Спосіб гальмування росту втомних тріщин в тонкостінних металоконструкціях
Номер патенту: 63465
Опубліковано: 15.01.2004
Автори: Новожилов Валерій Володимирович, Кузьменко Олександр Захарович, Книш Віталій Васильович, Гришанов Аркадій Олександрович
Формула / Реферат
1. Спосіб гальмування росту втомних тріщин в тонкостінних металоконструкціях, який включає наклеп металевих виробів та створення в їх поверхневому шарі поля напружень стиску, який відрізняється тим, що додатково при наявності тріщини її засвердлюють по кінцях і проводять пластичне стиснення по товщині з зовнішньої сторони отворів.
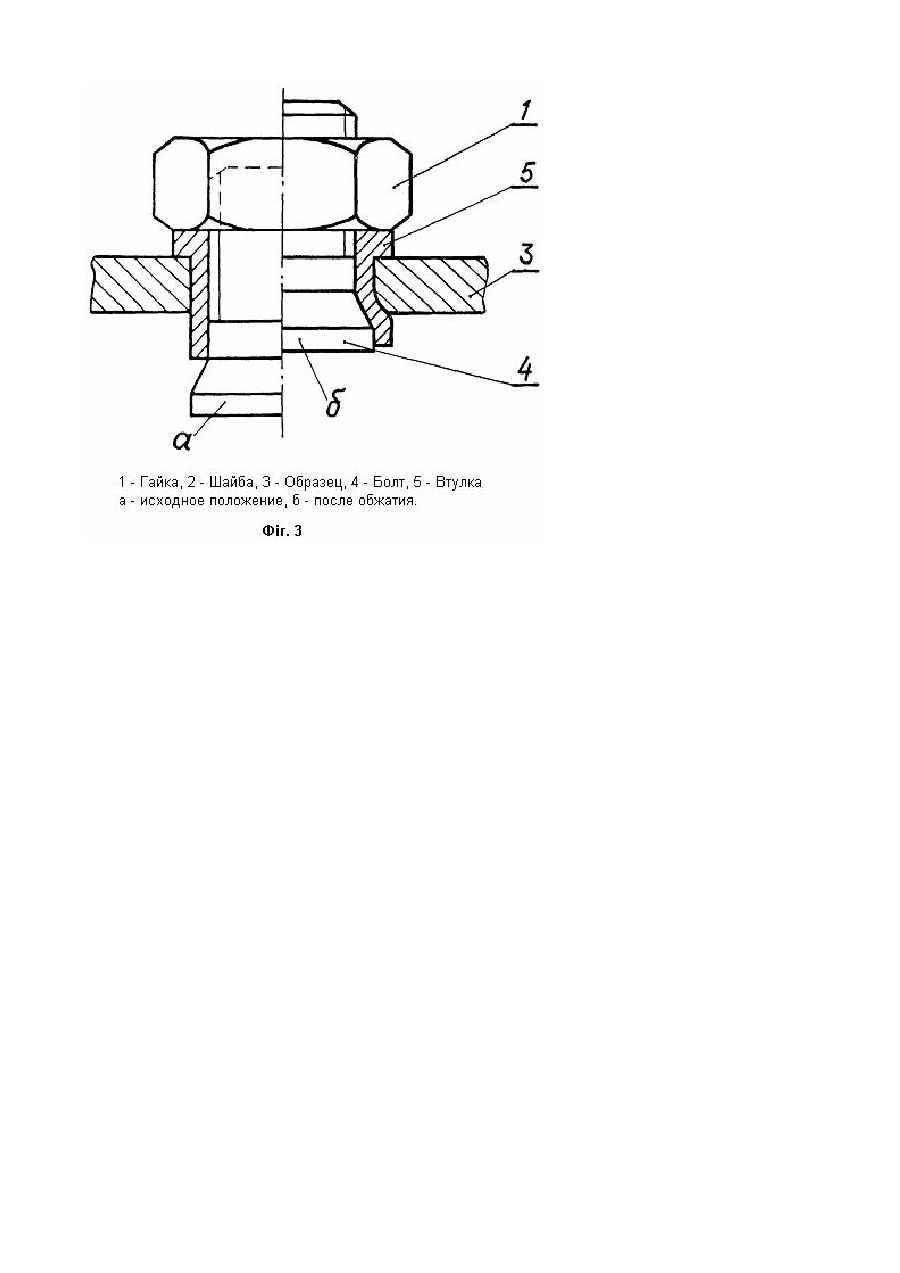
2. Спосіб за п. 1, який відрізняється тим, що додатково здійснюють пластичне стиснення по товщині відносно пластичного матеріалу пристроєм з найбільш твердого матеріалу, який виготовлений у вигляді клина, шайби, конуса чи втулки.
3. Спосіб за п. 1, який відрізняється тим, що додатково на зовнішніх сторонах отворів в металоконструкції створюють напруження стиску, які рівні чи перевищують робочі напруження розтягу.
Текст
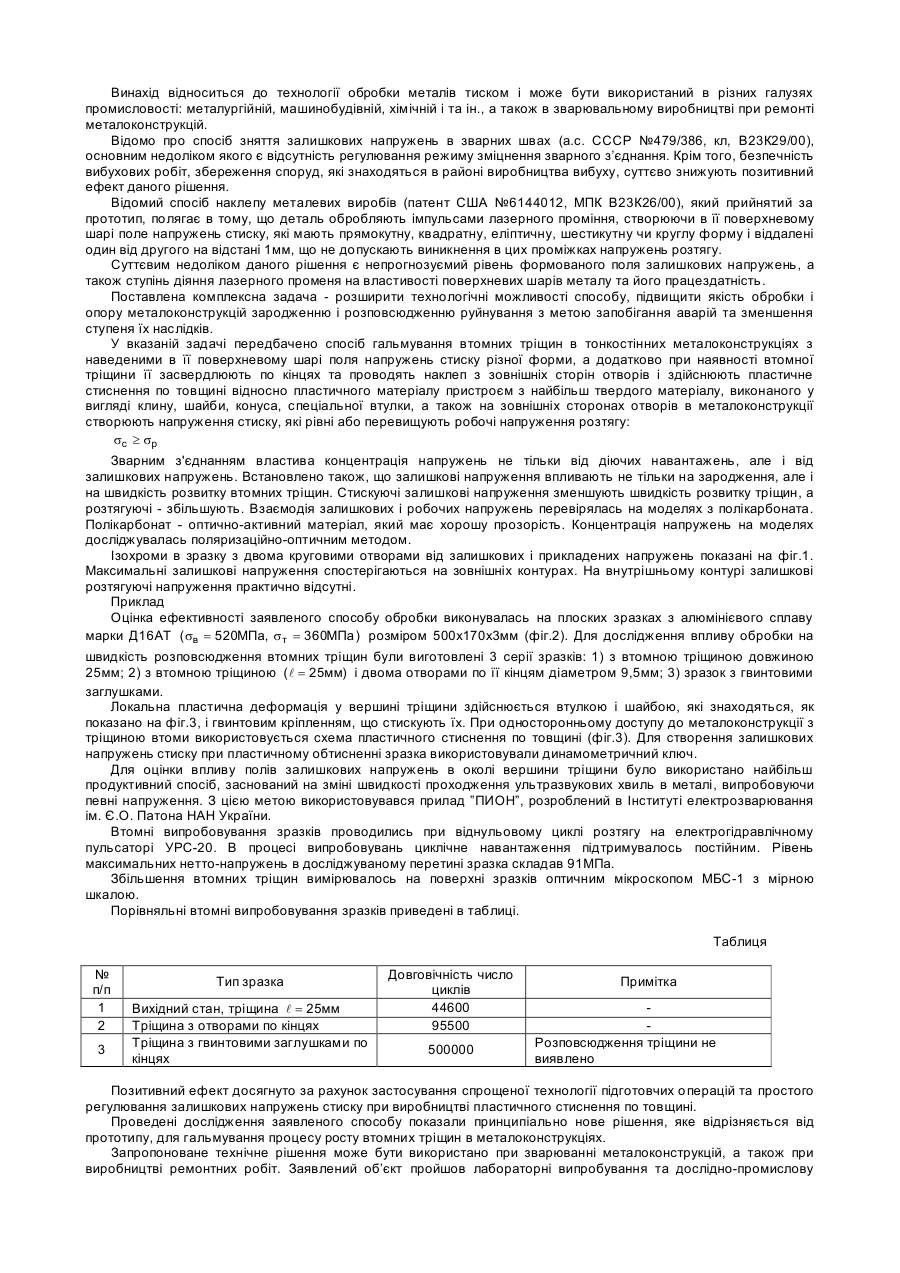
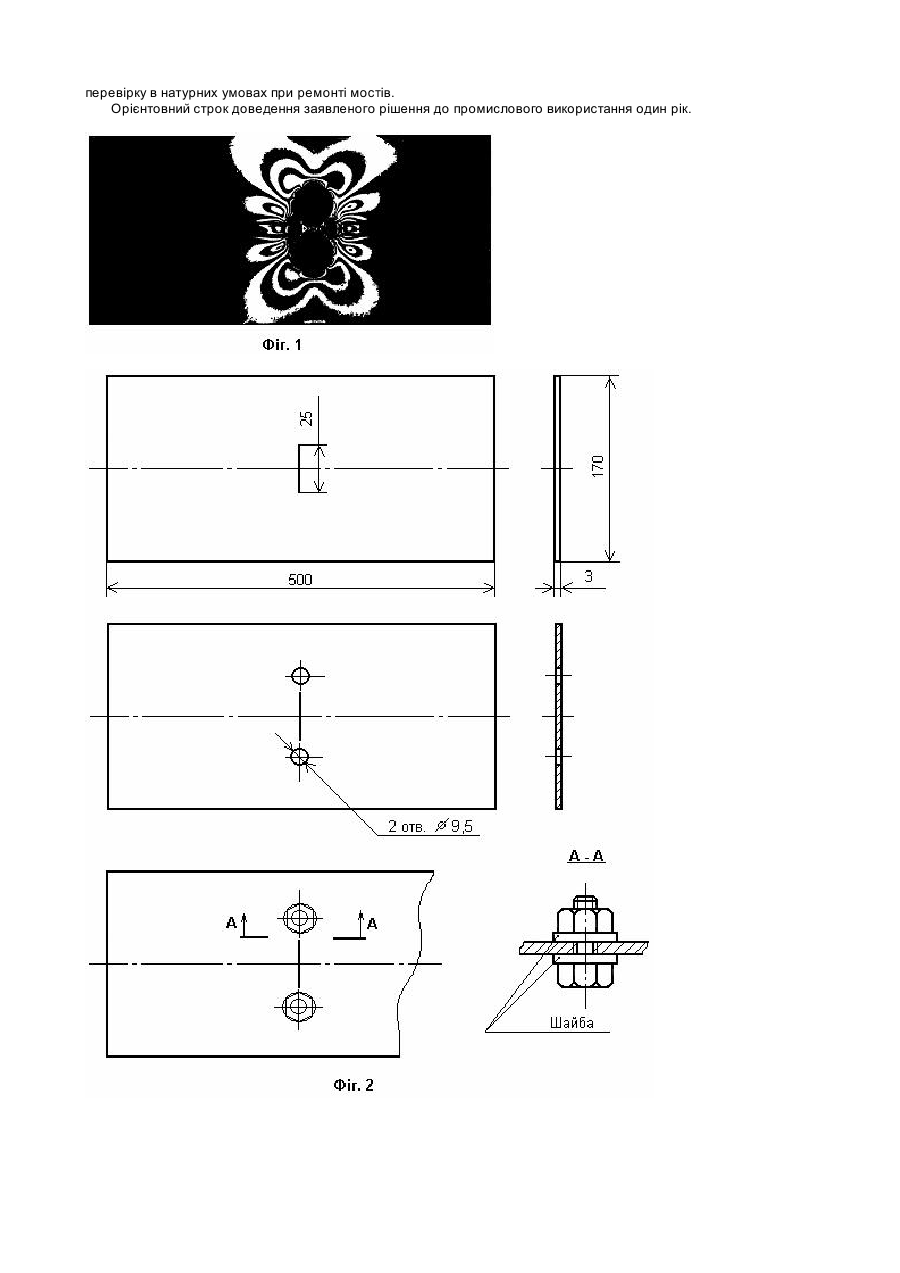
Винахід відноситься до технології обробки металів тиском і може бути використаний в різних галузях промисловості: металургійній, машинобудівній, хімічній і та ін., а також в зварювальному виробництві при ремонті металоконструкцій. Відомо про спосіб зняття залишкових напружень в зварних швах (а.с. СССР №479/386, кл, В23К29/00), основним недоліком якого є відсутність регулювання режиму зміцнення зварного з’єднання. Крім того, безпечність вибухових робіт, збереження споруд, які знаходяться в районі виробництва вибуху, суттєво знижують позитивний ефект даного рішення. Відомий спосіб наклепу металевих виробів (патент США №6144012, МПК В23К26/00), який прийнятий за прототип, полягає в тому, що деталь обробляють імпульсами лазерного проміння, створюючи в її поверхневому шарі поле напружень стиску, які мають прямокутну, квадратну, еліптичну, шестикутну чи круглу форму і віддалені один від другого на відстані 1мм, що не допускають виникнення в цих проміжках напружень розтягу. Суттєвим недоліком даного рішення є непрогнозуємий рівень формованого поля залишкових напружень, а також ступінь діяння лазерного променя на властивості поверхневих шарів металу та його працездатність. Поставлена комплексна задача - розширити технологічні можливості способу, підвищити якість обробки і опору металоконструкцій зародженню і розповсюдженню руйнування з метою запобігання аварій та зменшення ступеня їх наслідків. У вказаній задачі передбачено спосіб гальмування втомних тріщин в тонкостінних металоконструкціях з наведеними в її поверхневому шарі поля напружень стиску різної форми, а додатково при наявності втомної тріщини її засвердлюють по кінцях та проводять наклеп з зовнішніх сторін отворів і здійснюють пластичне стиснення по товщині відносно пластичного матеріалу пристроєм з найбільш твердого матеріалу, виконаного у вигляді клину, шайби, конуса, спеціальної втулки, а також на зовнішніх сторонах отворів в металоконструкції створюють напруження стиску, які рівні або перевищують робочі напруження розтягу: sc ³ sp Зварним з'єднанням властива концентрація напружень не тільки від діючих навантажень, але і від залишкових напружень. Встановлено також, що залишкові напруження впливають не тільки на зародження, але і на швидкість розвитку втомних тріщин. Стискуючі залишкові напруження зменшують швидкість розвитку тріщин, а розтягуючі - збільшують. Взаємодія залишкових і робочих напружень перевірялась на моделях з полікарбоната. Полікарбонат - оптично-активний матеріал, який має хорошу прозорість. Концентрація напружень на моделях досліджувалась поляризаційно-оптичним методом. Ізохроми в зразку з двома круговими отворами від залишкових і прикладених напружень показані на фіг.1. Максимальні залишкові напруження спостерігаються на зовнішніх контурах. На внутрішньому контурі залишкові розтягуючі напруження практично відсутні. Приклад Оцінка ефективності заявленого способу обробки виконувалась на плоских зразках з алюмінієвого сплаву марки Д16АТ ( sв = 520МПа, s т = 360МПа ) розміром 500x170x3мм (фіг.2). Для дослідження впливу обробки на швидкість розповсюдження втомних тріщин були виготовлені 3 серії зразків: 1) з втомною тріщиною довжиною 25мм; 2) з втомною тріщиною ( l = 25мм) і двома отворами по її кінцям діаметром 9,5мм; 3) зразок з гвинтовими заглушками. Локальна пластична деформація у вершині тріщини здійснюється втулкою і шайбою, які знаходяться, як показано на фіг.3, і гвинтовим кріпленням, що стискують їх. При односторонньому доступу до металоконструкції з тріщиною втоми використовується схема пластичного стиснення по товщині (фіг.3). Для створення залишкових напружень стиску при пластичному обтисненні зразка використовували динамометричний ключ. Для оцінки впливу полів залишкових напружень в околі вершини тріщини було використано найбільш продуктивний спосіб, заснований на зміні швидкості проходження ультразвукових хвиль в металі, випробовуючи певні напруження. З цією метою використовувався прилад ”ПИОН”, розроблений в Інституті електрозварювання ім. Є.О. Патона НАН України. Втомні випробовування зразків проводились при віднульовому циклі розтягу на електрогідравлічному пульсаторі УРС-20. В процесі випробовувань циклічне навантаження підтримувалось постійним. Рівень максимальних нетто-напружень в досліджуваному перетині зразка складав 91МПа. Збільшення втомних тріщин вимірювалось на поверхні зразків оптичним мікроскопом МБС-1 з мірною шкалою. Порівняльні втомні випробовування зразків приведені в таблиці. Таблиця № п/п 1 2 3 Тип зразка Вихідний стан, тріщина l = 25мм Тріщина з отворами по кінцях Тріщина з гвинтовими заглушками по кінцях Довговічність число циклів 44600 95500 500000 Примітка Розповсюдження тріщини не виявлено Позитивний ефект досягнуто за рахунок застосування спрощеної технології підготовчих операцій та простого регулювання залишкових напружень стиску при виробництві пластичного стиснення по товщині. Проведені дослідження заявленого способу показали принципіально нове рішення, яке відрізняється від прототипу, для гальмування процесу росту втомних тріщин в металоконструкціях. Запропоноване технічне рішення може бути використано при зварюванні металоконструкцій, а також при виробництві ремонтних робіт. Заявлений об’єкт пройшов лабораторні випробування та дослідно-промислову перевірку в натурних умовах при ремонті мостів. Орієнтовний строк доведення заявленого рішення до промислового використання один рік.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for inhibition of growth of fatigue cracks in thin-walled metal structures
Автори англійськоюKnysh Vitalii Vasyliovych, Kuzmenko Oleksandr Zakharovych, Hryshanov Arkadii Oleksandrovych
Назва патенту російськоюСпособ торможения роста усталостных трещин в тонкостенных металлоконструкциях
Автори російськоюКныш Виталий Васильевич, Кузьменко Александр Захарович, Гришанов Аркадий Александрович
МПК / Мітки
МПК: B23K 26/00, B23K 28/00
Мітки: металоконструкціях, гальмування, втомних, спосіб, тонкостінних, росту, тріщин
Код посилання
<a href="https://ua.patents.su/3-63465-sposib-galmuvannya-rostu-vtomnikh-trishhin-v-tonkostinnikh-metalokonstrukciyakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб гальмування росту втомних тріщин в тонкостінних металоконструкціях</a>
Спосіб гальмування зародження та розвитку тріщин втоми
Номер патенту: 49350
Опубліковано: 16.09.2002
Автори: Гопкало Олексій Петрович, Ляшенко Борис Артемович, Рутковський Анатолій Віталійович, Трощенко Валерій Трохимович
МПК: B23H 9/10, F16L 57/00
Мітки: спосіб, розвитку, тріщин, гальмування, втоми, зародження
Формула / Реферат:
1. Спосіб гальмування зародження та розвитку тріщин втоми, що виникають на поверхні металевої конструкції, що містить операцію зміни структури поверхневого шару матеріалу конструкції, який відрізняється тим, що поверхню конструкції, що вже відробила частину свого ресурсу, піддають зміцнювальній обробці.2. Спосіб за п. 1, який відрізняється тим, що як зміцнювальну обробку використовують іонне травлення поверхні до отримання залишкових...
Спосіб гальмування розвитку тріщин, що виникають на поверхні металевої конструкції через її втомлювання
Номер патенту: 38466
Опубліковано: 15.05.2001
Автори: Рутковський Анатолій Віталійович, Ляшенко Борис Артемович, Гопкало Олексій Петрович
МПК: F16L 57/00, B23H 9/00
Мітки: спосіб, розвитку, металевої, гальмування, втомлювання, тріщин, виникають, конструкції, поверхні
Формула / Реферат:
1. Спосіб гальмування розвитку тріщин, що виникають на поверхні металевої конструкції через її втомлювання, що містить операцію зміни структури на шляху передбачуваного росту тріщини, який відрізняється тим, що попередньо на поверхні конструкції, що вже відробила свій ресурс і тотожна конструкції, яку обробляють, реєструють крок сітки втомлюваних тріщин Н, що виник під час її експлуатації, а потім виконують локальну зміну структури матеріалу...
Спосіб контролю росту тріщин у зразках матеріалів
Номер патенту: 2914
Опубліковано: 26.12.1994
Автори: Андрейків Олександр Євгенович, Скальський Валентин Романович, Лисак Микола Васильович
МПК: G01N 29/14
Мітки: росту, контролю, тріщин, матеріалів, зразках, спосіб
Формула / Реферат:
Способ контроля роста трещин в образцах материалов, заключающийся в том, что на образце располагают группу преобразователей, регистрируют сигналы акустической эмиссии, по которым судят о контролируемом параметре, отличающийся тем, что выявляют зоны образца, в которых зарегистрированы наименьшие и наибольшие значения сигналов акустической эмиссии, устанавливают преобразователи акустической эмиссии в этих зонах на расстоянии один от другого,...
Спосіб підвищення стійкості елементу конструкції до поширення тріщин
Номер патенту: 23231
Опубліковано: 19.05.1998
Автори: Подкользін Вячеслав Юрійович, Ясній Петро Володимирович, Ковальчук Ярослав Олексійович
МПК: F16L 57/00
Мітки: підвищення, елементу, стійкості, спосіб, конструкції, поширення, тріщин
Формула / Реферат:
1. Спосіб підвищення стійкості елементу конструкції до поширення тріщин, який полягає у нагріванні І наступному охолодженні конструкції, який відрізняється тим, що після нагрівання конструкції проводиться Π технологічна обробка, яка полягає у статичному навантаженні конструкції з накладанням циклічної складової.2. Спосіб за п. 1, який відрізняється тим, що операції нагрівання І технологічної обробки виконують до введення...
Спосіб холодної періодичної прокатки тонкостінних та особливо тонкостінних труб
Номер патенту: 6917
Опубліковано: 31.03.1995
Автори: Кекух Станіслав Миколайович, Куценко Олександр Іванович, Смолін Олексій Миколайович, Лісовський Олександр Олександрович, Король Радимір Миколайович, Самойленко Генадій Дмитрович, Злинько Валерій Дмитрович, Загребельний Віктор Терентійович, Кравченко Юрій Олексійович, Науменко Сергій Григорович, Хохлов Анатолій Іванович, Кірсанов Микола Васильович, Король Микола Миколайович
МПК: B21B 21/00
Мітки: періодичної, спосіб, труб, холодної, особливої, прокатки, тонкостінних
Формула / Реферат:
Способ холодной периодической прокатки тонкостенных и особо тонкостенных труб, включающий порционную подачу и поворот заготовки, ее обжатие по диаметру, обжатие по толщине стенки переменной величины и калибрование по диаметру и толщине стенки в калибре, образованном круглыми ручьями роликов постоянного радиуса, на цилиндрической оправке, отличающийся тем, что перед обжатием по толщине стенки переменной величины осуществляют обжатие по толщине...
Попередній патент: Пристрій для подачі нитки основов’язальної машини
Наступний патент: Спосіб виготовлення плодового десертного вина литовченко “староцерковне” та композиція для його здійснення
Випадковий патент: Переносний пристрій для приготування їжі