Спосіб безперервного лиття стрічки нержавіючої аустенітної сталі та пристрій для його здійснення
Номер патенту: 41415
Опубліковано: 17.09.2001
Автори: ДАМАСС Жан-Мішель, Маршіонні Крістіан, Бобаділла Манюель, Параді Філіпп

Формула / Реферат
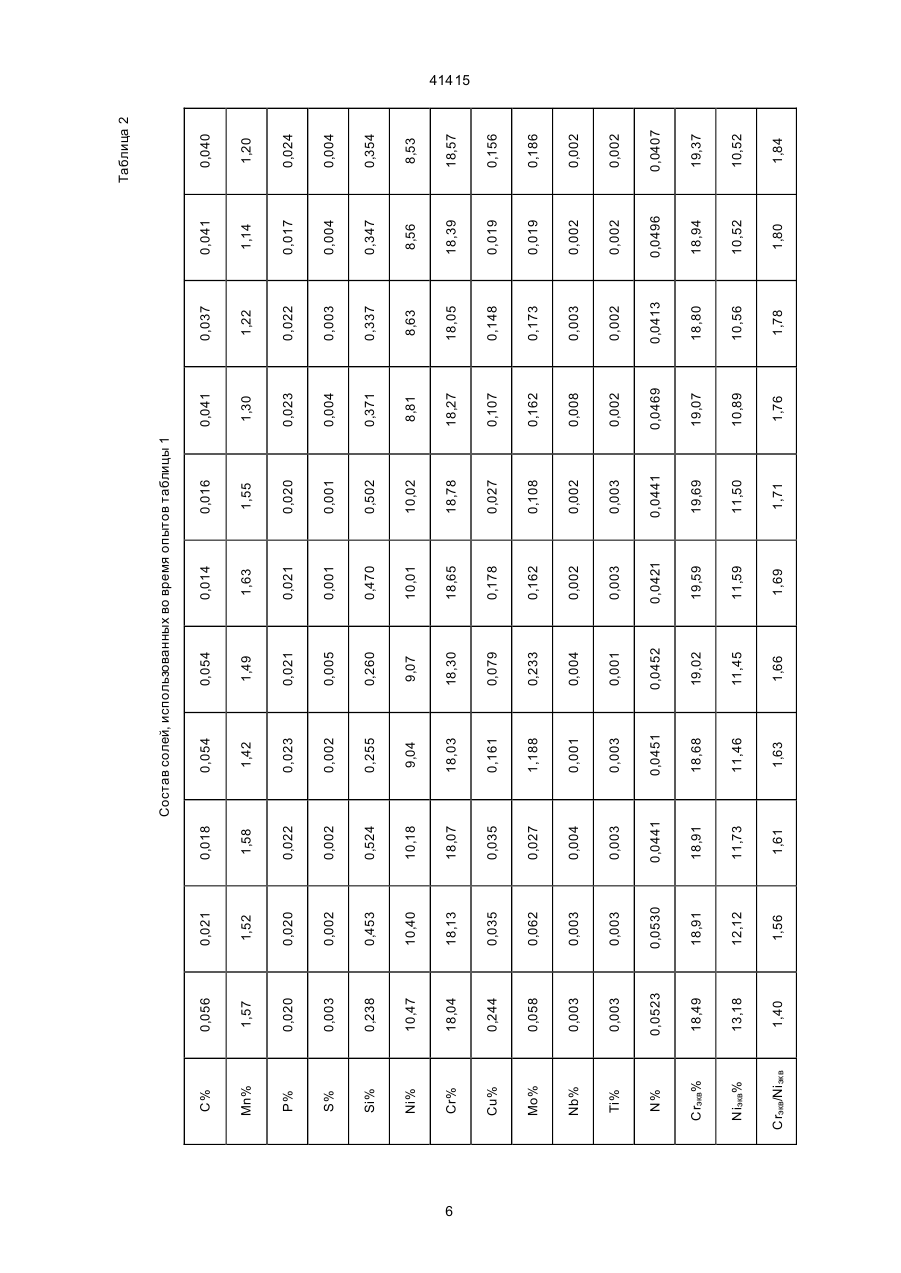
1. Способ непрерывного литья ленты нержавеющей аустенитной стали непосредственно из жидкого металла, имеющего следующий состав, выраженный в масс.%: С ≤ 0,08%, Si ≤;1%, Мп ≤ 2%, Р ≤ 0,045%, S ≤0,030%. Cr между 17,0 и 20,0%, Ni - между 8,0 и 10,5%, на литейной машине на одну или между двумя движущимися стенками, наружная поверхность которых снабжена ямками, в которой зону, окружающую мениск, делают инертной при помощи защищающего газа заданного состава, отличающийся тем, что жидкому металлу придают отношение Сrэкв/Ніэкв больше 1,55, при этом
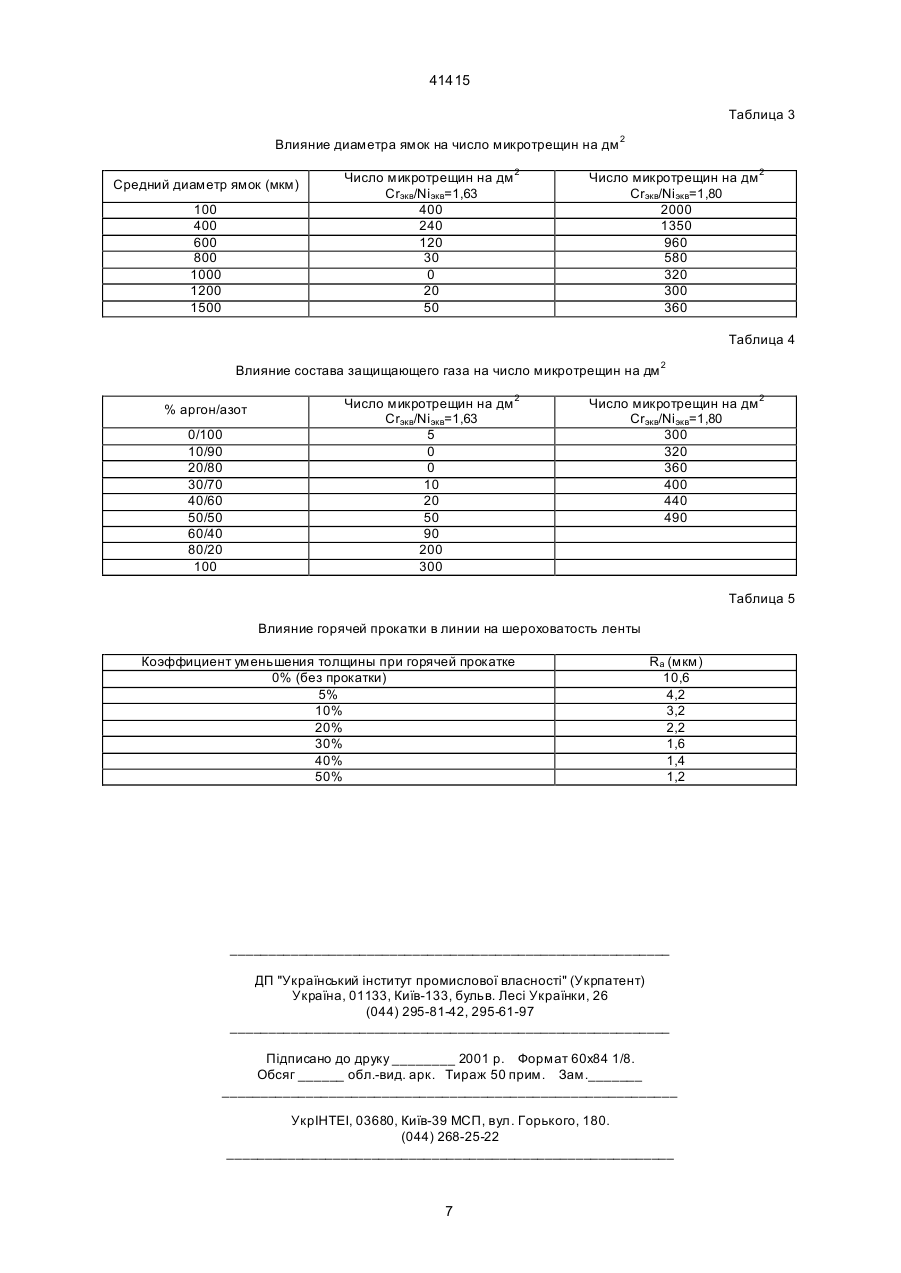
-используют подвижную стенку или подвижные стенки, вся поверхность которых состоит из примыкающих друг к другу ямок с диаметром от 100 мкм до 1500 мкм и глубиной от 20 мкм до 150 мкм,
- и используют защищающий газ, состоящий, по крайней мере частично, из газа, растворимого в стали.
2. Способ по п. 1, отличающийся тем, что отношение Сrэкв/Ніэкв поддерживают от 1,55 до 1,70.
3. Способ по п. 1 или п. 2, отличающийся тем, что ямки имеют диаметр от 700 мкм до 1500 мкм и глубину от 80 мкм до 120 мкм.
4. Способ по любому из п п. 1-3, отличающийся тем, что защищающий газ является смесью 50-100% азота и 0-50% аргона.
5. Способ по любому из п п. 1-4, отличающийся тем, что ленту непосредственно после ее отливки подвергают горячей прокатке при температуре от 800 до 1200оС коэффициентом уменьшения большим или равным 5%.
6. Способ по любому из п п. 1-5, отличающийся тем, что подвижные стенки представляют собой наружные поверхности двух охлаждаемых валков с горизонтальными осями, вращающихся в противоположных направлениях.
7. Устройство для непрерывного литья ленты нержавеющей аустенитной стали, содержащее одну или две подвижные охлаждаемые стенки, на которых осуществляется отвердевание материалов и поверхность которых состоит из ямок, и приспособление, позволяющее задавать состав газовой атмосферы, окружающей мениск, отличающееся тем, что ямки являются примыкающими и имеют диаметр от 100 мкм до 1500 мкм, и глубину от 20 де 150 мкм.
8. Устройство по п. 7, отличающееся тем, что подвижные стенки представляют собой наружные поверхности двух охлаждаемых валков с горизонтальными осями, вращающихся в противоположных направлениях.
Текст
1. Способ непрерывного литья ленты нержавеющей аустенитной стали непосредственно из жидкого металла, имеющего следующий состав, выраженный в масс.%: С≤0,08%, Si≤1%, Мn≤2%, Р≤0,045%, S≤0,030%, Cr между 17,0 и 20,0%, Ni между 8,0 и 10,5%, на литейной машине на одну или между двумя движущимися стенками, наружная поверхность которых снабжена ямками, в которой зону, окружающую мениск, делают инертной при помощи защищающего газа заданного состава, отличающийся тем, что жидкому металлу придают отношение Сrэкв/Nіэкв больше 1,55, при этом Сrэкв=%Cr+1,37x%Mo+1,5x%Si+2x%Nb+3x%Ti и Nіэкв=%Ni+0,31x%Mn+22x%C+14,2x%N+%Cu - используют подвижную стенку или подвижные стенки, вся поверхность которых состоит из примыкающих друг к другу ямок с диаметром от 100 мкм до 1500 мкм и глубиной от 20 мкм до 150 мкм, C2 (54) СПОСІБ БЕЗПЕРЕРВНОГО ЛИТТЯ СТРІЧКИ НЕРЖАВІЮЧОЇ АУСТЕНІТНОЇ СТАЛІ ТА ПРИСТРІЙ ДЛЯ ЙОГО ЗДІЙСНЕННЯ 41415 между 8,0 и 10,5%, на литейной машине на одну или между двумя движущимися стенками, наружная поверхность которых снабжена ямками, в которой зону, окружающую мениск, делают инертной при помощи защищающего газа заданного состава (Европейский патент 0409645). В соответствии с указанным патентом предлагается соединить использование ямок с использованием газовой смеси, состоящей из газа, растворимого в жидком металле (азот, водород, СО2, аммиак) и газа, нерастворимого в жидком металле (аргон, гелий). При использовании защищающего газа, обладающего слишком высокой растворимостью в металле, возникает опасность того, что он не предотвратит проникновение металла до дна ямок: в таком случае получают быстрое отвердевание, генерирующее микротрещины (все как если бы поверхность для литья была строго гладкая), которое, кроме того, оставляет существовать на поверхности ленты выпуклости, представляющие собой "негативный" оттиск ямок. Наоборот, газ, полностью нерастворимый в жидком металле, подвергается опасности чрезмерного расширения и может оставить на поверхности ленты следы в виде углублений. Наиболее близким к предлагаемому изобретению – устройству - по технической сущности является устройство для непрерывного литья тонких металлических материалов, типа лент, содержащее одну или две подвижные охлаждаемые стенки, на которых осуществляется отвердевание материалов и поверхность которых состоит из ямок, и приспособление, позволяющее задавать состав газовой атмосферы, окружающей мениск (Европейский патент 95/13889). В соответствии с указанным изобретением предложено делать валки, имеющие на их поверхности круглые гребни и канавки глубиной от 10 до 60 мкм, удаленные друг от друга на 100-200 мкм. Эта форма гравировки связана с требованием к составу металла, который является нержавеющей аустенитной сталью, например, типа SUS 304, в которой отношение Сrэкв/Niэкв должно быть меньше 1,60 и даже, предпочтительно, меньше 1,55. Это последнее требование равносильно тому, что отвердевание металла должно осуществляться в первичной аустенитной области. Если отношение Сrэкв/Niэкв больше этих величин, ленты имеют углубления в форме "крокодиловой кожи", которые могут переходить в микротрещины. Тем не менее, опыт показывает, что на эти х типах нержавеющих а устенитных сталей лента очень чувствительна к растрескиванию при нагреве. В таком случае имеется опасность вызвать образование продольных трещин заметного размера, которые создают проблему, по меньшей мере, столь же серьезную, что и проблема, создаваемая микротрещинами, которой стараются избежать. Чтобы ее устранить, надо сильно уменьшить остаточные количества элементов, сообщающих хр упкость, которые присутствуют в металле, таких как сера и фосфор. Это приводит к особым требованиям к выбору сырья и/или способу изготовления жидкой стали, что неизбежно увеличивает себестоимость материалов. Вместе с тем, цитированные средства не дают полного удовлетворения в связи с тем, что во мно гих случая х всегда констатируют образование микротрещин на материале, даже если оно заметно уменьшено по сравнению со случаем, когда сталь льют на гладкие валки или на валки с неподавленной шероховатостью. В основу предлагаемых изобретений поставлена задача разработки для сталелитейщиков таких способа и устройства для непрерывного литья тонких металлических материалов, типа лент, которые позволят им лить нержавеющие аустенитные стали, например (но не только) стали типа SUS 304, в форме тонких лент толщиной несколько миллиметров, содержащих как можно меньше как микротрещин, так и продольных трещин, тем не менее, без того, чтобы было необходимо использовать жидкий металлс сильно уменьшенным содержанием остаточных элементов. Поставленная задача решается путем создания такого способа непрерывного литья ленты нержавеющей аустенитной стали непосредственно из жидкого металла, объем микротрещин в которой был бы минимальным путем выбора условий, при которых изменения объема (внутренних напряжений) металла, связанные с превращением ферритаустенит, остаются минимальными и компенсируются за счет поступлений жидкого металла. Поставленная задача решается и в предлагаемом устройстве за счет выбора оптимальной шероховатости поверхности валков, соприкасаемых с получаемой лентой. Поставленная задача решается с помощью предлагаемого способа, который, как и известный способ непрерывного литья ленты из нержавеющей аустенитной стали непосредственно из жидкого металла, имеющего следующий состав, выраженный в масс.%: С≤0,08%, Si≤1%, Mn≤2%, Р≤0,045%, S≤0,030%, Cr между 18,0 и 20,0%, Ni между 8,0 и 10,5%, на литейной машине на одну или между двумя движущимися стенками, наружная поверхность которых снабжена ямками, в которой зону, окружающую мениск, делают инертной при помощи защищающего газа заданного состава, а, согласно изобретению, жидкому металлу придают отношение Сrэкв/Niэкв больше 1,55, при этом: Сrэкв=%Cr+1,37x%Mo+1,5x%Si+2x%Nb+3x%Ti и Niэкв=%Ni+0,31x%Mn+22x%C+14,2x%N+%Cu - используют подвижную стенку или подвиж ные стенки, вся поверхность которых состоит из примыкающих друг к другу ямок с диаметром от 100 мкм до 1500 мкм, и глубиной от 20 мкм до 150 мкм; - и используют защи щающий газ, состоящий, по крайней мере частично, из газа, растворимого в стали. Особенностью предлагаемого способа является и то, что отношение Сrэкв/Niэкв поддерживают от 1,55 до 1,70. Особенностью предлагаемого способа является и то, что ямки имеют диаметр от 700 мкм до 1500 мкм и глубину от 80 мкм до 120 мкм. Особенностью предлагаемого способа является и то, что защищающий газ является смесью 50-100% азота и 0-50% аргона. Особенностью предлагаемого способа является и то, что ленту непосредственно после ее от 2 41415 ливки подвергают горячей прокатке при температуре от 800 до 1200°С с коэффициентом уменьшения большим или равным 5%. Особенностью предлагаемого способа является и то, что подвижные стенки представляют собой наружные поверхности двух охлаждаемых валков с горизонтальными осями, вращающи хся в противоположных направлениях. Поставленная задача решается и с помощью предлагаемого устройства, которое, как и известное устройство для непрерывного литья тонких металлических материалов, типа лент, содержит одну или две подвижные охлаждаемые стенки, на которых осуществляется отвердевание материалов и поверхность которых состоит из ямок, и приспособление, позволяющее задавать состав газовой атмосферы, окружающей мениск, а, согласно изобретению, ямки являются примыкающими и имеют диаметр от 100 мкм до 1500 мкм, и глубину от 20 до 150 мкм. Особенностью предлагаемого устройства является и то, что подвижные стенки представляют собой наружные поверхности двух охлаждаемых валков с горизонтальными осями, вращающи хся в противоположных направлениях. Предметом изобретения является способ непрерывного литья ленты нержавеющей аустенитной стали непосредственно из жидкого металла, имеющего следующий состав, выраженный в масс.%: С≤0,08%, Si≤1%, Mn≤2%, Р≤0,045%, S≤0,030%, Сr от 18,0 до 20,0%, Ni от 8,0 до 10,5%, на литейной машине на одну или между двумя движущимися стенками, наружная поверхность которых снабжена ямками, в которой зону, окружающую мениск, делают инертной при помощи защищающего газа заданного состава, отличающийся тем, что: - выше упомянутому жидкому металлу придают отношение Сrэкв/Niэкв больше 1,55, при этом: Сrэкв=%Cr+1,37x%Mo+1,5x%Si+2x%Nb+3x%Ti и Niэкв=%Ni+0,31x%Mn+22x%C+14,2x%N+%Cu; - используют подвижную стенку или подвиж ные стенки, вся поверхность которых состоит из примыкающих друг к другу ямок с диаметром от 100 мкм до 1500 мкм, и глубиной от 20 мкм до 150 мкм; - и используют защищающий газ, состоящий, по крайней мере частично, из газа, растворимого в стали. В предпочтительном примере реализации вышеупомянутые подвижные стенки представляют собой наружные поверхности двух охлаждаемых валков с горизонтальными осями, вращающи хся в противоположных направлениях. Предметом изобретения является также литейное устройство для осуществления этого способа. Как будет понятно, задача, решаемая изобретениями, достигается за счет объединения требований, касающихся состава металла, шероховатости поверхности или поверхностей для литья и состава защищающе го газа. Как было сказано, тонкая металлическая лента чувстви тельна к растрескиванию при нагревании и сильно подвержена развитию продольных трещин во время отвердевания. Чтобы устранить это неудобство, предложено, согласно изобретению, осуществлять отвердевание ленты не полностью в области первичного аустенита, а в области, включающей первичный феррит. Однако, доля первичного феррита не должна быть слишком значительной, чтобы минимизировать сжатия, связанные с переходом от феррита к аустениту, которым подвергается металл во время отвердевания. В этих условиях, чтобы получить этот результат, нержавеющая аустенитная сталь (например, стали типа SUS 304 по стандарту AISI), имеющая следующий состав, выраженный в масс.%: С≤0,08%, Si≤1%, Mn≤2%, Р≤0,045%, S≤0,030%, Cr - от 18,0 до 20,0%, Ni - от 8,0 до 10,5%, должна, кроме того, удовлетворять условию: Сrэкв/Niэкв>1,55 и, предпочтительно, 1,55
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for continuous casting of strip of stainless austenitic steel
Автори англійськоюParadis Philippe, Marchionni Christian, Bobadilla Manuel, Damasse Jean-Michel
Назва патенту російськоюСпособ непрерывного литья ленты нержавеющей аустенитной стали и устройство для его осуществления
Автори російськоюПаради Филипп, Маршионни Кристиан, Бобадилла Манюэль, Дамасс Жан-Мишель
МПК / Мітки
МПК: B22D 23/00, B22D 11/06
Мітки: пристрій, безперервного, здійснення, сталі, аустенітної, спосіб, нержавіючої, лиття, стрічки
Код посилання
<a href="https://ua.patents.su/7-41415-sposib-bezperervnogo-littya-strichki-nerzhaviyucho-austenitno-stali-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервного лиття стрічки нержавіючої аустенітної сталі та пристрій для його здійснення</a>
Спосіб виготовлення стрічки з напівферитної нержавіючої сталі та пристрій для його здійснення
Номер патенту: 24010
Опубліковано: 31.08.1998
Автори: Демарез Філіп, Озер Жан-Мішель
МПК: B22D 11/06
Мітки: сталі, спосіб, напівферитної, нержавіючої, здійснення, пристрій, виготовлення, стрічки
Формула / Реферат:
1. Способ изготовления ленты из полу -ферритной нержавеющей стали, включающий подачу металла в кристаллизатор установки непрерывной разливки в виде двух охлаждаемых валков, вращающихся в противоположных направлениях и установленных с зазором друг относительно друга, и вытягивание из кристаллизатора закристаллизовавшейся ленты, отличающий с я тем, что закристаллизовавшуюся ленту подвергают воздействию закалочной среды путем резкого охлаждения,...
Спосіб безперервного лиття порожнистої біметалевої заготівки та пристрій для його здійснення

Номер патенту: 9954
Опубліковано: 30.09.1996
Автори: Іванченко Олександр Денисович, Мельникова Вікторія Валер'янівна, Блескун Валерій Пилипович, Зеленський Віктор Михайлович, Гольдін Валерій Зінов'євич
МПК: B22D 11/00
Мітки: лиття, пристрій, біметалевої, порожнистої, безперервного, спосіб, заготівки, здійснення
Формула / Реферат:
(57) 1. Способ непрерывного литья полой биметаллической заготовки, включающий формирование внешнего слоя заготовки, подачу на его внутреннюю поверхность другого расплава, формирование внутреннего слоя заготовки и ее вытягивание, отл-ичающийся тем, что формирование внутреннего слоя заготовки осуществляют с увеличением давления в направлении вытягивания заготовки.2. Способ по п. 1, отличающийся тем, что в процессе вытягивания заготовке...
Спосіб безперервного лиття порожнистих біметалевих заготівок черв’ячних коліс та пристрій для його здійснення
Номер патенту: 22694
Опубліковано: 07.04.1998
Автори: Шиндякін Валерій Анатолійович, Горелік Вадім Семенович, Бичков Юрій Борисович, Блескун Валерій Пилипович
МПК: B22D 11/10
Мітки: безперервного, здійснення, пристрій, лиття, біметалевих, заготівок, черв'ячних, порожнистих, коліс, спосіб
Формула / Реферат:
1, Способ непрерывного литья полых биметаллических заготовок червячных колес, включающий пропускание исходной трубной заготовки через расплав плакирующего металла и профилирующее устройство с зубчатой внутренней поверхностью, отличающийся тем, что плакирующй металл намораживают на исходную заготовку с зубчатой наружной поверхностью.2. Устройство для непрерывного литья полых биметаллических заготовок червячных колес, содержащее...
Спосіб безперервного лиття тонких металевих виробів та пристрій для його здійснення
Номер патенту: 27956
Опубліковано: 16.10.2000
Автори: Делассус П'єр, Вендевіль Люк, БАРБЕ Жак
МПК: B22D 11/06
Мітки: металевих, здійснення, тонких, безперервного, пристрій, лиття, спосіб, виробів
Текст:
...изобретением и применения этого устройства, данного в качестве примера В описании даются ссылки на рисунки, среди которых фиг 1, на которой представлен частичный схематический вид в разрезе литейной установки в соответствии с предлагаемым изобретением, фиг 2, на которой схематически представлен фронтальный вид стенки перекрытия литейного пространства установки в соответствии с предлагаемым изобретением и ее опоры На схеме,...
Спосіб безперервного лиття стрічки
Номер патенту: 1304
Опубліковано: 25.03.1994
Автори: Косенко Микола Степанович, Немошкаленко Володимир Володимирович, Маслов Валерій Вікторович, Падерно Дмитро Юрійович, Носенко Віктор Костянтинович, Балан Віктор Захарович
МПК: B22D 11/06
Мітки: безперервного, стрічки, лиття, спосіб
Формула / Реферат:
Способ непрерывного литья ленты, преимущественно из железокремнистых сплавов, включающий подачу расплава на поверхность металлического диска и формирование на ней ленты в неокислительной атмосфере и отделение ленты от поверхности диска, отличающийся тем, что, с целью улучшения эксплуатационных свойств ленты за счет увеличения пластичности, дисперсности и однородности структуры и повышения качества поверхности ленты, в качестве...
Попередній патент: Спосіб отримування рідкого чавуну або рідких стальних напівпродуктів і установка для здійснення способу
Наступний патент: Спосіб та система автоматичного управління горінням в печі
Випадковий патент: Спосіб профілактики афективних розладів