Автоматична лінія для оброблення дерев`яних піддонів
Номер патенту: 62908
Опубліковано: 26.09.2011
Автори: Сірко Зіновій Степанович, Юзьо Ярослав Васильович, Романовський Дмитро Євгенович

Формула / Реферат
Автоматична лінія для оброблення дерев'яних піддонів, що має послідовно встановлені верстат для маркування піддонів, верстат для обрізання кутів піддонів, верстат для фрезерування лисок нижніх дощок піддонів, систему притиску піддонів, систему регулювання ширини та довжини піддонів, яка відрізняється тим, що направляючі системи регулювання ширини та довжини піддонів виконані із круглих товстостінних шліфованих труб з можливістю регулювання по довжині, переміщенням по них паралельно поздовжній осі піддона, маркувальних головок на верстаті для маркування піддонів і пильних супортів на верстаті для обрізання кутів піддонів та по ширині переміщенням супортів за допомогою регулювальних гвинтів на всіх верстатах, а система притиску виконана з окремих шести пневмоциліндрів, кожний із яких оснащений притискним роликом.
Текст
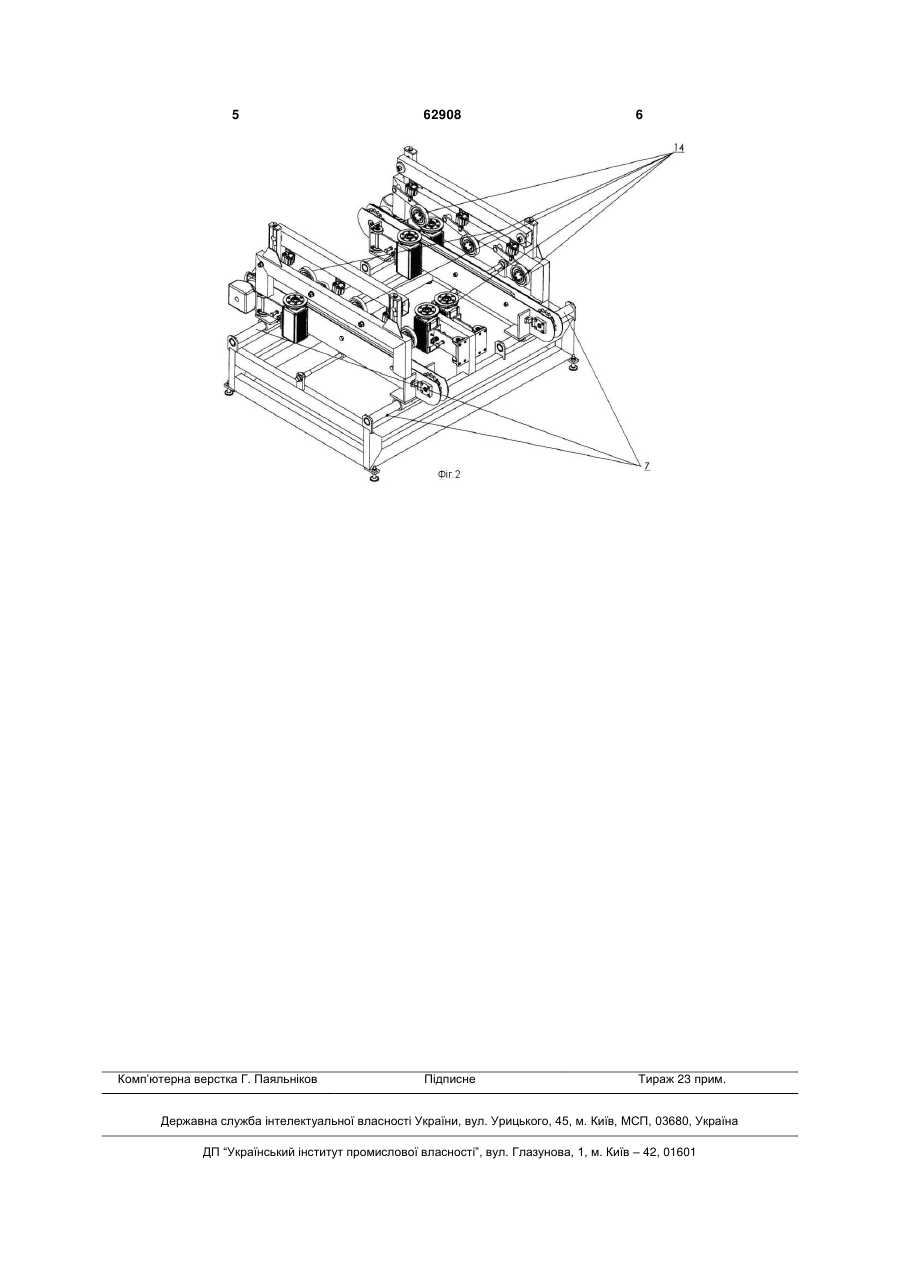
Автоматична лінія для оброблення дерев'яних піддонів, що має послідовно встановлені верстат для маркування піддонів, верстат для обрізання кутів піддонів, верстат для фрезерування лисок 3 ку виконана з окремих шести пневмоциліндрів, кожний із яких обладнаний притискним роликом. Таке виконання системи регулювання та системи притиску забезпечить більш високу точність оброблення піддонів і, таким чином, якість готової продукції. Суть корисної моделі пояснюється кресленнями. На фіг. 1 показаний загальний вид автоматичної лінії для оброблення дерев'яних піддонів, на фіг. 2 - система регулювання ширини піддонів з товстостінними шліфованими трубами та система притиску, яка виконана з окремих шести пневмоциліндрів, кожний із яких оснащений притискним роликом. Автоматична лінія має послідовно встановлені верстат для маркування піддонів 1, верстат для обрізання кутів піддонів 2 та верстат для фрезерування лисок нижніх дощок піддонів 3. Крім цього, на кресленнях показані і інші деталі, які належать до конструктивних особливостей автоматичної лінії, які не є принциповими для розкриття суті корисної моделі і тому не відмічені цифрами. Направляючі 5, 6, 7 системи регулювання ширини та довжини піддонів виконані із круглих товстостінних шліфованих труб. Регулювання по довжині на верстаті для маркування піддонів 1 здійснюється переміщенням маркувальних головок 8 по направляючих 5 паралельно повздовжній осі піддону (на кресленні не показано). Аналогічно здійснюють переміщення пильних супортів 9 на верстаті 2 для обрізання кутів піддонів, а по ширині - на верстатах 1, 2 переміщенням супортів 8, 9 та на верстаті 3 переміщенням фрезерних супортів 10 за допомогою регулювальних гвинтів 11, 12, 13. Система притиску виконана із окремих шести пневмоциліндрів 14, кожний із яких обладнаний притискним роликом (не позначений). Робота автоматичної лінії здійснюється наступним чином. Дерев'яний піддон подається на транспортер верстата для маркування піддонів 1. Лінія може обробляти піддони довжиною та шириною від 700 до 1500 мм. Розміри оброблення по довжині під 62908 4 дону на верстаті для маркування піддонів 1 регулюють за допомогою переміщення маркувальних головок 8 по направляючих паралельно поздовжній осі піддона таким чином, щоб в залежності від довжини піддону знак маркування проставлявся на однаковій відстані від країв піддону та по його середині, на верстаті для обрізання кутів піддонів аналогічним переміщенням пильних супортів 9, та по ширині - на всіх верстатах переміщенням супортів за допомогою регулювальних гвинтів 11,12,13, які встановлені з двох сторін кожного верстату. Піддони рухаються до кінцевого вимикача, який дає команду на спрацювання пневмоциліндрів, які стопорять піддон і він зупиняється. Методом випалювання за допомогою пневмоциліндрів, на яких розміщені електротени проводять маркування. Витримка випалювання - 3 секунди. Після витримки автоматично вмикається транспортер і піддон подається на другий верстат для обрізання кутів 2. Синхронно у другому верстаті вмикається транспортер, який подає піддон до кінцевого вимикача, від якого подається команда на пневмоциліндри і останні стопорять піддон. Після цього здійснюється також бокове притискання піддону, вмикаються чотири електродвигуни з пилками, проводиться робочий та холостий хід пилок за допомогою чотирьох пневмоциліндрів і відрізаються кути піддона. Після обрізання автоматично піддон звільняється від стопоріння та притиску, вмикається транспортер і піддон подається на верстат для фрезерування лисок 3, у якого транспортер та шість фрезерних шпинделів увімкнені постійно. Лиски фрезеруються при русі піддону з постійним рівномірним притиском шістьма роликами, якими оснащені пневмоциліндри 14. Фрезерні супорти 10 регулюються по ширині піддону шляхом переміщення їх по направляючих 7 за допомогою регулювальних гвинтів. Цикл оброблення - до 5-ти піддонів за хвилину в залежності від породи деревини. Автоматична лінія для оброблення дерев'яних піддонів може бути використана у різних галузях народного господарства при виконанні транспортно-складських операцій. 5 Комп’ютерна верстка Г. Паяльніков 62908 6 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюAutomatic line for working wooden pallets
Автори англійськоюRomanovskyi Dmytro Yevhenovych, Yuzio Yaroslav Vasyliovych, Sirko Zinovii Stepanovych
Назва патенту російськоюАвтоматическая линия для обработки деревянных поддонов
Автори російськоюРомановский Дмитрий Евгеньевич, Юзьо Ярослав Васильович, Сирко Зиновий Степанович
МПК / Мітки
МПК: B27M 3/34
Мітки: лінія, автоматична, оброблення, піддонів, дерев'яних
Код посилання
<a href="https://ua.patents.su/3-62908-avtomatichna-liniya-dlya-obroblennya-derevyanikh-piddoniv.html" target="_blank" rel="follow" title="База патентів України">Автоматична лінія для оброблення дерев`яних піддонів</a>
Пристрій для виготування дерев’яних піддонів
Номер патенту: 3647
Опубліковано: 27.12.1994
Автор: Крижановський Вячеслав Васильович
МПК: B27F 7/00
Мітки: дерев'яних, пристрій, піддонів, виготування
Формула / Реферат:
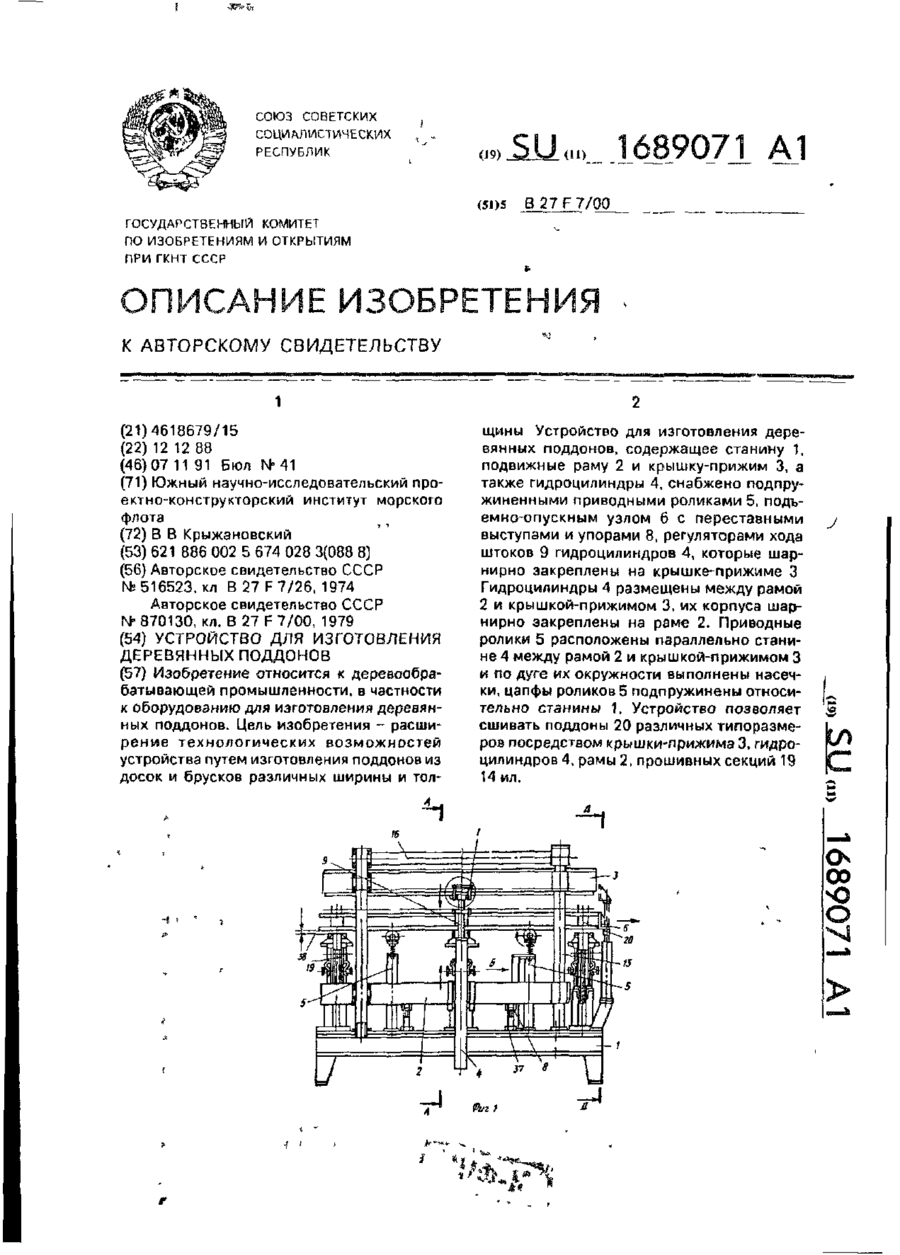
Устройство для изготовления деревянных поддонов, включающее станину, вертикально подвижные раму и крышку-прижим, гидроцилиндры, силовой привод, отличающееся тем, что, с целью расширения технологических возможностей устройства путем изготовления поддонов из досок и брусков различной ширины и толщины, устройство снабжено упорами, приводными роликами и подъемно-опускным узлом, гидроцилиндры размещены между рамой и крыщкой-прижимом, закреплены...
Спосіб виготовлення дерев’яних паличок, лінія для здійснення способу та галтувальний пристрій з лінії виготовлення дерев’яних паличок
Номер патенту: 56101
Опубліковано: 15.03.2005
Автор: Федотенко Віктор Володимирович
МПК: B27L 9/00, B24B 31/02
Мітки: паличок, дерев'яних, спосіб, лінія, способу, пристрій, галтувальний, лінії, здійснення, виготовлення
Формула / Реферат:
Горілка, що містить гідрокарбонат натрію та водно-спиртову рідину, яка відрізняється тим, що вона додатково містить хлорид натрію при такому співвідношенні компонентів, кг на 1000 дал горілки: гідрокарбонат натрію 0,06-0,4 хлорид натрію 0,01-0,25 водно-спиртова рідина решта.
Лінія для пакування дерев’яних паличок
Номер патенту: 67298
Опубліковано: 15.06.2004
Автор: Саповець Володимир Миколайович
Мітки: лінія, паличок, дерев'яних, пакування
Формула / Реферат:
1. Лінія для пакування дерев'яних паличок, що включає вхідний бункер, вертикально замкнутий ланцюговий транспортер з гніздами, механізм повороту паличок з пласті на ребро, виконаний у вигляді пари зубчастих дисків, змонтованих на одному валу з зірочкою ланцюгового транспортера, та пакувальний механізм, що включає барабан з радіальними пазами, закріплений на валу, оснащеному приводом крокового повороту і фіксатором положення, при цьому вал...
Спосіб одержання клеєних дерев’яних деталей або дерев’яних конструктивних елементів
Номер патенту: 79159
Опубліковано: 25.05.2007
Автори: Нойнер Зепп, Пфютце Еберхард
Мітки: клеєних, одержання, спосіб, елементів, конструктивних, деталей, дерев'яних
Формула / Реферат:
1. Спосіб одержання клеєних дерев'яних деталей або дерев'яних конструктивних елементів (10) з використанням клейових систем, причому нанесення клею на нагріті дерев'яні деталі або дерев'яні конструктивні елементи (10) здійснюють шляхом роздільного нанесення склеювальної смоли і отверджувального агента, або клейової системи, що є сумішшю склеювальної смоли і отверджувального агента, який відрізняється тим, що перед нанесенням клею на дерев'яні...
Верстат для виготовлення дерев’яних деталей зрубу
Номер патенту: 55755
Опубліковано: 15.04.2003
Автори: Масленніков Сергій Генадійович, Гром Олександр Анатолійович, Білозьоров Володимир Ілліч
МПК: B27B 15/00
Мітки: зрубу, верстат, дерев'яних, виготовлення, деталей
Формула / Реферат:
1. Верстат для виготовлення дерев'яних деталей зрубу, який включає станину з двома парами паралельних між собою горизонтальних поступальних напрямних, робочу каретку, з фрезерною головкою та пристрій кріплення колоди з приводним та затискним центрами, при цьому робоча каретка встановлена в одній парі горизонтальних напрямних рами і споряджена приводом переміщення вздовж них, затискний центр встановлено в другій парі напрямних, а фрезерна...
Попередній патент: Пристрій упереджуючого корегування напруги збудження генератора при роботі на асинхронний двигун
Наступний патент: Гідравлічний привід системи гальмування мобільно-енергетичного засобу
Випадковий патент: Трансфекційна композиція для вищих еукаріотичних клітин