Спосіб зварювання аустенітної нержавіючої сталі
Номер патенту: 62165
Опубліковано: 15.12.2003
Автори: Гальцов Ігор Олександрович, Гедрович Анатолій Іванович, Друзь Олег Миколайович
Формула / Реферат
Спосіб зварювання аустенітної нержавіючої сталі, при якому метал, що зварюється, перед зварюванням нагрівають протягом короткого часу до 1200-1380°С і швидко охолоджують, який відрізняється тим, що рідкий метал зварювальної ванни і зони «2Вп» охолоджують до температури навколишнього середовища (~20°С) у процесі зварювання, зі швидкістю Wo= 75-100 град/сек в інтервалі температур 500-600°С, але не більш 150 град/сек в інтервалі температур 500-600°С, у охолоджуваній зоні розміром не менш «3Вп» теплопоглиначами, розташованими під виконуваним звареним швом і зоною пластичної деформації.
Текст
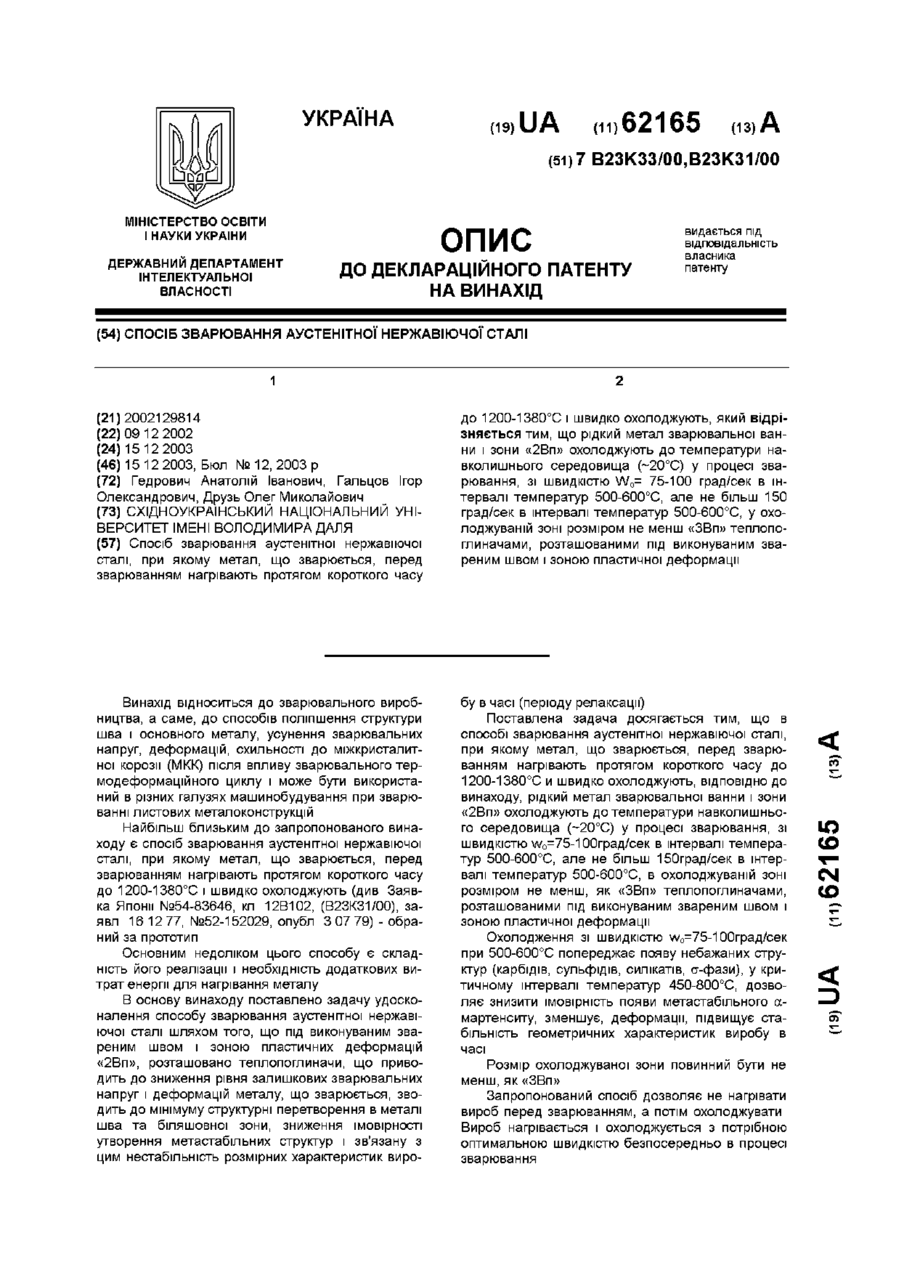
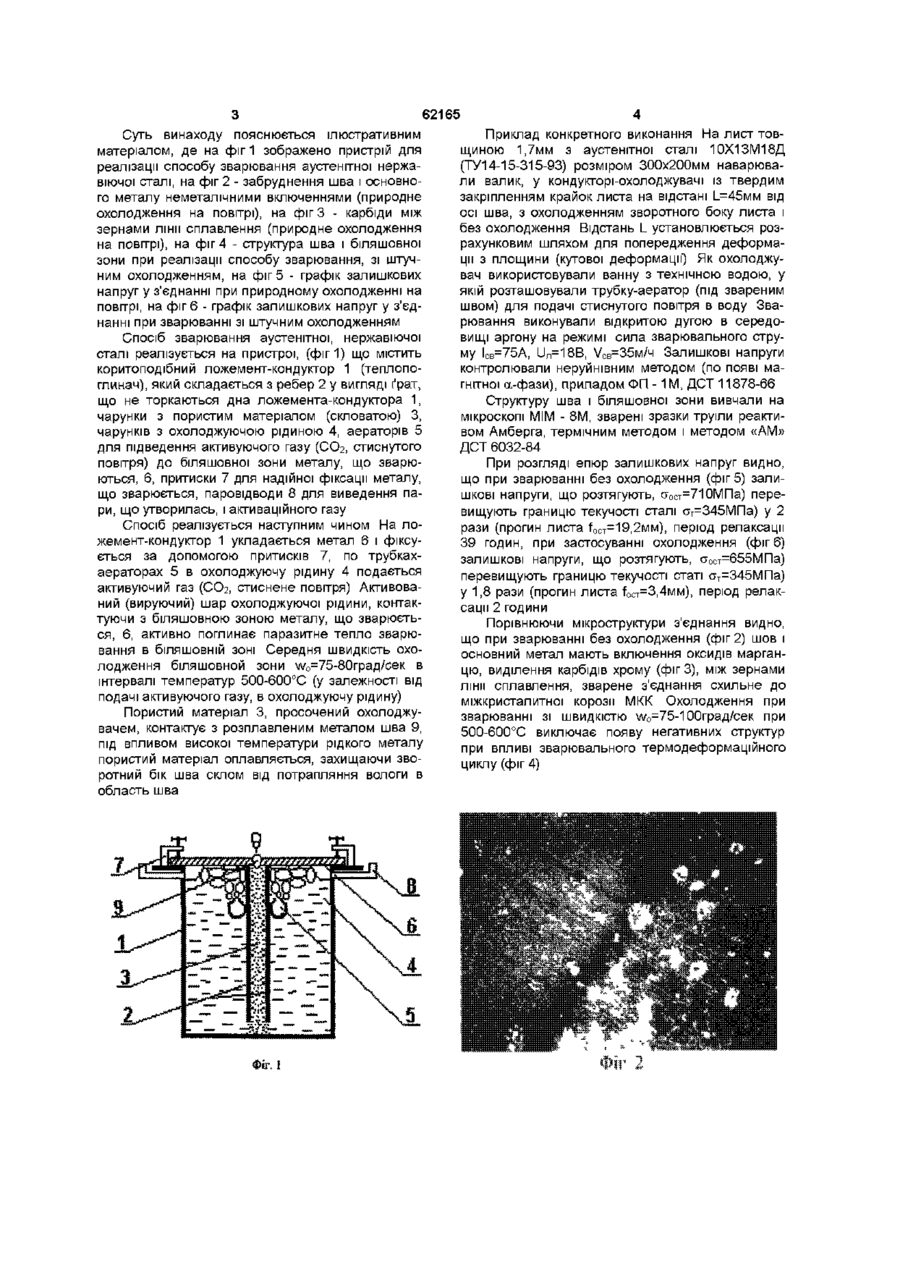
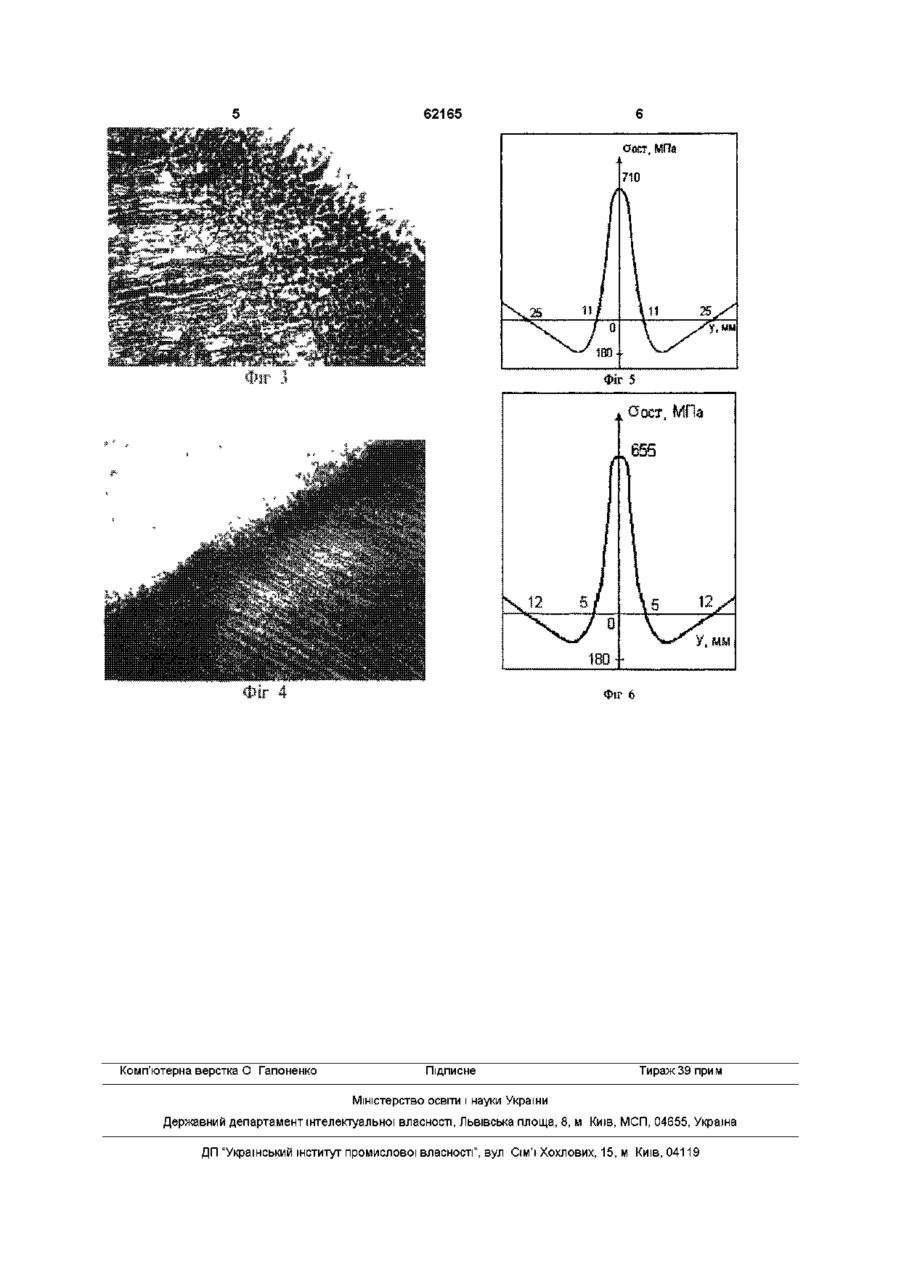
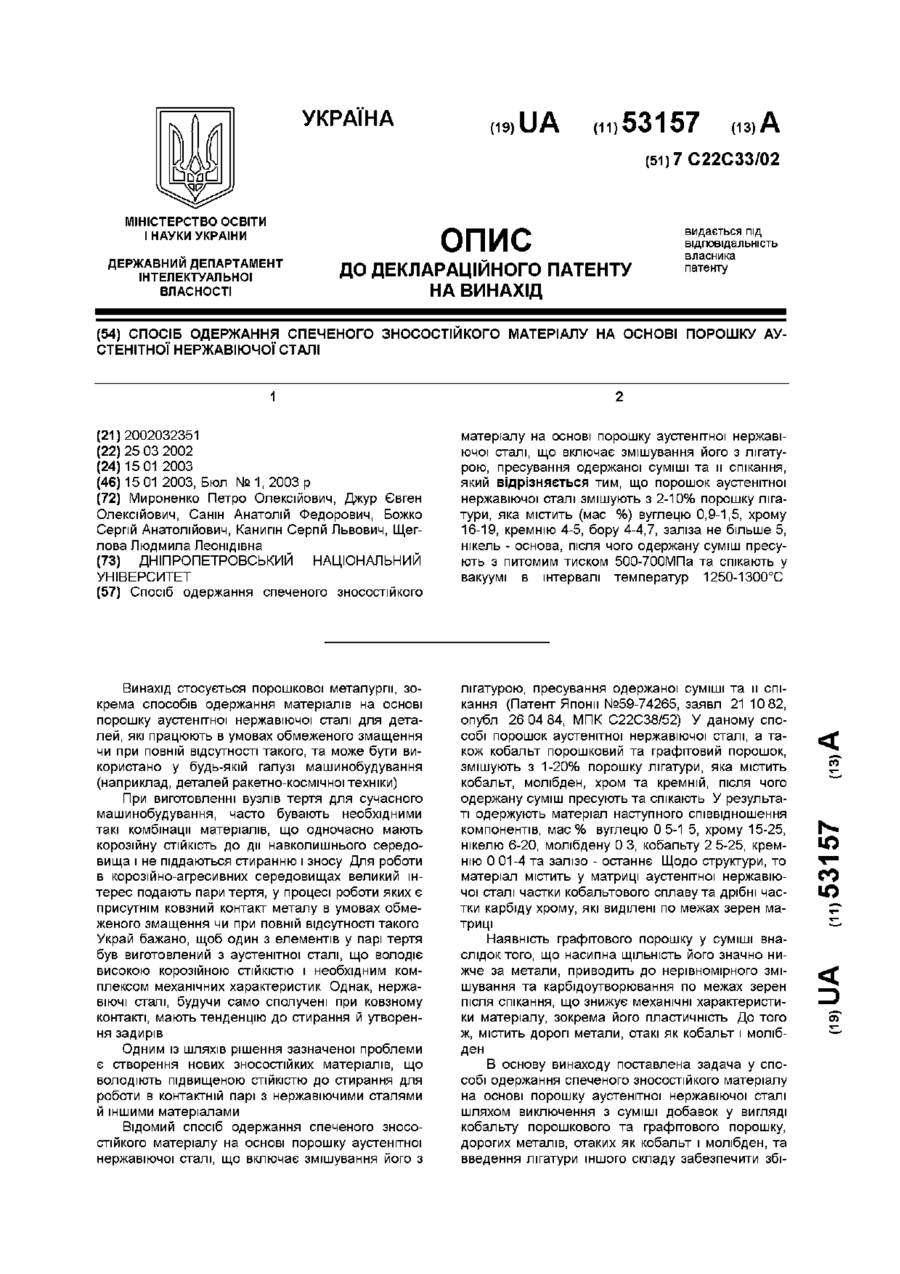
Спосіб зварювання аустенітної нержавіючої сталі, при якому метал, що зварюється, перед зварюванням нагрівають протягом короткого часу Винахід відноситься до зварювального виробництва, а саме, до способів поліпшення структури шва і основного металу, усунення зварювальних напруг, деформацій, схильності до міжкристалитноі корозії (МКК) після впливу зварювального термодеформаційного циклу і може бути використаний в різних галузях машинобудування при зварюванні листових металоконструкцій Найбільш близьким до запропонованого винаходу є спосіб зварювання аустенітної нержавіючої сталі, при якому метал, що зварюється, перед зварюванням нагрівають протягом короткого часу до 1200-1380°С і швидко охолоджують (див Заявка Японії №54-83646, кл 12В102, (В23К31/00), заявл 16 12 77, №52-152029, опубл 3 07 79) - обраний за прототип Основним недоліком цього способу є складність його реалізації і необхідність додаткових витрат енергії для нагрівання металу В основу винаходу поставлено задачу удосконалення способу зварювання аустенітної нержавіючої сталі шляхом того, що під виконуваним звареним швом і зоною пластичних деформацій «2Вп», розташовано теплопоглиначи, що приводить до зниження рівня залишкових зварювальних напруг і деформацій металу, що зварюється, зводить до мінімуму структурні перетворення в металі шва та біляшовної зони, зниження імовірності утворення метастабільних структур і зв'язану з цим нестабільність розмірних характеристик виро до 1200-1380°С і швидко охолоджують, який відрізняється тим, що рідкий метал зварювальної ванни і зони «2Вп» охолоджують до температури навколишнього середовища (~20°С) у процесі зварювання, зі швидкістю Wo= 75-100 град/сек в інтервалі температур 500-600°С, але не більш 150 град/сек в інтервалі температур 500-600°С, у охолоджуваній зоні розміром не менш «ЗВп» теплопоглиначами, розташованими під виконуваним звареним швом і зоною пластичної деформації бу в часі (періоду релаксації) Поставлена задача досягається тим, що в способі зварювання аустенітної нержавіючої сталі, при якому метал, що зварюється, перед зварюванням нагрівають протягом короткого часу до 1200-1380°С и швидко охолоджують, ВІДПОВІДНО ДО винаходу, рідкий метал зварювальної ванни і зони «2Вп» охолоджують до температури навколишнього середовища (~20°С) у процесі зварювання, зі швидкістю \л/0=75-100град/сек в інтервалі температур 500-600°С, але не більш 150град/сек в інтервалі температур 500-600°С, в охолоджуваній зоні розміром не менш, як «ЗВп» теплопоглиначами, розташованими під виконуваним звареним швом і зоною пластичної деформації Охолодження зі швидкістю \л/0=75-100град/сек при 500-600°С попереджає появу небажаних структур (карбідів, сульфідів, силікатів, а-фази), у критичному інтервалі температур 450-800°С, дозволяє знизити імовірність появи метастабільного амартенситу, зменшує, деформації, підвищує стабільність геометричних характеристик виробу в часі Розмір охолоджуваної зони повинний бути не менш,як «ЗВп» Запропонований спосіб дозволяє не нагрівати вироб перед зварюванням, а потім охолоджувати Вироб нагрівається і охолоджується з потрібною оптимальною швидкістю безпосередньо в процесі зварювання ю (О (О 62165 Суть винаходу пояснюється ілюстративним матеріалом, де на фіг 1 зображено пристрій для реалізації способу зварювання аустенітної нержавіючої сталі, на фіг 2 - забруднення шва і основного металу неметалічними включеннями (природне охолодження на повітрі), на фіг 3 - карбіди між зернами лінії сплавлення (природне охолодження на повітрі), на фіг 4 - структура шва і біляшовної зони при реалізації способу зварювання, зі штучним охолодженням, на фіг 5 - графік залишкових напруг у з'єднанні при природному охолодженні на повітрі, на фіг 6 - графік залишкових напруг у з'єднанні при зварюванні зі штучним охолодженням Спосіб зварювання аустенітної, нержавіючої сталі реалізується на пристрої, (фиг 1) що містить коритоподібний ложемент-кондуктор 1 (теплопоглинач), який складається з ребер 2 у вигляді ґрат, що не торкаються дна ложемента-кондуктора 1, чарунки з пористим матеріалом (скловатою) З, чарунків з охолоджуючою рідиною 4, аераторів 5 для підведення активуючого газу (СОг, стиснутого повітря) до біляшовної зони металу, що зварюються, 6, притиски 7 для надійної фіксації металу, що зварюється, паровідводи 8 для виведення пари, що утворилась, і активаційного газу Спосіб реалізується наступним чином На ложемент-кондуктор 1 укладається метал 6 і фіксується за допомогою притисків 7, по трубкахаераторах 5 в охолоджуючу рідину 4 подається активуючий газ (СОг, стиснене повітря) Активований (вируючий) шар охолоджуючої рідини, контактуючи з біляшовною зоною металу, що зварюється, 6, активно поглинає паразитне тепло зварювання в біляшовній зоні Середня швидкість охолодження біляшовной зони \л/0=75-80град/сек в інтервалі температур 500-600°С (у залежності від подачі активуючого газу, в охолоджуючу рідину) Пористий матеріал 3, просочений охолоджувачем, контактує з розплавленим металом шва 9, під впливом високої температури рідкого металу пористий матеріал оплавляється, захищаючи зворотний бік шва склом від потрапляння вологи в область шва Jir. І Приклад конкретного виконання На лист товщиною 1,7мм з аустенітної сталі 10Х13М18Д (ТУ14-15-315-93) розміром 300х200мм наварювали валик, у кондукторі-охолоджувачі із твердим закріпленням крайок листа на відстані І_=45мм від осі шва, з охолодженням зворотного боку листа і без охолодження Відстань L установлюється розрахунковим шляхом для попередження деформації з площини (кутової деформації) Як охолоджувач використовували ванну з технічною водою, у якій розташовували трубку-аератор (під звареним швом) для подачі стиснутого повітря в воду Зварювання виконували відкритою дугою в середовищі аргону на режимі сила зварювального струму ІСВ=75А, ІІЛ=18В, VCB=35M/4 Залишкові напруги контролювали неруйнівним методом (по появі магнітної а-фази), приладом ФП -1М, ДСТ 11878-66 Структуру шва і біляшовної зони вивчали на мікроскопі МІМ - 8М, зварені зразки труїли реактивом Амберга, термічним методом і методом «AM» ДСТ 6032-84 При розгляді епюр залишкових напруг видно, що при зварюванні без охолодження (фіг 5) залишкові напруги, що розтягують, аОСт-710МПа) перевищують границю текучості сталі ат=345МПа) у 2 рази (прогин листа т0Ст=19,2мм), період релаксації 39 годин, при застосуванні охолодження (фіг 6) залишкові напруги, що розтягують, а0Ст-655МПа) перевищують границю текучості статі ат=345МПа) у 1,8 рази (прогин листа т0Ст-3,4мм), період релаксації 2 години Порівнюючи мікроструктури з'єднання видно, що при зварюванні без охолодження (фіг 2) шов і основний метал мають включення оксидів марганцю, виділення карбідів хрому (фіг 3), між зернами лінії сплавлення, зварене з'єднання схильне до міжкристалитної корозії МКК Охолодження при зварюванні зі швидкістю \л/0=75-100град/сек при 500-600°С виключає появу негативних структур при впливі зварювального термодеформаційного циклу (фіг 4) 62165 Фи- 5 t aocT МПа 655 f V 2 \ б/ / 0 \s V 180ФїГ 6 Комп'ютерна верстка О Гапоненко Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for welding austenitic and stainless steel
Автори англійськоюHedrovych Anatolii Ivanovych, Haltsov Ihor Oleksandrovych, Druz Oleh Mykolaiovych
Назва патенту російськоюСпособ сварки аустенитной нержавеющей стали
Автори російськоюГедрович Анатолий Иванович, Гальцов Игорь Александрович, Друзь Олег Николаевич
МПК / Мітки
МПК: B23K 33/00, B23K 31/00
Мітки: нержавіючої, сталі, спосіб, аустенітної, зварювання
Код посилання
<a href="https://ua.patents.su/3-62165-sposib-zvaryuvannya-austenitno-nerzhaviyucho-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання аустенітної нержавіючої сталі</a>
Спосіб одержання спеченого зносостійкого матеріалу на основі порошку аустенітної нержавіючої сталі
Номер патенту: 53157
Опубліковано: 15.01.2003
Автори: Санін Анатолій Федорович, Божко Сергій Анатолійович, Щеглова Людмила Леонідівна, Канигін Сергій Львович, Мироненко Петро Олексійович, Джур Євген Олексійович
МПК: C22C 33/02
Мітки: одержання, спеченого, нержавіючої, сталі, порошку, основі, аустенітної, матеріалу, зносостійкого, спосіб
Формула / Реферат:
Спосіб одержання спеченого зносостійкого матеріалу на основі порошку аустенітної нержавіючої сталі, що включає змішування його з лігатурою, пресування одержаної суміші та її спікання, який відрізняється тим, що порошок аустенітної нержавіючої сталі змішують з 2-10 % порошку лігатури, яка містить(мас. %) вуглецю 0,9-1,5, хрому 16-19, кремнію 4-5, бору 4-4,7, заліза не більше 5, нікель - основа, після чого одержану суміш пресують з питомим...
Спосіб безперервного лиття стрічки нержавіючої аустенітної сталі та пристрій для його здійснення
Номер патенту: 41415
Опубліковано: 17.09.2001
Автори: Бобаділла Манюель, ДАМАСС Жан-Мішель, Параді Філіпп, Маршіонні Крістіан
МПК: B22D 23/00, B22D 11/06
Мітки: спосіб, аустенітної, нержавіючої, здійснення, пристрій, лиття, безперервного, сталі, стрічки
Формула / Реферат:
1. Способ непрерывного литья ленты нержавеющей аустенитной стали непосредственно из жидкого металла, имеющего следующий состав, выраженный в масс.%: С ≤ 0,08%, Si ≤;1%, Мп ≤ 2%, Р ≤ 0,045%, S ≤0,030%. Cr между 17,0 и 20,0%, Ni - между 8,0 и 10,5%, на литейной машине на одну или между двумя движущимися стенками, наружная поверхность которых снабжена ямками, в которой зону, окружающую мениск, делают инертной при...
Спосіб виготовлення тонкої стрічки з феритної нержавіючої сталі та тонка сталева стрічка, виготовлена цим способом
Номер патенту: 55398
Опубліковано: 15.04.2003
Автори: МАРТЕН Філіпп, ПАРАДІС Філіпп
МПК: B22D 11/22, C21D 9/52, B22D 11/06, C21D 8/02
Мітки: сталева, сталі, нержавіючої, способом, тонкої, стрічка, стрічки, цим, тонка, феритної, виготовлена, спосіб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення тонких стрічок з феритної нержавіючої сталі завтовшки менше 10 мм, згідно з яким безпосередньо з рідкого розплавленого металу між розташованими поряд один з одним двома валками з горизонтально розміщеними осями обертання, що охолоджуються зсередини і пускаються в обертальний рух в протилежних напрямках, отверджують тонку стрічку з феритної нержавіючої сталі, що містить у ваг.%, не більше 0,12 % вуглецю, не більше 1 %...
Спосіб підготування поверхні дроту з нержавіючої сталі
Номер патенту: 41188
Опубліковано: 15.08.2001
Автори: Маншилін Олександр Гейнійович, Туник Олег Анатолійович, Максаков Анатолій Іванович, Кукуй Костянтин Абрамович
Мітки: нержавіючої, спосіб, дроту, підготування, поверхні, сталі
Формула / Реферат:
Спосіб підготування поверхні дроту з нержавіючої сталі до волочіння, за яким очищують його поверхню, наносять підмастильний шар у вапняно-сольовому розчині і здійснюють сушіння, який відрізняється тим, що очищення дроту роблять з одночасним нагріванням його поверхневого шару на глибину до 0,1 мм у потоці плазмовим впливом, наступне нанесення підмастильного шару здійснюють шляхом занурення у вапняно-сольовий розчин, температура якого не нижче...
Емалевий шлікер для безгрунтового покриття на поверхні сталі, у тому числі і нержавіючої
Номер патенту: 39278
Опубліковано: 15.06.2001
Автори: Єрохіна Лариса Іванівна, Єрохін Володимир Васильович
МПК: C03C 8/00
Мітки: сталі, шлікер, покриття, безгрунтового, числі, поверхні, емалевий, тому, нержавіючої
Формула / Реферат:
Емалевий шлікер для безгрунтового покриття на поверхні сталі, у тому числі і нержавіючої, що містить фриту, глину, електроліт і воду, який відрізняється тим, що він додатково містить оксид хрому (ІІІ), оксид молібдену(VI), пісок кварцовий при наступному співвідношенні компонентів, мас. ч: Фрита 100Глина 4 –...
Попередній патент: Пристрій для охолодження зварного з’єднання
Наступний патент: Спосіб позапічної обробки сталі
Випадковий патент: Прилад для захисту і контролю стану напівпровідникового перетворювача