Спосіб виготовлення дерев’яних паличок, лінія для здійснення способу та галтувальний пристрій з лінії виготовлення дерев’яних паличок
Формула / Реферат
Горілка, що містить гідрокарбонат натрію та водно-спиртову рідину, яка відрізняється тим, що вона додатково містить хлорид натрію при такому співвідношенні компонентів, кг на 1000 дал горілки:
гідрокарбонат натрію 0,06-0,4
хлорид натрію 0,01-0,25
водно-спиртова рідина решта.
Текст
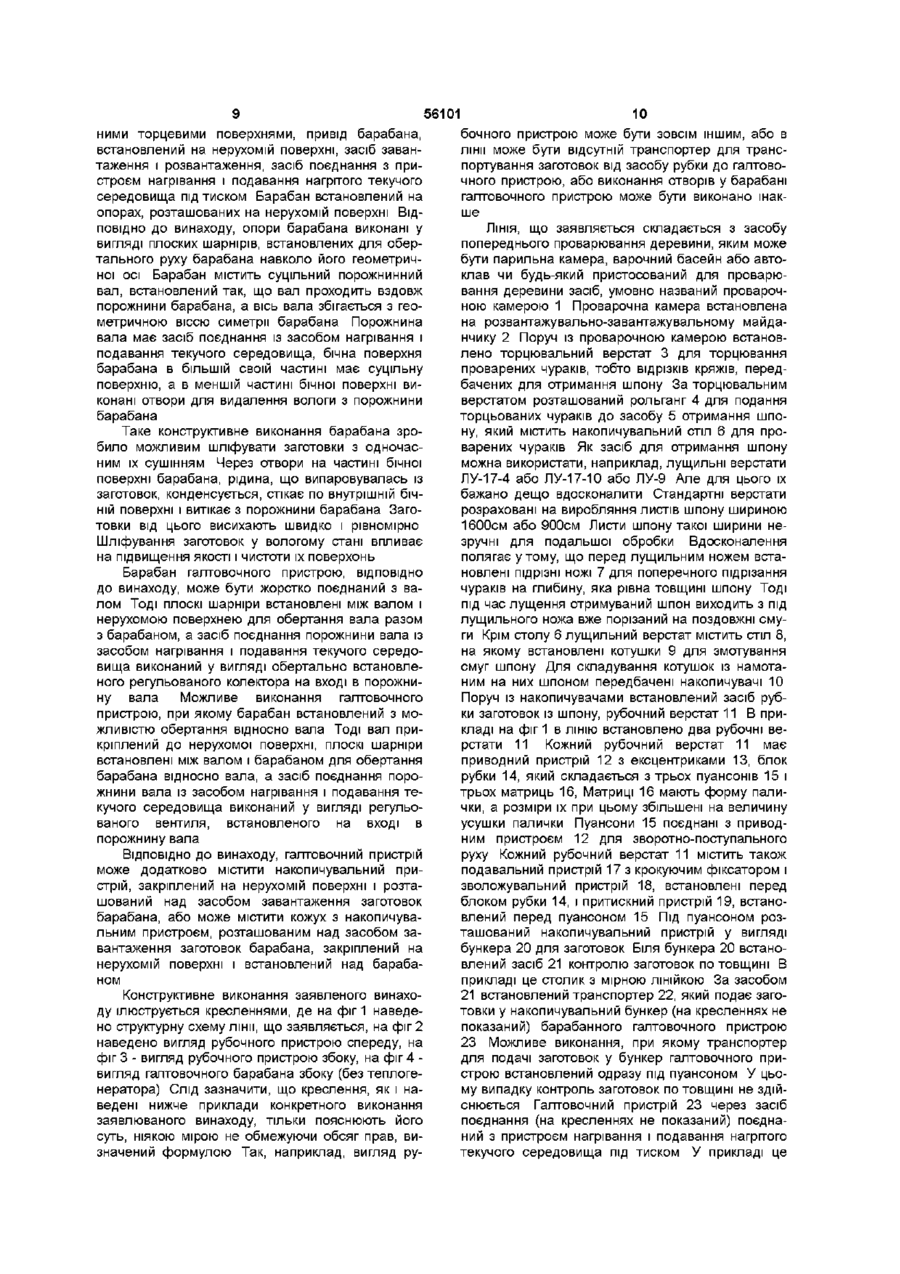
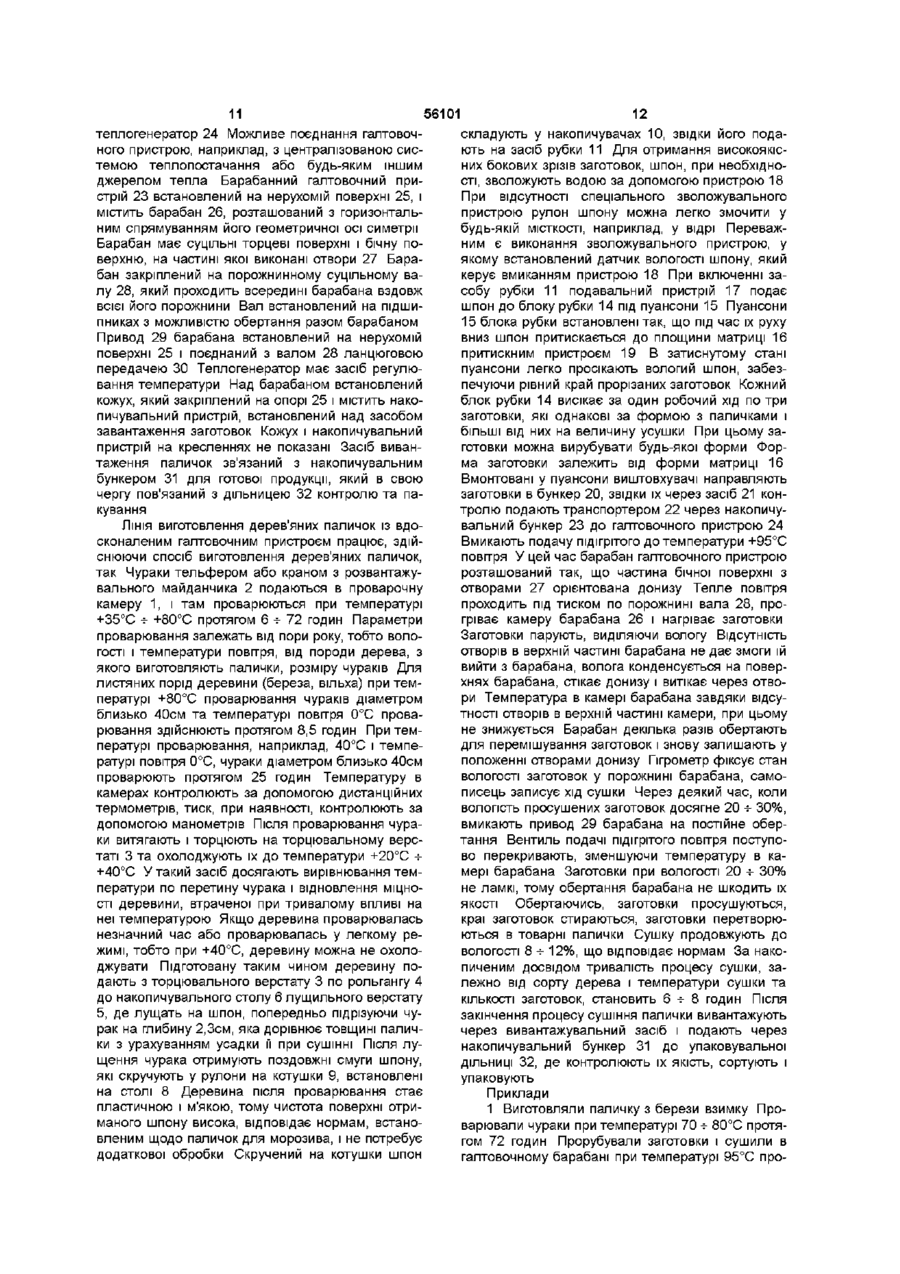
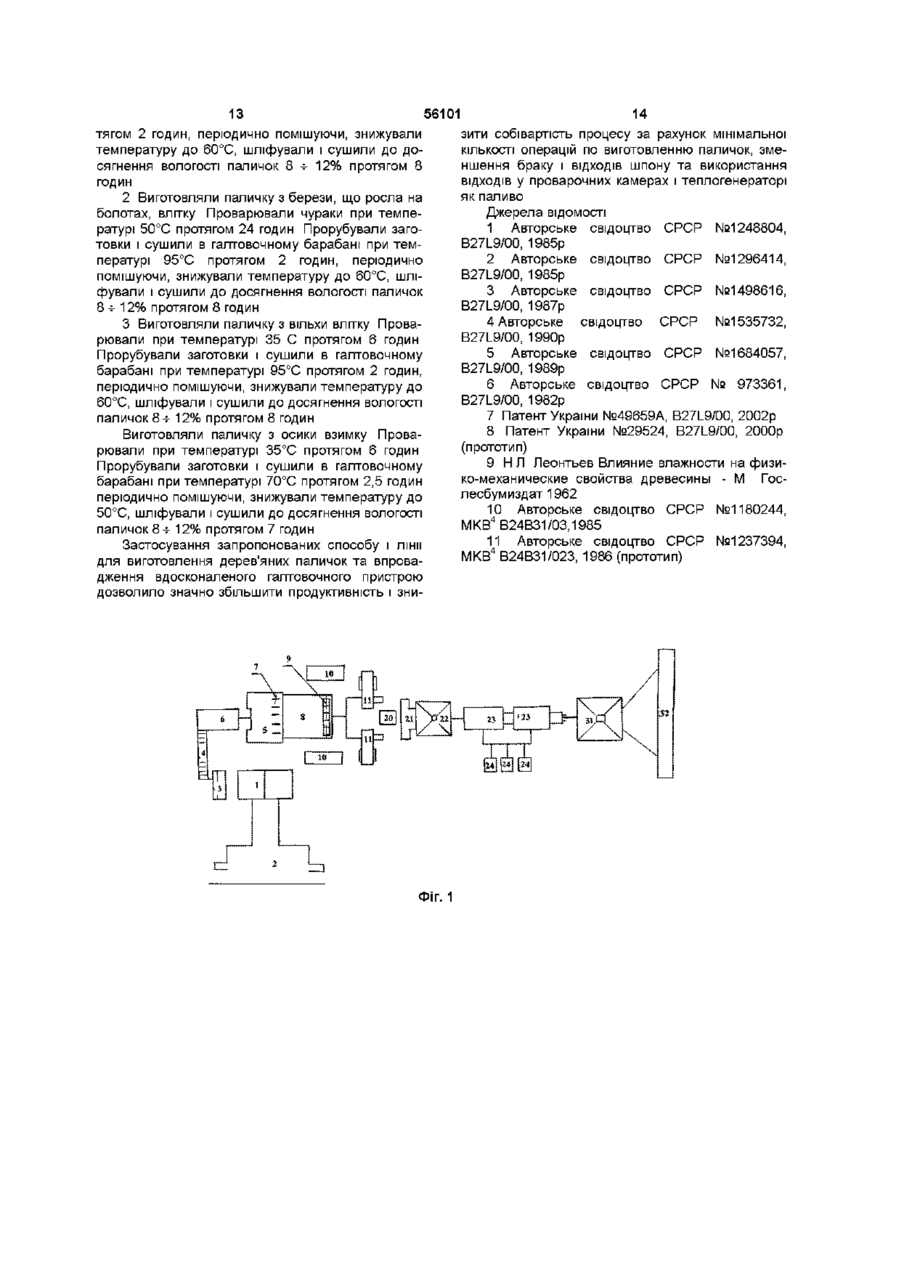
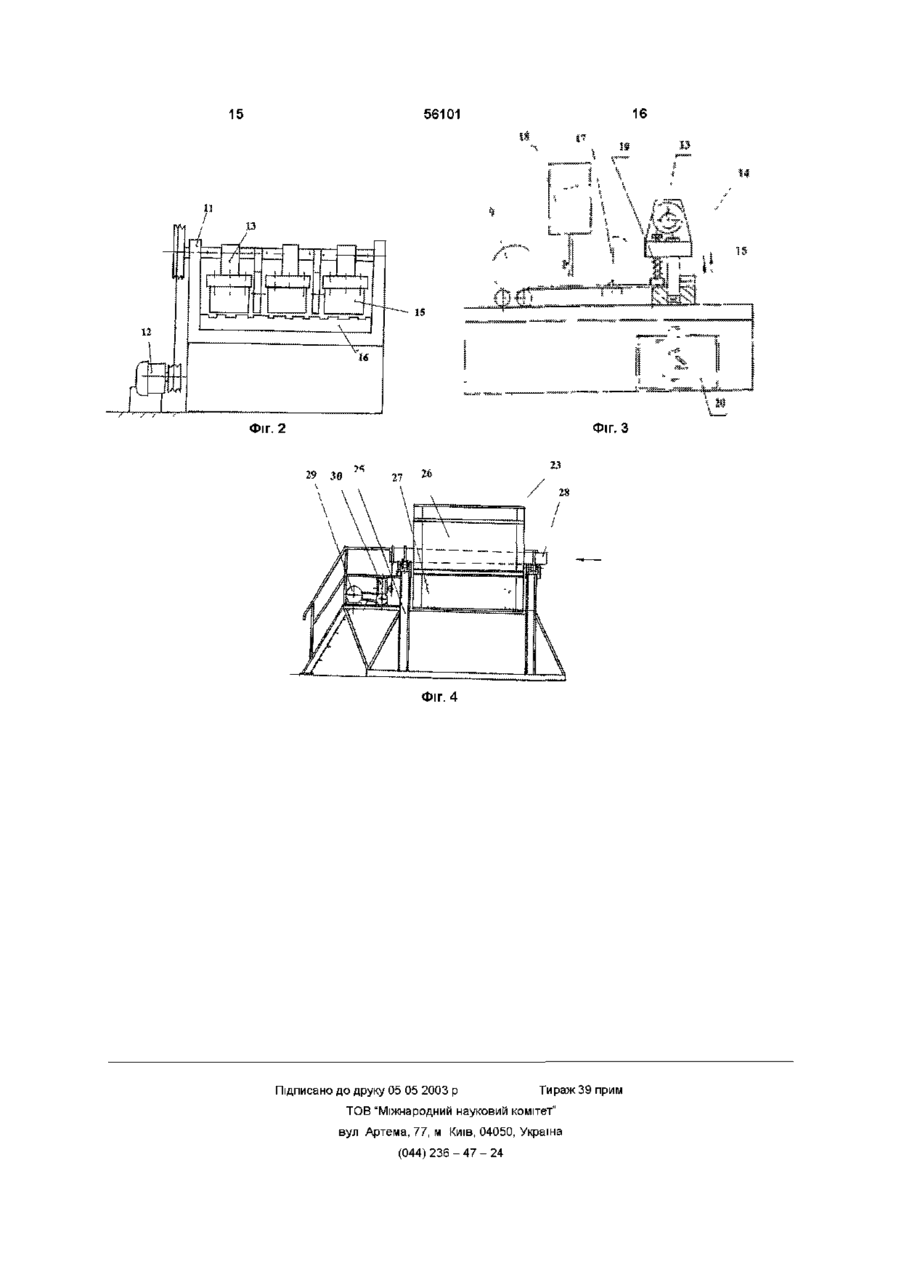
1 Спосіб виготовлення дерев'яних паличок, зокрема для морозива, що складається з отримання шпону з деревини, рубання із шпону заготовок, за формою однакових з паличками, подальшого шліфування заготовок для отримання паличок, який відрізняється тим, що перед отриманням шпону деревину попередньо проварюють при температурі +35°С - +80°С протягом 6-72 годин, заготовки рубають більшими за розміром від паличок на величину їх усушки, сушать у барабанному галтувальному пристрої при температурі +60°С - +95°С до вологості 20-30%, після чого зменшують температуру і шліфують заготовки, у поєднанні з шліфуванням продовжують сушіння до вологості паличок 8-12% 2 Спосіб за п 1, який відрізняється тим, що деревину після проварювання охолоджують до температури +20°С - +40°С 3 Спосіб за пп 1 або 2, який відрізняється тим, що при отриманні шпону деревину спочатку прорізають на глибину, що не менша за товщину майбутнього листа шпону, а вже потім лущать її, отримуючи шпон, розрізаний на поздовжні смуги, які скручують у рулони 4 Спосіб за будь-яким з пп 1-3, який відрізняється тим, що шпон перед рубанням заготовок додатково зволожують 5 Спосіб за будь-яким з пп 1-4, який відрізняється тим, що контролюють товщину прорубаних заготовок 6 Спосіб за будь-яким з пп 1-5, який відрізняється тим, що під час сушіння обертають епізодично барабан галтувального пристрою 7 Спосіб за п 6, який відрізняється тим, що сушіння у поєднанні із шліфуванням проводять при постійному обертанні барабана галтувального пристрою, змінюючи при необхідності число обертів барабана 8 Спосіб за будь-яким з пп 1-5, який відрізняється тим, що відшліфовані палички піддають контролю якості, після чого їх упаковують 9 ЛІНІЯ виготовлення дерев'яних паличок, що містить послідовно встановлені засіб отримання шпону з деревини, засіб рубання із шпону заготовок, за формою однакових з паличками, засіб шліфування, яка відрізняється тим, що вона додатково містить засіб попереднього проварювання деревини, встановлений перед засобом отримання шпону, засіб шліфування виконаний у вигляді барабанного галтувального пристрою, що містить порожній барабан з горизонтальним спрямуванням осі симетрії, що має засоби завантаження і розвантаження та встановлений з можливістю обертання навколо зазначеної осі, має суцільні торцеві поверхні і бічну поверхню, в більшій своїй частині суцільну, а в меншій частині виконану з отворами для видалення вологи з порожнини барабана, порожній вал, який проходить вздовж порожнини барабана і встановлений так, що його вісь збігається з геометричною віссю симетрії барабана, а порожнина вала має засіб поєднання із засобом нагрівання і подавання текучого середовища під тиском 10 ЛІНІЯ виготовлення дерев'яних паличок за п 9, яка відрізняється тим, що частина бічної поверхні барабана з отворами виконана у вигляді металевої сітки 11 ЛІНІЯ виготовлення дерев'яних паличок за п 9, яка відрізняється тим, що частина бічної поверхні барабана з отворами виконана з листового термостійкого матеріалу, в якому виконані перфоровані отвори, розміри яких менші за ширину палички 12 ЛІНІЯ виготовлення дерев'яних паличок за будь-яким з пп 9-11, яка відрізняється тим, що барабан галтувального пристрою встановлений з можливістю обертання разом з порожнім валом 13 ЛІНІЯ виготовлення дерев'яних паличок за будь-яким з пп 9-11, яка відрізняється тим, що барабан галтувального пристрою встановлений з можливістю обертання навколо порожнього вала 14 ЛІНІЯ виготовлення дерев'яних паличок за будь-яким з пп 9-13, яка відрізняється тим, що над барабаном галтувального пристрою в МІСЦІ розташування засобу завантаження встановлений накопичувальний пристрій 15 ЛІНІЯ виготовлення дерев'яних паличок за будь-яким з пп 9-14, яка відрізняється тим, що над барабаном галтувального пристрою встанов (О ю 56101 лении кожух з накопичувальним пристроєм, розташованим в МІСЦІ розташування засобу завантаження 16 ЛІНІЯ виготовлення дерев'яних паличок за пп 14 або 15, яка відрізняється тим, що між засобом рубання заготовок і галтувальним пристроєм встановлений транспортер з можливістю транспортування заготовок від засобу рубання до накопичувального пристрою 17 Галтувальний пристрій, що містить порожній барабан з горизонтальним спрямуванням геометричної осі симетрії і з суцільними торцевими поверхнями, встановлений на опорах, розташованих на нерухомій поверхні, привід барабана, встановлений на нерухомій поверхні, засіб завантаження і розвантаження, засіб поєднання з пристроєм нагрівання і подавання нагрітого текучого середовища під тиском, який відрізняється тим, що опори барабана виконані у вигляді плоских шарнірів, встановлених для обертального руху барабана навколо його геометричної осі, барабан містить суцільний порожній вал, встановлений так, що вал проходить вздовж порожнини барабана, а вісь вала збігається з геометричною віссю симетрії барабана, порожнина вала має засіб поєднання із засобом нагрівання і подавання текучого середовища, бічна поверхня барабана в більшій своїй частині має суцільну поверхню, а в меншій частині бічної поверхні виконані отвори для видалення вологи з порожнини барабана 18 Галтувальний пристрій за п 17, який відрізняється тим, що барабан жорстко поєднаний з валом, плоскі шарніри встановлені між валом і нерухомою поверхнею для обертання вала разом з барабаном, а засіб поєднання порожнини вала із засобом нагрівання і подавання текучого середовища виконаний у вигляді обертально встановленого регульованого колектора на вході в порожнину вала 19 Галтувальний пристрій за п 17, який відрізняється тим, що барабан встановлений з можливістю обертання відносно вала, вал прикріплений до нерухомої поверхні, плоскі шарніри встановлені між валом і барабаном для обертання барабана відносно вала, а засіб поєднання порожнини вала із засобом нагрівання і подавання текучого середовища виконаний у вигляді регульованого вентиля, встановленого на вході в порожнину вала 20 Галтувальний пристрій за будь-яким з пп 1719, який відрізняється тим, що додатково містить накопичувальний пристрій, закріплений на нерухомій поверхні і розташований над засобом завантаження заготовок барабана 21 Галтувальний пристрій за будь-яким з пп 1719, який відрізняється тим, що додатково містить кожух з накопичувальним пристроєм, розташованим над засобом завантаження заготовок барабана, закріплений на нерухомій поверхні і встановлений над барабаном Винахід відноситься до галузі деревообробки і може бути застосований для виробництва плоских дерев'яних паличок, які використовуються як предмети одноразового столового приладдя, наприклад, ножі, виделки або палички для морозива будь-якого розміру і конфігурації ВІДОМІ технології виготовлення паличок базуються на традиційних давно відомих способах обробки деревини для виготовлення сірників [1], [2], [3], [4], [5] Вони полягають у отриманні шпону з деревини і подальшого виготовлення з нього паличок Технологія виготовлення паличок складається з отримання шпону на лущильних верстатах, набирання листів шпону у пачки, з яких потім рубочними пристроями різноманітних конструкцій вирізають прямокутні заготовки, які затим піддають шліфуванню Традиційною формою паличок, виготовлених за відомими технологіями на відомому обладнанні, є прямокутна форма Виготовлення паличок іншої форми такими способами з використанням відомого обладнання неможливе Крім того, при рубці сухого шпону неможливо отримати рівну гладку поверхню через сколи деревини, виникнення зазублин у заготовках Тому нарізані смуги шпону знову набирають у пачки і додатково обробляють їх поверхні фрезеруванням чи шліфуванням Зазначені технології та пристрої для їх здійснення громіздкі і непродуктивні, до того ж мають велику КІЛЬКІСТЬ браку цес рубки шпону на заготовки, що з них потім отримують палички, завдяки спеціальній конструкції ножа Механізм конструктивно складний, має велику КІЛЬКІСТЬ рухомих кінематичних пар і не забезпечує високої точності отримання заготовок через відсутність фіксації листів шпону під час рубки Поверхня заготовок нерівна і для отримання паличок потребує додаткового шліфування через нерівність і шорсткість поверхні шпону, з якого вирубані заготовки Тому заготовки обробляють з додаванням абразивного порошку для кращого шліфування, що вимагає додаткового очищення поверхні палички від абразиву, пилу та бруду Для використання в харчовій промисловості виготовленої таким чином палички потрібні дуже ретельні очистка і контроль ВІДОМІ пристрій для рубки шпону та спосіб виготовлення паличок [6], в яких удосконалено про Відомий спосіб виготовлення паличок з деревини [7] шляхом и розпилювання на рейки товщиною, рівною ширині паличок з припуском на подальшу обробку бічних поверхонь Рейки розпилюють на проміжні заготовки, висушують їх, фрезерують профіль заготовки, а потім розпускають у подовжньому напрямку за допомогою дискових пил Ділянки рейок, які містять сучки, тріщини або якісь ІНШІ дефекти, видаляють ще при розпилюванні Таким чином отримують ЯКІСНІ поверхні паличок, але при цьому способі даремно втрачають близько половини сировини Крім того, спосіб трудомісткий і потребує високоточного фрезерувального обладнання Найбільш близьким до способу виготовлення 56101 дерев'яних паличок, що заявляється, є спосіб [8], який складається з отримання деревного шпону, рубки із шпону заготовок, що за формою однакові з паличками, та подальшого шліфування їх поверхонь для отримання паличок При цьому довжина і ширина прорубаних заготовок однакова, ВІДПОВІДНО, з довжиною і шириною паличок, а товщина їх набагато більша за товщину паличок Причиною є сухість, ламкість та нерівність поверхонь листового шпону, що спричиняє створення неякісної поверхні заготовок Щоб отримати рівну поверхню паличок, верхню, нижню та бічні площини заготовки після рубки додатково шліфують дисковими ножами, знімаючи порівняно товстий шар деревини у відходи При цьому шпон використовують більшої товщини, ніж товщина паличок Спосіб складний у здійсненні і вимагає значних і непродуктивних витрат деревини Відома ЛІНІЯ для виготовлення дерев'яних паличок [8], що містить засіб отримання шпону, засіб рубки шпону на заготовки, що за формою однакові з паличками, засіб шліфування, встановлений за засобом рубки шпону, виконаний у вигляді дискових вальців Якість виготовленого шпону за допомогою обладнання, встановленого на лінії для виготовлення дерев'яних паличок, залежить від якості отриманої деревини Якщо деревина суха, чи низька температура повітря, виготовлений шпон буде неякісним Під час виготовлення шпону можливе утворення тріщин і подряпин, можливе формування недостатньо рівної поверхні з різною величиною шорсткості, що не допустимо для паличок, які в подальшому будуть використані як столове приладдя Для можливості обробки заготовок їх рубають із шпону збільшеної товщини, а потім шліфують поверхню кожної заготовки дисковими вальцями, знімаючи значний шар деревини і непродуктивно втрачаючи велику КІЛЬКІСТЬ матеріалу, значні зусилля на різання потовщеного шпону і час на шліфування Для шліфування дрібних заготовок, якими є заготовки для паличок зі шпону найбільш зручним і придатним є шліфування їх в галтовочних барабанних пристроях Відомий пристрій для галтовки [10], який містить порожнинний барабан, розділений на завантажувальну, розвантажувальну і робочу камери, та привід обертання барабана В робочій камері встановлені лопатки для перемішування і переміщення заготовок, а також додатковий шнековий привод Гаптування мокрих заготовок у такому пристрої ускладнене Мокрі заготовки важкі і здатні до злипання, їх перемішування лопатками барабана спричиняє злами заготовок і збільшення браку Підсушувати заготовки у такому пристрої не можна через відсутність засобу конвективного обміну, джерела тепла та засобу видалення вологи Найближчим до галтовочного пристрою, що заявляється, є пристрій для гаптування [11], що містить порожнинний барабан з суцільними боковою та торцевими поверхнями, встановлений з горизонтальним спрямуванням геометричної осі симетрії шарнірне на опорах, засоби завантаження і розвантаження оброблюваних заготовок Опори у пристрої виконані у вигляді встановлених на нерухомій поверхні просторових шарнірів, осі обе ртання яких розташовані під кутом одна до одної При цьому один з просторових шарнірів пов'язаний з приводом, що встановлений на нерухомій поверхні Таке виконання опор дає барабану змогу перемішуватись у просторі по складній траєкторії, змушуючи заготовки пересуватися і тертися одна об одну Пристрій гаптування містить також засіб поєднання з пристроєм нагрівання і подавання нагрітого газу під тиском, яким може бути, наприклад, окремо встановлений теплогенератор, або будь-яке джерело підігрітого повітря або іншого газу Це дає змогу використовувати описуваний пристрій для сушки і аерації Підігрітий газ подають у порожнину барабану з заготовками через газорозподільний пристрій, встановлений у засобі завантаження і пов'язаний із джерелом нагрітого газу під тиском Для випуску відпрацьованого газу пристрій має випускний трубопровід, встановлений у засобі вивантаження Пристрій дає можливість поєднувати процеси сушки і шліфування заготовок, здійснюючи складний просторовий рух барабана і одночасно подаючи підігрітий газ у його порожнину Недоліком описаного прототипу при використанні його в лінії виготовлення дерев'яних паличок є мала ефективність процесу сушки вологих дерев'яних заготовок через недостатню конвективність та недостатнє видалення вологи з порожнини барабана Волога, що у значній КІЛЬКОСТІ ВИДІЛЯЄТЬСЯ з заготовок, тільки частково видаляється через засіб вивантаження Інша її частина конденсується на стінках барабану і знову зволожує заготовки Крім того, пил і шматочки деревини, що відокремлюються від заготовок в процесі шліфування, забивають поверхні тертя просторових шарнірів, чим знижують надійність пристрою гаптування В основу винаходу поставлена задача вдосконалити відомий спосіб виготовлення дерев'яних паличок, в якому введенням попереднього зволоження деревини і зміною технології шліфування досягалось би отримання вирубаних заготовок, чистота поверхні яких відповідала б чистоті поверхні готових паличок, і які не потребували б значного шліфування, а лише зняття задирок, що значно зменшило б відходи деревини та спростило б процес шліфування В основу винаходу поставлена також задача вдосконалити відому ЛІНІЮ ДЛЯ виготовлення дерев'яних паличок, в якій, шляхом забезпечення умов для зволоження деревини та введення засобу сушки заготовок, створені умови для отримання паличок високої якості із зменшенням витрат сировини Додатково при цьому були б зменшені зусилля різання на ножах засобу рубки шпону В основу винаходу поставлена також задача вдосконалити відомий галтовочний пристрій, в якому шляхом зміни системи спирання барабана та утворення умов для видалення вологи з порожнини барабана можна було б ефективно здійснювати процес сушки У способі, що заявляється, поставлена задача вирішена таким чином Для виготовлення дерев'яних паличок використовують спосіб, що складається з отримання шпону з деревини, рубки із шпону заготовок, за формою однакових з паличками, подальше шліфування заготовок для отри 56101 мання паличок На відміну від відомого способу, згідно з винаходом, перед отриманням шпону деревину попередньо проварюють при температурі +35°С -ь +80°С протягом 6 -ь 72 годин Проварювання деревини підвищує и пластичні властивості, полегшує процес лущення і рубки шпону Температура і час проварювання залежать від породи дерева, з якого виробляють палички, пори року, температури повітря і вологості самої деревини При необхідності, шпон перед рубкою додатково зволожують Маючи на увазі, що заготовки під час сушки зменшуються у розмірі, враховуючи суворі вимоги нормативних документів до розміру паличок, заготовки рубають більшими за розміром від паличок на величину їх усушки Заготовки паличок сушать у барабанному галтовочному пристрої при температурі +60°С -ь +95°С до вологості заготовок 20 -ь 30% Давно відомо, що волога деревина має зменшені МІЦНОСТНІ характеристики [9], тому застосування зволоження під час різальної обробки деревини не є новим Проблема полягає у необхідності сушіння зволожених мілких предметів, таких як, наприклад, палички для морозива У традиційних сушарках вони горять, на повітрі сушити їх неможливо, треба мати великі площі і можливість ворушити заготовки, щоб не покрились цвіллю Вирішено було сушити вологі заготовки паличок у галтовочному барабані Галтовочні пристрої ВІДОМІ в промисловості як засоби для очищення та легкої зачистки деталей Вдосконалення галтовочного пристрою зробили можливим сушіння у ньому вологих заготовок з одночасним зняттям з них задирок Температуру сушки вибирають залежно від вологості заготовок і необхідного часу для сушки Починають сушити заготовки при високій температурі Заготовки інтенсивно віддають вологу, їх маса значно зменшується, що покращує можливість пересування їх в порожнині барабана під час шліфовки При вологості 20 -ь 30% заготовки зберігають пластичність, але значно легші, ніж мокрі, тому легше піддаються перемішуванню в барабані і не ламаються Після досягнення вологості 20 + 30% зменшують температуру в порожнині барабана і шліфують заготовки у поєднанні з сушкою до вологості заготовок 8 -ь 12% Зниження температури здійснюють залежно від необхідного часу шліфування При короткочасному шліфуванні температуру зменшують, наприклад, до 50 -ь 60°С, якщо треба збільшити час перебування заготовки в галтовочному пристрої, температуру зменшують, наприклад, до 30°С Після високотемпературного проварювання, згідно з винаходом, деревину, переважно, охолоджують до температури +20°С -ь +40°С, щоб уникнути небажаного и розтріскування, а вже потім піддають лущенню Завдяки тому, що проварювання деревини робить и пластичнішою, перед отриманням шпону її спочатку прорізають на глибину, що не менша за товщину майбутнього листа шпону, а вже потім лущать і отримують шпон, розрізаний на поздовжні смуги, які скручують у рулони Рулони легше подавати на рубку, шпон в рулонах довше зберігає вологість При необхідності, шпон в рулонах легше зволожувати Після рубки заготовок перед поданням їх на 8 сушку, відсортовують браковані заготовки і такі, що більші за товщиною, ніж того вимагають норми Щоб заготовки рівномірно просушувались, епізодично обертають під час сушки барабан галтовочного пристрою Сушку у поєднанні із шліфуванням проводять" при постійному обертанні барабану галтовочного пристрою, при необхідності змінюючи число його обертів По закінченню шліфування отримані палички піддають контролю якості, після чого їх упаковують Для лінії виготовлення дерев'яних паличок поставлена задача вирішена так ЛІНІЯ МІСТИТЬ ПОСЛІ ДОВНО встановлені засіб отримання шпону з деревини, засіб рубки із шпону заготовок, за формою однакових з паличками, засіб шліфування Однак, на відміну від відомої, ЛІНІЯ, ЩО заявляється, додатково містить засіб попереднього проварювання деревини, встановлений перед засобом отримання шпону, а засіб шліфування виконаний у вигляді барабанного галтовочного пристрою і є одночасно засобом сушки, що містить порожнинний барабан з засобами завантаження і розвантаження та з горизонтальним спрямуванням осі симетрії, встановлений з можливістю обертання навколо зазначеної осі Барабан має суцільні торцеві поверхні і бічну поверхню, в більшій своїй частині суцільну, а в меншій частині виконану з отворами для видалення вологи з порожнини барабана Вздовж порожнини барабана проходить порожнинний вал, встановлений так, що його вісь збігається з геометричною віссю симетрії барабана, а порожнина вала має засіб поєднання із засобом нагрівання і подавання текучого середовища під тиском Текуче середовище контактує з заготовками через вал і не впливає на збільшення вологості в порожнині барабана, тому як текуче середовище можуть бути використані пара, повітря, чи будь-який інший неагресивний газ, або вода чи будь-яка інша неагресивна рідина Згідно З винаходом, частина бічної поверхні барабана з отворами може бути виконана з металевої сітки або з будь-якого міцного термостійкого листового матеріалу, в якому перфоровані отвори, розмірами, що менші за ширину палички Барабан на валу може бути встановлений на валу жорстко з можливістю обертання разом з валом, а може бути встановлений з можливістю обертання навколо вала Переважним є виконання лінії, в якій над барабаном галтовочного пристрою в МІСЦІ розташування засобу завантаження встановлений накопичувальний пристрій При цьому між засобом рубки заготовок і галтовочним пристроєм може бути встановлений транспортер з можливістю транспортування заготовок від засобу рубки до накопичувального пристрою Для забезпечення протипожежної безпеки та захисту від пилу, що виникає під час шліфування заготовок, галтовочний пристрій може мати кожух, який встановлений над барабаном У цьому випадку накопичувальний пристрій для заготовок закріплений на кожусі над засобом завантаження Задача удосконалення галтовочного пристрою вирішена таким чином Галтовочний пристрій містить порожнинний барабан з горизонтальним спрямуванням геометричної осі симетрії з суціль 56101 ними торцевими поверхнями, привід барабана, встановлений на нерухомій поверхні, засіб завантаження і розвантаження, засіб поєднання з пристроєм нагрівання і подавання нагрітого текучого середовища під тиском Барабан встановлений на опорах, розташованих на нерухомій поверхні ВІДПОВІДНО до винаходу, опори барабана виконані у вигляді плоских шарнірів, встановлених для обертального руху барабана навколо його геометричної осі Барабан містить суцільний порожнинний вал, встановлений так, що вал проходить вздовж порожнини барабана, а вісь вала збігається з геометричною віссю симетрії барабана Порожнина вала має засіб поєднання із засобом нагрівання і подавання текучого середовища, бічна поверхня барабана в більшій своїй частині має суцільну поверхню, а в меншій частині бічної поверхні виконані отвори для видалення вологи з порожнини барабана Таке конструктивне виконання барабана зробило можливим шліфувати заготовки з одночасним їх сушінням Через отвори на частині бічної поверхні барабана, рідина, що випаровувалась із заготовок, конденсується, стікає по внутрішній бічній поверхні і витікає з порожнини барабана Заготовки від цього висихають швидко і рівномірно Шліфування заготовок у вологому стані впливає на підвищення якості і чистоти їх поверхонь Барабан галтовочного пристрою, ВІДПОВІДНО до винаходу, може бути жорстко поєднаний з валом Тоді ПЛОСКІ шарніри встановлені між валом і нерухомою поверхнею для обертання вала разом з барабаном, а засіб поєднання порожнини вала із засобом нагрівання і подавання текучого середовища виконаний у вигляді обертально встановленого регульованого колектора на вході в порожнину вала Можливе виконання галтовочного пристрою, при якому барабан встановлений з можливістю обертання відносно вала Тоді вал прикріплений до нерухомої поверхні, плоскі шарніри встановлені між валом і барабаном для обертання барабана відносно вала, а засіб поєднання порожнини вала із засобом нагрівання і подавання текучого середовища виконаний у вигляді регульованого вентиля, встановленого на вході в порожнину вала ВІДПОВІДНО ДО винаходу, галтовочний пристрій може додатково містити накопичувальний пристрій, закріплений на нерухомій поверхні і розташований над засобом завантаження заготовок барабана, або може містити кожух з накопичувальним пристроєм, розташованим над засобом завантаження заготовок барабана, закріплений на нерухомій поверхні і встановлений над барабаном Конструктивне виконання заявленого винаходу ілюструється кресленнями, де на фіг 1 наведено структурну схему лінії, що заявляється, на фіг 2 наведено вигляд рубочного пристрою спереду, на фіг 3 - вигляд рубочного пристрою збоку, на фіг 4 вигляд галтовочного барабана збоку (без теплогенератора) Слід зазначити, що креслення, як і наведені нижче приклади конкретного виконання заявлюваного винаходу, тільки пояснюють його суть, ніякою мірою не обмежуючи обсяг прав, визначений формулою Так, наприклад, вигляд ру 10 бочного пристрою може бути зовсім іншим, або в лінії може бути відсутній транспортер для транспортування заготовок від засобу рубки до галтовочного пристрою, або виконання отворів у барабані галтовочного пристрою може бути виконано інакше ЛІНІЯ, ЩО заявляється складається з засобу попереднього проварювання деревини, яким може бути парильна камера, варочний басейн або автоклав чи будь-який пристосований для проварювання деревини засіб, умовно названий проварочною камерою 1 Проварочна камера встановлена на розвантажувально-завантажувальному майданчику 2 Поруч із проварочною камерою встановлено торцювальний верстат 3 для торцювання проварених чураків, тобто відрізків кряжів, передбачених для отримання шпону За торцювальним верстатом розташований рольганг 4 для подання торцьованих чураків до засобу 5 отримання шпону, який містить накопичувальний стіл 6 для проварених чураків Як засіб для отримання шпону можна використати, наприклад, лущильні верстати ЛУ-17-4 або ЛУ-17-10 або ЛУ-9 Але для цього їх бажано дещо вдосконалити Стандартні верстати розраховані на виробляння листів шпону шириною 1600см або 900см Листи шпону такої ширини незручні для подальшої обробки Вдосконалення полягає утому, що перед лущильним ножем встановлені підрізні ножі 7 для поперечного підрізання чураків на глибину, яка рівна товщині шпону Тоді під час лущення отримуваний шпон виходить з під лущильного ножа вже порізаний на поздовжні смуги Крім столу 6 лущильний верстат містить стіл 8, на якому встановлені котушки 9 для змотування смуг шпону Для складування котушок із намотаним на них шпоном передбачені накопичувачі 10 Поруч із накопичувачами встановлений засіб рубки заготовок із шпону, рубочний верстат 11 В прикладі на фіг 1 в ЛІНІЮ встановлено два рубочні верстати 11 Кожний рубочний верстат 11 має приводний пристрій 12 з ексцентриками 13, блок рубки 14, який складається з трьох пуансонів 15 і трьох матриць 16, Матриці 16 мають форму палички, а розміри їх при цьому збільшені на величину усушки палички Пуансони 15 поєднані з приводним пристроєм 12 для зворотно-поступального руху Кожний рубочний верстат 11 містить також подавальний пристрій 17 з крокуючим фіксатором і зволожувальний пристрій 18, встановлені перед блоком рубки 14, і притискний пристрій 19, встановлений перед пуансоном 15 Під пуансоном розташований накопичувальний пристрій у вигляді бункера 20 для заготовок Біля бункера 20 встановлений засіб 21 контролю заготовок по товщині В прикладі це столик з мірною ЛІНІЙКОЮ За засобом 21 встановлений транспортер 22, який подає заготовки у накопичувальний бункер (на кресленнях не показаний) барабанного галтовочного пристрою 23 Можливе виконання, при якому транспортер для подачі заготовок у бункер галтовочного пристрою встановлений одразу під пуансоном У цьому випадку контроль заготовок по товщині не здійснюється Галтовочний пристрій 23 через засіб поєднання (на кресленнях не показаний) поєднаний з пристроєм нагрівання і подавання нагрітого текучого середовища під тиском У прикладі це 56101 12 11 теплогенератор 24 Можливе поєднання галтовочскладують у накопичувачах 10, звідки його поданого пристрою, наприклад, з централізованою сисють на засіб рубки 11 Для отримання високоякістемою теплопостачання або будь-яким іншим них бокових зрізів заготовок, шпон, при необхідноджерелом тепла Барабанний галтовочний присті, зволожують водою за допомогою пристрою 18 стрій 23 встановлений на нерухомій поверхні 25, і При відсутності спеціального зволожувального містить барабан 26, розташований з горизонтальпристрою рулон шпону можна легко змочити у ним спрямуванням його геометричної осі симетрії будь-якій МІСТКОСТІ, наприклад, у відрі ПереважБарабан має суцільні торцеві поверхні і бічну поним є виконання зволожувального пристрою, у верхню, на частині якої виконані отвори 27 Бараякому встановлений датчик вологості шпону, який бан закріплений на порожнинному суцільному вакерує вмиканням пристрою 18 При включенні залу 28, який проходить всередині барабана вздовж собу рубки 11 подавальний пристрій 17 подає всієї його порожнини Вал встановлений на підшишпон до блоку рубки 14 під пуансони 15 Пуансони пниках з можливістю обертання разом барабаном 15 блока рубки встановлені так, що під час їх руху Привод 29 барабана встановлений на нерухомій вниз шпон притискається до площини матриці 16 поверхні 25 і поєднаний з валом 28 ланцюговою притискним пристроєм 19 В затиснутому стані передачею ЗО Теплогенератор має засіб регулюпуансони легко просікають вологий шпон, забезвання температури Над барабаном встановлений печуючи рівний край прорізаних заготовок Кожний кожух, який закріплений на опорі 25 і містить накоблок рубки 14 висікає за один робочий хід по три пичувальний пристрій, встановлений над засобом заготовки, які однакові за формою з паличками і завантаження заготовок Кожух і накопичувальний більші від них на величину усушки При цьому запристрій на кресленнях не показані Засіб виванготовки можна вирубувати будь-якої форми Фортаження паличок зв'язаний з накопичувальним ма заготовки залежить від форми матриці 16 бункером 31 для готової продукції, який в свою Вмонтовані у пуансони виштовхувачі направляють чергу пов'язаний з дільницею 32 контролю та пазаготовки в бункер 20, звідки їх через засіб 21 конкування тролю подають транспортером 22 через накопичувальний бункер 23 до галтовочного пристрою 24 ЛІНІЯ виготовлення дерев'яних паличок із вдоВмикають подачу підігрітого до температури +95°С сконаленим галтовочним пристроєм працює, здійповітря У цей час барабан галтовочного пристрою снюючи спосіб виготовлення дерев'яних паличок, розташований так, що частина бічної поверхні з так Чураки тельфером або краном з розвантажуотворами 27 орієнтована донизу Тепле повітря вального майданчика 2 подаються в проварочну проходить під тиском по порожнині вала 28, прокамеру 1, і там проварюються при температурі гріває камеру барабана 26 і нагріває заготовки +35°С -ь +80°С протягом 6 -ь 72 годин Параметри Заготовки парують, виділяючи вологу Відсутність проварювання залежать від пори року, тобто волоотворів в верхній частині барабана не дає змоги їй гості і температури повітря, від породи дерева, з вийти з барабана, волога конденсується на поверякого виготовляють палички, розміру чураків Для хнях барабана, стікає донизу і витікає через отволистяних порід деревини (береза, вільха) при темри Температура в камері барабана завдяки відсупературі +80°С проварювання чураків діаметром тності отворів в верхній частині камери, при цьому близько 40см та температурі повітря 0°С проване знижується Барабан декілька разів обертають рювання здійснюють протягом 8,5 годин При темдля перемішування заготовок і знову залишають у пературі проварювання, наприклад, 40°С і темпеположенні отворами донизу Гігрометр фіксує стан ратурі повітря 0°С, чураки діаметром близько 40см вологості заготовок у порожнині барабана, самопроварюють протягом 25 годин Температуру в писець записує хід сушки Через деякий час, коли камерах контролюють за допомогою дистанційних вологість просушених заготовок досягне 20 -ь 30%, термометрів, тиск, при наявності, контролюють за вмикають привод 29 барабана на постійне обердопомогою манометрів Після проварювання чуратання Вентиль подачі підігрітого повітря поступоки витягають і торцюють на торцювальному версво перекривають, зменшуючи температуру в кататі 3 та охолоджують їх до температури +20°С + мері барабана Заготовки при вологості 20 -ь 30% +40°С У такий засіб досягають вирівнювання темне ламкі, тому обертання барабана не шкодить їх ператури по перетину чурака і відновлення МІЦНОякості Обертаючись, заготовки просушуються, СТІ деревини, втраченої при тривалому впливі на краї заготовок стираються, заготовки перетворюнеї температурою Якщо деревина проварювалась ються в товарні палички Сушку продовжують до незначний час або проварювалась у легкому револогості 8 -ь 12%, що відповідає нормам За накожимі, тобто при +40°С, деревину можна не охолопиченим досвідом тривалість процесу сушки, заджувати Підготовану таким чином деревину полежно від сорту дерева і температури сушки та дають з торцювального верстату 3 по рольгангу 4 КІЛЬКОСТІ заготовок, становить 6 т 8 годин Після до накопичувального столу 6 лущильного верстату закінчення процесу сушіння палички вивантажують 5, де лущать на шпон, попередньо підрізуючи чучерез вивантажувальний засіб і подають через рак на глибину 2,3см, яка дорівнює товщині паличнакопичувальний бункер 31 до упаковувальної ки з урахуванням усадки її при сушінні Після луДІЛЬНИЦІ 32, де контролюють їх якість, сортують і щення чурака отримують поздовжні смуги шпону, упаковують які скручують у рулони на котушки 9, встановлені на столі 8 Деревина після проварювання стає пластичною і м'якою, тому чистота поверхні отриПриклади маного шпону висока, відповідає нормам, встано1 Виготовляли паличку з берези взимку Провленим щодо паличок для морозива, і не потребує варювали чураки при температурі 70 -ь 80°С протядодаткової обробки Скручений на котушки шпон гом 72 годин Прорубували заготовки і сушили в галтовочному барабані при температурі 95°С про 56101 14 13 тягом 2 годин, періодично помішуючи, знижували зити собівартість процесу за рахунок мінімальної КІЛЬКОСТІ операцій по виготовленню паличок, зметемпературу до 60°С, шліфували і сушили до доншення браку і ВІДХОДІВ шпону та використання сягнення вологості паличок 8 -ь 12% протягом 8 ВІДХОДІВ у проварочних камерах і теплогенераторі годин як паливо 2 Виготовляли паличку з берези, що росла на Джерела ВІДОМОСТІ болотах, влітку Проварювали чураки при темпе1 Авторське свідоцтво СРСР №1248804, ратурі 50°С протягом 24 годин Прорубували загоB27L9/00, 1985р товки і сушили в галтовочному барабані при тем2 Авторське свідоцтво СРСР №1296414, пературі 95°С протягом 2 годин, періодично B27L9/00, 1985р помішуючи, знижували температуру до 60°С, шлі3 Авторське свідоцтво СРСР №1498616, фували і сушили до досягнення вологості паличок B27L9/00, 1987р 8 -ь 12% протягом 8 годин 4 Авторське свідоцтво СРСР №1535732, 3 Виготовляли паличку з вільхи влітку ПроваB27L9/00, 1990р рювали при температурі 35 С протягом 6 годин 5 Авторське свідоцтво СРСР №1684057, Прорубували заготовки і сушили в галтовочному B27L9/00, 1989р барабані при температурі 95°С протягом 2 годин, 6 Авторське свідоцтво СРСР № 973361, періодично помішуючи, знижували температуру до B27L9/00, 1982р 60°С, шліфували і сушили до досягнення вологості 7 Патент України №49659А, B27L9/00, 2002р паличок 8-ь 12% протягом 8 годин 8 Патент України №29524, B27L9/00, 2000р Виготовляли паличку з осики взимку Прова(прототип) рювали при температурі 35°С протягом 6 годин 9 Н Л Леонтьев Влияние влажности на физиПрорубували заготовки і сушили в галтовочному ко-механические свойства древесины - М Госбарабані при температурі 70°С протягом 2,5 годин лесбумиздат 1962 періодично помішуючи, знижували температуру до 10 Авторське свідоцтво СРСР №1180244, 50°С, шліфували і сушили до досягнення вологості МКВ4В24В31/03,1985 паличок 8-ь 12% протягом 7 годин 11 Авторське свідоцтво СРСР №1237394, Застосування запропонованих способу і лінії МКВ 4 В24В31/023, 1986 (прототип) для виготовлення дерев'яних паличок та впровадження вдосконаленого галтовочного пристрою дозволило значно збільшити продуктивність і зни Фіг. 1 15 16 56101 15 Фіг. З Фіг. 2 29 зо Фіг. 4 Підписано до друку 05 05 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production ofwooden sticks, line for carrying out the method and tumbling device from the line for production of sticks
Назва патенту російськоюСпособ изготовления деревянных палочек, линия для осуществления способа и галтовочное устройство с линии изготовления деревянных палочек
МПК / Мітки
МПК: B27L 9/00, B24B 31/02
Мітки: пристрій, дерев'яних, паличок, спосіб, галтувальний, лінії, здійснення, способу, лінія, виготовлення
Код посилання
<a href="https://ua.patents.su/8-56101-sposib-vigotovlennya-derevyanikh-palichok-liniya-dlya-zdijjsnennya-sposobu-ta-galtuvalnijj-pristrijj-z-lini-vigotovlennya-derevyanikh-palichok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення дерев’яних паличок, лінія для здійснення способу та галтувальний пристрій з лінії виготовлення дерев’яних паличок</a>
Спосіб виготовлення паличок із деревного шпону і лінія для його здійснення
Номер патенту: 29524
Опубліковано: 15.11.2000
Автори: Сівак Микола Степанович, Кравченко Віталій Григорович
МПК: B27L 9/00
Мітки: здійснення, деревного, шпону, спосіб, паличок, виготовлення, лінія
Текст:
...у вигляді магазина. Додатково, відповідно до винахо ду, після пристрою полірування розміщений пристрій маркування нижньої і/або верхньої поверхні паличок. У запропонованих способі виготовлення паличок із деревного шпона і лінії для його здійснення підвищення якості паличок досягають тим, що вирубку паличок проводять за один цикл руху рухо мих ножів у три етапи. Спочатку, коли рухо мий ніж знаходиться у верхньому положенні, шпон подають до...
Спосіб виготовлення паличок із заготовок
Номер патенту: 51408
Опубліковано: 15.11.2002
Автори: Козлов Віктор Олексійович, Кононенко Володимир Іванович
МПК: B27L 9/00
Мітки: заготовок, виготовлення, спосіб, паличок
Формула / Реферат:
Спосіб виготовлення паличок із заготовок, який полягає в тому, що заготовки пропускають через трубу-фіксатор, де їх розпилюють пакетом пил на пакет паличок, який відрізняється тим, що заготовки розпилюють пакетом пил з мінінедорізом з наступним фрезеруванням останнього.
Лінія для виготовлення паличок із деревного шпону
Номер патенту: 72051
Опубліковано: 17.01.2005
Автори: Рахматуллін Айрат Науфалович, Зайченко Зореслав Сергійович
МПК: B27L 9/00
Мітки: шпону, виготовлення, деревного, паличок, лінія
Формула / Реферат:
1. Лінія для виготовлення паличок із деревного шпону, що містить вузли лущіння, укладання, рубки шпону на палички, сушіння, полірування і касетування, при цьому вузол рубки шпону на палички виконаний у вигляді кривошипно-шатунного механізму, що включає рухливий відрізний ніж, яка відрізняється тим, що рухливий відрізний ніж вузла рубки шпону на палички додатково містить пластину з м'якого металу, наприклад міді, установлену в нижній його...
Спосіб виготовлення плоских дерев’яних паличок
Номер патенту: 49659
Опубліковано: 16.09.2002
Автори: Гром Олександр Анатолійович, Масленніков Сергій Генадійович
Мітки: дерев'яних, виготовлення, плоских, спосіб, паличок
Формула / Реферат:
1. Спосіб виготовлення плоских дерев'яних паличок, переважно для морозива, який полягає в підготовці з лісоматеріалу вхідних заготовок, виготовленні з них проміжних заготовок, вирізанні чорнових паличок з проміжних заготовок, обробці їх поверхонь з наступним сортуванням та упаковкою, який відрізняється тим, що вхідні заготовки виготовляють шляхом поздовжнього розрізання лісоматеріалу на рейки товщиною, рівною товщині чорнових паличок,...
Лінія для пакування дерев’яних паличок
Номер патенту: 67298
Опубліковано: 15.06.2004
Автор: Саповець Володимир Миколайович
Мітки: лінія, пакування, дерев'яних, паличок
Формула / Реферат:
1. Лінія для пакування дерев'яних паличок, що включає вхідний бункер, вертикально замкнутий ланцюговий транспортер з гніздами, механізм повороту паличок з пласті на ребро, виконаний у вигляді пари зубчастих дисків, змонтованих на одному валу з зірочкою ланцюгового транспортера, та пакувальний механізм, що включає барабан з радіальними пазами, закріплений на валу, оснащеному приводом крокового повороту і фіксатором положення, при цьому вал...
Попередній патент: Спосіб обробки зварного з’єднання сталей
Наступний патент: Демонстраційно-декоративна підставка для пляшок
Випадковий патент: Амінотетралінові похідні, фармацевтична композиція, яка їх містить, і їх застосування в терапії