Спосіб стикового з’єднання термомеханічно зміцненої арматури
Номер патенту: 62282
Опубліковано: 25.08.2011
Автори: Ажермачов Геннадій Арсентійович, Меннанов Ельдар Меджитович, Абдурахманов Азіз Заїрович, Алексєєнко Василь Миколайович, Меннанов Ельмар Меджитович
Формула / Реферат
1. Спосіб стикового з'єднання термомеханічно зміцненої арматури, що включає накладення на кінці з'єднувальних стрижнів арматури парних накладок і з'єднання їх з кінцями стрижнів арматури зварними швами, який відрізняється тим, що використовують накладки меншого перетину, чим перетин стрижнів арматури, при цьому початок зварного шва формують на початку накладки, що стикує, а кінець зварного шва виводять на кінець з'єднувального стрижня арматури.
2. Спосіб за п. 1, який відрізняється тим, що сумарна площа накладок становить не менш полуторної площі основного з'єднувального стрижня.
3. Спосіб за п. 1, який відрізняється тим, що перед зварюванням виконують попередній підігрів арматур і накладок до 100 °С.
4. Спосіб за п. 1, який відрізняється тим, що зварні шви виконують електродами діаметром не більше 3 мм із основним покриттям (В), при цьому кожний наступний шов при багатошаровому шві виконують після того, як температура попереднього шва складе не вище 100 °С.
Текст
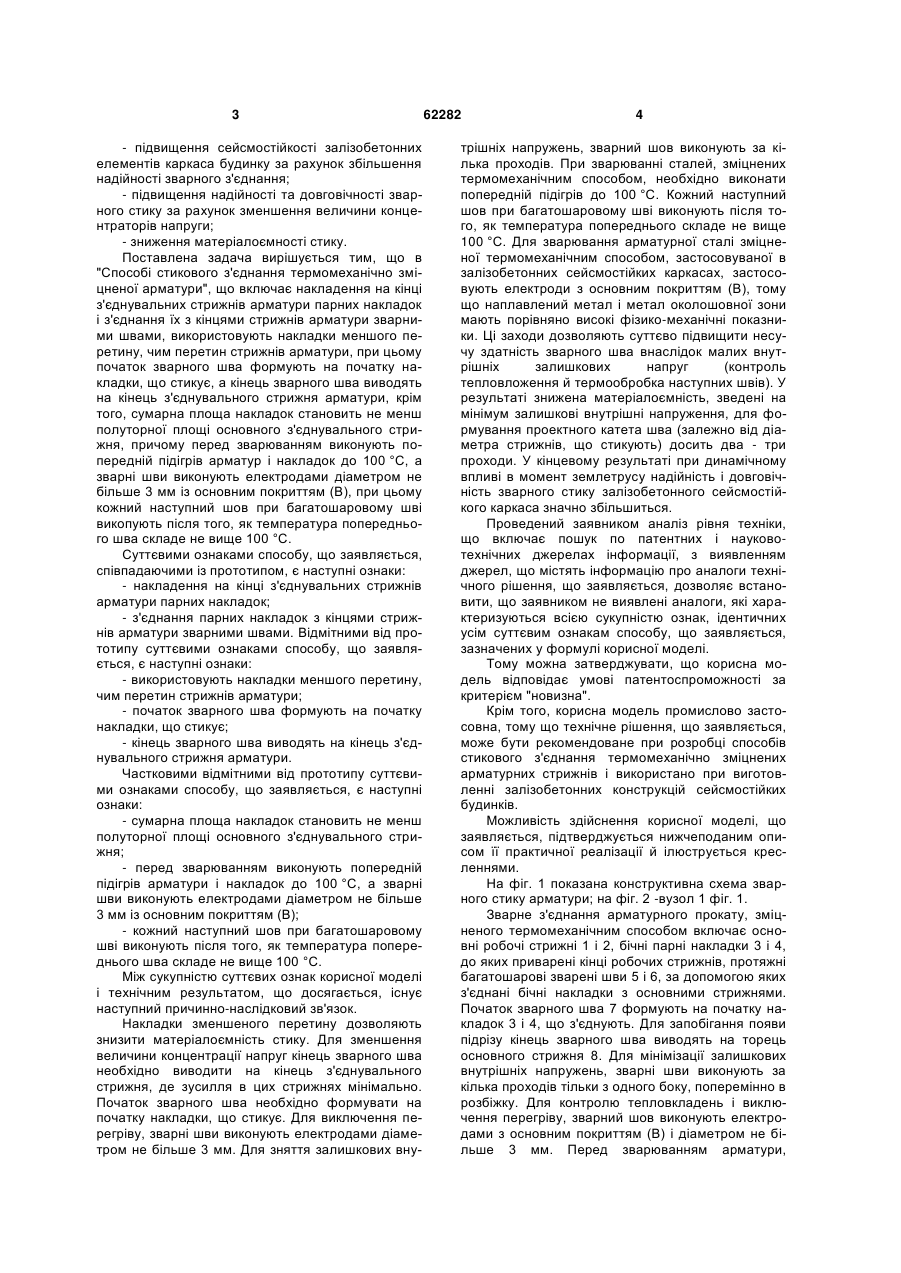
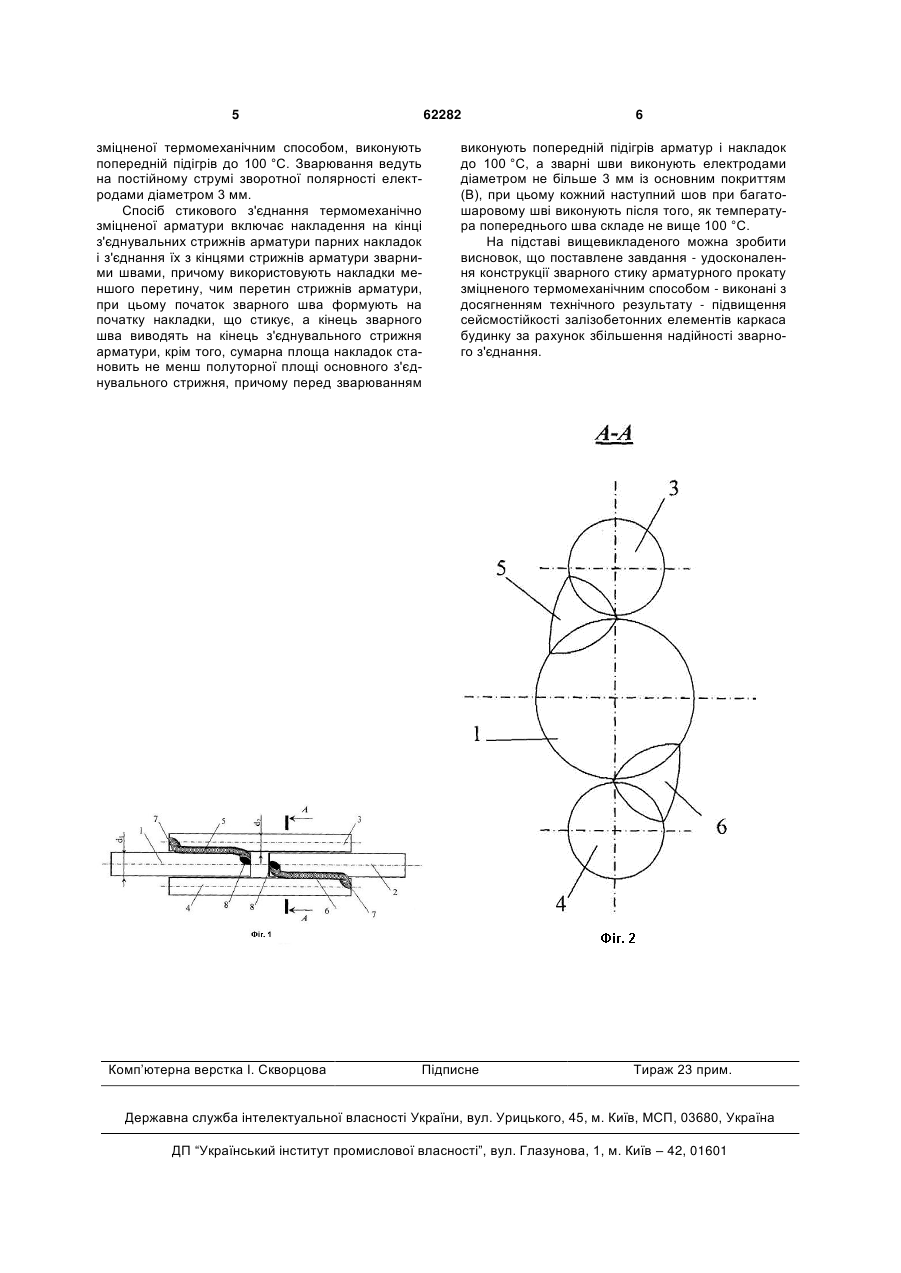
1. Спосіб стикового з'єднання термомеханічно зміцненої арматури, що включає накладення на кінці з'єднувальних стрижнів арматури парних накладок і з'єднання їх з кінцями стрижнів арматури зварними швами, який відрізняється тим, що використовують накладки меншого перетину, чим 3 - підвищення сейсмостійкості залізобетонних елементів каркаса будинку за рахунок збільшення надійності зварного з'єднання; - підвищення надійності та довговічності зварного стику за рахунок зменшення величини концентраторів напруги; - зниження матеріалоємності стику. Поставлена задача вирішується тим, що в "Способі стикового з'єднання термомеханічно зміцненої арматури", що включає накладення на кінці з'єднувальних стрижнів арматури парних накладок і з'єднання їх з кінцями стрижнів арматури зварними швами, використовують накладки меншого перетину, чим перетин стрижнів арматури, при цьому початок зварного шва формують на початку накладки, що стикує, а кінець зварного шва виводять на кінець з'єднувального стрижня арматури, крім того, сумарна площа накладок становить не менш полуторної площі основного з'єднувального стрижня, причому перед зварюванням виконують попередній підігрів арматур і накладок до 100 °C, а зварні шви виконують електродами діаметром не більше 3 мм із основним покриттям (В), при цьому кожний наступний шов при багатошаровому шві викопують після того, як температура попереднього шва складе не вище 100 °C. Суттєвими ознаками способу, що заявляється, співпадаючими із прототипом, є наступні ознаки: - накладення на кінці з'єднувальних стрижнів арматури парних накладок; - з'єднання парних накладок з кінцями стрижнів арматури зварними швами. Відмітними від прототипу суттєвими ознаками способу, що заявляється, є наступні ознаки: - використовують накладки меншого перетину, чим перетин стрижнів арматури; - початок зварного шва формують на початку накладки, що стикує; - кінець зварного шва виводять на кінець з'єднувального стрижня арматури. Частковими відмітними від прототипу суттєвими ознаками способу, що заявляється, є наступні ознаки: - сумарна площа накладок становить не менш полуторної площі основного з'єднувального стрижня; - перед зварюванням виконують попередній підігрів арматури і накладок до 100 °C, а зварні шви виконують електродами діаметром не більше 3 мм із основним покриттям (В); - кожний наступний шов при багатошаровому шві виконують після того, як температура попереднього шва складе не вище 100 °C. Між сукупністю суттєвих ознак корисної моделі і технічним результатом, що досягається, існує наступний причинно-наслідковий зв'язок. Накладки зменшеного перетину дозволяють знизити матеріалоємність стику. Для зменшення величини концентрації напруг кінець зварного шва необхідно виводити на кінець з'єднувального стрижня, де зусилля в цих стрижнях мінімально. Початок зварного шва необхідно формувати на початку накладки, що стикує. Для виключення перегріву, зварні шви виконують електродами діаметром не більше 3 мм. Для зняття залишкових вну 62282 4 трішніх напружень, зварний шов виконують за кілька проходів. При зварюванні сталей, зміцнених термомеханічним способом, необхідно виконати попередній підігрів до 100 °C. Кожний наступний шов при багатошаровому шві виконують після того, як температура попереднього складе не вище 100 °C. Для зварювання арматурної сталі зміцненої термомеханічним способом, застосовуваної в залізобетонних сейсмостійких каркасах, застосовують електроди з основним покриттям (В), тому що наплавлений метал і метал околошовної зони мають порівняно високі фізико-механічні показники. Ці заходи дозволяють суттєво підвищити несучу здатність зварного шва внаслідок малих внутрішніх залишкових напруг (контроль тепловложення й термообробка наступних швів). У результаті знижена матеріалоємність, зведені на мінімум залишкові внутрішні напруження, для формування проектного катета шва (залежно від діаметра стрижнів, що стикують) досить два - три проходи. У кінцевому результаті при динамічному впливі в момент землетрусу надійність і довговічність зварного стику залізобетонного сейсмостійкого каркаса значно збільшиться. Проведений заявником аналіз рівня техніки, що включає пошук по патентних і науковотехнічних джерелах інформації, з виявленням джерел, що містять інформацію про аналоги технічного рішення, що заявляється, дозволяє встановити, що заявником не виявлені аналоги, які характеризуються всією сукупністю ознак, ідентичних усім суттєвим ознакам способу, що заявляється, зазначених у формулі корисної моделі. Тому можна затверджувати, що корисна модель відповідає умові патентоспроможності за критерієм "новизна". Крім того, корисна модель промислово застосовна, тому що технічне рішення, що заявляється, може бути рекомендоване при розробці способів стикового з'єднання термомеханічно зміцнених арматурних стрижнів і використано при виготовленні залізобетонних конструкцій сейсмостійких будинків. Можливість здійснення корисної моделі, що заявляється, підтверджується нижчеподаним описом її практичної реалізації й ілюструється кресленнями. На фіг. 1 показана конструктивна схема зварного стику арматури; на фіг. 2 -вузол 1 фіг. 1. Зварне з'єднання арматурного прокату, зміцненого термомеханічним способом включає основні робочі стрижні 1 і 2, бічні парні накладки 3 і 4, до яких приварені кінці робочих стрижнів, протяжні багатошарові зварені шви 5 і 6, за допомогою яких з'єднані бічні накладки з основними стрижнями. Початок зварного шва 7 формують на початку накладок 3 і 4, що з'єднують. Для запобігання появи підрізу кінець зварного шва виводять на торець основного стрижня 8. Для мінімізації залишкових внутрішніх напружень, зварні шви виконують за кілька проходів тільки з одного боку, поперемінно в розбіжку. Для контролю тепловкладень і виключення перегріву, зварний шов виконують електродами з основним покриттям (В) і діаметром не більше 3 мм. Перед зварюванням арматури, 5 62282 зміцненої термомеханічним способом, виконують попередній підігрів до 100 °C. Зварювання ведуть на постійному струмі зворотної полярності електродами діаметром 3 мм. Спосіб стикового з'єднання термомеханічно зміцненої арматури включає накладення на кінці з'єднувальних стрижнів арматури парних накладок і з'єднання їх з кінцями стрижнів арматури зварними швами, причому використовують накладки меншого перетину, чим перетин стрижнів арматури, при цьому початок зварного шва формують на початку накладки, що стикує, а кінець зварного шва виводять на кінець з'єднувального стрижня арматури, крім того, сумарна площа накладок становить не менш полуторної площі основного з'єднувального стрижня, причому перед зварюванням Комп’ютерна верстка І. Скворцова 6 виконують попередній підігрів арматур і накладок до 100 °C, а зварні шви виконують електродами діаметром не більше 3 мм із основним покриттям (В), при цьому кожний наступний шов при багатошаровому шві виконують після того, як температура попереднього шва складе не вище 100 °C. На підставі вищевикладеного можна зробити висновок, що поставлене завдання - удосконалення конструкції зварного стику арматурного прокату зміцненого термомеханічним способом - виконані з досягненням технічного результату - підвищення сейсмостійкості залізобетонних елементів каркаса будинку за рахунок збільшення надійності зварного з'єднання. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for butt junction of thermo-mechanically strengthened reinforcement
Автори англійськоюAzhermachov Hennadii Arsentiiovych, Alekseenko Vasyl Mykolaiovych, Mennanov Elmar Medzhytovych, Abdurakhmanov Aziz Zairovych, Mennanov Eldar Medzhytovych
Назва патенту російськоюСпособ стыкового соединения термомеханически укрепленной арматуры
Автори російськоюАжермачов Геннадий Арсентьевич, Алексеенко Василий Николаевич, Меннанов Эльмар Меджетович, Абдурахманов Азиз Заирович, Меннанов Эльдар Меджитович
МПК / Мітки
Мітки: зміцненої, з'єднання, арматури, термомеханічної, стикового, спосіб
Код посилання
<a href="https://ua.patents.su/3-62282-sposib-stikovogo-zehdnannya-termomekhanichno-zmicneno-armaturi.html" target="_blank" rel="follow" title="База патентів України">Спосіб стикового з’єднання термомеханічно зміцненої арматури</a>
Спосіб визначення механічних характеристик термічно зміцненої арматури
Номер патенту: 48490
Опубліковано: 25.03.2010
Автори: Воробйов Генадій Михайлович, Чайковська Ганна Олегівна, Большаков Володимир Іванович
МПК: E04C 5/00
Мітки: механічних, характеристик, термічної, визначення, арматури, зміцненої, спосіб
Формула / Реферат:
Спосіб визначення механічних властивостей термічно зміцненої арматури шляхом ідентифікації зображення структури з подальшою оцінкою структурних складових, який відрізняється тим, що оцінку структурних складових арматури здійснюють шляхом вимірювання ширини структурних кілець на попередньо протравленому поперечному перерізі арматури, за якою безпосередньо визначають показники механічних властивостей.
Залізнична цистерна з верхнім розташуванням арматури

Номер патенту: 18968
Опубліковано: 15.11.2006
Автори: Лапандін В'ячеслав Дмитрович, Якін Олександр Іванович, Рибін Юрій Олексійович, Волков Валерій Андрійович
МПК: B61D 5/00
Мітки: верхнім, арматури, цистерна, залізнична, розташуванням
Формула / Реферат:
1. Залізнична цистерна з верхнім розташуванням арматури, яка містить два візки, автогальмо, два автозчепних пристрої, стоянкове гальмо, котел, укріплений на рамі та обладнаний арматурою з верхнім розташуванням, двома зовнішніми сходами з площадкою обслуговування арматури, пристроями захисту арматури в аварійній ситуації при перекиданні цистерни, які установлені з кожного боку від арматури та містять бічні розпірки та захисні дуги, виконані...
Спосіб нанесення захисного покриття на поверхню металевої арматури для армування бетону

Номер патенту: 61998
Опубліковано: 10.08.2011
Автори: Стрелін Валерій Вікторович, Віцко Вікторія Володимирівна, Карлов Юрій Анатолійович
МПК: E04C 5/01
Мітки: арматури, бетону, захисного, металевої, покриття, спосіб, нанесення, поверхню, армування
Формула / Реферат:
Спосіб нанесення захисного покриття на поверхню металевої арматури для армування бетону, що включає нанесення на поверхню металевого стрижня полімерного термоусаджуваного покриття й конвективне нагрівання покриття до його термоусадження, який відрізняється тим, що нанесення на поверхню металевого стрижня полімерного термоусаджуваного покриття ведуть шляхом надягання на металевий стрижень термоусаджуваної трубки з поліетилену високого тиску...
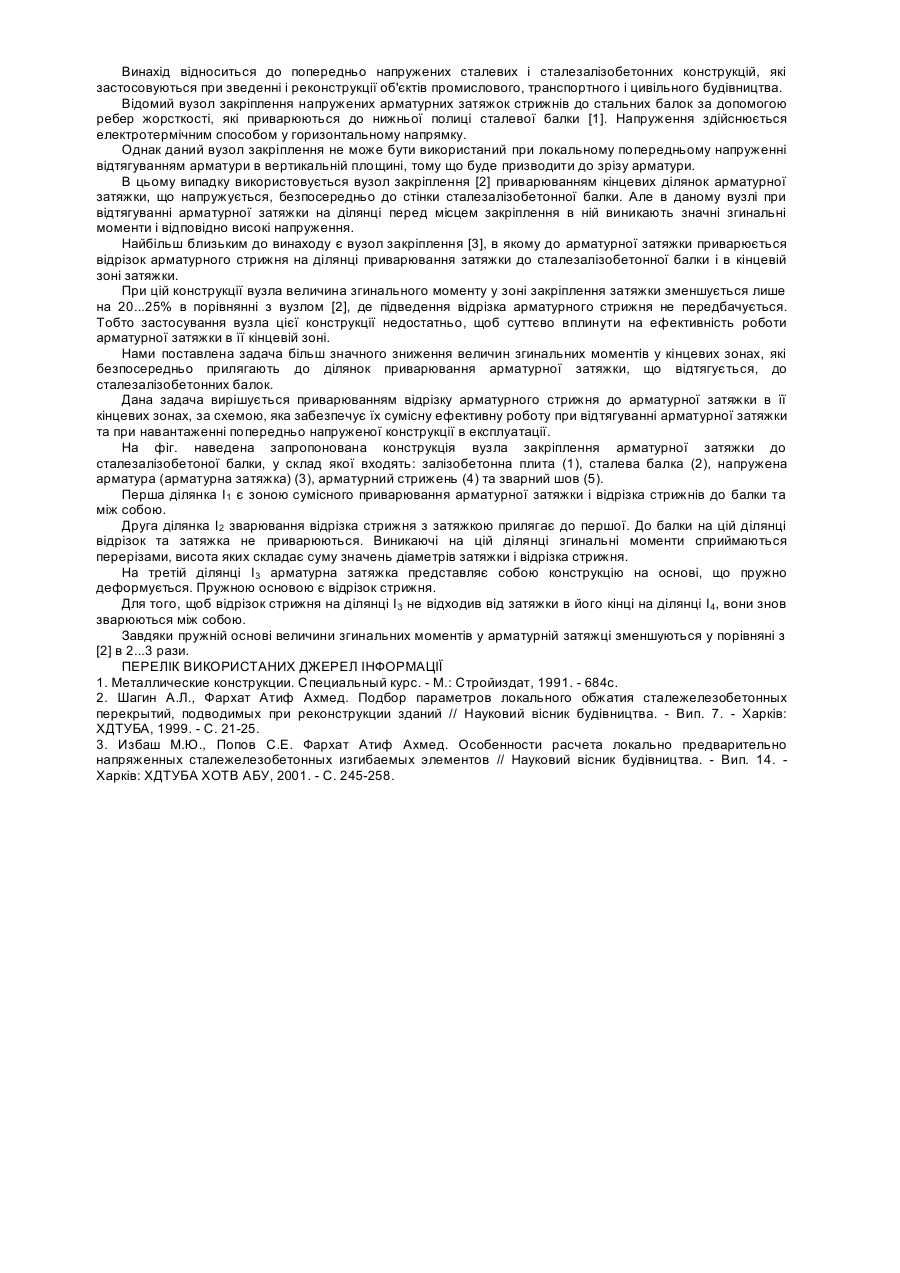
Вузол закріплення напруженої арматури до сталезалізобетонної балки
Номер патенту: 59242
Опубліковано: 15.08.2003
Автори: Воблих Віталій Олександрович, Ізбаш Михайло Юрієвич, Асанов В`ячеслав Володимирович, Шагін Олександр Львович
Мітки: сталезалізобетонної, балки, закріплення, вузол, напруженої, арматури
Формула / Реферат:
Вузол закріплення напруженої арматури до сталезалізобетонної балки, що відтягується поперечним навантаженням, до сталезалізобетонної попередньо напруженої балки, який відрізняється тим, що до арматурної затяжки закріпляється відрізок арматурного стрижня шляхом його приварювання на ділянках закріплення до балки, а також на ділянках безпосередньо до них прилеглих та в кінці ділянки, вздовж якої відрізок арматурного стрижня не приварюється до...
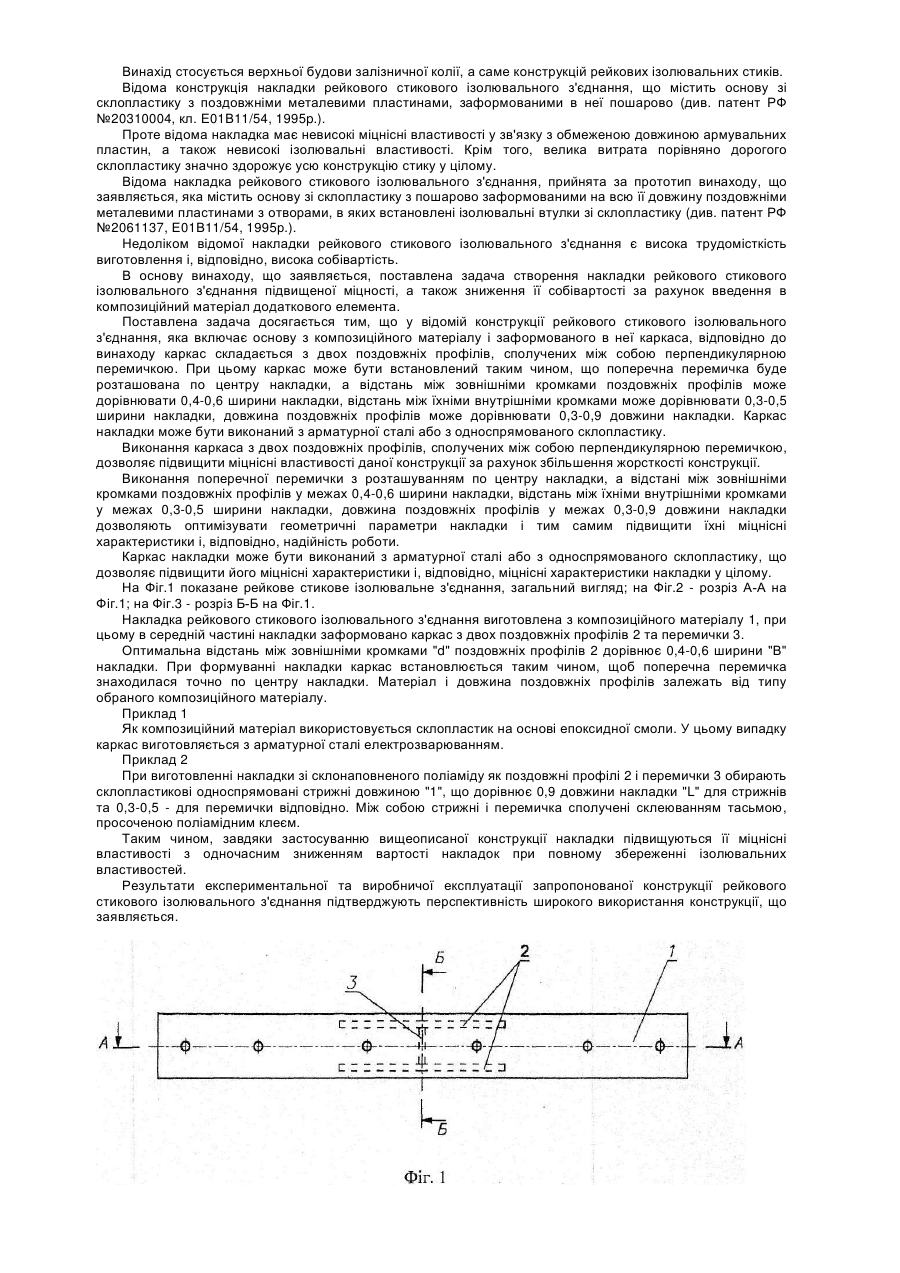
Накладка рейкового стикового ізолювального з’єднання
Номер патенту: 72886
Опубліковано: 16.05.2005
Автори: Закапко Віктор Якович, Оноприйчук Микола Петрович, Койдан Василь Іванович, Бабенко Василь Клементович, Івановський Анатолій Олексійович, Яковлев Василь Олександрович, Голубєв Вадим Олексійович, Мищенко В'ячеслав Григорович
МПК: E01B 11/00
Мітки: ізолювального, рейкового, накладка, з'єднання, стикового
Формула / Реферат:
1. Накладка рейкового стикового ізолювального з'єднання, що містить основу, виготовлену з композиційного матеріалу, і каркас, заформований в основу, яка відрізняється тим, що каркас складається з двох поздовжніх профілів, сполучених між собою перпендикулярною перемичкою, розміщеною по центру накладки.2. Накладка за п. 1, яка відрізняється тим, що відстань між зовнішніми кромками поздовжніх профілів дорівнює 0,4 - 0,6 ширини накладки, а...
Попередній патент: Господарський візок з допоміжним колесом і причіпним пристроєм
Наступний патент: Вузол рамного металевого каркаса багатоповерхового будинку
Випадковий патент: Терапевтичний агент для лікування розладів настрою