Спосіб заточування свердла
Номер патенту: 52246
Опубліковано: 16.12.2002
Автори: Мамлюк Олег Володимирович, Родін Родіон Петрович, Равська Наталья Сергіївна, Лупкін Борис Володимирович
Формула / Реферат
Спосіб заточування свердла, який включає заточування двома конічними шліфувальними кругами, що встановлені з зазором на одній осі, похилій відносно напрямку зворотно-поступальних рухів свердла, який відрізняється тим, що задні поверхні основних різальних крайок формують конічними поверхнями шліфувальних кругів, а задні поверхні в центральній зоні поперечної різальної крайки свердла формують граничними окружностями, розташованими на торцях шліфувальних кругів, причому положення свердла, що заточується, визначають із співвідношення:
![]() ,
,
де:
![]() - інструментальний задній кут;
- інструментальний задній кут;
![]()
d- діаметр серцевини свердла;
D - діаметр свердла;
φ - кут при вершині свердла;
α - задній кут на периферії свердла;
μ - кут, що характеризує положення досліджуваної точки на різальній крайці свердла,
а зазор між шліфувальними кругами визначають із співвідношення:
![]()
де:
Rk - радіус граничної окружності шліфувального круга;
t - кут, що характеризує частину граничної окружності, що формує задню поверхню центральної зони свердла;
τ - кут між віссю обертання кругів і площиною, перпендикулярною осі подачі свердла.
Текст
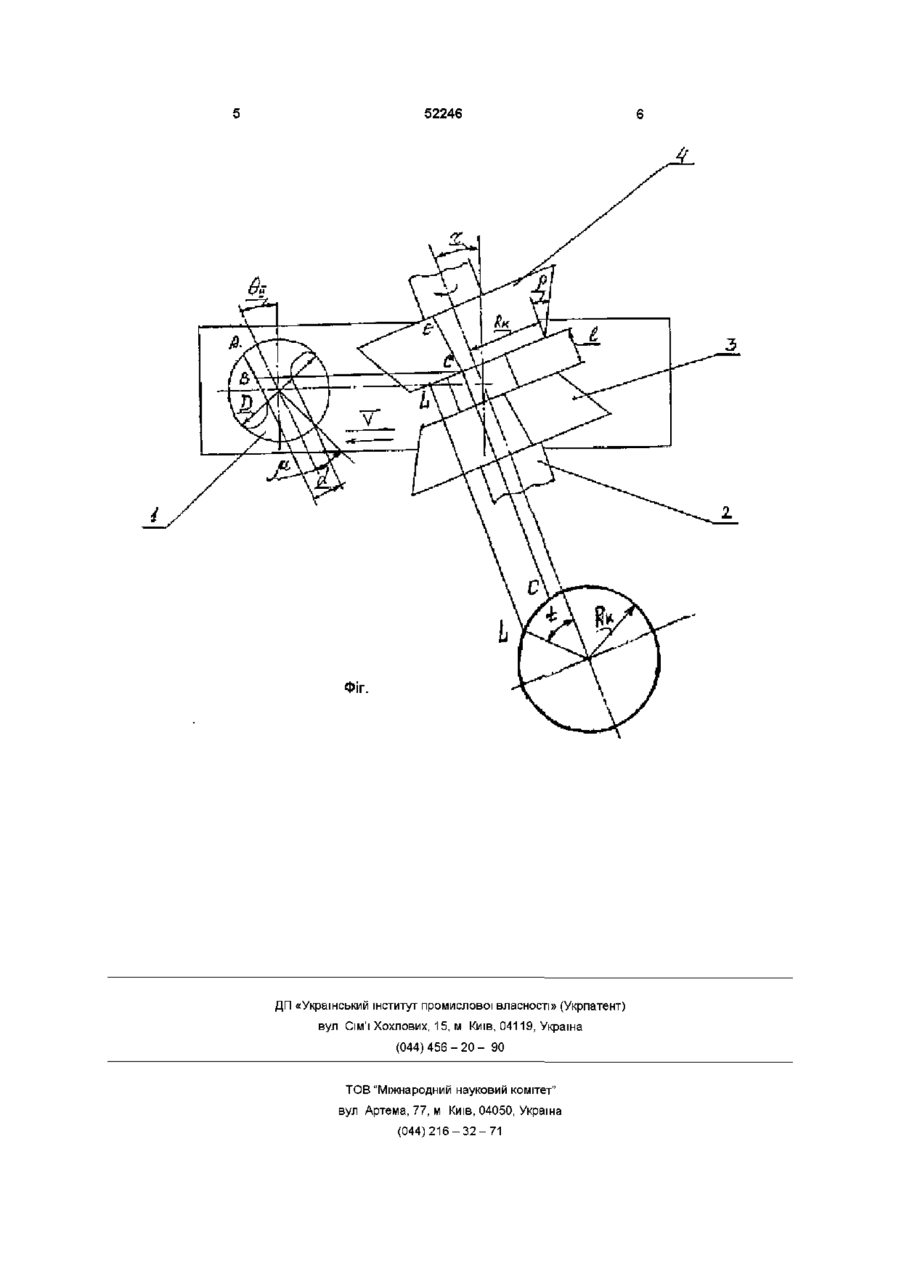
Спосіб заточування свердла, який включає заточування двома конічними шліфувальними кругами, що встановлені з зазором на одній осі, похилій відносно напрямку зворотно-поступальних рухів свердла, який відрізняється тим, що задні поверхні основних різальних крайок формують конічними поверхнями шліфувальних кругів, а задні поверхні в центральній зоні поперечної різальної крайки свердла формують граничними окружностями, розташованими на торцях шліфувальних кругів, причому положення свердла, що заточується, визначають із співвідношення tgatgcp- sinjj. tgeM = COS)J. де Єн - інструментальний задній кут, d d- діаметр серцевини свердла, D - діаметр свердла, е - кут при вершині свердла, р a - задній кут на периферії свердла, [J - кут, що характеризує положення досліджуваної точки на різальній крайці свердла, а зазор між шліфувальними кругами визначають із співвідношення І = Rk -smt-tgx, де Rk - радіус граничної окружності шліфувального круга, t - кут, що характеризує частину граничної окружності, що формує задню поверхню центральної зони свердла, т - кут між віссю обертання кругів і площиною, перпендикулярною осі подачі свердла (О Передбачуваний винахід відноситься до області машинобудування, зокрема до інструментального виробництва і може бути використаний при виготовленні і експлуатації спіральних свердлів Відомий спосіб заточування свердлів по площинах двома конічними шліфувальними колами, установленими з зазором на одній осі, похилої стосовно зворотно-поступальних рухів свердла (див авторське свідоцтво СРСР №333014) Недоліком цього способу є несприятлива геометрія поперечної крайки, що ріже, на якій створюються великі по величині негативні передні кути В основу винаходу поставлена задача поліпшити працездатність спірального свердла за рахунок створення при заточуванні загостреної поперечної крайки Поставлена задача вирішується тим, що в способі заточування свердла, що включає заточування двома конічними шліфувальними колами, що встановлені з зазором на одній осі, похилої стосовно напрямку зворотно-поступальних рухів свердла, ВІДПОВІДНО до винаходу задні поверхні основних крайок, що ріжуть, формують конічними поверхнями шліфувальних кіл, а задні поверхні в центральній зоні поперечної крайки свердла, що ріже, формують граничними окружностями, розташованими на торцях шліфувальних кіл, при цьому положення свердла, що заточується, визначають зі співвідношення C S/ O/ - інструментальний задній кут, __d d - діаметр серцевини свердла, D - діаметр свердла, Ф - кут при вершині свердла, ю a - задній кут на периферії свердла, ц, - кут, що характеризує положення досліджуваної крапки на крайці, що ріже, свердла, а зазор між шліфувальними колами визначають зі співвідношення І = R k *smt*tgx, Де Rk - радіус граничної окружності шліфувального кола, t - кут, що характеризує частину граничної окружності, що формує задню поверхню центральної зони свердла, х - кут між віссю обертання кіл і площиною перпендикулярної осі подачі свердла Сутність винаходу пояснюється кресленням, на якому на фіг приведена схема заточування свердла пропонованим способом і на який позиціями 1 позначене свердло, 2 - вісь, 3 і 4 - КОНІЧНІ шліфувальні кола Здійснюють спосіб, що заявляється, наступним чином Шліфувальні кола в процесі заточування обертаються навколо своїх осей, а свердло, що заточується, робить зворотно-поступальні рухи зі V ШВИДКІСТЮ Положення осі шліфувальних кіл, стосовно швидкості V, характеризується кутом х Кут при вершині конічних шліфувальних кіл дорівнює 2р Положення свердла, що заточується, визначається інструментальним заднім кутомби При розглянутому способі обробки конічної поверхні шліфувального кола відтворюється плоска задня поверхня свердла на основних крайках, що ріжуть, АВ Положення свердла, тобто кут 6ц вибирається таким чином, щоб одержати в результаті заточування необхідну величину заднього кута а на периферії свердла, при його вимірі циліндричному перетині, концентричній осі свердла Кут 6ц визна 52246 чається по формулі g COS// Поверхня в центральній зоні свердла створюється граничною окружністю шліфувального кола радіуса Rk, що забезпечується ВІДПОВІДНИМ вибором величини І - зазору між шліфувальними колами У результаті забезпечується відтворення при заточенні незалежної від геометрії основних крайок геометри, що ріжуть, поперечної крайки, що ріже Визначення величини І ведеться в такій ПОСЛІДОВНОСТІ - вибирається кут загострення Рп и поперечної крайки, що ріже, - визначається кут t, що характеризує частину граничної окружності, що формує задню поверхню центральної зони свердла g ; sin г - розраховується величина І І = R k *smt*tgx, Де Rk - радіус граничної окружності шліфувального кола, t - кут, що характеризує частину граничної окружності, що формує задню поверхню центральної зони свердла, х - кут між віссю обертання кіл і площиною перпендикулярної осі подачі свердла Заточення другої заточувальної площини зуба свердла виконується при установці свердла з кутом tg6Fn, що, зокрема, визначається по ВІДОМІЙ залежності tgeFM = 2ctg4^ - tge,,, де 4 у - кут нахилу поперечної крайки, що ріже 52246 ФІГ ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for drill sharpening
Автори англійськоюLupkin Borys Volodymyrovych, Mamliuk Oleh Volodymyrovych, Ravska Natalia Serhiivna, Rodin Rodion Petrovych
Назва патенту російськоюСпособ заточки сверла
Автори російськоюЛупкин Борис Владимирович, Мамлюк Олег Владимирович, Равская Наталья Сергеевна, Родин Родион Петрович
МПК / Мітки
МПК: B23B 51/02
Мітки: заточування, свердла, спосіб
Код посилання
<a href="https://ua.patents.su/3-52246-sposib-zatochuvannya-sverdla.html" target="_blank" rel="follow" title="База патентів України">Спосіб заточування свердла</a>
Спосіб заточування зубів збірного шевера
Номер патенту: 36602
Опубліковано: 16.04.2001
Автори: Савчук Віктор Васильович, Прибіш Анатолій Іванович, Селівановський Володимир Юрійович, Сорочан Вадим Васильович, Мікіртичев Валерій Арменакович
МПК: B23F 21/00
Мітки: збірного, заточування, спосіб, шевера, зубів
Формула / Реферат:
Спосіб заточування зубів збірного шевера, що містить шліфування бічних поверхонь зубів зібраного шевера на зубошліфувальному станку, який відрізняється тим, що процес зубошліфування поділяють но попередній і остаточний процеси між ними здійснюють розбирання і збирання без прокладок, беззазорне провертання на пристрої спільно з еталонним косозубим колесом, кут нахилу зубів якого більше кута нахилу зубів шевера, фіксація положення пластин,...
Верстат для заточування ножів
Номер патенту: 970
Опубліковано: 16.07.2001
Автори: Дуда Алєксандр Ніколаєвіч, Похвалєнко Вячеслав Дмітрієвіч, Дуда Валєрій Ніколаєвіч
МПК: B24B 3/00
Мітки: верстат, ножів, заточування
Формула / Реферат:
1. Верстат для заточування ножів, який включає основу з розташованим на ній приводом, шліфувальний та полірувальний круги, затискний пристрій з робочою площадкою для розміщення ножа, який відрізняється тим, що затискний пристрій виконаний у вигляді платформи, встановленої з можливістю переміщення перпендикулярно осі верстата по напрямним, розташованим на поверхні кожуха, і фіксації в заданому положенні, з робочою площадкою для розміщення...
Верстат для заточування штирових бурових коронок
Номер патенту: 40969
Опубліковано: 15.08.2001
Автори: Ліненко-Мельніков Ігор Юрійович, Ліненко-Мельников Юрій Петрович
МПК: B24B 3/00
Мітки: заточування, верстат, коронок, бурових, штирьових
Формула / Реферат:
1. Верстат для заточування штирових бурових коронок, виконаний у вигляді станини, на якій встановлено з можливістю переміщення у горизонтальній площині, фіксації в заданому положенні і можливістю обертання стіл з закріпленим на ньому коронкотримачем, а також каретку зі шпиндельним вузлом, яка має можливість вертикального переміщення, при цьому вісь шпиндельного вузла схрещується з віссю обертання стола, який відрізняється тим, що...
Спосіб охолодження кільцевого свердла
Номер патенту: 6092
Опубліковано: 29.12.1994
Автори: Галенко Василь Петрович, Зубко Віктор Петрович, Єременко Віктор Пилипович, Зленко Олександр Євгенович, Денисенко Олександр Антонович, Лоза Олександр Борисович
МПК: B23Q 11/10, B23B 51/06
Мітки: спосіб, охолодження, кільцевого, свердла
Формула / Реферат:
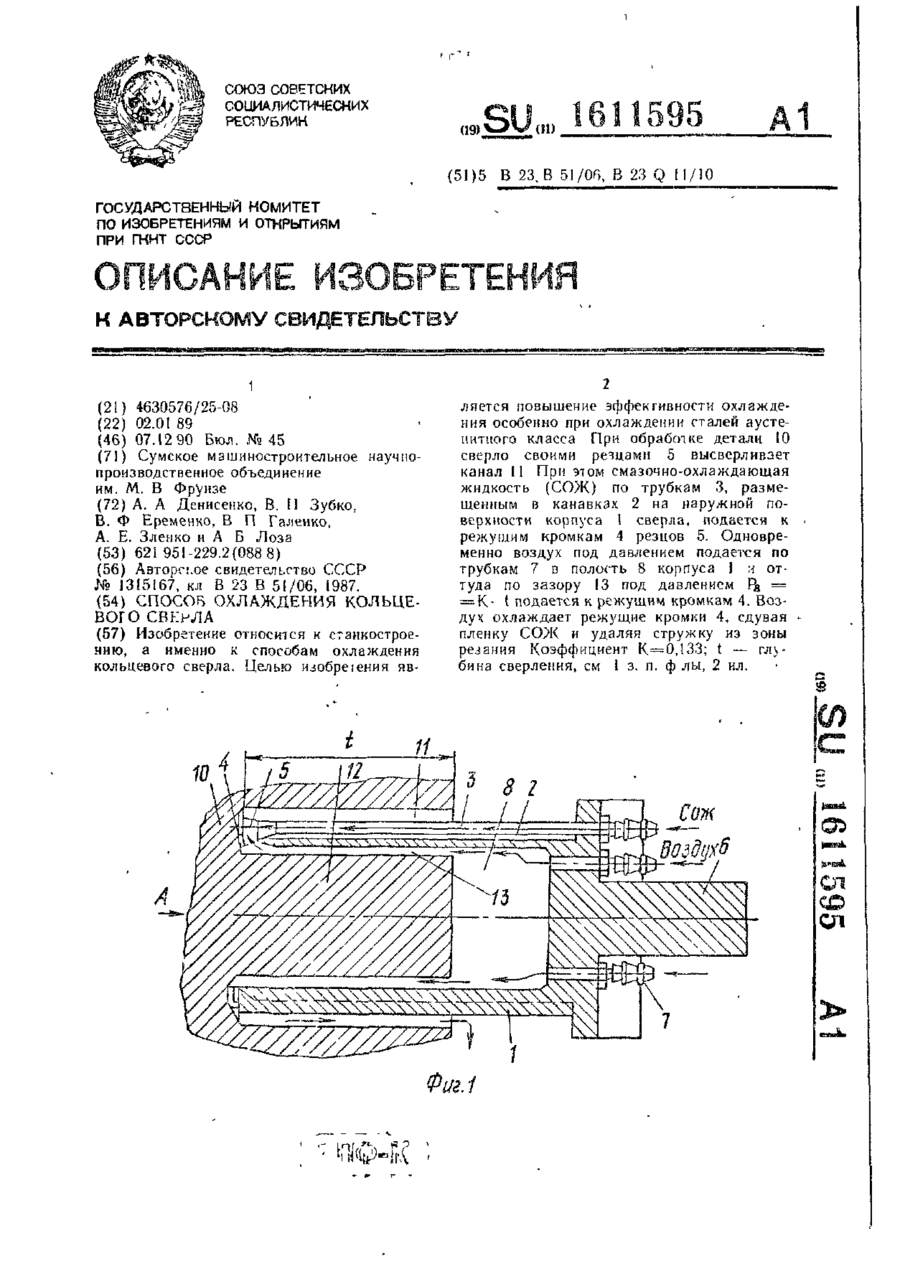
1. Способ охлаждения кольцевого сверла, согласно которому по каналам сверла подводят смазочно-охлаждающую жидкость (СОЖ) на его режущие кромки и подают воздух под давлением с последующим его распылением, отличающийсятем, что, с целью повышения эффективности охлаждения, подачу воздуха осуществляют через зазор между внутренней стенкой корпуса сверла и поверхностью высверленного стержня, а давление РB воздуха выбирают по...
Спосіб заточки свердла одностороннього різання

Номер патенту: 416
Опубліковано: 30.04.1993
Автор: Кірсанов Сергій Михайлович
МПК: B24B 3/00
Мітки: спосіб, одностороннього, різання, свердла, заточки
Формула / Реферат:
Способ заточки сверла одностороннего резания, при котором абразивный круг подводят к обрабатываемому сверлу и формообразуют его заднюю и переднюю поверхности, причем формообразование последней производят при смещении сверла относительно оси абразивного круга, о т-личающийся тем, что величину смещения оси сверла выбирают по формулегде h - величина смещения относительно оси сверла, - величина угла в плане центральной...
Попередній патент: Спосіб очищення нейтралізованих вапном промивних вод сірчанокислотних відділень від сульфату кальцію
Наступний патент: Спосіб одержання діуцифону
Випадковий патент: Механізм перервного обертання