Спосіб позапічної обробки сталі
Номер патенту: 62166
Опубліковано: 15.12.2003
Автори: Дворядкін Борис Олександрович, Бросєв Олександр Олександрович, Пащенко Андрій Володимирович, Гончаров Юрій Олександрович, Шевченко Тарас Григорович
Формула / Реферат
Спосіб позапічної обробки сталі, що включає виплавку сталі в мартенівській печі, обробку металу при випуску в перший ківш твердими шлакоутворюючими сумішами, розкислення і легування, перелив металу через шиберні затвори з одного ковша в інший з одночасною обробкою реагентами й інертним газом, який відрізняється тим, що ведеться одночасна обробка двох струменів металу, що надходять через шиберні затвори першого ковша і металу, що надійшов в другий ківш, при цьому на дно другого ковша, до подачі в нього металу з першого ковша, поміщають тверду шлакоутворюючу суміш у кількості 5-10 кг/т металу, а інертний газ подають через його шиберний затвор у кількості 0,5-1,0 м3/т металу, причому взаємодія струменів металу, що витікає з першого ковша, і металу, що надійшов у другий ківш, з інертними газами і синтетичним шлаком, що рафінує, здійснюють до повного витікання металу.
Текст
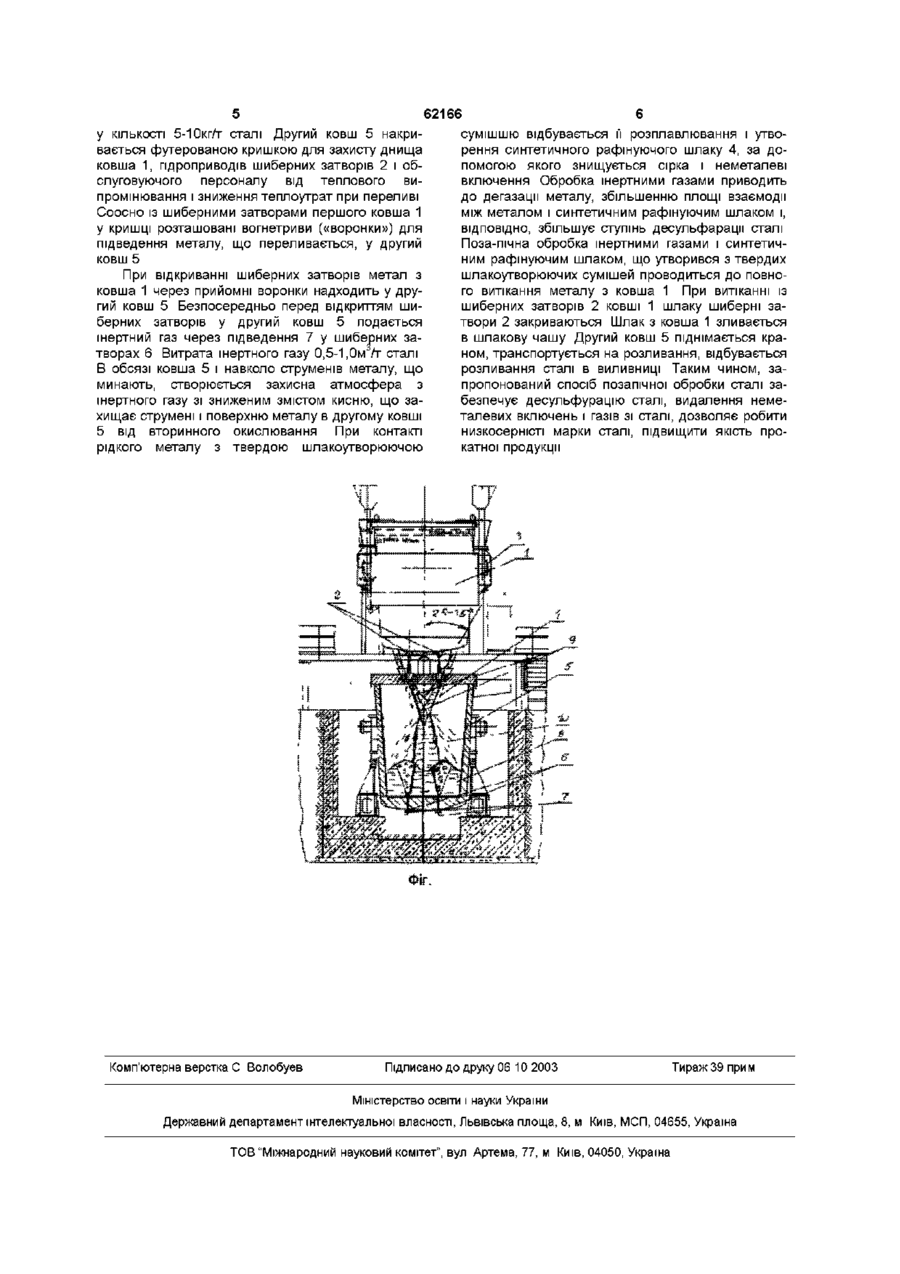
Спосіб позапічної обробки сталі, що включає виплавку сталі в мартенівській печі, обробку металу при випуску в перший ківш твердими шлакоутворюючими сумішами, розкислення і легування, перелив металу через шиберні затвори з одного ковша в інший з одночасною обробкою реагентами й інертним газом, який відрізняється тим, що ведеться одночасна обробка двох струменів металу, що надходять через шиберні затвори першого ковша і металу, що надійшов в другий ківш, при цьому на дно другого ковша, до подачі в нього металу з першого ковша, поміщають тверду шлакоутворюючу суміш у КІЛЬКОСТІ 5-10 кгл" металу, а інертний газ подають через його шиберний затвор у КІЛЬКОСТІ 0,5-1,0 м3/г металу, причому взаємодія струменів металу, що витікає з першого ковша, і металу, що надійшов у другий ківш, з інертними газами і синтетичним шлаком, що рафінує, здійснюють до повного витікання металу Винахід відноситься до області металурги, зокрема до позапічної обробки сталі Відомий спосіб одержання сталі, що полягає в обробці не розкисленої сталі при випуску в ковш рідким рафінуючим шлаком, розкислення алюмінієм і легування кремнієм, переливанні сталі з одного ковша в ІНШІЙ з наступною обробкою в процесі переливу сталі ( Див авт свід № 404864 колишнього СРСР, кл С21С 7/00, 1973, БІ № 44) Причиною, що перешкоджає досягненню необхідного технічного результату відомим способом, є те, що необхідно застосування дорогого спеціалізованого устаткування для одержання рідкого рафінованого шлаку, великі витрати на енергоносії при виплавці сталі , необхідні дефіцитні матеріали - інгредієнти для одержання рафінованих шлаків Відомий спосіб рафінування рідкої сталі, що включає випуск металу з агрегату в ковш, розкислення, легування, обробку твердими шлакоутворюючими сумішами і продувку в процесі випуску в ковші інертним чи природним газом (Див авт свід № 1675349 колишнього СРСР, клС21С 7/072, 1991, БІ №33) Причиною, що перешкоджає використанню відомого технічного рішення, є те, що воно складно в експлуатації і не забезпечує високий ступінь обробки і якості сталі Відомий спосіб позапічної обробки сталі, прийнятий авторами як прототип, що включає випуск металу в ковш, введення в нього шлакоутворюючих матеріалів і продувку металу нейтральним газом (Див авт свід № 1305179 колишнього СРСР, кл С21С7/064, 1987, БІ № 15) Причиною, що перешкоджає досягненню необхідного технічного результату прототипом, є недостатній ступінь обробки металу і його якість Складність у регулюванні положення продувної фурми що до днища ковша або рівня металу В основу винаходу поставлена задача розробити спосіб позапічної обробки сталі, що забезпечить підвищення ступеня обробки і якості сталі, шляхом збільшення часу взаємодії шлакоутворюючих матеріалів і нейтральних газів зі струменями металу і металу, що надійшов у ковш Поставлена задача зважується таким чином, що у відомому способі позапічної обробки сталі, що включає виплавку сталі в мартенівській печі, обробку металу при випуску в перший ковш твердими шлакоутворюючими сумішами, розкислення і легування, переливання металу з одного ковша в ІНШІЙ з одночасною обробкою реагентами та інертним газом, виконують обробку одночасно струменів металу і металу в другому ковші, для чого на дно другого ковша до задачі в нього металу поміщають тверду шлакоутворюючу суміш у КІЛЬКОСТІ (О (О (О 62166 5-ІОкгл" металу, при цьому інертний газ подають А присадження твердої шлакоутворюючої су3 через шиберні затвори в КІЛЬКОСТІ 0,5-1,ОМ /Г меміші більш 10кг/г металу економічно недоцільно, талу, причому взаємодія струменів металу і метатому що збільшуються витрати на використання лу, що надійшов у другий ковш, з інертними газами твердої шлакоутворюючої суміші, знижується стуі синтетичним рафінуючим шлаком здійснюють до пінь ефективності и використання Крім цього збіповного витікання металу льшення витрат твердої шлакоутворюючої суміші приведе до зниження температури сталі і необхідЗагальними для прототипу і запропонованого ності випуску металу з більшою температурою, способу позапічної обробки сталі є ознаки виплапроведенню додаткового підігріву сталі в ковші вка сталі, обробка металу при випуску в перший ковш твердими шлакоутворюючими сумішами, Подача інертного газу через шиберний затвор 3 розкислення і легування, переливання металу чедругого ковша в КІЛЬКОСТІ 0,5-1,0М /Г металу забезрез шиберні затвори з одного ковша в ІНШІЙ З одпечить захист від вторинного окислювання струночасною обробкою реагентами та інертним гаменів металу, що витікає з першого ковша, і повезом рхні металу в другому ковші, забезпечується дегазація металу і видалення неметалевих вклюВІДМІТНИМИ ІСТОТНИМИ ознаками запропоновачень ного способу позапічної обробки сталі від відомого 3 технічного рішення є При подачі інертного газу менш О.бм ^ металу не забезпечується дегазація металу, знижується одночасна обробка струменів металу і металу ступінь видалення неметалевих включень, недосв другому ковші, татня інтенсивність перемішування металу в присадження на дно другого ковша до подачі в ковші, що приводить до зниження ступеня денього металу твердої шлакоутворюючої суміші в сульфурацм А подача інертного газу більш 1,0м л" КІЛЬКОСТІ 5-10 кгл" металу, металу приведе до бурхливого протікання процесу подача інертного газу через шиберні затвори перемішування, до заметалювання кришки за радругого ковша в КІЛЬКОСТІ 0,5-1,0М3/Г металу, хунок бризоутворення і сплесків рідкого металу і здійснення взаємодії струменів металу і метаподорожчанню собівартості лу, що надійшов у другий ковш, з інертними газами і синтетичним рафінуючим шлаком до повного Здійснення взаємодій двох струменів металу, витікання металу що надійшов у другий ковш, з інертними газами і твердими шлакоутворюючими сумішами до повноНаявність цих ВІДМІТНИХ ознак дозволяє клаго витікання металу забезпечить необхідний стусифікувати винахід як відповідному критерію "Нопінь десульфурацм металу в другому ковші, захист визна" струменів і поверхні металу від вторинного окисВ інших відомих технічних рішеннях не виявлювання, видалення неметалевих включень і газів, лено запропонованих ВІДМІТНИХ ознак, що харатестворення тепло ізолюючого шлакового шару ризують пропонований спосіб позапічної обробки сталі На підставі проведеного аналізу можна зроТаким чином, у наявності причинно - слідчий бити висновок, що запропонований винахід возв'язок між сукупністю істотних ознак запропонолодіє істотними ВІДМІТНИМИ ознаками ВІДПОВІДНО ДО ваного способу позапічної обробки сталі з ВІДОМИХ технічних рішень, а представлена сутехнічним результатом, який можна одержати викупність істотних ВІДМІТНИХ ознак забезпечить користовуючи винахід при виробництві сталі підвищення ступеня обробки і якості сталі Запропонований спосіб позапічної обробки сталі може бути здійснений у сталеплавильних Виконання позапічної обробка сталі шляхом цехах і пояснюється схемою позапічної обробки одночасної обробки двох струменів металу, що сталі, надходять через шиберні затвори першого ковша, і металу в другому ковші дозволить збільшити де 1 - ковш із двома шиберними затворами 2, площу взаємодії металу з твердими шлакоутво3 - бункер для подачі твердої шлакоутворюрюючими сумішами, синтетичним рафінуючим вальної суміші, шлаком і інертним газом, який подається, захист 4 - синтетичний рафінуючий шлак, що утвориметалу від вторинного окислювання, видалення вся з твердої шлакоутворювальної суміші, неметалевих включень і газів і, ВІДПОВІДНО, ПІДВИ5 - другий ковш із 2-ма шиберними затворами ЩИТИ ступінь десульфурацм сталі і якості металу 6, Присадження твердої шлакоутворюючої суміші 7 - підведення інертного газу через шиберний додатково в КІЛЬКОСТІ 5-ІОКГЛ" металу на дно другозатвор, го ковша до подачі в нього металу з першого ков8 - метал ша двома струменями забезпечить необхідний Спосіб позапічної обробки сталі здійснюється ступінь десульфурацм сталі в другому ковші, вив такий спосіб далення неметалевих включень, утворення активВиплавка сталі відбувається в 300 т марного рафінуючого шлаку, що служить одночасно тенівській печі скрап-рудним процесом При випустеплоізоляцією під час розливання сталі і запобіку сталі в ковш 1 проводиться продувка металу 8 у гає протіканню процесів ресульфурацм і рефосфоковші 1 інертним газом через шиберний затвор 2, рацм сталі розкислення і легування сталі, позапічна обробка твердими шлакоутво-рюючими сумішами Присадження твердої шлакоутворювальної суміші менш 5кгл~ металу не забезпечить необхідКовш 1 транспортується до стенда, на якому ного ступеня десульфурацм сталі, видалення невстановлений другий ковш 5 із шиберними затвометалевих включень, створить меншу товщину рами 6 Підведення інертного газу 7 виробляється шлаку, що приведе до необхідності додаткової через продувні пристрої В другий ковш 5 попетеплоізоляції поверхні металу редньо вводиться тверда шлакоутворююча суміш у КІЛЬКОСТІ 5-ІОкгл" сталі Другий ковш 5 накривається футерованою кришкою для захисту днища ковша 1, пдроприводів шиберних затворів 2 і обслуговуючого персоналу від теплового випромінювання і зниження теплоутрат при переливі Соосно із шиберними затворами першого ковша 1 у кришці розташовані вогнетриви («воронки») для підведення металу, що переливається, у другий ковш 5 При відкриванні шиберних затворів метал з ковша 1 через прийомні воронки надходить у другий ковш 5 Безпосередньо перед відкриттям шиберних затворів у другий ковш 5 подається інертний газ через підведення 7 у шиберних затворах 6 Витрата інертного газу 0,5-1,Ом л" сталі В обсязі ковша 5 і навколо струменів металу, що минають, створюється захисна атмосфера з інертного газу зі зниженим змістом кисню, що захищає струмені і поверхню металу в другому ковші 5 від вторинного окислювання При контакті рідкого металу з твердою шлакоутворюючою Комп'ютерна верстка С Волобуев 62166 сумішшю відбувається її розплавлювання і утворення синтетичного рафінуючого шлаку 4, за допомогою якого знищується сірка і неметалеві включення Обробка інертними газами приводить до дегазації металу, збільшенню площі взаємодії між металом і синтетичним рафінуючим шлаком і, ВІДПОВІДНО, збільшує ступінь десульфарацм сталі Поза-пічна обробка інертними газами і синтетичним рафінуючим шлаком, що утворився з твердих шлакоутворюючих сумішей проводиться до повного витікання металу з ковша 1 При витіканні із шиберних затворів 2 ковші 1 шлаку шиберні затвори 2 закриваються Шлак з ковша 1 зливається в шлакову чашу Другий ковш 5 піднімається краном, транспортується на розливання, відбувається розливання сталі в виливниці Таким чином, запропонований спосіб позапічної обробки сталі забезпечує десульфурацію сталі, видалення неметалевих включень і газів зі сталі, дозволяє робити низкосерністі марки сталі, підвищити якість прокатної продукції Підписано до друку 06 10 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюA process for the out-of-furnace steel treatment
Автори англійськоюShevchenko Taras Hryhorovych, Dviroadkin Borys Oleksandrovych, Pashenko Andriy Volodymyrovich, Brosiev Oleksandr Oleksandrovych, Honcharov Yurii Oleksandrovych
Назва патенту російськоюСпособ внепечной обработки стали
Автори російськоюШевченко Тарас Григорьевич, Дворядкин Борис Александрович, Пащенко Андрей Владимирович, Бросев Александр Александрович, Гончаров Юрий Александрович
МПК / Мітки
МПК: C21C 7/064
Мітки: позапічної, обробки, сталі, спосіб
Код посилання
<a href="https://ua.patents.su/3-62166-sposib-pozapichno-obrobki-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб позапічної обробки сталі</a>
Спосіб позапічної обробки сталі
Номер патенту: 59038
Опубліковано: 15.08.2003
Автори: Шевченко Тарас Григорович, Бросєв Олександр Олександрович, Дворядкін Борис Олександрович, Пащенко Андрій Володимирович, Лук'янов Олександр Вікторович
МПК: C21C 7/06
Мітки: позапічної, обробки, сталі, спосіб
Формула / Реферат:
Спосіб позапічної обробки сталі, що включає виплавку сталі в сталеплавильному агрегаті, обробку металу при випуску в ківш твердими шлакоутворюючими сумішами і рідким шлаком, розкислення і легування; перелив металу з одного ковша в інший з наступною обробкою реагентами й інертним газом, який відрізняється тим, що подачу металу з першого ковша в другий припиняють у момент появи пічного шлаку в шиберних затворах першого ковша, причому обробку...
Спосіб позапічної обробки сталі
Номер патенту: 59042
Опубліковано: 15.08.2003
Автори: Бросєв Олександр Олександрович, Лук'янов Олександр Вікторович, Шевченко Тарас Григорович, Дворядкін Борис Олександрович, Пащенко Андрій Володимирович
МПК: C21C 7/064
Мітки: спосіб, обробки, сталі, позапічної
Формула / Реферат:
Спосіб позапічної обробки сталі, що включає виплавку сталі, обробку металу при випуску в перший ківш твердими шлакоутворюючими сумішами, розкислення і легування і переливання металу через шиберні затвори з одного ковша в інший з одночасною обробкою реагентами й інертним газом, який відрізняється тим, що розширюється площа взаємодії струменів металу з газошлаковою емульсією шляхом зміни напрямку струменів металу, подаваних з одного ковша в...
Спосіб позапічноі обробки рідкої сталі
Номер патенту: 23590
Опубліковано: 02.06.1998
Автори: Тітієвський Володимир Маркович, Буга Ілля Дмитрович, Курдюков Анатолій Андрійович, Бузун Ігор Леонідович, Булянда Олександр Олексійович, Дюдкін Дмитро Олександрович, Кисіленко Володимир Васильович, Бать Юрій Ізраільович
МПК: C21C 7/00
Мітки: позапічноі, рідкої, обробки, сталі, спосіб
Формула / Реферат:
Спосіб позапічної обробки рідкої сталі, що містить у собі подавання в ківш порошкового дроту в стальній оболонці і визначення перед введенням дроту температури та висоти шару металу, який відрізняється тим, що швидкість введення дроту в ківш встановлюють за залежністю:де Н - висота шару рідкої сталі, мd - товщина оболонки, м;Т - температура рідкої сталі, °С;К - коефіцієнт, враховуючий зміну температури...
Спосіб позапічної обробки сталі
Номер патенту: 61428
Опубліковано: 17.11.2003
Автори: Нефедов Юрій Андрійович, Пищіда Валерій Іванович, Федорінчік Віктор Михайлович, Гусев Олександр Анатолійович, Кравець Сергій Миколайович, Власова Тетяна Євгеніївна
МПК: C21C 7/00
Мітки: спосіб, позапічної, обробки, сталі
Формула / Реферат:
Спосіб позапічної обробки сталі, який включає обробку металу в ковші шлаком, одержаним на основі шлаків виробництва вуглецевого феромарганцю та/або силікомарганцю та вапна, який відрізняється тим, що введення розкислювачів починають після витримки металу протягом 1-10 хвилин у ковші, заповненому на 1/3 -7/10 його висоти, одночасно з початком випуску у ківш вдруге додатково на 20-100°С перегрітого металу.
Спосіб позапічної обробки високовуглецевої сталі
Номер патенту: 46029
Опубліковано: 15.05.2002
Автори: Бать Юрій Ізраілевич, Дюдкін Дмитро Олександрович, Гринберг Самуіл Юхимович, Тітієвський Володимир Маркович
МПК: C21C 7/06
Мітки: високовуглецевої, позапічної, обробки, спосіб, сталі
Формула / Реферат:
Спосіб позапічної обробки високовуглецевої сталі, що містить в собі введення в розплав алюмінію і силікокальцію, який відрізняється тим, що алюміній вводять в розплав перед введенням силікокальцію, а витрати силікокальцію установлюють з урахуванням ступеня засвоєння кальцію в залежності від засвоєного алюмінію та вмісту сірки в розплаві, при цьому нижню межу вмісту кальцію в розплаві визначають із співвідношення [Ca]=0,01[Al]+0,0016, %, а...
Попередній патент: Спосіб зварювання аустенітної нержавіючої сталі
Наступний патент: Аналізатор реалізовності процесу
Випадковий патент: Інсектицидна композиція та спосіб боротьби з комахами