів, спосіб, підлоги, виготовлення
Формула / Реферат:
Способ изготовления покрытий для пола, включающий проклеивание кусков шпона, формирование их в пакет и прессование, отличающиеся тем, что перед проклеиванием куски шпона сортируют по размерам, а формирование пакета осуществляют путем чередования лицевой и оборотной стороны кусков шпона.
Спосіб виготовлення топливних брикетів
Номер патенту: 3556
Опубліковано: 27.12.1994
Автори: Анєнко Володимир Федорович, Діденок Ніколай Петровіч
Мітки: виготовлення, брикетів, топливних, спосіб
Формула / Реферат:
Способ получения топливных брикетов, включающий подготовку смеси древесных опилок с углеродсодержащим материалом и последующее прессование смеси, отличающийся тем, что, с целью повышения прочностных свойств брикетов, в качестве углеродсодержащего материала используют пылевидный торф с температурой 60-79 °С, при этом температура опилок в смеси 10...20 °С, а прессование смеси ведут при температуре 105...115 °С, давлении 10...14 МПа и с...
Спосіб виготовлення клейового матеріалу
Номер патенту: 1400
Опубліковано: 25.03.1994
Автори: Маласай Дмитро Петрович, Романкевич Олег Володимирович, Зубович Клара Аронівна, Березненко Микола Петрович
МПК: A41D 27/02
Мітки: виготовлення, клейового, матеріалу, спосіб
Формула / Реферат:
1. Способ изготовления клеевого материала для деталей одежды, включающий вязание трикотажного полотна и придание ему клеящей способности при помощи клеевой компоненты, отличающийся тем, что процесс вязания совмещают с приданием клеящих свойств путем введения сухой клеевой компоненты в виде нити, преимущественно комплексной.2. Способ по п. 1, отличающийся тем, что вязание осуществляют двумя или более нитями, причем клеевую нить...
Маса для виготовлення теплоізоляційного матеріалу
Номер патенту: 3140
Опубліковано: 26.12.1994
Автори: Качановський Микола Георгійович, Попова Ніна Василівна, Кормнова Євгенія Михайлівна, Черниш Іван Григорович, Кутна Ема Гдалівна, Чуйко Олексій Олексійович, Куцин Зіновій Володимирович, Роміцин Валерій Іванович, Кузаков Михайло Георгійович
МПК: C04B 14/38, C04B 26/20
Мітки: теплоізоляційного, маса, виготовлення, матеріалу
Формула / Реферат:
Масса для изготовления теплоизоляционного материала, включающая органическое связующее, поверхностно-активное вещество, неорганическое волокно и воду, отличающаяся тем, что, с целью снижения плотности, она содержит в качестве неорганического волокна базальтовое волокно диаметром не более 5 мк и дополнительно полиакриламид при следующем соотношении компонентов, мас.%:органическое связующее ...
Спосіб виготовлення шаруватого листового матеріалу

Номер патенту: 90
Опубліковано: 30.04.1993
Автори: Порошин Григорій Васильович, Кокурін Олександр Миколайович, Півень Євген Григорович
МПК: B32B 37/00, B29C 69/00
Мітки: листового, шаруватого, виготовлення, матеріалу, спосіб
Формула / Реферат:
Способ изготовления слоистого листового материала, при котором в металлическом листе выполняют параллельные симметрично чередующиеся прорези, вытягивают металлический лист в направлении, перпендикулярном расположению прорезей, затем соединяют одну его сторону с плоским эластичным листом и формуют слоистую листовую заготовку, отличающийся тем, что используют дополнительный плоский эластичный лист, который при соединении слоев накладывают на...
Попередній патент: Спосіб підготовки вугілля до гідротранспорту
Наступний патент: Склад полімерної дифузійної матриці для трансдермального введення лікарських речовин
Випадковий патент: Гетероциклічні похідні, які інгібують фактор ха та фармацевтична композиція на їх основі