Спосіб виготовлення проникних елементів контрольних течей
Номер патенту: 13400
Опубліковано: 28.02.1997
Автори: Бударін Лев Іванович, Соболєв Владімір Дмітрієвіч, Чураєв Ніколай Владіміровіч, ШУЛЬЖЕНКО ОЛЕКСАНДР ВАСИЛЬОВИЧ, Куцевич Валерій Людвикович
Формула / Реферат
1. Способ изготовления проницаемых элементов контрольных течей на основе кварцевых капилляров, которые укладывают в полый корпус и фиксируют заполнением зазора вакуумплотным материалом, отличающийся тем, что кварцевый капилляр укладывают в стеклянный корпус и фиксируют оплавлением корпуса в зоне установки капилляра до заполнения зазора материалом корпуса.
2. Способ по п.1, отличающийся тем, что используют корпус в виде трубки, которую оплавляют локальным нагревом от кольцевого источника тепла и полость которой в период оплавлення вакуумируют.
3. Способ по пп.1 и 2, отличающийся тем, что кольцевой источник тепла плавно перемещают вдоль трубки по мере ее оплавленйя до заполнения зазора.
4. Способ по пп.1-3, отличающийся тем, что капилляр в трубку укладывают с консольне выступающими за ее торцы концами, оплавляют трубку на всю ее длину и затем разрезают на шайбы.
5. Способ по пп.1-3, отличающийся тем, что капилляр в трубку укладывают с консольне выступающими за ее торцы концами и фиксируют в трубке по меньшей мере дважды с продольным зазором между зонами фиксации.
6. Способ по пп.1 и 2, отличающийся тем, что в трубке вначале с одного конца фиксируют первый капилляр, а затем с другого конца с продольным зазором фиксируют второй капилляр.
7. Способ по пп.1 и 2, отличающийся тем, что в трубчатый корпус перед укладкой капилляра впаивают стеклянный фильтр с проницаемостью для газа, большей чем у капилляра.
8. Способ по пп.1,2 и 7, отличающийся тем, что после впаивания в трубчатый корпус стеклянный фильтр гидрофобизируют.
9. Способ по пп.1,2 и 7, отличающийся тем, что используют капилляр длиной, меньшей длины трубчатого корпуса, фиксируют капилляр в средней части корпуса, после чего в корпус впаивают второй стеклянный фильтр с проницаемостью для газа, большей чем у капилляра.
10. Способ по п.1, отличающийся тем, что используют корпус в виде шайбы и фиксируют в ней капилляр оплавлением всей массы шайбы.
11. Способ по п.1, отличающийся тем, что используют капилляр, запаянный по меньшей мере с одного конца, контролируют герметичность стыка капилляра с корпусом и у годных герметичных проницаемых элементов запаянные концы капилляров обламывают.
Текст
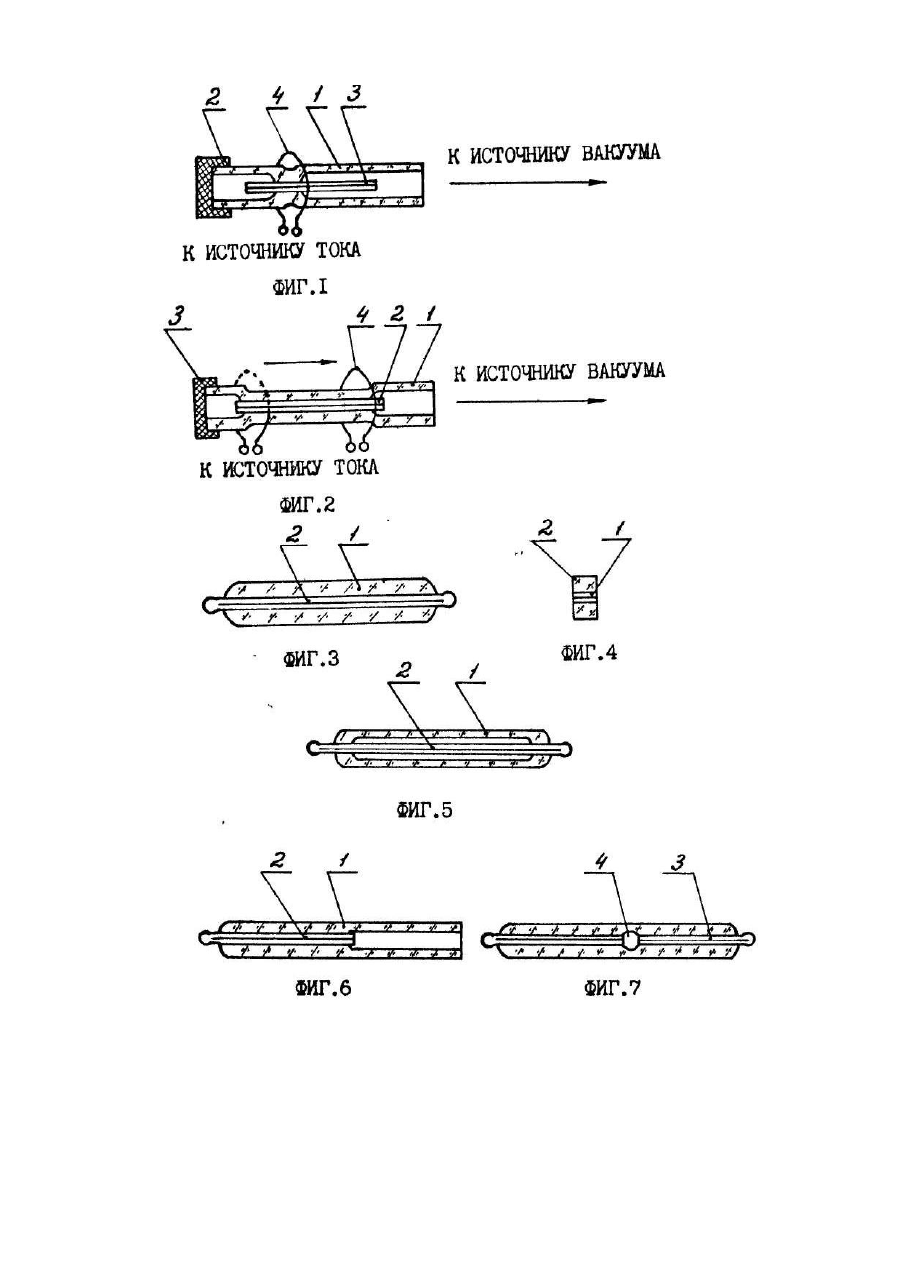
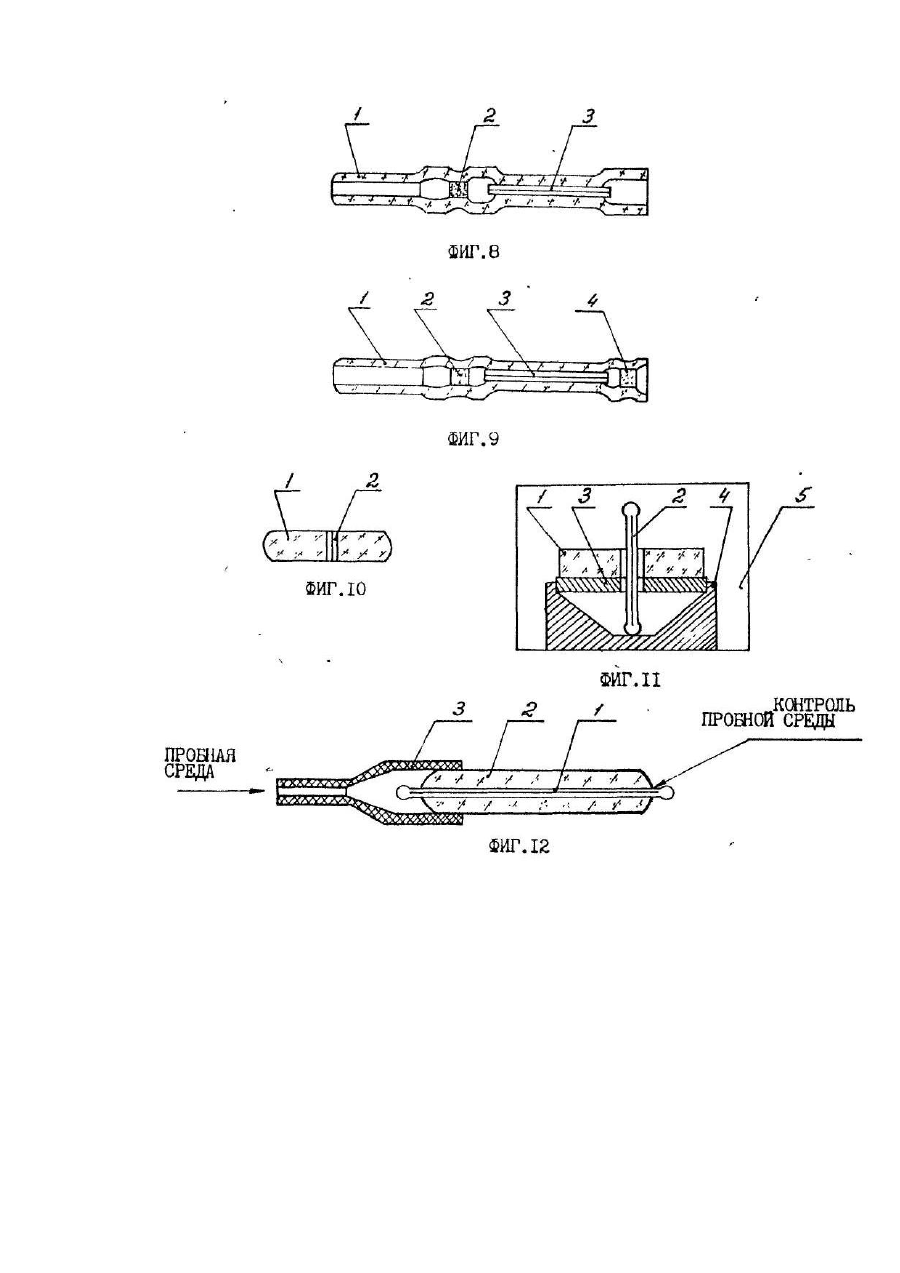
Изобретение относится к технологии изготовления проницаемых элементов капиллярного типа, которые в составе контрольных течей могут быть использованы для калибровки аппаратурных средств контроля герметичности типа масс-спектрометрических течеискателей и которые в сочетании с источниками различных газообразных или жидких пробных и рабочих сред могут быть использованы для аттестации качества дефектоскопических средств типа химических индикаторных материалов для локализации сквозных микродефектов. Кроме того, проницаемые элементы, изготовленные предлагаемым способом, могут быть применены для моделирования поведения различных дефектоскопических материалов и испытательных сред в тонких каналах сквозных микродефектов. Очевидно, что должны быть выполнены и требования по стабильности формы и размеров проницаемых элементов в пределах каждой партии и по стабильности проницаемости каждой контрольной течи, оснащенной проницаемым элементом, при ее многократном использовании. И, наконец, весьма желательно, чтобы способ допускал возможность серийного же изготовления проницаемых элементов с каналами разных форм, моделирующих типичные сквозные дефекты. Известен способ изготовления проницаемых элементов контрольных течей путем размещения стеклянного или кварцевого капилляра в сквозном канале формы в виде пакета шайб с соосными отверстиями, образующими канал, заполнения канала вакуум-плотным отверждаемым материалом и после отверждения вакуумплотного материала - разделения пакета усилием, превышающим предел прочности вакуумплотного материала на стыках шайб, на проницаемые элементы по числу шайб [1]. Этот способ позволяет получать наборы проницаемых элементов, идентичных по пропускной способности, дискретно отличающихся по величине потока дозируемых сред, одно- и многоканальные. При использовании в качестве пробных веществ чистых сухих газов такие устройства могут длительное время служить стабильными источниками газов, а в случае перекрытия канала одного из проницаемых элементов он может быть заменен другим, идентичным по своим характеристикам. Однако известный способ изготовления проницаемых элементов предполагает использование технологических приспособлений, выполненных трудоемкими методами термо- и механообработки (предварительная токарная обработка, закалка, окончательная обработка плоских поверхностей шайб и их цилиндрических поверхностей путем шлифовки до высоких значений чистоты поверхности и класса точности). Поэтому суммарные затраты времени на осуществление способа весьма велики. Наиболее близким по технической сущности к заявляемому является способ изготовления проницаемых элементов контрольных течей, включающий осевое размещение отрезка калиброванного по размерам цилиндрического кварцевого капилляра в полости трубчатого корпуса, имеющего радиальное отверстие в зоне размещения средней части капилляра и фиксацию отрезка капилляра относительно корпуса путем заполнения полости корпуса жидким вакуумплотным материалом через радиальное отверстие в корпусе и его отверждения. Для ограничения распространения жидкого вакуумплотного материала по полости корпуса способ также предусматривает использование корпуса с осевым ступенчатым каналом с меньшим диаметром в зоне радиального отверстия [2]. Описанный способ позволяет изготавливать проницаемые элементы, у которых концевые участки отрезка кварцевого капилляра не контактируют с внутренней поверхностью трубчатого корпуса, являющейся источником различного рода веществ, способствующих перекрытию сквозного канала капилляра (механические примеси, растворимые продукты коррозии) как в процессе калибровки проницаемого элемента, так и во время его эксплуатации. Благодаря этому удается повысить стабильность метрологических характеристик контрольных течей, оснащенных проницаемыми элементами капиллярного типа. Однако известный способ также требует предварительного изготовления деталей проницаемых элементов путем механической обработки, что связано с затратами времени. Кроме того, требует значительных временных затрат также предусмотренный способом-прототипом прием фиксации отрезка кварцевого капилляра относительно трубчатого корпуса, поскольку этот этап выполнения способа в основном лимитируется временем полимеризации жидкого вакуум-плотного материала (для таких широко применяемых в качестве вакуумплотных материалов, как эпоксидные смолы или анаэробные герметики время полимеризации составляет около суток). В основу изобретения положена задача путем изменения средств и условий фиксации капилляров в корпусах создать такой способ изготовления проницаемых элементов контрольных течей, который наряду со стабильностью размеров и свойств этих элементов обеспечивал бы высокую производительность их изготовления. Поставленная задача решена тем, что в способе изготовления проницаемых элементов контрольных течей на основе отрезков кварцевых капилляров, которые укладывают в полый корпус и фиксируют заполнением зазора вакуумплотным материалом, согласно изобретению, кварцевый капилляр укладывают в стеклянный корпус и фиксируют оплавлением корпуса в зоне установки капилляра до заполнения зазора материалом корпуса. Предлагаемое изобретение вопреки укоренившемуся в среде специалистов мнению о невозможности соединения стекла с кварцем без переходных элементов обеспечивает при практическом осуществлении вакуумплотное соединение между стеклянным корпусом и кварцевым капилляром. Тем самым существенно ускоряется изготовление проницаемых элементов контрольных течей и обеспечивается возможность выпуска довольно крупных партий практически одинаковых проницаемых элементов контрольных течей. С учетом неочевидности указанного технического эффекта заявленное изобретение соответствует критерию "изобретательский уровень". Первое дополнительное отличие авторы усматривают в том, что используют корпус в виде трубки, которую оплавляют локальным нагревом от кольцевого источника тепла и полость которой в период оплавления вакуумируют. Таким образом удается дополнительно ускорить процесс фиксации отрезков кварцевых капилляров относительно корпуса и предотвратить образование газовых включений на границе раздела "капилляр-корпус". Второе дополнительное отличие заключается в том, что кольцевой источник тепла плавно перемещают вдоль трубки по мере ее оплавления до заполнения зазора. Тем самым удается обеспечить герметичность стыка при больших длинах капилляра, а также улучшить качество проницаемых элементов. Третье дополнительное отличие состоит в том, что капилляр в трубку укладывают с консольно выступающими за ее торцы концами, оплавляют трубку на всю ее длину и затем разрезают на шайбы. В результате удается получить проницаемые элементы, у которых вход и выход отрезка капилляра расположены на одном уровне с торцевыми плоскостями корпуса, имитирующими участки поверхности, подлежащие контролю на герметичность. Четвертое дополнительное отличив авторы усматривают в том, что капилляр в трубку укладывают с консольно выступающими за ее торцы концами и фиксируют в трубке по меньшей мере дважды с продольным зазором между зонами фиксации. Такой прием фиксации позволяет получать проницаемые элементы с калиброванным внешним диаметром, равным диаметру исходных стеклянных трубок. Пятое дополнительное отличив заключается в том, что в трубке вначале с одного конца фиксируют первый капилляр, а затем с другого конца с продольным зазором фиксируют второй капилляр. Таким образом удается получать проницаемые элементы, имитирующие сквозные дефекты типа дросселей на входе и выходе с присоединенным объемом между ними. Шестое дополнительное отличие состоит в том, что в трубчатый корпус перед укладкой капилляра впаивают стеклянный фильтр с проницаемостью для газа, большей чем у капилляра. Тем самым удается предохранить канал проницаемого элемента от перекрытия различного рода микропримесями, присутствующими в пробных газах. Седьмое дополнительное отличие авторы усматривают в том, что после впаивания в трубчатый корпус стеклянный фильтр гидрофобизируют. Это позволяет предотвратить перекрытие канала проницаемого элемента влагой. Восьмое дополнительное отличие заключается в том, что используют капилляр длиной, меньшей длины трубчатого корпуса, фиксируют капилляр в средней части корпуса, после чего в корпус впаивают второй стеклянный фильтр с проницаемостью для газа, большей чем у капилляра. Таким образом удается предохранить канал проницаемого элемента как со стороны источника пробной среды, так и со стороны контроля ее средствами течеискания. Девятое дополнительное отличие состоит в том, что используют корпус в виде шайбы и фиксируют в ней капилляр оплавлением всей массы шайбы. Такой вариант реализации способа позволяет получать проницаемые элементы с небольшими (порядка нескольких миллиметров) длинами канала и оптически прозрачными плоскими поверхностями, что облегчает спектральные исследования кинетики взаимодействия индикаторных покрытий с пробными или испытательными средами. Десятое дополнительное отличие авторы усматривают в том, что используют капилляр, запаянный по меньшей мере с одного конца, контролируют герметичность стыка капилляра с корпусом и у годных герметичных проницаемых элементов запаянные концы капилляров обламывают. Это позволяет в случае негерметичности стыка сразу повторить процесс вакуумплотной фиксации и таким образом избежать брака. На фиг.1 схематически изображен проницаемый элемент, получаемый укладкой кварцевого капилляра в стеклянный корпус в виде трубки и оплавлением трубки локальным нагревом от кольцевого источника тепла при вакуумировании полости трубки в период ее оплавления; на фиг.2 - проницаемый элемент, получаемый при плавном перемещении кольцевого источника тепла вдоль трубки по мере ее оплавления; на фиг.3 проницаемый элемент, получаемый при укладке длинного кварцевого капилляра в трубку с консольно выступающими за ее торцы концами и оплавлении трубки на всю ее длину; на фиг.4 - проницаемый элемент в виде шайбы, получаемый при разрезании заготовки, изображенной на фиг.3; на фиг.5 - проницаемый элемент, получаемый укладкой кварцевого капилляра в трубку с консольно выступающими за ее торцы концами и фиксацией в трубке с продольным зазором между зонами фиксации; на фиг.6 - проницаемый элемент, получаемый фиксацией в трубке с одного конца первого кварцевого капилляра, а затем - на фиг.7 фиксацией с другого конца трубки с продольным зазором второго кварцевого капилляра; на фиг.8 проницаемый элемент с впаянным на входе стеклянным фильтром с проницаемостью для газа, большей чем у капилляра; на фиг.8 - проницаемый элемент с впаянными на входе и выходе стеклянными фильтрами с проницаемостью для газа, большей чем у капилляра; на фиг. 10 - проницаемый элемент, получаемый укладкой кварцевого капилляра в стеклянный корпус в виде шайбы и оплавлением всей массы шайбы; на фиг. 11 - схема фиксации заготовок при изготовлении проницаемого элемента, показанного на фиг. 10; на фиг. 12 - схема контроля герметичности стыка кварцевого капилляра с корпусом. Пример 1. Отрезок цилиндрического капилляра, изготовленного из кварца марки KB (кварц высокочистый), с внутренним диаметром 3 мкм, внешним 80 мкм и длиной 10 миллиметров укладывают в полость корпуса в виде трубки из стекла марки П-15 (пирекс) с внутренним диаметром 2 мм, внешним диаметром 4 мм и длиной 30 мм таким образом, чтобы концевой участок капилляра выступал из полости трубки за пределы ее торца на 1-2 мм. Трубку при этом располагают горизонтально. С помощью узкого пламени газовой горелки нагревают равномерно по окружности концевой участок трубки, где расположен отрезок капилляра, до температуры плавления материала корпуса - стекла (для стекла марки П-15 - 620°С). Стремясь за счет поверхностных сил уменьшить свой объем, стеклянная трубка в зоне нагрева уменьшается в диаметре и герметично охватывает отрезок кварцевого капилляра. При этом внутренний диаметр стеклянного корпуса-трубки становится равным внешнему диаметру кварцевого капилляра, а стенка стеклянного корпуса в зоне капилляра утолщается. После естественного охлаждения корпуса выступающий за пределы его торца кончик капилляра обламывают. Полученный таким образом проницаемый элемент калибруют тем или иным методом (массспектрометрическим, пузырьковым и т.д.), после чего заполняют жидкой или газообразной пробной (или рабочей) средой под избыточным давлением и используют для тарировки (калибровки) средств контроля герметичности или оценки качества химических, люминесцентных и им подобных индикаторных средств для контроля герметичности. Пример 2. Используют корпус в виде трубки 1 (фиг.1) из стекла марки С 40-1 (ЗС-11)с внутренним диаметром 1,5 мм, внешним 3,5мм и длиной 40 мм. Трубку 1 закрепляют горизонтально и одевают на нее с одной стороны резиновую заглушку 2. В полость трубки 1 укладывают отрезок цилиндрического кварцевого капилляра 3 (кварц марки KB) с внутренним диаметром 10,5 мкм, внешним 60 мкм и длиной 20мм таким образом, чтобы капилляр 3 располагался примерно в средней части полости трубки 1. На трубку 1 одевают кольцевой источник тепла 4 в виде одного (как показано на фиг.1) или нескольких витков нихромовой проволоки, концы которой соединены с источником тока (на фиг. не показан). Кольцевой источник тепла 4 располагают над трубкой 1 там, где находится в ней середина отрезка капилляра 3. Открытый конец стеклянной трубки 1 соединяют с помощью вакуумного шланга с источником вакуума (например, форвакуумным насосом) и вакуумируют полость трубки 1. Не прекращая откачки, включают кольцевой источник тепла 4 и с его помощью нагревают стеклянный корпус-трубку 1 до температуры плавления стекла (620°С для стекла марки С 40-1) и герметичного обжима материалом корпуса 1 отрезка кварцевого капилляра 3 на участке разогрева. После обжима нагрев и вакуумирование прекращают, трубке дают остыть. Снимают с нее вакуумный шланг, кольцевой источник тепла и заглушку. Полученный проницаемый элемент калибруют и используют для тарировки средств контроля герметичности. Пример 3. Используют корпус в виде стеклянной трубки 1 (фиг.2) из стекла марки С 50-1 с внутренним диаметром 1,5 мм, внешним 3,5 мм и длиной 45 мм и отрезок цилиндрического кварцевого капилляра 2 с внутренним диаметром 8,3 мкм, внешним 70 мкм и длиной 25 мм. Отрезок капилляра 2 располагают в средней части полости трубки 1. Трубку 1 при этом располагают горизонтально. Герметизируют полость трубки 1 с одной стороны заглушкой 3. Одевают на трубку 1 кольцевой источник тепла 4 и располагают его над левым концевым участком отрезка капилляра 2, надевают на свободный конец трубки 1 вакуумный шланг. Включают систему откачки полости трубки 1 и: кольцевой источник тепла 4. С помощью кольцевого источника тепла 4 нагревают трубку 1 до температуры плавления стекла (625°С) и обжима отрезка капилляра 2 в зоне нагрева материалом; корпуса 1 - стеклом. Не прекращая вакуумирования полости трубки 1, плавно перемещают кольцевой источник тепла 4 вдоль трубки 1 вправо со скоростью, меньшей скорости обжима капилляра 2 материалом трубки 1. После обжима заданной длины отрезка капилляра 2 нагрев и вакуумирование трубки 1 прекращают. Полученному таким образом проницаемому элементу дают остыть, после чего элемент калибруют и используют для тарировки средств контроля герметичности для изучения процессов взаимодействия индикаторных материалов с пробными или рабочими средами в модельных сквозных дефектах. Пример 4. Используют корпус в виде стеклянной трубки 1 (фиг.3) таких же линейных размеров и изготовленной из такого же стекла, как в примере 3, и цилиндрический кварцевый капилляр 2 с внутренним диаметром 5,2 мкм, внешним 80 мкм и длиной 50мм (большей длины трубки 1). Кончики отрезка капилляра 2 предварительно запаивают в тонком пламени ацетиленовой горелки. Отличия от методики изготовления проницаемых элементов, описанной в примере 3, заключаются в следующем. Отрезок капилляра 2 в трубку 1 укладывают с консольно выступающими за ее пределы концами, а оплавляют трубку 1 с помощью кольцевого источника тепла (на фиг.3 не показан) на всю длину трубки 1 в процессе вакуумирования ее полости. После этого трубку 1 с капилляром 2 разрезают на шайбы необходимой длины. Выход канала капилляра 1 (фиг.4) у таких проницаемых элементов находится на одном уровне с торцевой поверхностью корпуса 2. Каждую из шайб - проницаемых элементов калибруют и используют для проверки чувствительности или контроля качества средств контроля герметичности или капиллярной дефектоскопии. Пример 5. Используют корпус 1 (фиг.5) в виде стеклянной трубки (стекло марки С 48-1, температура плавления - 555°С) с внутренним диаметром 2 мм, внешним 4 мм и длиной 50 мм и цилиндрический кварцевый (марка KB) капилляр 2 с внутренним диаметром 0,5 мкм, внешним 62 мкм и длиной 55 мм. Концы капилляра 2 предварительно запаивают. Отличия в методике изготовления проницаемого элемента, изображенного на фиг.5, от методики изготовления, описанной в примере 3 (фиг.2), состоят в том, что капилляр 2 (фиг.5) в трубку 1 укладывают с консольно выступающими за ее торцы концами и обжимают капилляр 2 материалом корпуса 1 с помощью кольцевого источника тепла (на фиг.5 не показан) по меньшей мере дважды с продольным зазором между зонами фиксации. Для этого фиксируют отрезок капилляра 2 оплавлением корпуса 1 вначале с одной стороны, а затем, перемещая кольцевой источник тепла вдоль трубки 1 со скоростью, большей скорости плавления стекла (или отключив источник тепла на время перемещения), останавливают его в зоне последующей фиксации капилляра 2 и обжимают нужный участок капилляра 2 материалом корпуса 1 стеклом. Перед калибровкой запаянные концы капилляра 2 обламывают. После калибровки проницаемый элемент используют по назначению (см.примеры, приведенные выше). Пример 6. Используют корпус 1 (фиг.6) в виде стеклянной трубки (стекло марки ДГ-2, температура плавления 635°С) с внутренним диаметром 1 мм, внешним 3 мм и длиной 40 мм и два отрезка цилиндрических кварцевых (кварц марки KB) капилляров, один из которых (поз.2 на фиг.6) имеет внутренний диаметр 5,7 мкм, внешний 60 мкм и длину 23 мм, а второй (поз.3 на фиг.7) имеет внутренний диаметр 8,4 мкм, внешний 60 мкм и длину 24 мм. Капилляры с одного конца предварительно запаивают. Методика изготовления проницаемого элемента, изображенного на фиг.7, отличается от методики изготовления проницаемого элемента, описанной в примере 3 (фиг.2) тем, что с одного конца трубки 1, как показано на фиг.6, укладывают вначале первый капилляр 2 с консольно выступающим за пределы корпуса 1 концевым запаянным участком. Оплавляют корпус 1, перемещая кольцевой источник тепла слева направо почти на всю длину отрезка капилляра 2 и вакуумируя полость корпуса 1. Затем, отключив нагрев кольцевого источника 2 и вакуумирование и сняв вакуумный шланг, размещают в полости трубки 1 с другого конца второй капилляр 3 (фиг.7) на некотором удалении от торца капилляра 2 (фиг.6). При этом запаянный участок отрезка второго капилляра выступает за пределы корпуса. Одевают вакуумный шланг на трубку 1 (фиг.6), включают систему откачки и кольцевой источник тепла и, начиная с зоны, где был прекращен обжим первого капилляра 2 (фиг.6), перемещением кольцевого источника тепла вправо обжимают материалом корпуса второй капилляр 3 (фиг.7). При достижении нагревателем конца корпуса, где расположен вакуумный шланг, последний снимают и обжим концевого участка капилляра 3 материалом корпуса осуществляют без вакуумирования полости корпуса. Размеры полости (присоединенного объема) 4 между капиллярами 2 (фиг.6) и 3 (фиг.7) у готовых проницаемых элементов зависят от длительности оплавления трубки 1 (фиг.6) над этой полостью 4 (фиг.7). При кратковременном оплавлении трубки на этом участке получают сферическую полость (как показано на фиг.7) с диаметром, большим внешнего диаметра капилляров. При продолжении же оплавления получают полость в виде цилиндра с диаметром, равным или меньшим внешнего диаметра отрезков капилляров. Изготовленные таким образом проницаемые элементы используют для изучения поведения пробных (или рабочих) сред в каналах сквозных дефектов сложной геометрической формы. Пример 7. Используют корпус 1 (фиг.8) в виде стеклянной трубки (стекло марки П-15. температура плавления 620°С) с внутренним диаметром 3 мм, внешним 5 мм и длиной 40 мм. На некотором удалении от конца трубки 1 в ее полость помещают стеклянный фильтр 2 со средним диаметром сквозных пор 100-120 мкм (т.н. фильтр №1), предварительно обточенный механически до формы цилиндра с диаметром около 2,82,9 мм и длиной 3-4 мм, Надевают на корпус 1 кольцевой источник тепла (не показан) и располагают его над фильтром 2. Включают кольцевой источник тепла и обжимают фильтр 2 материалом корпуса 1. Источник тепла отключают. После остывания корпуса-трубки 1 в ее полость, на расстоянии 1-2 мм от фильтра помещают отрезок цилиндрического кварцевого капилляра 3 (кварц марки С 5-1) с внутренним диаметром 21,5 мкм, внешним 70 мкм и длиной 15 мм. На концевой участок трубки 1 со стороны расположения фильтра 2 одевают заглушку (не показана), а открытый конец трубки соединяют вакуумным шлангом с системой откачки. Перемещают кольцевой источник тепла в зону расположения отрезка капилляра 3. Включают систему откачки и кольцевой нагреватель и, плавно перемещая нагреватель вдоль капилляра 3, обжимают капилляр расплавленным материалом (стеклом) корпуса 1 на заданном расстоянии. Систему откачки и нагрев выключают, снимают заглушку, кольцевой нагреватель и вакуумный шланг. После естественного охлаждения проницаемый элемент соединяют с источником пробной среды, калибруют и используют в составе контрольной течи для калибровки (тарировки) средств контроля герметичности. Пример 8. Данная методика изготовления проницаемого элемента отличается от методики, описанной в предыдущем примере, тем, что после впаивания стеклянного фильтра 2 (фиг.8) через трубку 1 на фильтр 2 наливают с помощью тонкой стеклянной трубки гидрофобизирующий раствор метил-хлорсилана так, чтобы уровень жидкости над фильтром 2 при вертикальном положении корпуса 1 был 3-5 мм. После этого верхний конец корпуса-трубки 1 соединяют шлангом с источником сжатого газа и продавливают газом раствор метилхлорсилана через поры фильтра 2. Продувку полости трубки 1 продолжают до полной осушки полости трубки 1 и фильтра 2. После этого продувку прекращают, снимают шланг сжатого газа. Корпус 1 располагают горизонтально и изготавливают проницаемый элемент по методике, описанной в предыдущем примере. Полученный проницаемый элемент используют в составе контрольных течей для воспроизведения потоков пробных газов. Пример 9. Отличия от методики изготовления, описанной в примере 7, состоят в том, что в стеклянный корпус-трубку 1 (фиг.9) вначале впаивают первый фильтр 2 и отрезок капилляра 3, как описано в примере 7, а затем на некотором удалении от выходного конца капилляра 3 (примерно 1 -3 мм) впаивают второй стеклянный фильтр 4, пропускная способность которого больше, чем капилляра 3 (например, тот же фильтр №1 со средним радиусом сквозных пор 100— 120 микрометров). Методика обжима фильтра 4 материалом корпуса 1 с помощью кольцевого источника тепла та же, что и в примере 7. Полученные таким образом проницаемые элементы используют в составе контрольных течей для воспроизведения потоков пробных газов. Пример 10. Предлагаемый способ предусматривает также изготовление проницаемых элементов, корпус 1 (фиг. 10) которых представляет собой стеклянную шайбу, а выход и вход канала кварцевого цилиндрического капилляра 2 находятся на одном уровне с соответствующими торцевыми плоскими поверхностями шайбы 1. Такие проницаемые элементы удобны для спектральных исследований процессов взаимодействий пробных или рабочих сред, а также пенетрантов с индикаторными материалами или проявителями в тонких микроканалах дефектов при отработке технологий контроля герметичности и капиллярной дефектоскопии. Для изготовления таких проницаемых элементов используют корпус 1 (фиг. 11) в виде стеклянной шайбы (марка стекла АМ-К, температура плавления 597°С) с диаметром 20 мм, высотой 5 мм и диаметром сквозного осевого отверстия 1 миллиметр 14 отрезок цилиндрического кварцевого (марка KB) капилляра 2 с внутренним диаметром 1,3 мкм, внешним 70 мкм и длиной 70 мм. Концы отрезка капилляра 2 предварительно запаивают. Корпус 1 располагают на гладкой поверхности подложки 3, выполненной из материала с температурой плавления, большей температуры плавления стекла и имеющей сквозное отверстие. (В качестве такой подложки может быть использована, например, металлическая шайба с полированной верхней поверхностью). Геометрические оси отверстий в корпусе 1 и подложке 3 должны быть совмещены. Подложку 3 с корпусом 1 устанавливают в металлический стакан 4. Отрезок капилляра 2 пропускают через отверстия в корпусе 1 и подложке 3 до упора в дно стакана 4 и помещают устройство в сборе в термовакуумный шкаф 5. Вакуумируют шкаф 5 и доводят температуру в нем до температуры плавления стеклянного корпуса 1. За счет сил поверхностного натяжения расплавленное стекло уменьшается в объеме, вследствие чего сужается и отверстие в корпусе 1 и обжимает по всей длине отрезок капилляра 2. При этом нижняя часть корпуса 1, контактирующая с полированной поверхностью подложки 3, остается плоской, а верхняя часть становится слегка выпуклой. По окончании процесса нагрев и вакуумирование прекращают и дают заготовкам медленно остыть в шкафу 5 при отключенном нагреве. После этого стакан 4 извлекают из шкафа 5, снимают с подложки 3 корпус 1 с закрепленным на нем капилляром 2 и обламывают концы капилляра 2, выступающие за пределы торцов корпуса 1. Полученный таким образом проницаемый элемент закрепляют в узле подачи пробной среды и калибруют, после чего используют для спектральных исследований процессов взаимодействий индикаторных покрытий или проявителей с пробными или проникающими средами в каналах микродефектов. На фиг. 12 представлена схема контроля герметичности стыка кварцевого капилляра 1 с корпусом 2. Контроль проводят следующим образом. Один конец трубки-корпуса 2 проницаемого элемента с помощью резиновой муфты 3 соединяют с источником пробной среды под избыточным давлением, например, со сжатым гелием. С противоположной стороны с помощью щупа течеискателя или индикаторного материала на данную пробную среду проверяют герметичность соединения отрезка капилляра 1 с корпусом 2. В случае негерметичности стыка процесс обжима отрезка капилляра 1 материалом корпуса 2 повторяют и проводят повторный контроль герметичности проницаемого элемента. У годных проницаемых элементов отламывают концевые участки капилляра 1, выступающие за пределы корпуса 2 и используют проницаемый элемент по назначению. Естественно, что приведенными примерами не ограничиваются возможности осуществления изобретательского замысла, зафиксированного в формуле изобретения. Так, предпочтительно использование цилиндрических кварцевых капилляров с известной пропускной способностью, приходящейся на единицу длины капилляра, что исключает потребность в последующей калибровке проницаемых элементов. Могут быть использованы также не только цилиндрические, ко и конические, или имеющие иную форму кварцевые капилляры, а также корпуса различной формы, соответствующие конкретным условиям применения проницаемых элементов. Не исключено дополнение корпусов деталями, обеспечивающими наиболее удобную фиксацию проницаемых элементов в измерительных приборах, микродозаторах реагентов и иных устройствах, в составе которых могут быть использованы проницаемые элементы.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making permeable elements of control leakages
Автори англійськоюBudarin Lev Ivanovych, Kutsevych Valerii Liudvikovych, Sobolev Vladimir Dmitrievich, Churaiev Nikolai Vladimirovich, Shulzhenko Oleksandr Vasyliovych
Назва патенту російськоюСпособ изготовления проницаемых элементов контрольных течей
Автори російськоюБударин Лев Иванович, Куцевич Валерий Людвикович, Соболєв Владимир Дмитриевич, Чураев Николай Владимирович, Шульженко Александр Васильевич
МПК / Мітки
МПК: G01M 3/00
Мітки: виготовлення, проникних, елементів, течей, спосіб, контрольних
Код посилання
<a href="https://ua.patents.su/7-13400-sposib-vigotovlennya-proniknikh-elementiv-kontrolnikh-techejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення проникних елементів контрольних течей</a>
Спосіб виготовлення контрольних течей
Номер патенту: 4997
Опубліковано: 28.12.1994
Автори: Чураєв Микола Володимирович, Куцевич Валерій Людвикович, Бударін Лев Іванович, ШУЛЬЖЕНКО ОЛЕКСАНДР ВАСИЛЬОВИЧ, Соболєв Володимир Дмитрович
МПК: G01M 3/02
Мітки: виготовлення, контрольних, течей, спосіб
Формула / Реферат:
1. Способ изготовления контрольных течей путем размещения проницаемого в осевом направлении элемента в сквозном канале формы, заполнения канала вакуумплотным отверждаемым материалом, отличающийся тем, что, с целью повышения производительности изготовления наборов калиброванных контрольных течей и улучшения их метрологических характеристик, в качестве формы используют пакет шайб с соосными отверстиями, образующими канал, а после...
Проникний елемент контрольної течі та спосіб його виготовлення
Номер патенту: 4998
Опубліковано: 28.12.1994
Автори: Чураєв Микола Володимирович, ШУЛЬЖЕНКО ОЛЕКСАНДР ВАСИЛЬОВИЧ, Давидов Володимир Дмитрович, Бударін Лев Іванович, Куцевич Валерій Людвикович, Соболєв Володимир Дмитрович
МПК: G01M 3/02
Мітки: течії, контрольної, елемент, виготовлення, спосіб, проникний
Формула / Реферат:
1. Проницаемый элемент контрольной течи, включающий трубчатый корпус и жестко соосно закрепленный в нем слоем вакуум-плотного материала отрезок калиброванного цилиндрического кварцевого капилляра, отличающийся тем, что, с целью стабилизации метрологических характеристик контрольных течей, слой вакуум-плотного материала в виде пояска в средней части отрезка цилиндрического кварцевого капилляра, который имеет два консольных участка, длина...
Спосіб виготовлення попередньо напруженого стика залізобетонних елементів
Номер патенту: 1982
Опубліковано: 20.12.1994
Автори: Завадяк Павло Петрович, Щеглюк Мирон Романович, Гнідець Богдан Григорович, Кавацюк Ігор Дмитрович
МПК: E04B 1/38
Мітки: спосіб, елементів, залізобетонних, стика, попередньо, виготовлення, напруженого
Формула / Реферат:
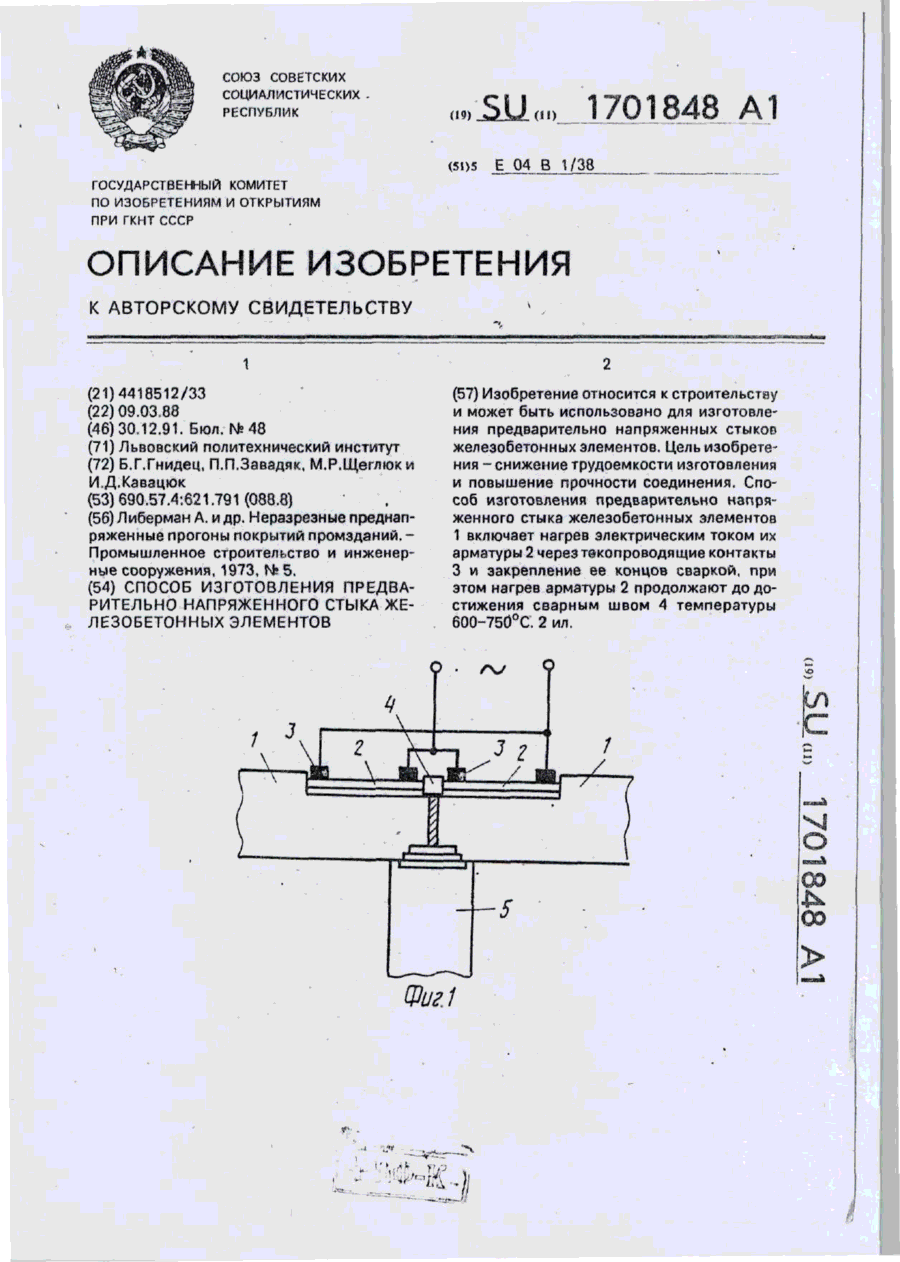
Способ изготовления предварительно напряженного стыка железобетонных элементов, включающий нагрев электрическим током арматуры и закрепления ее концов, отличающийся тем, что, с целью снижения трудоемкости изготовления и повышения прочности соединения, закрепление концов арматуры производят сваркой, а нагрев арматуры продолжают до достижения сварным швом температуры 600—750 °C.
Спосіб виготовлення виробів, переважно формотворних елементів пресформ
Номер патенту: 11128
Опубліковано: 25.12.1996
Автори: Кузьменко Віктор Володимирович, Гнатенко Дмитро Йосипович, Мякота Ігор Семенович
МПК: C23C 4/00
Мітки: пресформ, елементів, виробів, переважно, виготовлення, формотворних, спосіб
Формула / Реферат:
Способ изготовления изделий, преимущественно формообразующих элементов пресс-форм для литья пластмасс, стекла, парафина, включающий нанесение медьсодержащих материалов на неметаллическую модель с последующим ее удалением, отличающийся тем, что в качестве медьсодержащего материала используют алюминиевую бронзу, которую наносят на модель плазменным напылением с подачей в зону формирования покрытия водяного тумана с расходом воды 5-100 г...
Спосіб виготовлення мікропористих фільтруючих елементів
Номер патенту: 6679
Опубліковано: 29.12.1994
Автори: Говорова Ірина Олександрівна, Ісаєнков Євген Вікторович, Нагірний Віктор Михайлович
МПК: C25D 7/04
Мітки: фільтруючих, спосіб, виготовлення, мікропористих, елементів
Формула / Реферат:
(57) Способ изготовления микропористых фильтрующих элементов, включающий электролитическое осаждение меди на металлическую сетчатую заготовку до зара-щивания ячейки сетки на 0,5-0,7 ее размера и последующее механическое обжатие, отличающийся тем, что на заготовку после механического обжатия дополнительно попеременно осаждают слой никеля и меди, при соотношении толщин слоев 1:2-1:2,5, толщине слоев никеля 30-40 мкм и осаждении его из...
Попередній патент: Електрофільтр
Наступний патент: Спосіб виготовлення пива
Випадковий патент: Пристрій компенсації ємнісної складової струму витоку на землю