Різальна пластина та спосіб її заточування
Номер патенту: 63253
Опубліковано: 15.01.2004
Автори: Матюха Петро Григорович, Кісельова Ірина Володимирівна
Формула / Реферат
1. Різальна пластина, що має призматичну форму, на більших гранях якої сформовані поверхні для закріплення і передні поверхні, а на основах сформовані допоміжні задні поверхні, заточені під допоміжними задніми кутами, яка відрізняється тим, що задні поверхні виконані у вигляді частини циліндричної поверхні, твірна якої співпадає з меншою діагоналлю основи, що має вигляд паралелограма.
2. Спосіб заточування різальної пластини, що включає обертання шліфувального круга, подачу на врізання та подовжню подачу, який відрізняється тим, що напрямок подовжньої подачі співпадає з напрямком меншої діагоналі основи пластини, а радіус кривизни осьового перерізу робочої поверхні круга знаходиться із співвідношення:
![]() ,
,
де h - відстань від головної різальної кромки до меншої діагоналі;
α1 - допоміжний задній кут.
Текст
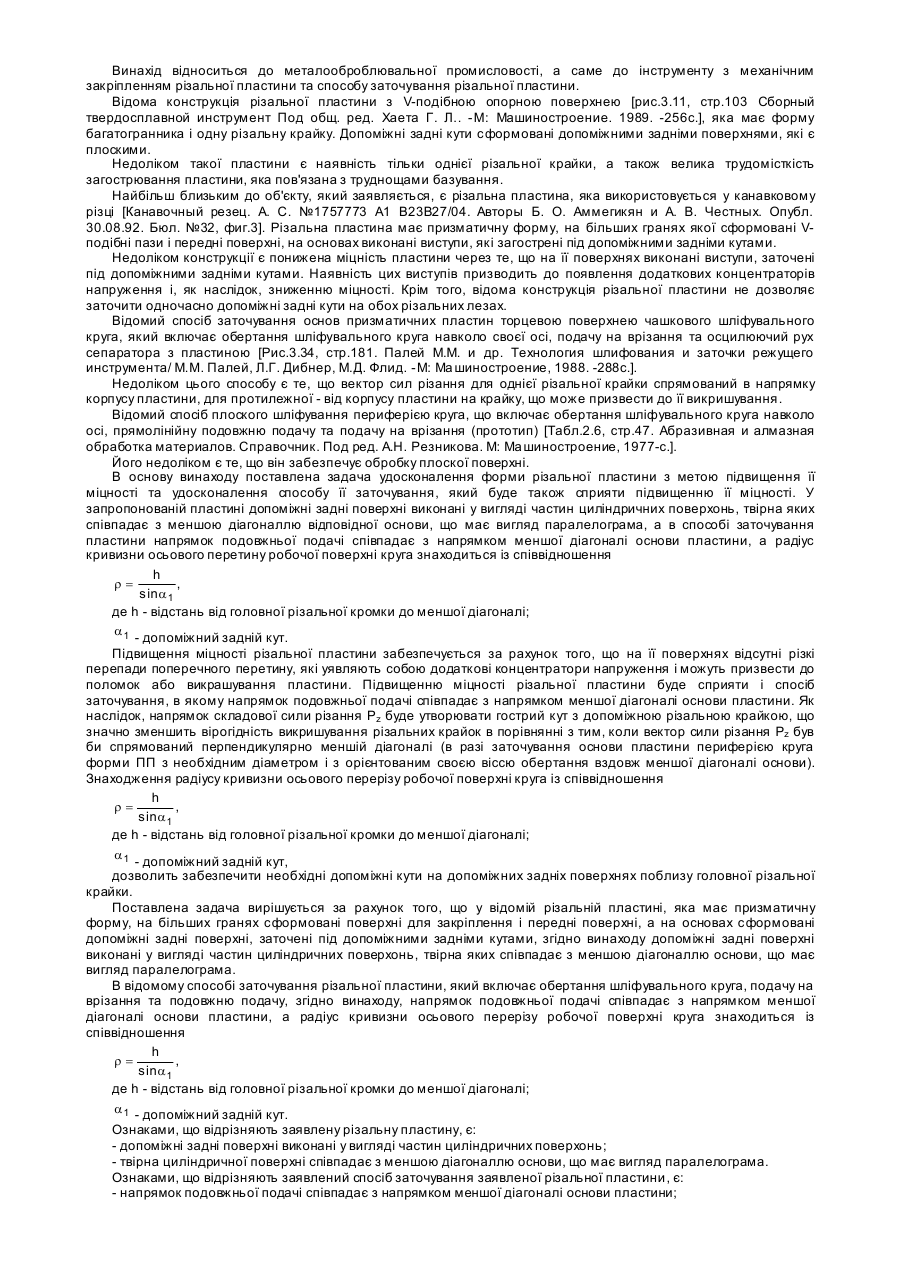
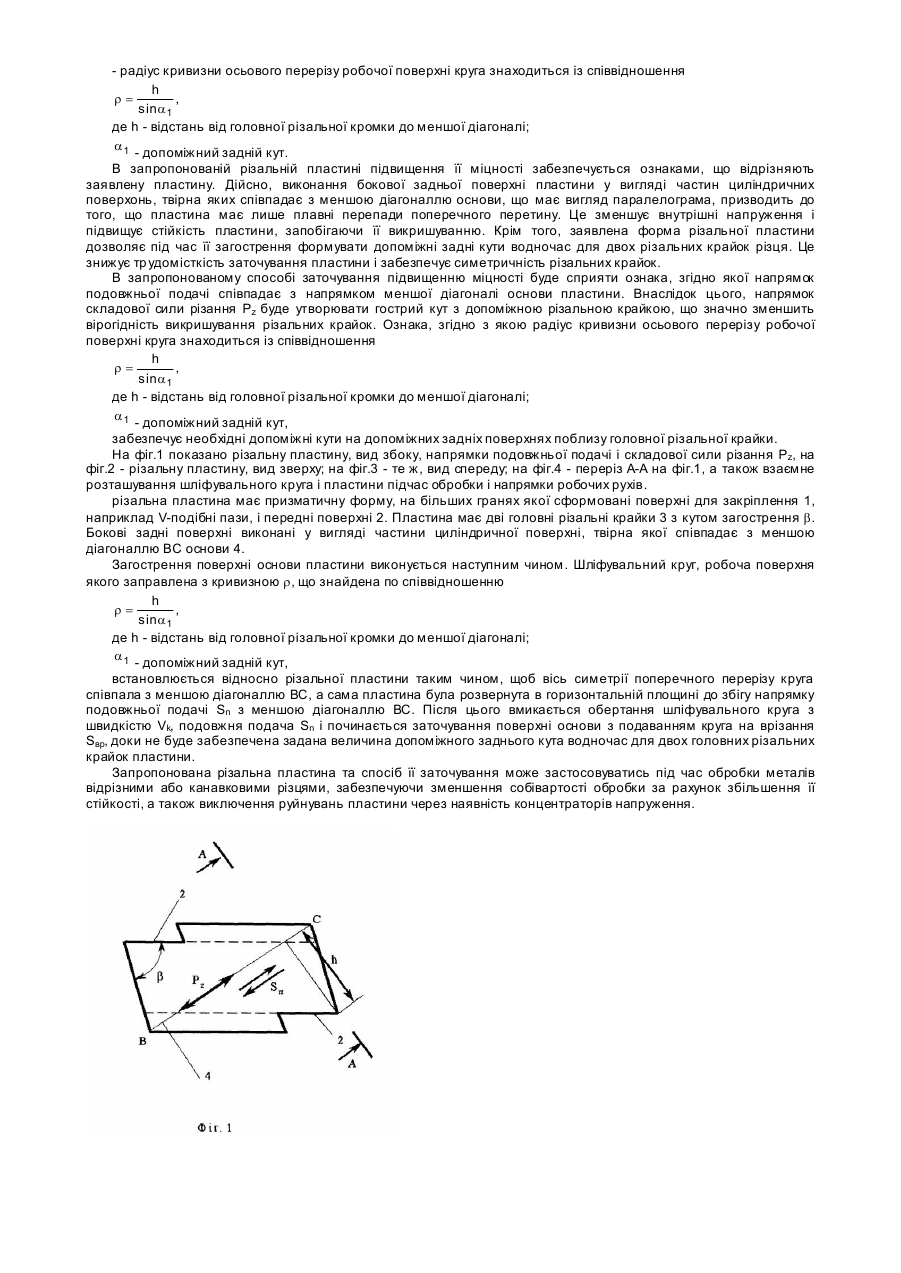
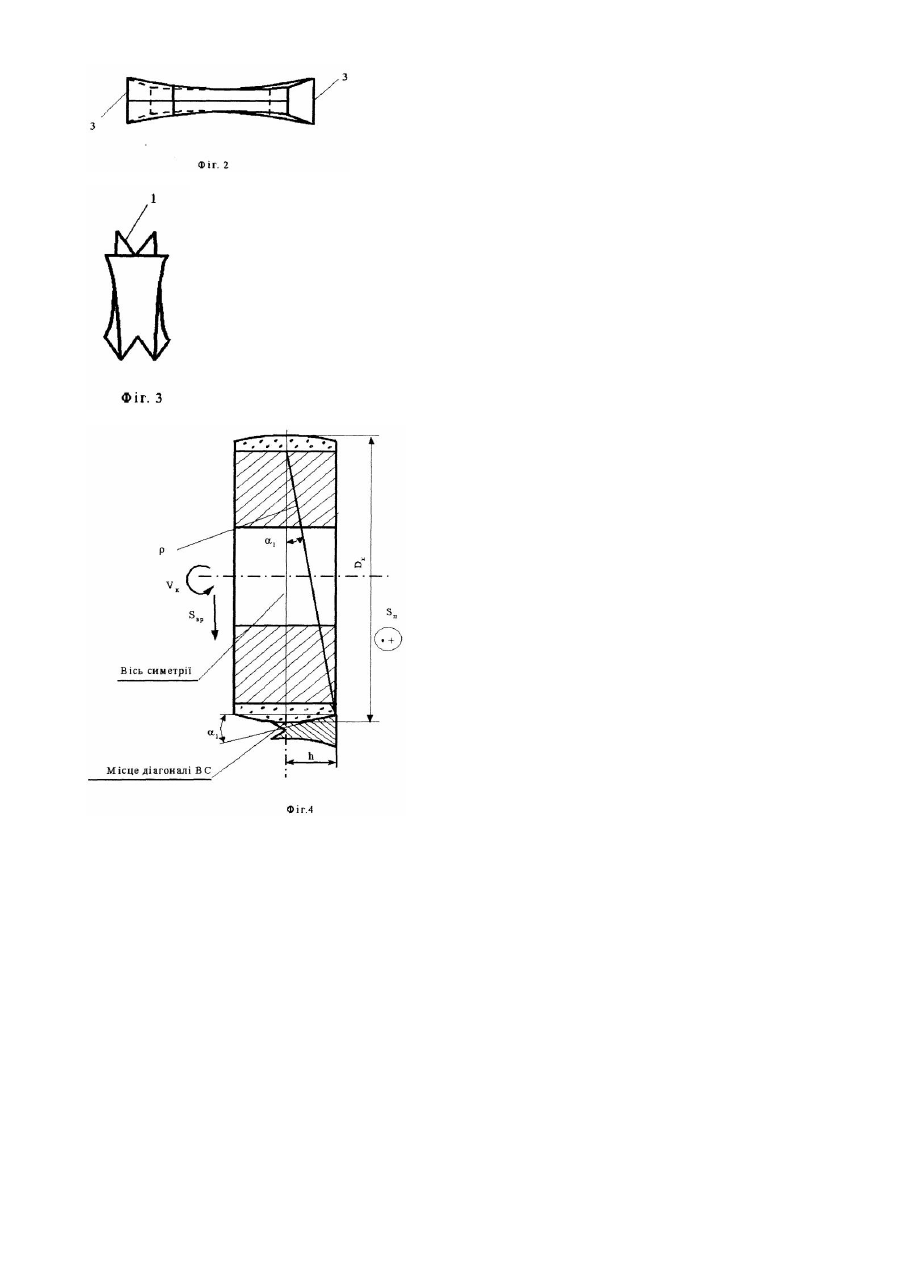
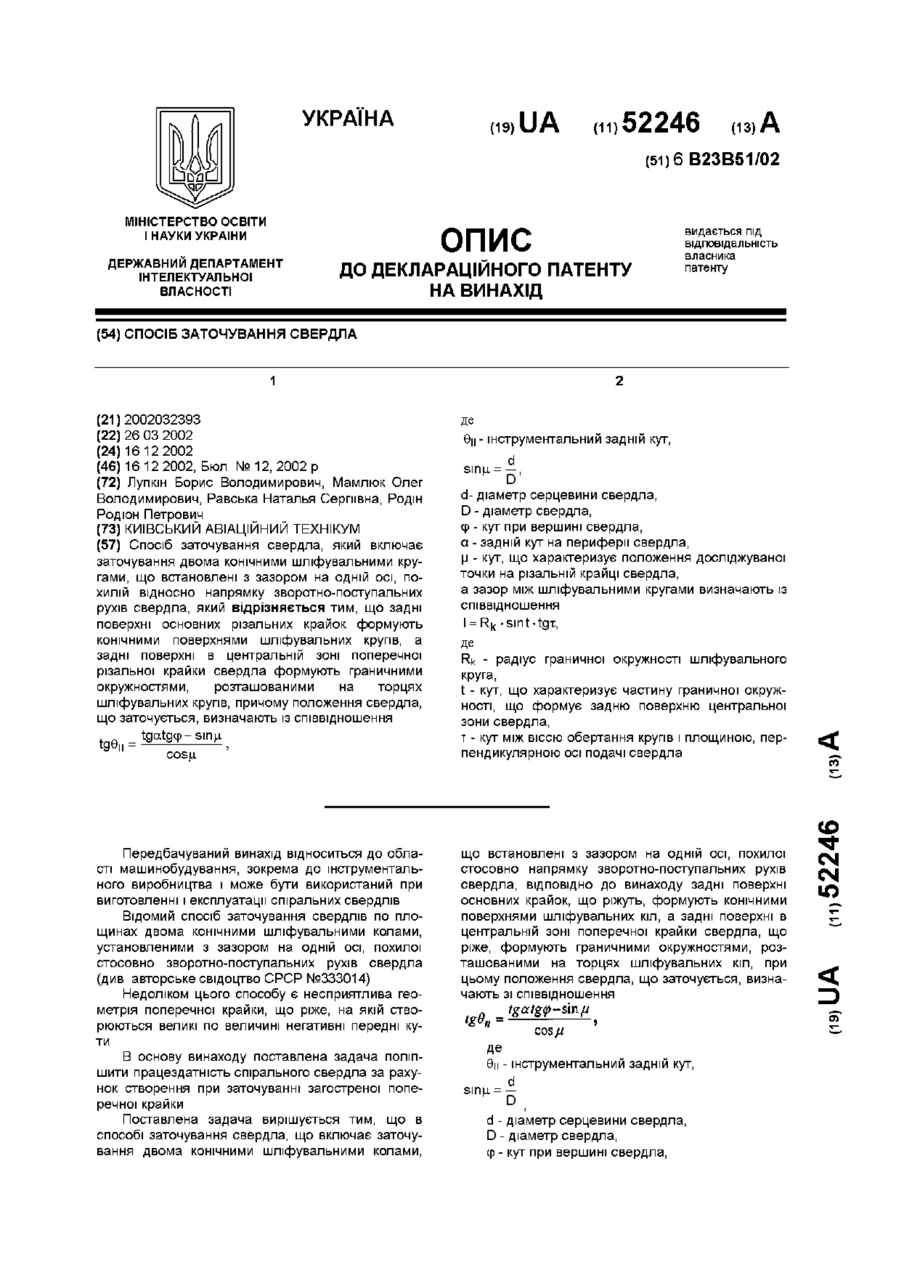
Винахід відноситься до металооброблювальної промисловості, а саме до інструменту з механічним закріпленням різальної пластини та способу заточування різальної пластини. Відома конструкція різальної пластини з V-подібною опорною поверхнею [рис.3.11, стр.103 Сборный твердосплавной инструмент Под общ. ред. Хаета Г. Л.. -М: Машиностроение. 1989. -256с.], яка має форму багатогранника і одну різальну крайку. Допоміжні задні кути сформовані допоміжними задніми поверхнями, які є плоскими. Недоліком такої пластини є наявність тільки однієї різальної крайки, а також велика трудомісткість загострювання пластини, яка пов'язана з труднощами базування. Найбільш близьким до об'єкту, який заявляється, є різальна пластина, яка використовується у канавковому різці [Канавочный резец. А. С. №1757773 А1 В23В27/04. Авторы Б. О. Аммегикян и А. В. Честных. Опубл. 30.08.92. Бюл. №32, фиг.3]. Різальна пластина має призматичну форму, на більших гранях якої сформовані Vподібні пази і передні поверхні, на основах виконані виступи, які загострені під допоміжними задніми кутами. Недоліком конструкції є понижена міцність пластини через те, що на її поверхнях виконані виступи, заточені під допоміжними задніми кутами. Наявність цих виступів призводить до появлення додаткових концентраторів напруження і, як наслідок, зниженню міцності. Крім того, відома конструкція різальної пластини не дозволяє заточити одночасно допоміжні задні кути на обох різальних лезах. Відомий спосіб заточування основ призматичних пластин торцевою поверхнею чашкового шліфувального круга, який включає обертання шліфувального круга навколо своєї oсі, подачу на врізання та осцилюючий рух сепаратора з пластиною [Рис.3.34, стр.181. Палей M.M. и др. Технология шлифования и заточки режущего инструмента/ М.М. Палей, Л.Г. Дибнер, М.Д. Флид. -М: Ма шиностроение, 1988. -288с.]. Недоліком цього способу є те, що вектор сил різання для однієї різальної крайки спрямований в напрямку корпусу пластини, для протилежної - від корпусу пластини на крайку, що може призвести до її викришування. Відомий спосіб плоского шліфування периферією круга, що включає обертання шліфувального круга навколо oсі, прямолінійну подовжню подачу та подачу на врізання (прототип) [Табл.2.6, стр.47. Абразивная и алмазная обработка материалов. Справочник. Под ред. А.Н. Резникова. М: Ма шиностроение, 1977-с.]. Його недоліком є те, що він забезпечує обробку плоскої поверхні. В основу винаходу поставлена задача удосконалення форми різальної пластини з метою підвищення її міцності та удосконалення способу її заточування, який буде також сприяти підвищенню її міцності. У запропонованій пластині допоміжні задні поверхні виконані у вигляді частин циліндричних поверхонь, твірна яких співпадає з меншою діагоналлю відповідної основи, що має вигляд паралелограма, а в способі заточування пластини напрямок подовжньої подачі співпадає з напрямком меншої діагоналі основи пластини, а радіус кривизни осьового перетину робочої поверхні круга знаходиться із співвідношення h r= , sina 1 де h - відстань від головної різальної кромки до меншої діагоналі; a 1 - допоміжний задній кут. Підвищення міцності різальної пластини забезпечується за рахунок того, що на її поверхнях відсутні різкі перепади поперечного перетину, які уявляють собою додаткові концентратори напруження і можуть призвести до поломок або викрашування пластини. Підвищенню міцності різальної пластини буде сприяти і спосіб заточування, в якому напрямок подовжньої подачі співпадає з напрямком меншої діагоналі основи пластини. Як наслідок, напрямок складової сили різання Рz буде утворювати гострий кут з допоміжною різальною крайкою, що значно зменшить вірогідність викришування різальних крайок в порівнянні з тим, коли вектор сили різання Рz був би спрямований перпендикулярно меншій діагоналі (в разі заточування основи пластини периферією круга форми ПП з необхідним діаметром і з орієнтованим своєю віссю обертання вздовж меншої діагоналі основи). Знаходження радіусу кривизни осьового перерізу робочої поверхні круга із співвідношення h r= , sina 1 де h - відстань від головної різальної кромки до меншої діагоналі; a 1 - допоміжний задній кут, дозволить забезпечити необхідні допоміжні кути на допоміжних задніх поверхнях поблизу головної різальної крайки. Поставлена задача вирішується за рахунок того, що у відомій різальній пластині, яка має призматичну форму, на більших гранях сформовані поверхні для закріплення і передні поверхні, а на основах сформовані допоміжні задні поверхні, заточені під допоміжними задніми кутами, згідно винаходу допоміжні задні поверхні виконані у вигляді частин циліндричних поверхонь, твірна яких співпадає з меншою діагоналлю основи, що має вигляд паралелограма. В відомому способі заточування різальної пластини, який включає обертання шліфувального круга, подачу на врізання та подовжню подачу, згідно винаходу, напрямок подовжньої подачі співпадає з напрямком меншої діагоналі основи пластини, а радіус кривизни осьового перерізу робочої поверхні круга знаходиться із співвідношення h r= , sina 1 де h - відстань від головної різальної кромки до меншої діагоналі; a 1 - допоміжний задній кут. Ознаками, що відрізняють заявлену різальну пластину, є: - допоміжні задні поверхні виконані у вигляді частин циліндричних поверхонь; - твірна циліндричної поверхні співпадає з меншою діагоналлю основи, що має вигляд паралелограма. Ознаками, що відрізняють заявлений спосіб заточування заявленої різальної пластини, є: - напрямок подовжньої подачі співпадає з напрямком меншої діагоналі основи пластини; - радіус кривизни осьового перерізу робочої поверхні круга знаходиться із співвідношення h r= , sina 1 де h - відстань від головної різальної кромки до меншої діагоналі; a 1 - допоміжний задній кут. В запропонованій різальній пластині підвищення її міцності забезпечується ознаками, що відрізняють заявлену пластину. Дійсно, виконання бокової задньої поверхні пластини у вигляді частин циліндричних поверхонь, твірна яких співпадає з меншою діагоналлю основи, що має вигляд паралелограма, призводить до того, що пластина має лише плавні перепади поперечного перетину. Це зменшує внутрішні напруження і підвищує стійкість пластини, запобігаючи її викришуванню. Крім того, заявлена форма різальної пластини дозволяє під час її загострення формувати допоміжні задні кути водночас для двох різальних крайок різця. Це знижує тр удомісткість заточування пластини і забезпечує симетричність різальних крайок. В запропонованому способі заточування підвищенню міцності буде сприяти ознака, згідно якої напрямок подовжньої подачі співпадає з напрямком меншої діагоналі основи пластини. Внаслідок цього, напрямок складової сили різання Рz буде утворювати гострий кут з допоміжною різальною крайкою, що значно зменшить вірогідність викришування різальних крайок. Ознака, згідно з якою радіус кривизни осьового перерізу робочої поверхні круга знаходиться із співвідношення h r= , sina 1 де h - відстань від головної різальної кромки до меншої діагоналі; a 1 - допоміжний задній кут, забезпечує необхідні допоміжні кути на допоміжних задніх поверхнях поблизу головної різальної крайки. На фіг.1 показано різальну пластину, вид збоку, напрямки подовжньої подачі і складової сили різання Рz, на фіг.2 - різальну пластину, вид зверху; на фіг.3 - те ж, вид спереду; на фіг.4 - переріз А-А на фіг.1, а також взаємне розташування шліфувального круга і пластини підчас обробки і напрямки робочих рухів. різальна пластина має призматичну форму, на більших гранях якої сформовані поверхні для закріплення 1, наприклад V-подібні пази, і передні поверхні 2. Пластина має дві головні різальні крайки 3 з кутом загострення b. Бокові задні поверхні виконані у вигляді частини циліндричної поверхні, твірна якої співпадає з меншою діагоналлю ВС основи 4. Загострення поверхні основи пластини виконується наступним чином. Шліфувальний круг, робоча поверхня якого заправлена з кривизною r, що знайдена по співвідношенню h r= , sina 1 де h - відстань від головної різальної кромки до меншої діагоналі; a 1 - допоміжний задній кут, встановлюється відносно різальної пластини таким чином, щоб вісь симетрії поперечного перерізу круга співпала з меншою діагоналлю ВС, а сама пластина була розвернута в горизонтальній площині до збігу напрямку подовжньої подачі Sn з меншою діагоналлю ВС. Після цього вмикається обертання шліфувального круга з швидкістю Vk, подовжня подача Sn і починається заточування поверхні основи з подаванням круга на врізання Sвр, доки не буде забезпечена задана величина допоміжного заднього кута водночас для двох головних різальних крайок пластини. Запропонована різальна пластина та спосіб її заточування може застосовуватись під час обробки металів відрізними або канавковими різцями, забезпечуючи зменшення собівартості обробки за рахунок збільшення її стійкості, а також виключення руйнувань пластини через наявність концентраторів напруження.
ДивитисяДодаткова інформація
Назва патенту англійськоюCutting blade and method for its grinding
Автори англійськоюMatiukha Petro Hryhorovych
Назва патенту російськоюРежущая пластина и способ ее затачивания
Автори російськоюМатюха Петр Григорьевич
МПК / Мітки
МПК: B23B 27/16
Мітки: різальна, пластина, спосіб, заточування
Код посилання
<a href="https://ua.patents.su/3-63253-rizalna-plastina-ta-sposib-zatochuvannya.html" target="_blank" rel="follow" title="База патентів України">Різальна пластина та спосіб її заточування</a>
Пластина різальна

Номер патенту: 48414
Опубліковано: 15.08.2002
Автори: Пентюк Борис Миколайович, Івашко Іван Єфимович, Кондратюк Олександр Олександрович
МПК: B23B 27/00
Формула / Реферат:
Пластина різальна з центральним отвором для інструмента з механічним кріпленням, яка відрізняється тим, що вона виконана у вигляді одновиткового гвинтового елемента зі східчастими основами.
Спосіб заточування свердла
Номер патенту: 52246
Опубліковано: 16.12.2002
Автори: Мамлюк Олег Володимирович, Равська Наталья Сергіївна, Лупкін Борис Володимирович, Родін Родіон Петрович
МПК: B23B 51/02
Мітки: свердла, заточування, спосіб
Формула / Реферат:
Спосіб заточування свердла, який включає заточування двома конічними шліфувальними кругами, що встановлені з зазором на одній осі, похилій відносно напрямку зворотно-поступальних рухів свердла, який відрізняється тим, що задні поверхні основних різальних крайок формують конічними поверхнями шліфувальних кругів, а задні поверхні в центральній зоні поперечної різальної крайки свердла формують граничними окружностями, розташованими на торцях...
Різальна багатогранна пластина

Номер патенту: 14344
Опубліковано: 25.04.1997
Автори: Хает Григорій Львович, Казакова Тетяна Валентинівна, Музикант Яків Абрамович, Гузенко Віталій Семенович
МПК: B23B 27/00
Мітки: пластина, різальна, багатогранна
Формула / Реферат:
Режущая многогранная пластина, содержащая режущую кромку и два стружколомающих выступа на передней поверхности, отличающаяся тем, что, с целью расширения технологических возможностей за счет увеличения области устойчивого стружкодробления, стружколомающие выступы выполнены под противоположно направленными углами во взаимно перпендикулярных плоскостях относительно режущей кромки.
Різальна пластина

Номер патенту: 21393
Опубліковано: 02.12.1997
Автор: Пожидаєв Олександр Валентинович
МПК: B23B 27/00
Формула / Реферат:
Режущая пластина, призматической формы, содержащая режущий клин, отличающаяся тем, что выполнена из двух жестко соединенных частей с различными температурными коэффициентами линейного расширения, причем опорная часть выполнена из материала с большим температурным коэффициентом линейного расширения.
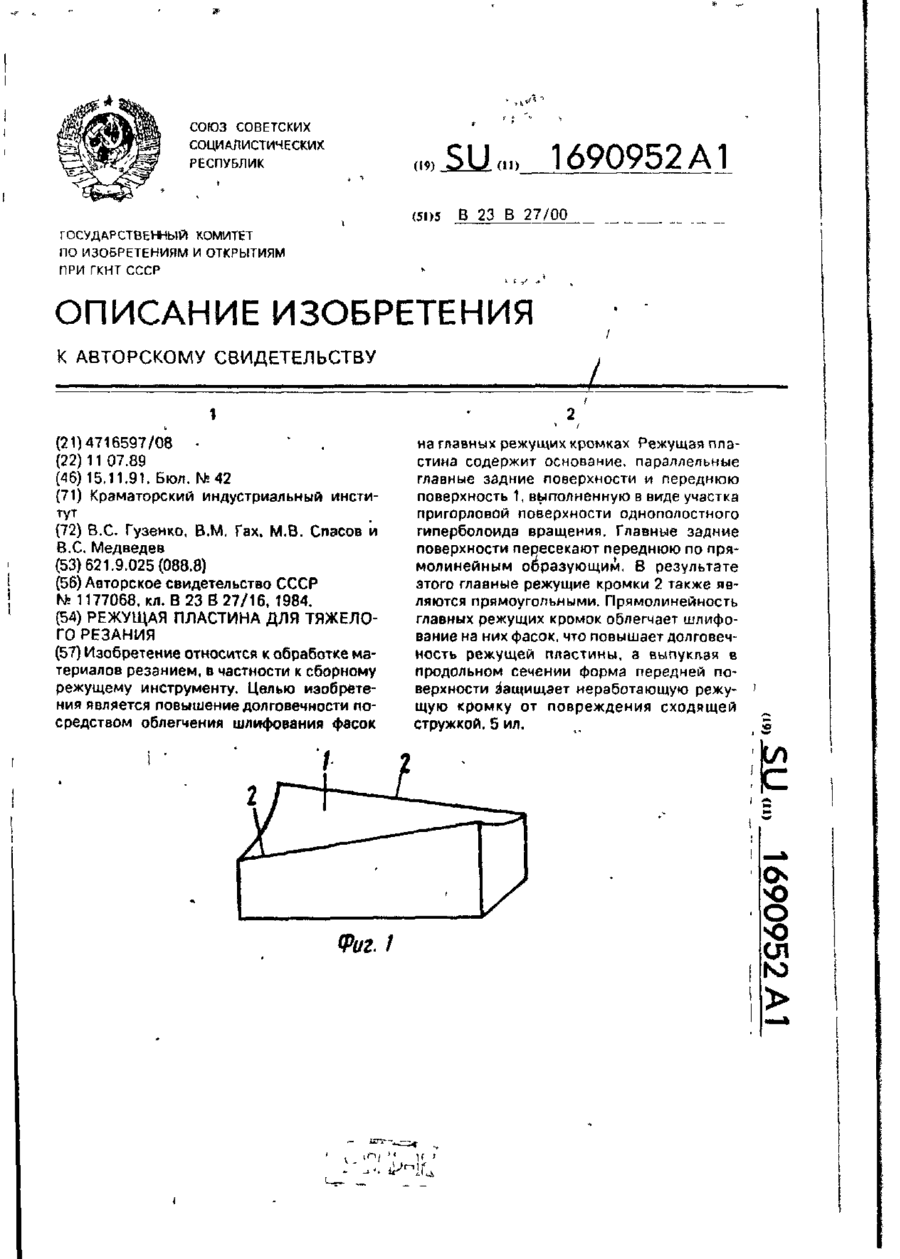
Різальна пластина для важкого різання
Номер патенту: 14367
Опубліковано: 25.04.1997
Автори: Медведєв Вячеслав Степанович, Гузенко Віталій Семенович, Гах Віталій Михайлович, Спасов Михайло Вікторович
МПК: B23B 27/00
Мітки: пластина, різальна, важкого, різання
Формула / Реферат:
Режущая пластина для тяжелого резания, содержащая основание и главные режущие кромки, образованные пересечением передней поверхности с главными задними поверхностями, отличающаяся тем, что, с целью повышения долговечности за счет облегчения шлифования фасок па главных режущих кромках, передняя поверхность выполнена в виде участка пригорловой поверхности однополостного гиперболоида вращения, а главные задние поверхности пересекают...
Попередній патент: Сигналізатор падіння рівня рідини в свердловині
Наступний патент: Електропривід змінного струму
Випадковий патент: Пристрій для оцінки впливу матеріалів одягу на організм людини