Верстат для виготовлення дерев’яних деталей зрубу
Номер патенту: 55755
Опубліковано: 15.04.2003
Автори: Білозьоров Володимир Ілліч, Масленніков Сергій Генадійович, Гром Олександр Анатолійович
Формула / Реферат
1. Верстат для виготовлення дерев'яних деталей зрубу, який включає станину з двома парами паралельних між собою горизонтальних поступальних напрямних, робочу каретку, з фрезерною головкою та пристрій кріплення колоди з приводним та затискним центрами, при цьому робоча каретка встановлена в одній парі горизонтальних напрямних рами і споряджена приводом переміщення вздовж них, затискний центр встановлено в другій парі напрямних, а фрезерна головка виконана у вигляді шпинделя з фрезою і приводом обертання та встановлена в напрямні каретки, які розташовані перпендикулярно осі центрів пристрою кріплення колоди, який відрізняється тим, що вісь шпинделя фрезерної головки перетинає вісь центрів пристрою кріплення колоди під гострим кутом і розміщена в горизонтальній площині, а фреза виконана з двома робочими поверхнями у вигляді конусів, що примикають один до одного більшими основами, при цьому твірна одного з конусів розташована паралельно осі центрів пристрою кріплення колоди, а твірна другого розташована під гострим кутом до цієї осі.
2. Верстат для виготовлення дерев'яних деталей зрубу за п.1, який відрізняється тим, що фреза споряджена третьою робочою поверхнею, твірна якої розташована під гострим кутом до осі центрів пристрою кріплення колоди.
3. Верстат для виготовлення дерев'яних деталей зрубу за п.1, який відрізняється тим, що пази в корпусі фрези, в яких закріплені пластинчаті ножі, розташовані під гострим кутом до осі фрези.
Текст
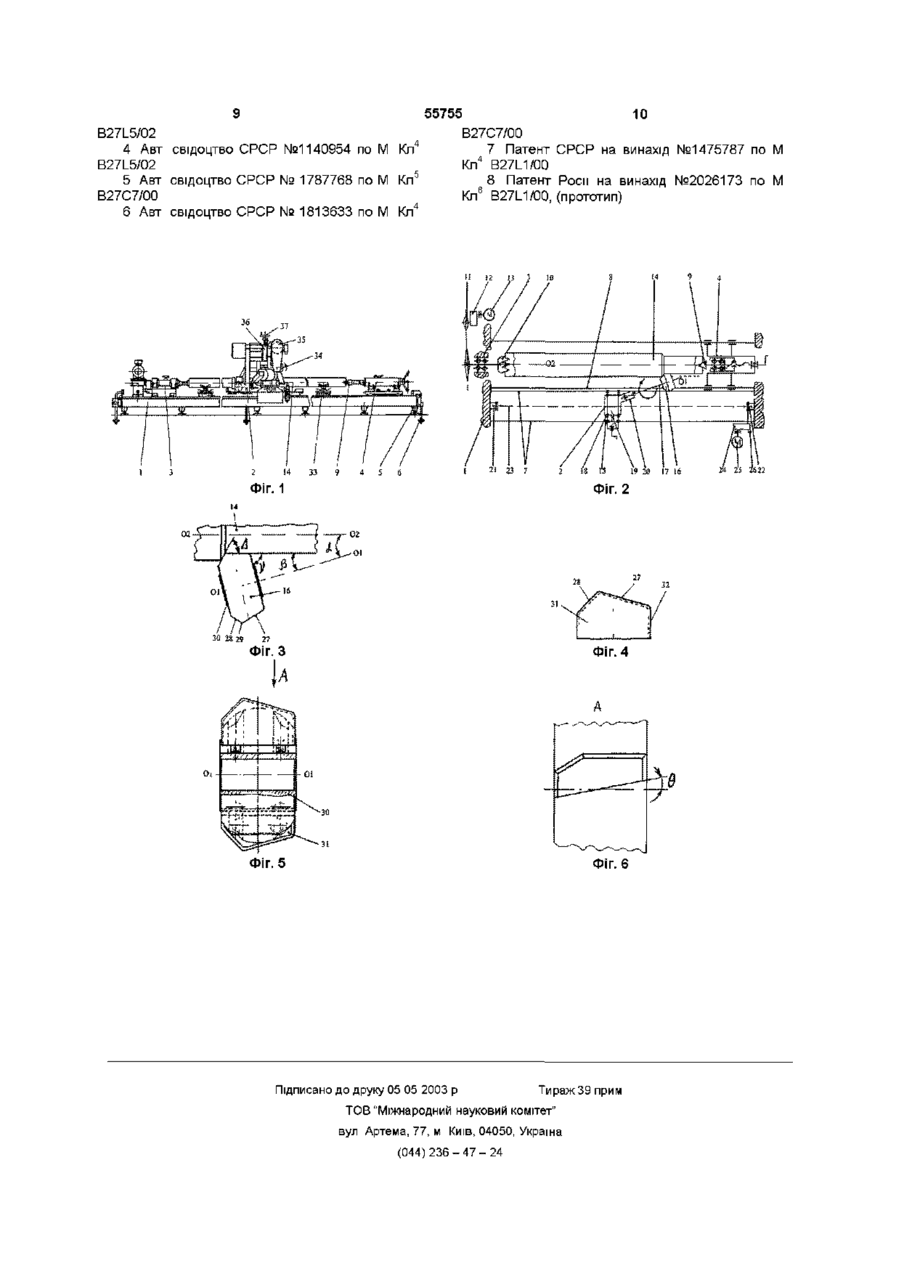
1 Верстат для виготовлення дерев'яних деталей зрубу, який включає станину з двома парами паралельних між собою горизонтальних поступальних напрямних, робочу каретку, з фрезерною головкою та пристрій кріплення колоди з приводним та затискним центрами, при цьому робоча каретка встановлена в одній парі горизонтальних напрямних рами і споряджена приводом переміщення вздовж них, затискний центр встановлено в другій парі напрямних, а фрезерна головка виконана у вигляді шпинделя з фрезою і приводом обертання та встановлена в напрямні каретки, які розташовані перпендикулярно осі центрів при Цей винахід відноситься до деревообробного обладнання і може бути використаний у ЛІСНІЙ та деревообробній промисловості, а більш конкретно - в галузі дерев'яного домобудування Останніми роками різко зросла популярність дерев'яних будинків, зведених із циліндрованих колод Це обумовлено підвищенням рівня життя, яке дозволило заможній частині населення перебратися з густозаселеної міської частини в приміську зону Слід ВІДМІТИТИ, ЩО спочатку з'явився попит на котеджне будівництво, що пояснюється бажанням мати свій будинок, із комфортабельністю на рівні міської квартири, і в той же час з усіма перевагами садибного життя Пізніше виник попит, на ворота, огорожі, альтанки, сауни, колодязні зруби, дитячі ПІСОЧНИЦІ та ІНШІ, на перший погляд другорядні, а насправді речі, які підсилюють естетичне сприйняття садиби в цілому, та формують враження про її власника Деревина - це натуральний, створений самою природою, екологічно чистий матеріал, що віками використовується людиною для спорудження житлових та господарських будівель Завдяки своїм строю кріплення колоди, який відрізняється тим, що вісь шпинделя фрезерної головки перетинає вісь центрів пристрою кріплення колоди під гострим кутом і розміщена в горизонтальній площині, а фреза виконана з двома робочими поверхнями у вигляді конусів, що примикають один до одного більшими основами, при цьому твірна одного з конусів розташована паралельно осі центрів пристрою кріплення колоди, а твірна другого розташована під гострим кутом до цієї осі 2 Верстат для виготовлення дерев'яних деталей зрубу за п 1, який відрізняється тим, що фреза споряджена третьою робочою поверхнею, твірна якої розташована під гострим кутом до осі центрів пристрою кріплення колоди 3 Верстат для виготовлення дерев'яних деталей зрубу за п 1, який відрізняється тим, що пази в корпусі фрези, в яких закріплені пластинчаті ножі, розташовані під гострим кутом до осі фрези унікальним якостям, житло з дерева забезпечує його мешканцям підвищений комфорт, сприятливо впливає на організм та подовжує життя При цьому дерев'яні зруби в більшості зводилися з круглих протесаних вручну колод Верстати, що надають колоді циліндричну форму з'явилися давно, ще в минулому СТОЛІТТІ, КОЛИ виникла потреба у великій КІЛЬКОСТІ ліхтарних стовпів і стовпів для електричних та телеграфних ЛІНІЙ Це були високопродуктивні верстати, призначені для масового виробництва Однак, поверхня колод, оброблених на цих верстатах, була настільки грубою, що навіть у ті часи для житлових будинків вони не використовувалися В сучасних умовах житлове будівництво з круглих колод ведеться виключно з використанням машинної обробки деталей, що забезпечує високу точність форми деталей при низькій собівартості робіт В патентній та науково-технічній літературі описана велика КІЛЬКІСТЬ конструкцій верстатів для надання колоді циліндричної форми Це насамперед верстати з так званими "роторними головками" [1, 2] Ці верстати мають високу продуктив ю ю 1^ ю ю 55755 ність, але якість циліндричної поверхні колоди не відповідає сучасним вимогам, бо на поверхні деталей залишаються сліди від рифлених роликів протяжного механізму На практиці для циліндрування колод пристосовують лущильні верстати 3 і 4, які призначені для виготовлення шпону у сірниковому і фанерному виробництві Вени теж характеризуються високою продуктивністю, але придатні для обробки тільки коротких колод (довжиною не більше 2,5 метрів) Використовують для циліндрування колод верстати [5], що працюють по принципу токарної обробки Супорт такого верстата забезпечує точні та швидкі переміщення робочого інструменту перпендикулярно осі колоди (врізання) Подібні верстати малопродуктивні і не спроможні обробляти довгі деталі, хоча забезпечують високу якість поверхні, тому їх застосовують переважно для виготовлення циліндричних фасонних виробів складної форми ВІДОМІ високопродуктивні верстати з циліндричною фрезою на шпинделі, вісь якого розташована перпендикулярно осі колоди, причому як нижче [6] так і вище [7] цієї осі Такі верстати можуть обробляти довгі колоди і характеризуються задовільною продуктивністю, однак можуть виконувати виключно одну операцію тобто тільки циліндрування поверхні колоди Однак, на сучасному технічному рівні необхідно виготовити не просто циліндричну колоду, а на одному і тому ж верстаті здійснити пазування колод, та ще й нарізання чашок і ІНШІ спеціальні операції, щоб позбутися проміжного перевантажування та складування матеріалу Ця якість дуже важлива для верстатів, які використовуються безпосередньо на будівельному майданчику, де оброблені деталі зразу надходять на складання стін будинку Найближчим серед відомих за технічною суттю до запропонованого винаходу є верстат [8], який включає станину з поздовжніми поступальними направляючими, пристрій для кріплення колоди із зажимним та приводним центрами, робочу каретку з трьома фрезерними головками, кожна з яких виконана у вигляді шпинделя з фрезою та приводом обертання Робоча каретка встановлена в направляючих станини та споряджена приводом поступального переміщення вздовж них При цьому, основна фрезерна головка призначена для циліндрування колоди і споряджена фрезою, вісь обертання якої розташована в горизонтальній площині перпендикулярно осі колоди (осі центрів пристрою кріплення колоди) Ця фрезерна головка встановлена в горизонтальних поступальних направляючих і споряджена приводом переміщення вздовж них Фреза має дві робочі поверхні, конічну бічну та плоску торцеву Для виконання на колоді поздовжнього пазу на робочій каретці встановлена друга фрезерна головка, споряджена круглою фрезою (по формі поперечного перетину пазу) з вертикальною віссю обертання Ця фрезерна головка змонтована в горизонтальних направляючих робочої каретки перпендикулярних осі центрів пристрою фіксації колоди Для виконання пазів поперечного кріплення колоди робоча каретка споряджена третьою фрезер ною головкою у вигляді вертикального шпинделя з торцевою фрезою і приводом обертання, що встановлені в вертикальних поступальних направляючих каретки Описаній верстат за одну установку виконує всі операції по виготовленню деталей зрубу і є найдосконалішим серед відомих Суттєвим недоліком цього верстату є те, що для виконання кожної з операцій він споряджений окремою фрезерною головкою В результаті каретка верстату має складну громіздку конструкцію та невиправдано високу вартість, бо має три майже однакових за функціональними призначенням та конструкцією механізми - фрезерні головки, кожна з яких змонтована в окремих направляючих каретки із окремими засобами переміщення та керування Важливим недоліком є і те, що при циліндруванні колоди леза ножів на торцевій робочій поверхні фрези по різному взаємодіють з тілом колоди При цьому по один бік від осі обертання фрези леза рухаються по ходу обертання колоди, а по другий бік вони рухаються на зустріч и обертанню, що знижує якість обробленої поверхні деталі Крім цього, при перпендикулярному розташуванні шпинделя двигун приводу фрези циліндрувальної головки далеко виступає за габарити рами верстата В основу винаходу покладена задача удосконалення відомого верстата для виготовлення дерев'яних деталей зрубу, в якому за рахунок зміни положення осі шпинделя фрезерної головки та зміни форми фрези забезпечено поєднання в одній фрезерній головці двох функцій, тобто цилындрування колоди та виконання поздовжнього пазу, а також забезпечена взаємодія лез фрези, які паралельні осі колоди, тільки в одному напрямку, що підвищує якість обробки поверхні і крім цього зменшено поперечний габаритний розмір верстата Поставлена задача вирішується тим, що у відомому верстаті для виготовлення дерев'яних деталей зрубу, який включає станину з двома парами паралельних між собою горизонтальних поступальних направляючих, робочу каретку, з фрезерною головкою та пристрій кріплення колоди з приводним та зажимним центрами, при цьому робоча каретка встановлена в одній парі горизонтальних направляючих рами і споряджена приводом переміщення вздовж них, зажимний центр встановлено в другій парі направляючи, а фрезерна головка виконана у вигляді шпинделя з фрезою і приводом обертання та встановлена в направляючих каретки, які розташовані перпендикулярно осі центрів пристрою кріплення колоди, запропоновано вісь шпинделя фрезерної головки встановити так щоб вона перетинала вісь центрів пристрою кріплення колоди під гострим кутом і розміщувалася в горизонтальній площині, а фрезу виконати з дома робочими поверхнями у вигляді конусів, що примикають один до одного більшими основами, при цьому твірна одного з конусів розташована паралельно осі центрів пристрою кріплення колоди, а твірна другого розташована під кутом до цієї осі Суттєвими ознаками запропонованого циліндрувального верстата спільними з прототипом є такі верстат для виготовлення дерев'яних деталей 55755 зрубу, верстат включає станину з двома парами паралельних між собою горизонтальних поступальних направляючих, верстат включає робочу каретку, з фрезерною головкою, верстат включає пристрій кріплення колоди з приводним та зажимним центрами, робоча каретка встановлена в одній з пар горизонтальних направляючих рами і споряджена приводом переміщення вздовж них, зажимний центр встановлено в другій парі направляючих рами, фрезерна головка виконана у вигляді шпинделя з фрезою і приводом обертання, фрезерна головка встановлена в направляючих каретки, які розташовані перпендикулярно осі центрів пристрою кріплення колоди, До нових суттєвих ознак винаходу слід віднести вісь шпинделя фрезерної головки перетинає вісь центрів пристрою кріплення колоди під гострим кутом, вісь шпинделя розміщена в горизонтальній ПЛОЩИНІ, фреза виконана з дома робочими поверхнями у вигляді конусів, конуси примикають один до одного більшими основами, твірна одного з конусів розташована паралельно осі центрів пристрою кріплення колоди, твірна другого конусу розташована під гострим кутом до цієї осі, Технічний результат від запропонованих удосконалень полягає у поєднанні в одному механізмі функцій двох робочих органів тобто фрезерних головок для циліндрування колоди та фрезерування поздовжнього пазу, а також у вигідному розташуванні приводу обертання фрези, що забезпечує суттєве спрощення конструкції, зменшення габаритів та здешевлення верстата Важливим результатом є і те, що леза фрези взаємодіють з поверхнею колоди тільки в одному напрямку незалежно від положення їх відносно осі обертанні фрези, а це підвищує якість обробленої поверхні Суть винаходу ілюструють креслення додані до опису, на яких зображено Фіг 1 - загальний вид запропонованого верстата, Фіг 2 - кінематична схема верстата, Фіг 3 - схема розташування фрези відносно колоди, Фіг 4 - пластинчастий ніж, Фіг 5 - варіант виконання фрези, Фіг 6 - вид по стрілці А на фіг 5 Запропонований верстат включає поздовжню горизонтальну зварну раму 1, каретку 2 з робочими органами, передню 3 та задню 4 бабки Рама встановлена на опорах 5 та закріплена анкерними шпильками 6 Зазначена рама споряджена двома парами поздовжніх горизонтальних поступальних направляючих, паралельних між собою В першій парі направляючих 7 встановлена каретка, а в другій парі направляючих 8 встановлена задня бабка з зажимним центром 9 При цьому передня бабка закріплена на рамі і включає приводний центр з тризубом 10, зв'язаний через ланцюгову передачу 11 з приводом обертання у вигляді редуктора 12 та електродвигуна 13 Передня та задня бабки з розташованими СПІВВІСНО і оберненими оди проти другого центрами, складають пристрій для кріплення колоди 14 Зазначена каретка виконана у вигляді зварного остова, спорядженого чотирма колесами 15, які котяться по направляючих рами На остові встановлені робочі органи, насамперед основна фрезерна головка, яка має фрезу 16, закріплену на шпинделі 17, спорядженому електродвигуном обертання будь-якої відомої для цього конструкції Вісь d зазначеного шпинделя розташована під гострим кутом а до осі Ог колоди При цьому остов споряджено горизонтальними поступальними направляючими 18, в яких з можливістю поступального переміщення від ручного приводу, наприклад пари гвинт - гайка 19 встановлено корпус 20 зазначеного шпинделя Найдоцільніше ці направляючі розташувати перпендикулярно осі Ог колоди Переміщення каретки (тобто подача) вздовж направляючих рами забезпечується приводом будь-якої відомої для цього конструкції, наприклад у вигляді блоків 21 і 22, закріплених на протилежних кінцях рами та охоплених канатом 23, а КІНЦІ каната прикріплені до остова каретки При цьому один з блоків споряджено приводом обертання, що включає черв'ячний редуктор 24, зв'язаний через ремінну передачу з електродвигуном 25, а для ручного переміщення каретки редуктор споряджено маховиком 26 Фреза основної головки призначена для циліндрування колод та фрезерування поздовжнього пазу Вона має двохконусну форму, тобто виконана у вигляді двох конусів 27 і 28, що примикають один до другого більшими основами Таким чином фреза має дві робочі поверхні конічної форми із округлою ділянкою 29 переходу між ними При цьому у одного із конусів кут р нахилу твірної до осі 01 фрези виконаний рівним куту а нахилу осі 01 шпинделя до осі 02 колоди Завдяки рівності зазначених кутів робоча поверхня фрези на цій ДІЛЯНЦІ розташована паралельно осі колоди, У другого конуса кут Д нахилу твірної до осі колоди виконано гострим, а його величину вибирають найбільш раціональною для забезпечення зрізання з колоди максимально можливого припуску, тобто максимально можливої продуктивності фрези, а значить і верстата в цілому (обов'язково з урахуванням кута нахилу осі фрези до осі колоди) Фреза являє собою корпус із ступицею ЗО, в пазах якого закріплені плоскі твердосплавні ножі 31, з прямолінійними ріжучими кромками При цьому зазначені пази доцільно розташувати під кутом Э до осі ступиці Крім двох зазначених конічних робочих поверхонь фреза споряджена додатковою робочою поверхнею 32 для циліндрування колоди при зворотному переміщенні робочої каретки Кут у нахилу твірної до осі колоди у цієї поверхні доцільно виконати рівним куту Д оскільки величина їх вибирається виходячи з однакових вимог Для полегшення установки та центрування заготовки (колоди) перед и обробкою на верстаті служать домкрати 33, що встановлені в поступальних направляючих рами, в яких встановлена також задня бабка пристрою для кріплення колоди Домкрати виконані швидко з'ємними 55755 Центр передньої бабки, оснащений тризубом для зчеплення з колодою споряджено приводом обертання у вигляді електродвигуна та черв'ячного редуктора, зв'язаного з центром через ланцюгову передачу Центр задньої бабки встановлено в корпусі з можливістю вільного обертання та споряджено гвинтовим механізмом зажимания колоди При описаній вище конструкції, верстат забезпечує циліндрування колод та виконання поздовжніх пазів, тобто виготовлення деталей зрубу Для спеціальних цілей, наприклад у випадку коли поздовжній паз має нециліндричну форму, або у випадку коли діаметр пазу значно більший того, який може забезпечити основна фреза, на каретці верстату крім основної доцільно встановити додаткову фрезерну головку (на кінематичній схемі не показана) Ця головка включає фрезу 34 на шпинделі, зв'язаному з електродвигуном 35 Шпиндель фрези встановлено в вертикальних поступальних направляючих 36 каретки з можливістю поступального переміщення за допомогою ручного привода 37, наприклад у вигляді пари гвинт - гайка При цьому вісь фрези розташована впоперек осі 02 колоди, а форма її робочої поверхні виконується виходячи з форми пазу який слід виконати Для зручності роботи верстат оснащають набором швидкозмінних фрез різного профілю та діаметрів Для нарізання елементів поперечного з'єднання колод, так званих "чашок", верстат може бути споряджений спеціальною фрезерною головкою будь-якої відомої для цього конструкції Робота верстату відбувається наступним чином, Насамперед всі робочі органи і механізми верстата виводять в початкове положення, якщо при закінченні попереднього робочого циклу верстат було вимкнуто при довільному їх розташуванні При вимкнутих робочих органах чергову колоду 14 встановлюють на домкрати 33 між передньою З і задньою 4 бабками і центрують відносно осі центрів Ог пристрою кріплення Після ЦЬОГО колоду фіксують між тризубом 10 і зажимним центром 9 та подають напругу на привод обертання приводного центру (тризуба) і привод обертання фрези 16 При цьому, обертання від електродвигуна 13 через редуктор 12 та ланцюгову передачу 11 передається тризубу, а через нього і колоді Фреза 16 разом із шпинделем 17 отримують обертання від приводу (для спрощення на кресленнях не показано) За цим, використовуючи пару гвинт - гайка 19, фрезерну головку (тобто корпус шпинделя, шпиндель з фрезою та приводом обертання) переміщують в горизонтальних направляючих 18 остова каретки в напрямку перпендикулярному осі 02 колоди Таким чином гвинтовою парою 19 здійснюють переміщення фрези перпендикулярно осі колоди на необхідну величину, тобто встановлюють бажану глибину різання Після цього включають механізм подачі каретки, в якому обертання від електродвигуна 25 через редуктор 24 передається блоку 22, який через канат 23 здійснює переміщення остова каретки вздовж поступальних направляючих 7 В результаті обертання колоди, обертання фрези та переміщення фрези вздовж колоди відбувається циліндрування колоди тобто з колоди довільної форми за кілька проходів фор 8 мується циліндрична дерев'яна деталь необхідного діаметра Надавши колоді циліндричної форми, на ній виконують фрезерування поздовжнього пазу Для цьому відключають привод обертання колоди, а каретку виводять у початкове положення тобто до одного з КІНЦІВ колоди і за допомогою пари гвинт - гайка 19 каретку, а з нею і фрезу, переміщують перпендикулярно осі 02, чим встановлюють бажану глибину фрезерування За цим включають привод обертання фрези і привод подачі каретки Фрезерування виконують за оди, або кілька проходів Таким чином, працюючи тільки однією фрезерною головкою, здійснюють циліндрування колод та виконують поздовжні пази на них, тобто виготовляють деталі зрубу Для виконання на підготованій деталі елементів поперечного кріплення, так званих "чашок", які мають вигляд поперечних пазів циліндричної форми, використовують спеціальну фрезерну головку, якщо нею оснащена каретка 2 верстата, і яка за конструкцією та принципом роботи може бути аналогічною ВІДОМІЙ З прототипу фрезерній головці При цьому відключають привод обертання колоди та вручну повертають и навколо осі 02 до необхідного положення Каретку переміщують в поступальних направляючих 7, спочатку грубо за допомогою приводу, а потім точно - вручну маховиком 26 За цим включають двигун обертання фрези переміщують фрезерну головку по направляючих каретки Глибину пазу встановлюють переміщенням всієї каретки відносно її остову тобто в направляючих 18 Виконавши паз на одному КІНЦІ деталі, каретку з додатковою фрезерною головкою переміщують на протилежний кінець деталі і виконують другий паз В окремих випадках, коли поздовжній паз має складну (нециліндричну) форму, або у випадку коли бажаний діаметр пазу більший того, який може забезпечити основна фреза, для виконання на колоді поздовжнього пазу, чи для виконання поздовжнього компенсуючого пропилу використовують додаткову фрезерну головку та комплект фрез спеціального профілю Основною перевагою запропонованого верстату у порівнянні з верстатом - прототипом є суттєве спрощення конструкції зменшення габаритів та його здешевлення, що досягнуто за рахунок поєднання в одній фрезерній головці функцій двох робочих органів, а також за рахунок вигідного розташування на каретці приводу обертання фрези Крім цього конструкція фрези та розташування її відносно колоди забезпечує оптимальний режим обробки деревини при якому ножі входять у дерево під кутом не більше 5 градусів до напрямку волокон, а це створює "м'який" хід інструмента, різко знижує споживану потужність, зменшує виділення пилу та зводить до мінімуму вібрації і шум Тільки в окремих випадках конструкція верстату може бути ускладнена із-за оснащення його додатковою фрезерною головкою Перелік джерел прийнятих до уваги при експертизі 1 Патент Роси на винахід №2012484 по М Кл5 В27С1/12 2 Авт свідоцтво СРСР №1276491 по М Кл4 В27С1/12 3 Авт свідоцтво СРСР №950528 по М Кл 3 9 55755 B27L5/02 4 4 Авт свідоцтво СРСР №1140954 по М Кп B27L5/02 5 5 Авт свідоцтво СРСР № 1787768 по М Кп В27С7/00 4 6 Авт свідоцтво СРСР № 1813633 по М Кп 10 B27C7/00 7 Патент СРСР на винахід №1475787 по 4 Кп B27L1/00 8 Патент Роем на винахід №2026173 по 6 Кп B27L1/00, (прототип) 8 Фіг. 2 Фіг. 4 Фіг. 5 Фіг. 6 Підписано до друку 05 05 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24 (4
ДивитисяДодаткова інформація
Назва патенту англійськоюCutter for manufacture of wooden parts of a framewok
Назва патенту російськоюСтанок для изготовления деревянных деталей сруба
МПК / Мітки
МПК: B27B 15/00
Мітки: деталей, виготовлення, дерев'яних, зрубу, верстат
Код посилання
<a href="https://ua.patents.su/5-55755-verstat-dlya-vigotovlennya-derevyanikh-detalejj-zrubu.html" target="_blank" rel="follow" title="База патентів України">Верстат для виготовлення дерев’яних деталей зрубу</a>
Верстат для виготовлення пуансонів і матриць
Номер патенту: 51507
Опубліковано: 15.11.2002
Автори: Федоренко Сергій Валерійович, Федоренко Валерій Павлович
МПК: B27C 7/00
Мітки: матриць, виготовлення, пуансонів, верстат
Формула / Реферат:
1. Верстат для виготовлення пуансонів і матриць, що містить станину, шпиндель, опорний центр, копіювальний пристрій з копіром, привід з фрезою, який відрізняється тим, що він додатково містить пантограф, який встановлений між копіром та приводом фрези з можливістю змінювання руху відносно переднього та заднього пальців пантографа пропорційно руху копіра.2. Верстат по п. 1, який відрізняється тим, що на шпинделях встановлені патрони,...
Токарний верстат
Номер патенту: 23319
Опубліковано: 31.08.1998
Автор: Тарасов Анатолій Григорович
МПК: B23B 3/00
Формула / Реферат:
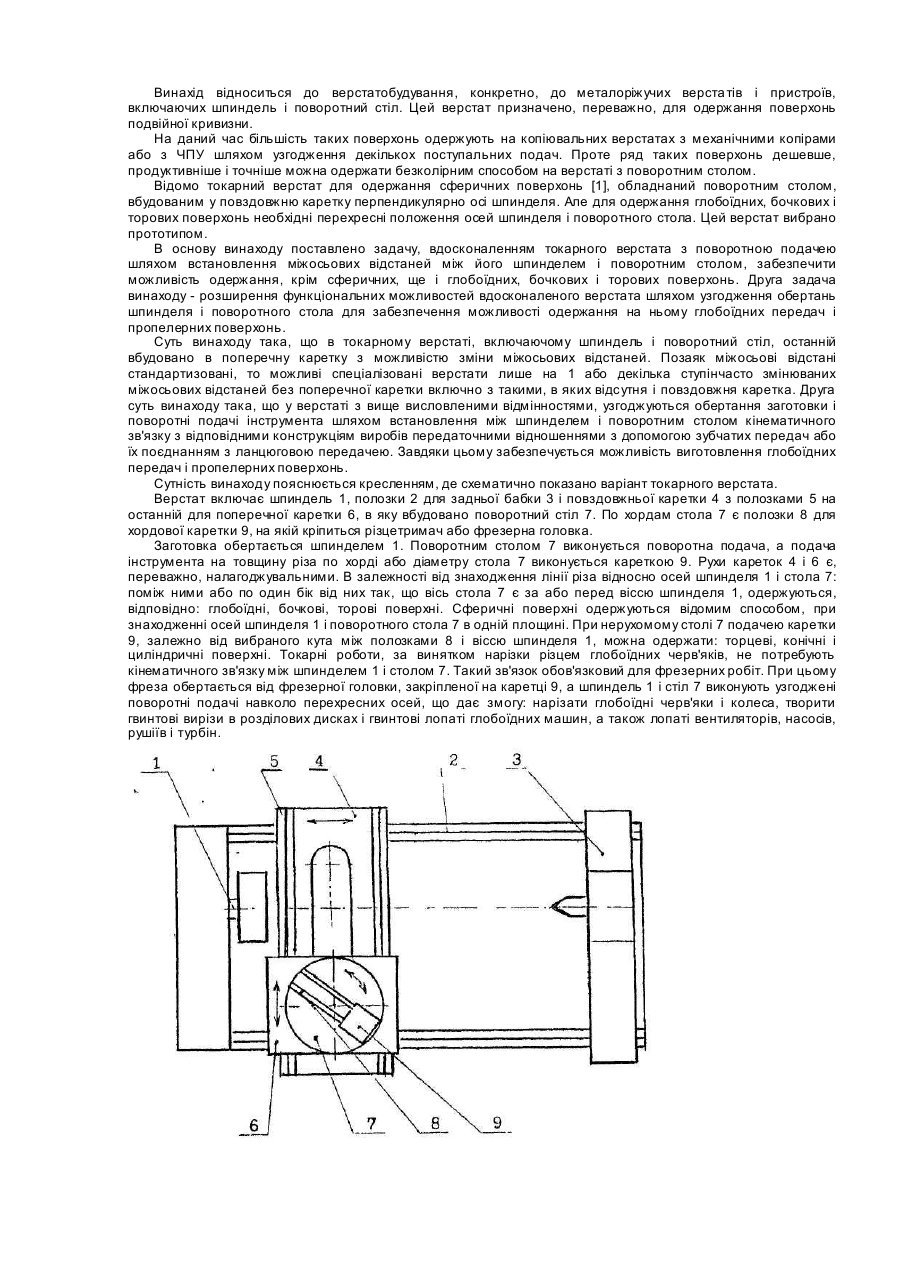
1. Токарний верстат, який має шпиндель і поворотний стіл, який відрізняється тим, що поворотний стіл встановлено з міжосьовою відстанню відносно осі шпинделя.2. Токарний верстат за п. 1, який відрізняється тим, що поворотний стіл вбудовано в поперечну каретку з можливістю зміни міжосьових відстаней.3. Токарний верстат за пп. 1 і 2, який відрізняється тим, що між шпинделем і поворотним столом встановлено кінематичний зв'язок з...
Зубофрезерний верстат з чпу
Номер патенту: 30818
Опубліковано: 15.12.2000
Автори: Гліжинський Дмитро Адольфович, Гліжинський Адольф Дмитрович
МПК: B23F 9/00
Мітки: чпу, верстат, зубофрезерний
Текст:
...вертикально му напрямку на величину поздовжньої подачі та здійснює при цьому n обертів, які визначаються залежністю (1). æ S × cos q f ö ÷, n = z k × ç1 ± 0 (1) ç ÷ Pxzw è ø де: n - число обертів інструментального шпинделя з різцевою головкою; z - число зубів конічного колеса; К - число заходів черв'ячної різцевої головки; S0 - поздовжня подача супорта з черв'ячною різцевою головкою на один оберт шпинделя бабки для кріплення заготовки; q¦ -...
Безцентровошліфувальний верстат для обробки зовнішніх поверхонь циліндричних деталей
Номер патенту: 20238
Опубліковано: 15.07.1997
Автори: Корбут Микола Антонович, Шишиць Микола Пилипович, Логовський Євген Іванович
МПК: B24B 5/00
Мітки: циліндричних, зовнішніх, верстат, поверхонь, обробки, безцентровошліфувальний, деталей
Формула / Реферат:
Бесцентрошлифовальный станок для обработки наружных поверхностей цилиндрических деталей, содержащих загрузочное устройство и имеющее параллельные оси вращения шлифовальный круг и ведущий барабан, а также установленный под зазором между шлифовальным кругом и ведущим барабаном поддерживающий нож, отличающийся тем, что станок дополнительно снабжен размещенным оппозитно поддерживающему ножу над регулируемым зазором между шлифовальным кругом...
Профільно-копіювальний заточувальний верстат
Номер патенту: 39060
Опубліковано: 15.05.2001
Автор: Куліш Віктор Андрійович
МПК: B23Q 35/00
Мітки: верстат, профільно-копіювальний, заточувальний
Формула / Реферат:
Профільно-копіювальний заточувальний верстат, який містить станину, на якій розміщені привід, що зв'язаний зі шліфувальною бабкою, каретки повздовжньої та поперечної подачі, засіб кріплення заготівки, упор, засіб кріплення копіра та супорт, який відрізняється тим, що каретки повздовжньої та поперечної подачі виконані з можливістю незалежного переміщення у взаємно перпендикулярному напрямку, каретка повздовжньої подачі оснащена супортом, при...
Попередній патент: Спосіб виробництва харчової добавки з рослинно-бобової сировини
Наступний патент: Прилад для масажу точок акупунктури
Випадковий патент: Бойова модульна наземна робототехнічна машина постійного мониторингу і охорони (захисту) стратегічних об`єктів та кордонів держави