Пристрій для охолодження зварного з’єднання
Номер патенту: 62164
Опубліковано: 15.12.2003
Автори: Гальцов Ігор Олександрович, Друзь Олег Миколайович, Гедрович Анатолій Іванович
Формула / Реферат
1. Пристрій для охолодження зварного з'єднання, що складається з двох коробчастих шин з бічними металевими стінками, встановленими на лист з кожного боку від стику, який відрізняється тим, що як коробчасті шини використовують коритоподібний ложемент-кондуктор, виконаний з міді чи нержавіючої сталі, розділений на три частини ребрами у вигляді ґрат, що не торкаються дна, центральна частина коритоподібного ложемента-кондуктора заповнена пористим матеріалом - скловатою, а бічні частини його оснащені трубками-аераторами, пристрій також оснащений притисками і паровідводами.
2. Пристрій за п. 1, який відрізняється тим, що в трубках-аераторах виконано отвори діаметром 3-5 мм, через інтервал 4-5 мм, а кінці трубок-аераторів заварено.
Текст
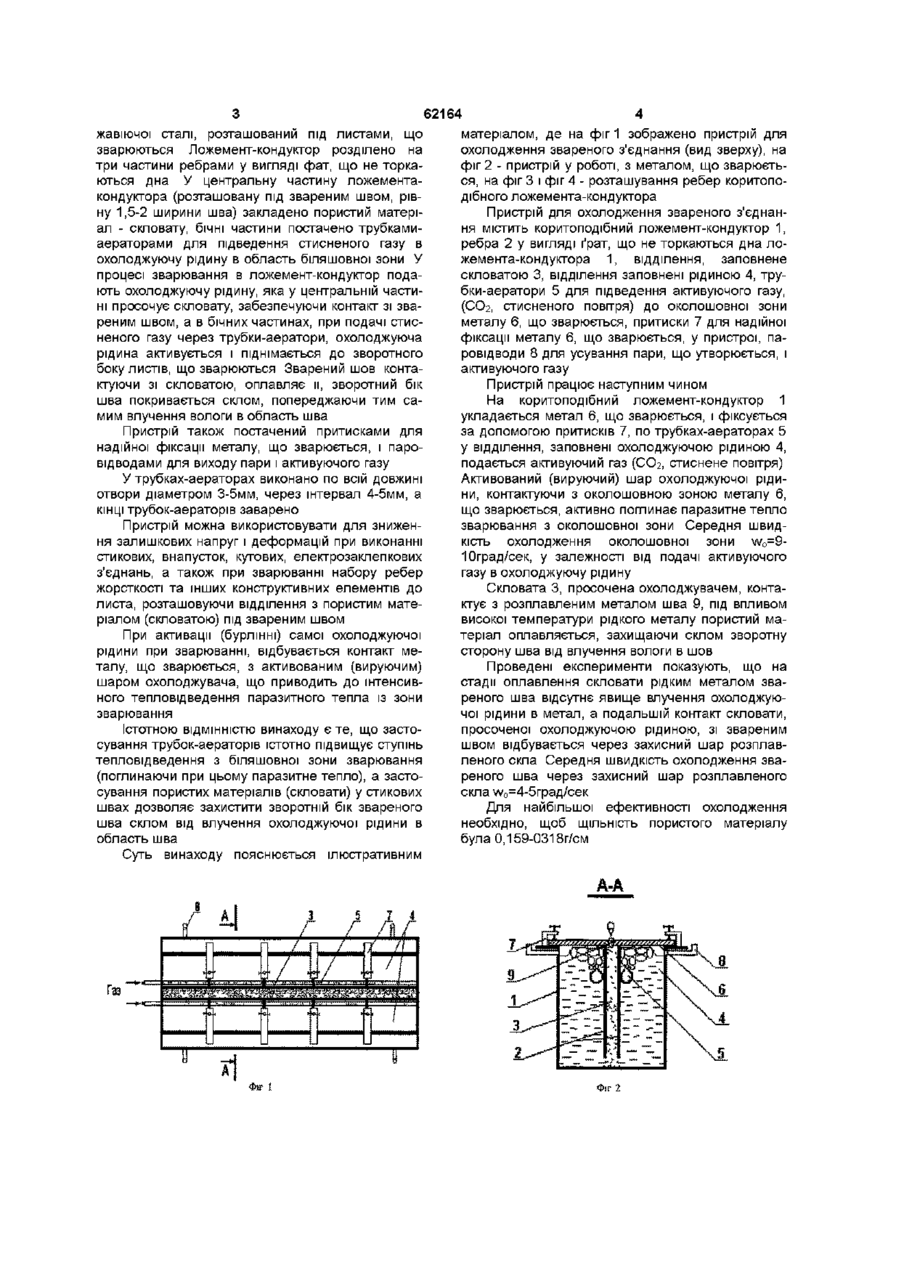
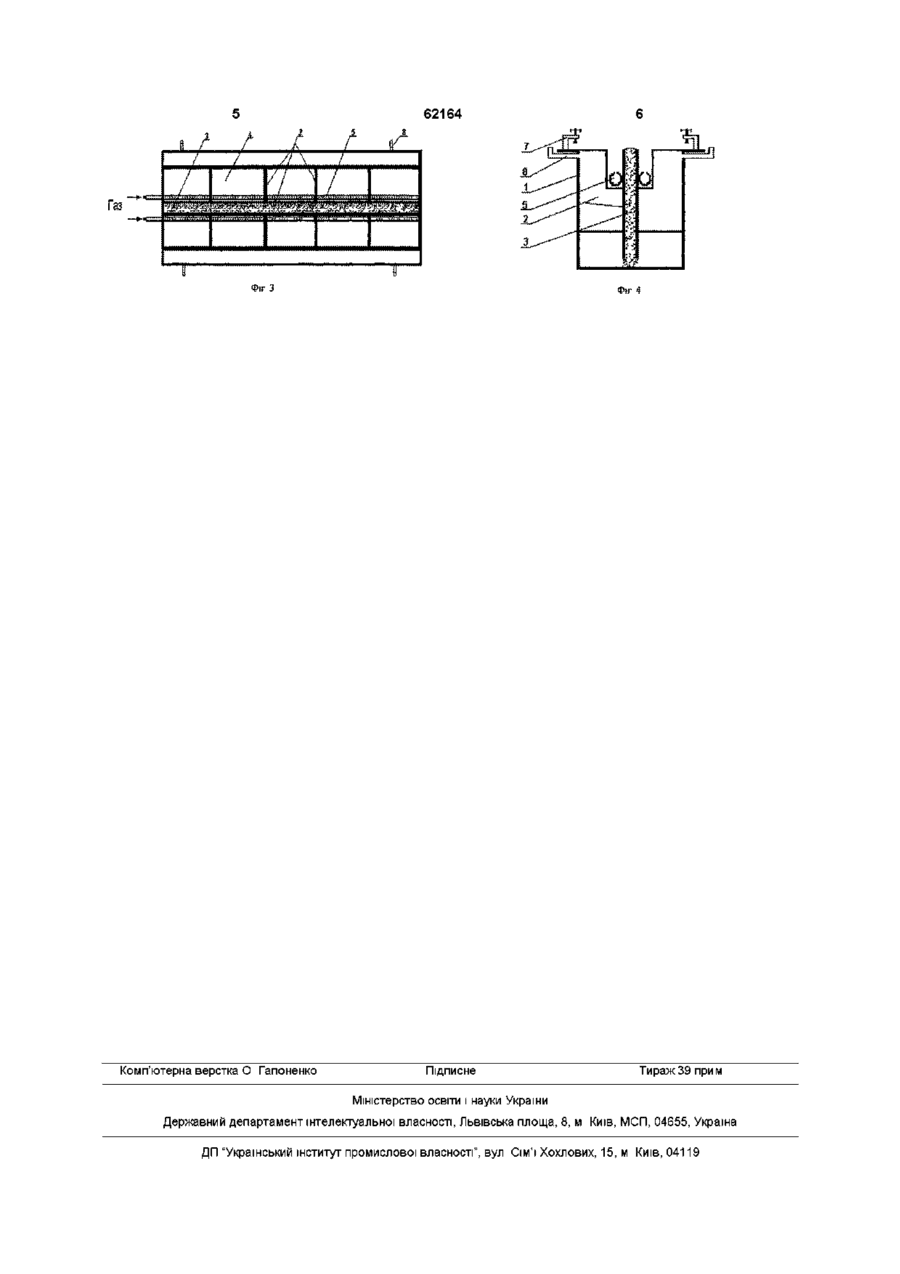
1 Пристрій для охолодження зварного з'єднання, що складається з двох коробчастих шин з бічними металевими стінками, встановленими на лист з кожного боку від стику, який відрізняється тим, що як коробчасті шини використовують кори топодібний ложемент-кондуктор, виконаний з МІДІ чи нержавіючої сталі, розділений на три частини ребрами у вигляді ґрат, що не торкаються дна, центральна частина коритоподібного ложементакондуктора заповнена пористим матеріалом скловатою, а бічні частини його оснащені трубками-аераторами, пристрій також оснащений притисками і паровідводами 2 Пристрій за п 1, який відрізняється тим, що в трубках-аераторах виконано отвори діаметром 3-5 мм, через інтервал 4-5 мм, а КІНЦІ трубок-аераторів заварено Винахід відноситься до галузі зварювального виробництва і може бути використаний для зниження зварювальних деформацій і напруг, поліпшення структури металу шва та околошовної зони при виготовленні виробів з тонких (до 5мм) листів Найбільш близьким по суттєвим ознакам і технічному результату, є пристрій для охолодження крайок листів при зварюванні, прийнятий за прототип, що складається з двох коробчастих охолоджуючих шин з бічними металевими стінками, які встановлено на лист по кожен бік від стику так, щоб зона зварювання була доступна зварювальному пальнику Особливість пристрою полягає в тім, що дно шин роблять з пористого термостійкого органічного чи мінерального матеріалу, наприклад склотканини У процесі зварювання в шини подають охолоджуючу рідину в КІЛЬКОСТІ, необхідній для підтримки вологого контакту між склотканиною і поверхнею листа (див патент ГДР №137201, МКИ В23К9/02, Заявка 20 06 78, №206136, надрук 22 08 79) Розташування охолоджуючих шин на листах, що зварюються, не виключає підтікання охолоджуючої рідини між листом, що зварюється, і стінкою шини, влучення охолоджуючої рідини в зварювальну ванну В основу винаходу поставлено задачу удосконалення пристрою для охолодження звареного з'єднання шляхом того, що як коробчасті шини використовують коритоподібний ложементкондуктор, виконаний з МІДІ чи нержавіючої сталі, розташований під листами, що зварюються, і розділений на три частини ребрами, що не торкаються дна, що приведе до зниження зварювальних деформацій і напруг, регулювання ступені оксидування і карбідування звареного з'єднання шляхом тепловідводу, при зварюванні в горизонтальному положенні, підвищення СТІЙКОСТІ зварених з'єднань проти міжкристалевої корозії (при зварюванні аустенітних сталей) Основним недоліком цього пристрою є те, що відбувається охолодження тільки біляшовної зони, а зварений шов не охолоджується, при цьому впливаючи на залишкові напруги і деформації листа Залишаючи шов без охолодження, неможливо виключити появу небажаних структур (оксидів, карбідів) при зварюванні аустенітних сталей Поставлена задача досягається тим, що в пристрої для охолодження звареного з'єднання, що складається з двох коробчастих охолоджувальних шин з бічними металевими стінками, встановленими на лист по кожен бік від стику так, щоб зона зварювання була доступна зварювальному пальнику, ВІДПОВІДНО до винаходу, як коробчасті охолоджуючі шини використовують коритоподібний ложемент-кондуктор, виконаний із МІДІ ЧИ нер (О (О 62164 жавіючої сталі, розташований під листами, що зварюються Ложемент-кондуктор розділено на три частини ребрами у вигляді фат, що не торкаються дна У центральну частину ложементакондуктора (розташовану під звареним швом, рівну 1,5-2 ширини шва) закладено пористий матеріал - скловату, бічні частини постачено трубкамиаераторами для підведення стисненого газу в охолоджуючу рідину в область біляшовної зони У процесі зварювання в ложемент-кондуктор подають охолоджуючу рідину, яка у центральній частині просочує скловату, забезпечуючи контакт зі звареним швом, а в бічних частинах, при подачі стисненого газу через трубки-аератори, охолоджуюча рідина активується і піднімається до зворотного боку листів, що зварюються Зварений шов контактуючи зі скловатою, оплавляє м, зворотний бік шва покривається склом, попереджаючи тим самим влучення вологи в область шва Пристрій також постачений притисками для надійної фіксації металу, що зварюється, і паровідводами для виходу пари і активуючого газу У трубках-аераторах виконано по всій довжині отвори діаметром 3-5мм, через інтервал 4-5мм, а КІНЦІ трубок-аераторів заварено Пристрій можна використовувати для зниження залишкових напруг і деформацій при виконанні стикових, внапусток, кутових, електрозаклепкових з'єднань, а також при зварюванні набору ребер жорсткості та інших конструктивних елементів до листа, розташовуючи відділення з пористим матеріалом (скловатою) під звареним швом При активації (бурлінні) самої охолоджуючої рідини при зварюванні, відбувається контакт металу, що зварюється, з активованим (вируючим) шаром охолоджувача, що приводить до інтенсивного тепловідведення паразитного тепла із зони зварювання Істотною ВІДМІННІСТЮ винаходу є те, що застосування трубок-аераторів істотно підвищує ступінь тепловідведення з біляшовної зони зварювання (поглинаючи при цьому паразитне тепло), а застосування пористих матеріалів (скловати) у стикових швах дозволяє захистити зворотній бік звареного шва склом від влучення охолоджуючої рідини в область шва Суть винаходу пояснюється ілюстративним матеріалом, де на фіг 1 зображено пристрій для охолодження звареного з'єднання (вид зверху), на фіг 2 - пристрій у роботі, з металом, що зварюється, на фіг 3 і фіг 4 - розташування ребер коритоподібного ложемента-кондуктора Пристрій для охолодження звареного з'єднання містить коритоподібний ложемент-кондуктор 1, ребра 2 у вигляді ґрат, що не торкаються дна ложемента-кондуктора 1, відділення, заповнене скловатою 3, відділення заповнені рідиною 4, трубки-аератори 5 для підведення активуючого газу, (СОг, стисненого повітря) до околошовної зони металу 6, що зварюється, притиски 7 для надійної фіксації металу 6, що зварюється, у пристрої, паровідводи 8 для усування пари, що утворюється, і активуючого газу Пристрій працює наступним чином На коритоподібний ложемент-кондуктор 1 укладається метал 6, що зварюється, і фіксується за допомогою притисків 7, по трубках-аераторах 5 у відділення, заповнені охолоджуючою рідиною 4, подається активуючий газ (СОг, стиснене повітря) Активований (вируючий) шар охолоджуючої рідини, контактуючи з околошовною зоною металу 6, що зварюється, активно поглинає паразитне тепло зварювання з околошовної зони Середня швидкість охолодження околошовної зони wo=910град/сек, у залежності від подачі активуючого газу в охолоджуючу рідину Скловата 3, просочена охолоджувачем, контактує з розплавленим металом шва 9, під впливом високої температури рідкого металу пористий матеріал оплавляється, захищаючи склом зворотну сторону шва від влучення вологи в шов Проведені експерименти показують, що на стадії оплавлення скловати рідким металом звареного шва відсутнє явище влучення охолоджуючої рідини в метал, а подальшій контакт скловати, просоченої охолоджуючою рідиною, зі звареним швом відбувається через захисний шар розплавленого скла Середня швидкість охолодження звареного шва через захисний шар розплавленого скла \л/0=4-5град/сек Для найбільшої ефективності охолодження необхідно, щоб ЩІЛЬНІСТЬ пористого матеріалу була 0,159-0318г/см А-А З о ' / J У Гз а h1 5 *t Фіг 1 1 / J * t * ft // Ч і u 1to E Ечг2 62164 / / Газ / 1 'І // \ І і «ияр Ріг З Комп'ютерна верстка О Гапоненко ФІГ Підписне 4 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for cooling a weld
Автори англійськоюHedrovych Anatolii Ivanovych, Haltsov Ihor Oleksandrovych, Druz Oleh Mykolaiovych
Назва патенту російськоюУстройство для охлаждения сварного соединения
Автори російськоюГедрович Анатолий Иванович, Гальцов Игорь Александрович, Друзь Олег Николаевич
МПК / Мітки
МПК: B23K 9/038, B23K 9/035
Мітки: зварного, з'єднання, пристрій, охолодження
Код посилання
<a href="https://ua.patents.su/3-62164-pristrijj-dlya-okholodzhennya-zvarnogo-zehdnannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для охолодження зварного з’єднання</a>
Охолоджуючий пристрій для зниження зварювальних деформацій та напруг
Номер патенту: 47721
Опубліковано: 15.07.2002
Автори: Друзь Олег Миколайович, Гедрович Анатолій Іванович, Гальцов Ігор Олександрович
МПК: B23K 9/035, B23K 9/038
Мітки: зниження, зварювальних, пристрій, деформацій, напруг, охолоджуючий
Формула / Реферат:
1. Охолоджуючий пристрій для зниження зварювальних деформацій та напруг, що містить коритоподібний ложемент-кондуктор з установленими на його дні ребрами у вигляді грат, заповнений волокнистим матеріалом, нижня частина якого занурена в охолоджувач, що наливається в ложемент-кондуктор, який відрізняється тим, що ребра у вигляді грат, виконаних з міді або металу, що не іржавіє, не торкаються дна коритоподібного ложемента-кондуктора, пристрій...
Спосіб термічної обробки зварного виробу із сталей
Номер патенту: 48285
Опубліковано: 15.08.2002
Автори: ЛУПАН Аркадій Пилипович, Савицький Михайло Михайлович, Кулик Віктор Михайлович
Мітки: обробки, термічної, сталей, виробу, спосіб, зварного
Формула / Реферат:
1. Спосіб термічної обробки зварного виробу із сталей, переважно високоміцних, що включає загартування та відпуск, який відрізняється тим, що після відпуску зварний шов та/або зону оплавлення, ЗТВ і прилеглі ділянки виробу шириною до 2 ширин шва нагрівають одно- чи багаторазово дугою.2. Спосіб за п. 1, який відрізняється тим, що нагрівання здійснюють з оплавленням поверхні.3. Спосіб за п.1, який відрізняється тим, що нагрівання...
Спосіб обробки зварного з’єднання
Номер патенту: 46087
Опубліковано: 15.05.2002
Автори: ЛУПАН Аркадій Пилипович, Кулик Віктор Михайлович, Савицький Михайло Михайлович
МПК: B21C 37/08, C21D 9/50
Мітки: з'єднання, спосіб, обробки, зварного
Формула / Реферат:
1. Спосіб обробки зварного з'єднання дуговим нагріванням, який відрізняється тим, що зварне з'єднання сталей, переважно гартівних, або окремі його ділянки нагрівають одно - чи багаторазово, уникаючи підплавлення розосередженням дії дуги поперечними чи круговими коливаннями та подовженням її до 3 - 15 мм.2. Спосіб за п. 1, який відрізняється тим, що нагрівання здійснюють вище Ас3.3. Спосіб за п. 1, який відрізняється тим, що...
Пристрій для прискореного охолодження прокату
Номер патенту: 33901
Опубліковано: 15.02.2001
Автори: Сміяненко Ігор Миколайович, Макаров Григорій Орестович, Костюченко Михайло Іванович, Шеремет Володимир Олександрович, Омесь Микола Михайлович, Худик Валеріан Тарасович, Нечепоренко Володимир Андрійович, Бабенко Михайло Антонович
МПК: B21B 45/02, C21D 1/02
Мітки: прискореного, охолодження, пристрій, прокату
Текст:
...4, насадку, що звужується 5, відсікаючі сопла 6, з'єднані з розподільною камерою і направляючі воронки 7. Насадка, що звужується 5 і направляючі воронки 7 установлені вихідними отворами в бік форсунки 1. Наведений на фігурі пристрій використовується для протиточного охолодження, при якому потік охолоджувача і прокат рухаються в протилежних напрямках. Прокат через направляючі воронки 7 і насадку, що звужується 5, які установлені вихідними...
Спосіб рідинного охолодження соплового апарата газової турбіни газотурбінного двигуна і пристрій для його здійснення
Номер патенту: 47884
Опубліковано: 15.07.2002
Автори: Ценципер Адольф Ісаакович, Победімський Євген Миколайович, Червінський Володимир Петрович
МПК: F01D 25/08
Мітки: газотурбінного, рідинного, апарата, газової, турбіни, охолодження, здійснення, спосіб, двигуна, пристрій, соплового
Формула / Реферат:
1. Спосіб рідинного охолодження соплового апарата газової турбіни газотурбінного двигуна, що включає подачу води із насоса в лопатки соплового апарата газової турбіни, відведення від них тепла, охолодження води і повернення її назад в насос, який відрізняється тим, що воду охолоджують природним газом, що відбирається від магістрального газопроводу як паливний газ двигуна, причому частину води після соплового апарата газової турбіни вводять в...
Попередній патент: Спосіб зменшення залишкових зварювальних деформацій і напруг
Наступний патент: Спосіб зварювання аустенітної нержавіючої сталі
Випадковий патент: Асинхронний електродвигун для частотно-регульованого електроприводу