Спосіб нанесення припою для паяння або зварювання-паяння деталей металевих конструкцій
Номер патенту: 51662
Опубліковано: 16.12.2002
Автори: Шинлов Михайло Євгенович, Прокоф`єв Олексій Сергійович, Дубко Андрій Григорович, Письменний Олексій Олександрович, Письменний Олександр Семенович
Формула / Реферат
Спосіб нанесення припою для паяння або зварювання-паяння деталей металевих конструкцій, здебільшого сталевих, який полягає у тому, що попередньо нагрівають індукційним або іншим нагріваючим устаткуванням місця паяння або зварювання-паяння на поверхнях деталей, що підлягають з'єднанню, а припій наносять у порошкоподібному стані шляхом контактування з розігрітими поверхнями, який відрізняється тим, що припій наносять у складі порошкоподібної суміші припою, флюсу та, за необхідністю, зв’язуючої речовини, при цьому попереднє нагрівання здійснюють до температури, яка є вищою за температуру плавлення і в той же час нижчою за температуру вигоряння найбільш легкоплавких компонентів порошкоподібної суміші, а контактування порошкоподібної суміші для паяння з розігрітими поверхнями здійснюють шляхом занурення розігрітих торців деталей, що паяються, у порошкоподібну суміш, що знаходиться у пристосуванні, на задану глибину.
Текст
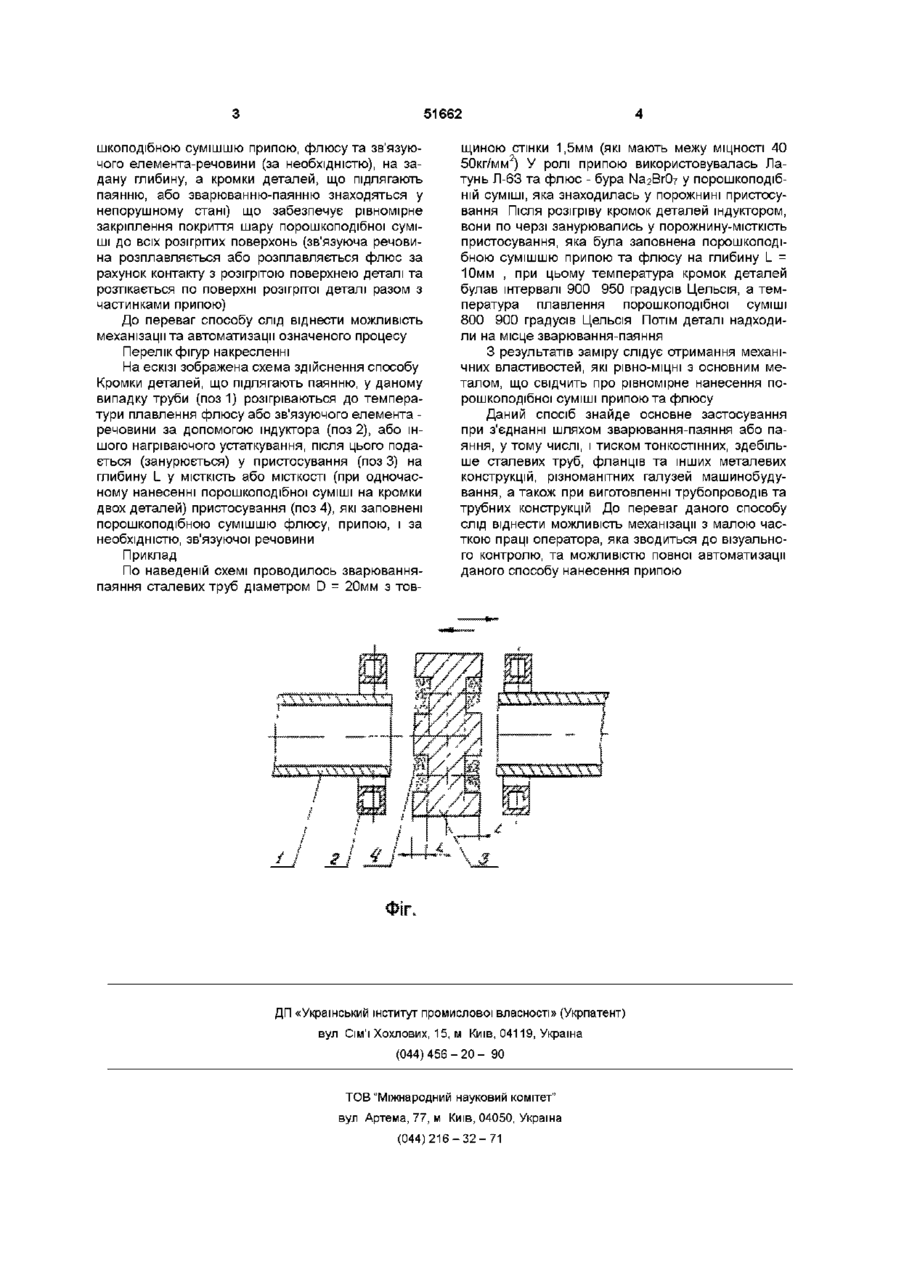
Спосіб нанесення припою для паяння або зварювання-паяння деталей металевих конструкцій, здебільшого сталевих, який полягає утому, що попередньо нагрівають індукційним або іншим нагріваючим устаткуванням місця паяння або зварювання-паяння на поверхнях деталей, що підлягають з'єднанню, а припій наносять у порошкоподібному стані шляхом контактування з розігрітими поверхнями, який відрізняється тим, що припій наносять у складі порошкоподібної суміші припою, флюсу та, за необхідністю, зв'язуючої речовини, при цьому попереднє нагрівання здійснюють до температури, яка є вищою за температуру плавлення і в той же час нижчою за температуру вигоряння найбільш легкоплавких компонентів порошкоподібної суміші, а контактування порошкоподібної суміші для паяння з розігрітими поверхнями здійснюють шляхом занурення розігрітих торців деталей, що паяються, у порошкоподібну суміш, що знаходиться у пристосуванні, на задану глибину О Винахід відноситься до галузі паяння або зварювання-паяння, зокрема, до способів паяння здебільше стальних конструкцій і може бути використаний у різноманітних галузях машинобудування Відомий винахід «СПОСОБ НАНЕСЕНИЯ ПРИПОЯ НА ПОВЕРХНОСТЬ ДЕТАЛЕЙ» (Авторське свідоцтво СРСР № 1764877), який також полягає у нагріванні деталей, а саме нанесення припою здійснюється шляхом напилення Однак слід визначити, що при цьому деталі, які підлягають паянню, розташовують у спеціальній камері з спеціальною атмосферою, що суттєво відрізняє здійснення процесу і не зовсім можливо при роботі з габаритними деталями При цьому також створюється псевдозжиження, що у нашому випадку є небажаним явищем, т я веде до зміни ХІМІЧНОГО складу припою В основу винаходу покладено завдання вдосконалити способи паяння або зварювання-паяння та підвищення якості нанесення припою при з'єднанні габаритних деталей шляхом використання припою в порошкоподібній суміші з більш легкоплавкими активними речовинами та зміни умов нанесення, завдяки чому досягається рівномірне нанесення припою на визначену ділянку зі збере женням його ХІМІЧНОГО складу Суть винаходу полягає у тому, що даний спосіб нанесення припою для паяння або зварювання-паяння деталей металевих конструкцій, здебільшого сталевих, включає у себе нанесення на торці кромок деталей, що паяються, та на примикаючи поверхні припою та флюсу, шляхом попереднього нагрівання кромок деталей, що паяються індукційним, або іншим нагріваючим устаткуванням до температури плавлення зв'язуючої речовини або флюсу, який знаходиться у порошкоподібній суміші з припоєм (за необхідністю, у порошкоподібну суміш флюсу та припою додають зв'язуючу речовину, яка має температуру плавлення нижчу, ніж температура плавлення флюсу), занурюванням торців деталей, що паяються у спеціальний пристрій, який дозволяє занурити на задану глибину кромки деталей у порошкоподібну однорідну суміш припою та флюсу, а також за необхідністю у порошкоподібну зв'язуючу речовину, що забезпечує наявність шару однорідної суміші припою та флюсу на кромках деталей, що підлягають паянню, які у подальшому, надходять на паяння або зварювання-паяння (Можливий варіант переміщення пристосування з ємністю з поро (О (О ю 51662 шкоподібною сумішшю припою, флюсу та зв'язуючого елемента-речовини (за необхідністю), на задану глибину, а кромки деталей, що підлягають паянню, або зварюванню-паянню знаходяться у непорушному стані) що забезпечує рівномірне закріплення покриття шару порошкоподібної суміші до всіх розігрітих поверхонь (зв'язуюча речовина розплавляється або розплавляється флюс за рахунок контакту з розігрітою поверхнею деталі та розтікається по поверхні розігрітої деталі разом з частинками припою) До переваг способу слід віднести можливість механізації та автоматизації означеного процесу Перелік фігур накресленні На ескізі зображена схема здійснення способу Кромки деталей, що підлягають паянню, у даному випадку труби (поз 1) розігріваються до температури плавлення флюсу або зв'язуючого елемента речовини за допомогою індуктора (поз 2), або іншого нагріваючого устаткування, після цього подається (занурюється) у пристосування (поз 3) на глибину L у МІСТКІСТЬ або МІСТКОСТІ (при одночас ному нанесенні порошкоподібної суміші на кромки двох деталей) пристосування (поз 4), які заповнені порошкоподібною сумішшю флюсу, припою, і за необхідністю, зв'язуючої речовини Приклад По наведеній схемі проводилось зварюванняпаяння сталевих труб діаметром D = 20мм з тов щиною стінки 1,5мм (які мають межу МІЦНОСТІ 40 2 50кг/мм ) У ролі припою використовувалась Латунь Л-63 та флюс - бура Na2BrO? у порошкоподібній суміші, яка знаходилась у порожнині пристосування Після розігріву кромок деталей індуктором, вони по черзі занурювались у порожнину-місткість пристосування, яка була заповнена порошкоподібною сумішшю припою та флюсу на глибину L = 10мм , при цьому температура кромок деталей булав інтервалі 900 950 градусів Цельсія, а температура плавлення порошкоподібної суміші 800 900 градусів Цельсія Потім деталі надходили на місце зварювання-паяння З результатів заміру слідує отримання механічних властивостей, які рівно-міцні з основним металом, що свідчить про рівномірне нанесення порошкоподібної суміші припою та флюсу Даний спосіб знайде основне застосування при з'єднанні шляхом зварювання-паяння або паяння, у тому числі, і тиском тонкостінних, здебільше сталевих труб, фланців та інших металевих конструкцій, різноманітних галузей машинобудування, а також при виготовленні трубопроводів та трубних конструкцій До переваг даного способу слід віднести можливість механізації з малою часткою праці оператора, яка зводиться до візуального контролю, та можливістю повної автоматизації даного способу нанесення припою ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for application of solder for soldering of welding-soldering parts of metal structures
Автори англійськоюPysmennyi Oleksandr Semenovych, Prokofiev Oleksii Serhiiovych, Pysmennyi Oleksii Oleksandrovych, Dubko Andrii Hryhorovych
Назва патенту російськоюСпособ нанесения припоя для пайки или сварки-пайки деталей металлических конструкций
Автори російськоюПисьменный Александр Семенович, Прокофьев Алексей Сергеевич, Письменный Алексей Александрович, Дубко Андрей Григорьевич
МПК / Мітки
Мітки: деталей, конструкцій, зварювання-паяння, нанесення, металевих, припою, спосіб, паяння
Код посилання
<a href="https://ua.patents.su/2-51662-sposib-nanesennya-pripoyu-dlya-payannya-abo-zvaryuvannya-payannya-detalejj-metalevikh-konstrukcijj.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення припою для паяння або зварювання-паяння деталей металевих конструкцій</a>
Спосіб паяння таврових з’єднань труб або стержнів металевих конструкцій
Номер патенту: 45491
Опубліковано: 15.04.2002
Автори: Письменний Олександр Семенович, Шинлов Михайло Євгенович, Дубко Андрій Григорович, Прокоф`єв Олексій Сергійович
МПК: B23K 1/00, B23K 33/00
Мітки: металевих, конструкцій, труб, спосіб, таврових, паяння, стержнів, з'єднань
Формула / Реферат:
Спосіб паяння таврових з'єднань труб або стержнів металевих конструкцій, переважно сталевих, який полягає у складанні деталей з розташуванням припою та флюсу у зазорі, що паяється, нагріванні до температури розплавлення припою, та пластичному деформуванні деталей у зоні з'єднання шляхом прикладання тиску осаджування, який відрізняється тим, що попередньо створюють розвинену поверхню паяння шляхом виготовлення паза в одній з деталей, а...
Спосіб паяння металевих конструкцій, наприклад тонкостінних труб та фланців, переважно сталевих
Номер патенту: 28675
Опубліковано: 17.06.2002
Автори: Бондарев В`ячеслав Андрійович, Прокоф`єв Олексій Сергійович, Письменний Олександр Семенович, Шинлов Михайло Євгенович
МПК: B23K 1/00
Мітки: сталевих, труб, паяння, переважно, наприклад, фланців, металевих, тонкостінних, конструкцій, спосіб
Формула / Реферат:
Спосіб паяння металевих конструкцій, наприклад тонкостінних труб та фланців, переважно сталевих, який полягає у складанні деталей з розташуванням припою та флюсу у паяному зазорі, нагріванні до температури розплавлення припою, та пластичному деформуванні деталей у зоні з'єднання шляхом прикладання тиску осаджування, який відрізняється тим, що пластичне деформування з'єднуваних кромок здійснюють за допомогою формоутворюючого інструментa, при...
Спосіб паяння алюмінію, флюс, що не містить припою, готова суміш для флюсу
Номер патенту: 48257
Опубліковано: 15.08.2002
Автори: Борн Томас, Белт Хайнц-Йоахім
МПК: B23K 35/362, B23K 103/10
Мітки: алюмінію, спосіб, містить, флюс, флюсу, готова, паяння, суміш, припою
Формула / Реферат:
1. Спосіб паяння алюмінію при застосуванні флюсу, що містить разом з фторалюмінатом К2SіF6, який відрізняється тим, що роботу проводять без додавання припою і використовують флюс, що містить 6-50% мас. К2SiF6 і 50-94% мас. фторалюмінату калію.2. Спосіб за п. 1, який відрізняється тим, що як фторалюмінат калію використовують KAlF4, K2AlF5 і/або K2AlF5 · H2O.3. Спосіб за п. 1, який відрізняється тим, що флюс містить К2SiF6 в...
Спосіб утворення нерознімного т – подібного з’єднання труб та трубчатих елементів обмеженої довжини у вигляді трійників за допомогою паяння та зварювання-паяння
Номер патенту: 51677
Опубліковано: 16.12.2002
Автори: Прокоф`єв Олексій Сергійович, Бондарев В`ячеслав Андрійович, Дубко Андрій Григорович, Письменний Олександр Семенович, Письменний Олексій Олександрович, Макаревич Володимир Вікторович
МПК: B23K 1/00
Мітки: трійників, елементів, обмежено, зварювання-паяння, довжини, труб, подібного, вигляді, утворення, трубчатих, з'єднання, нерознімного, паяння, допомогою, спосіб
Формула / Реферат:
Спосіб утворення нерознімного Т-подібного з'єднання труб та трубчатих елементів обмеженої довжини у вигляді трійників за допомогою паяння та зварювання-паяння, який полягає у тому, що у заздалегідь підготовлений отвір у трубі більшого діаметра вводять трубу меншого діаметра з заздалегідь обробленими торцями до зіткнення з раніше встановленим у середині труби більшого діаметра пристроєм-оснащенням, який відрізняється тим, що розташовують...
Екзотермічна суміш для паяння – зварювання металів (варіанти)
Номер патенту: 37449
Опубліковано: 15.05.2001
Автори: Лебедєв Володимир Георгійович, Лебедєв Борис Володимирович
МПК: B23K 23/00
Мітки: металів, екзотермічна, варіанти, зварювання, паяння, суміш
Формула / Реферат:
1.Екзотермічна суміш для паяння-зварювання металів, яка складається з оксиду міді, відновників та окислювачів, яка відрізняється тим, що має у своєму складі у якості відновників Аl та CaSi2 а у якості окислювачів NaNО3 при загальному співвідношенні компонентів (мас.%):СuО 55-62%CaSi2 22-24%Аl 1-2 %NaNO3 14- 22 %.2.Екзотермічна суміш для паяння - зварювання металів, яка складається з оксиду міді,...
Наступний патент: Пристрій для різання рухомого матеріалу
Випадковий патент: Пристрій для експрес-контролю лічильників газу