Спосіб зварювання труб через м’який прошарок
Номер патенту: 37965
Опубліковано: 15.05.2001
Автори: Крижанівський Євстахій Іванович, Данилюк Ярослав Михайлович

Текст
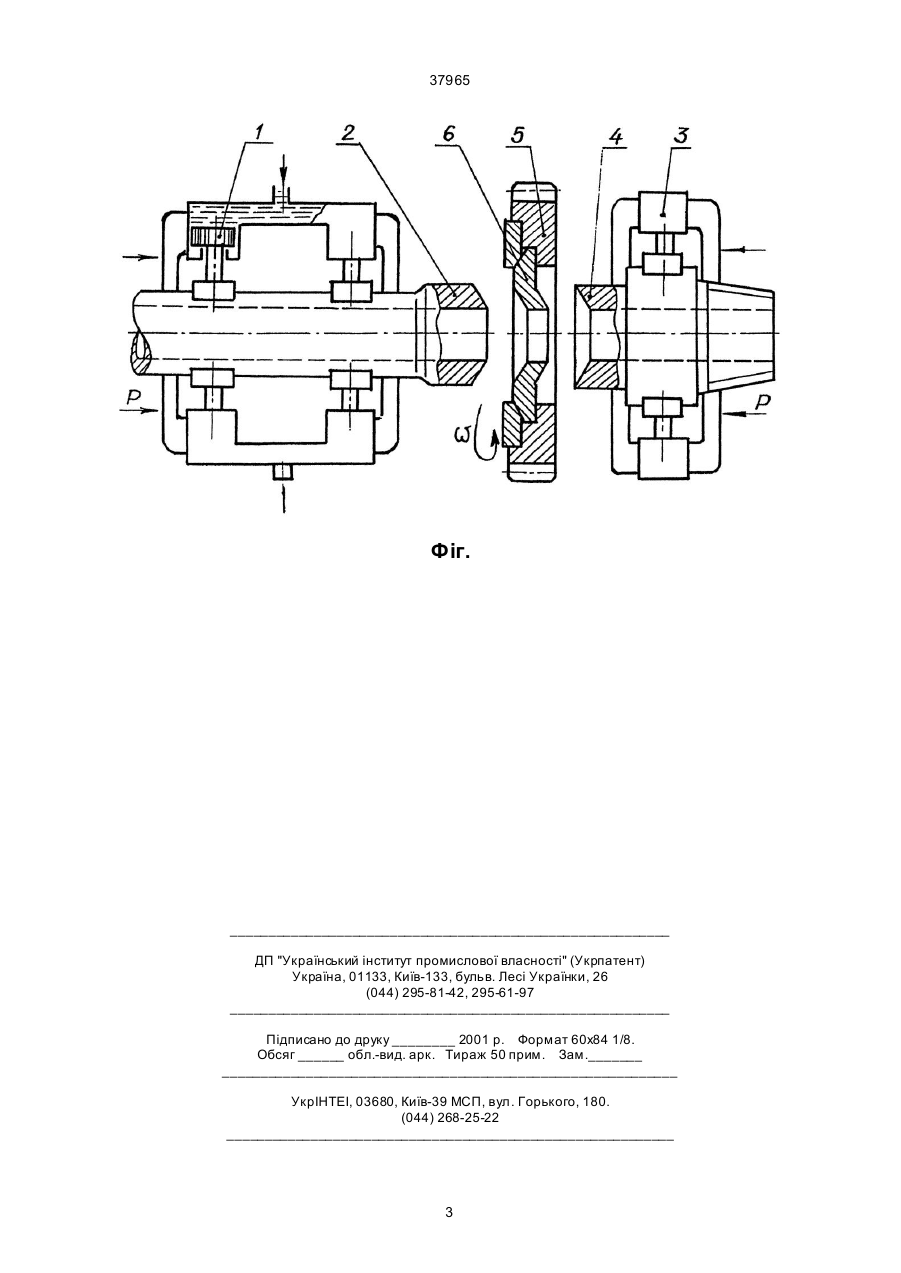
Спосіб зварювання труб через м'який прошарок, який містить відносне переміщення стискуваних осьовим зусиллям заготовок та проковку, який 37965 внаслідок згаданих вище причин, знімає гостроту проблеми. Поставлена задача забезпечення співвісності з'єднань і зменшення концентрації напружень вирішується таким чином: у відомому способі, який містить загальні з заявленим винаходом ознаки, такі як відносне переміщення стискуваних осьовим зусиллям заготовок та проковку - деталі перед зварюванням співвісно центрують одну проти одної з можливістю синхронного зустрічного осьового переміщення, з закріпленням жорстко та співвісно між ними м'якого прошарку, форма виконання торців якого ідентична формі торців зварюваних деталей. Таке розташування зварюваних деталей та їх зустрічне переміщення без відносного обертання забезпечує високу співвісність з'єднання і знімає конструктивну складову концентрації напружень, а наявність м'якого прошарку між ними та скос торців різко знижують технологічну складову концентрації напружень, так як в процесі зварювання проходить самоцентрування з'єднання та зосередження залишкових напружень саме у м'якому прошарку. На основі експериментальних досліджень встановлено оптимальний кут скосу торців м'якого прошарку та зварюваних деталей, який знаходиться у межах 35-40°. Зменшення цього кута не забезпечує необхідної площі контакту у зоні зварного шва та ефекту самоцентрування, а його збільшення призводить до витискування надлишкового грату на внутрішній та зовнішній поверхнях шва, чим утр уднює його знаття. На фіг. 1 представлена реалізація способу зварювання труб через м'який прошарок. Замкова деталь 4 та тіло тр уби 2 співвісно встановлюють між собою і нерухомо закріплюють у призмах гідропатронів 1 та 3 з можливістю їх з устрічного осьового переміщення без відносного обертання, а між ними у планшайбі 5 закріплюють м'який прошарок 6. Для забезпечення температурного режиму трубу та замкову деталь попередньо нагрівають індукційним способом. Під дією осьового зусилля Р торцеві поверхні труби 2 та замкової деталі 4 притискують до торців прошарку 6, який через планшайбу 5 приводять в обертовий рух. Створюючи необхідний зусилля нагріву Рн упродовж часу tн торці деталей та прошарок внаслідок тертя нагріваються до температури зварювання Тзв. Під дією збільшеного зусилля проковки Рпр та миттєвої зупинки планшайби витискується зовнішній та внутрішній ґрат, який після зварювання знімають механічним способом. В результаті застосування такого способу отримують співвісний та рівноміцний з основним матеріалом зварний шов. 2 37965 Фіг. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of welding of pipes through soft layer
Автори англійськоюDanyliuk Yaroslav Mykhailovych, Kryzhanivskyi Yevstakhii Ivanovych
Назва патенту російськоюСпособ сварки труб через мягкую прослойку
Автори російськоюДанилюк Ярослав Михайлович, Крыжанивский Евстахий Иванович
МПК / Мітки
МПК: B23K 20/12
Мітки: прошарок, труб, спосіб, зварювання, м'який
Код посилання
<a href="https://ua.patents.su/3-37965-sposib-zvaryuvannya-trub-cherez-myakijj-prosharok.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання труб через м’який прошарок</a>
Спосіб одностороннього зварювання труб
Номер патенту: 13829
Опубліковано: 25.04.1997
Автори: Щетиніна Віра Іванівна, Бойко Володимир Семенович, Голі-Оглу Володимир Семенович
МПК: B23K 9/18
Мітки: зварювання, спосіб, одностороннього, труб
Формула / Реферат:
Способ односторонней сварки труб с токоподводом к изделию в двух точках и регулированием тока, протекающего в направлении сварки, отличающийся тем, что внутри трубы в непосредственном контакте соосно стыку устанавливают ферромагнитную трубу с вырезанным под углом 90° сегментом, диаметр которого выбирают в зависимости от диаметра свариваемой трубы согласно выражению:D = (0,24-0,35)Dт,где Dт - диаметр свариваемой трубы.
Спосіб розбраковки феритових магнітопроводів для радіочастотного зварювання труб
Номер патенту: 27547
Опубліковано: 15.09.2000
Автори: Кривоносов Віктор Федорович, Куцін Володимир Семенович, Сербулова Інна Валерієвна, Груздов Валерій Єгорович
МПК: G01R 33/12
Мітки: радіочастотного, феритових, спосіб, магнітопроводів, зварювання, розбраковки, труб
Формула / Реферат:
1. Способ разбраковки ферритовых магнитопроводов для радиочастотной сварки труб, заключающийся в размещении испытуемого и эталонного магнитопроводов в электромагнитном поле индуктора высокочастотного генератора, отличающийся тем, что испытуемый и эталонный магни-топроводы помещают в измерительные катушки держателя, который вводят в электромагнитное поле вне индуктора действующего высокочастотного генератора тру боэлектросвароч ного стана...
Спосіб газоелектричного зварювання труб високонікелевих сплавів
Номер патенту: 8205
Опубліковано: 29.03.1996
Автори: Ющенко Константин Андрійович, Сальников Олександр Сергійович, Цимбал Едуард Андрійович, Шеленков Георгій Михайлович, Липодаєв Володимир Миколайович
МПК: B23K 9/16
Мітки: спосіб, газоелектричного, зварювання, сплавів, високонікелевих, труб
Формула / Реферат:
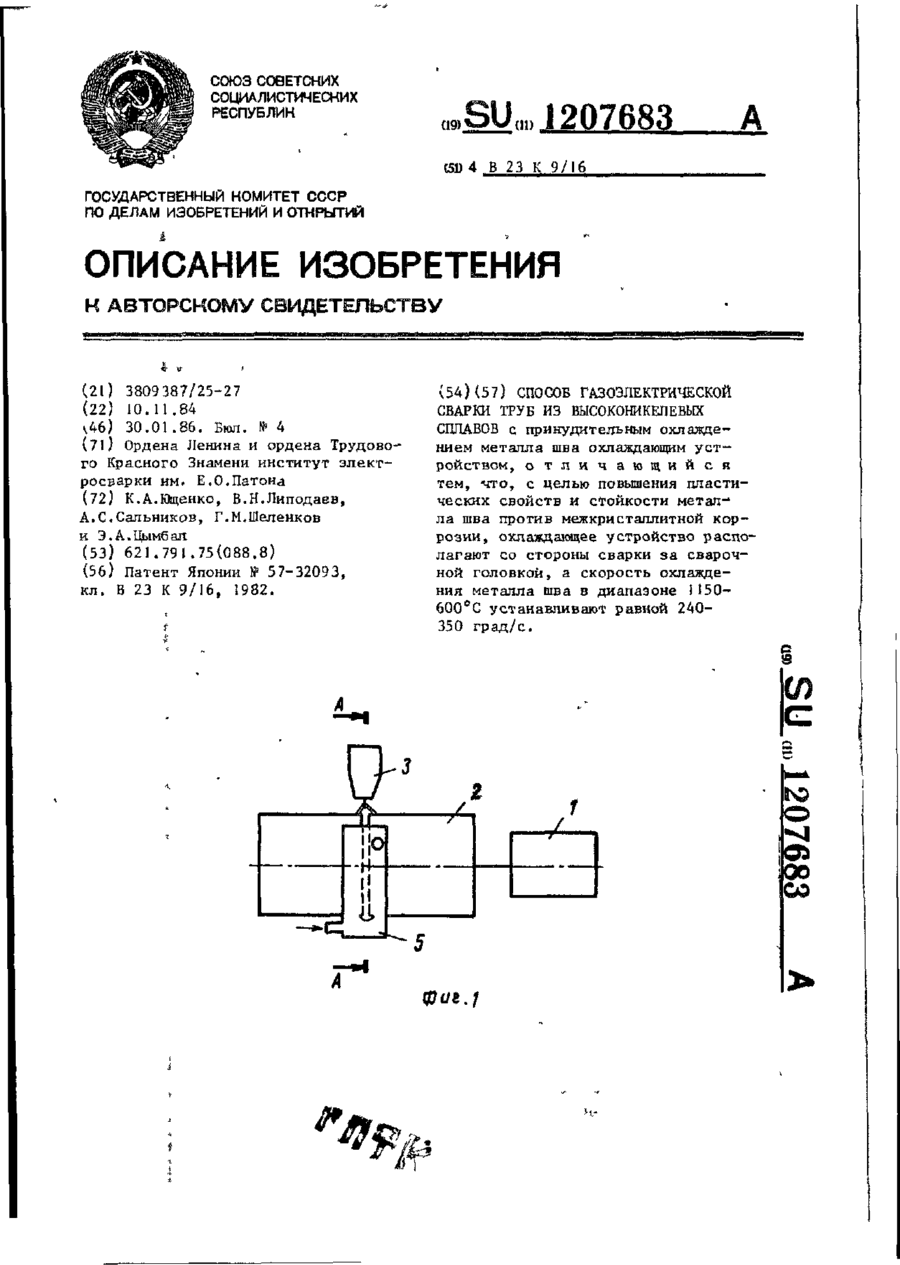
Способ газоэлектрической сварки труб из высоконикелевых сплавов с принудительным охлаждением металла шва охлаждающим устройством, отличающийся тем, что, с целью повышения пластических свойств и стойкостиметалла шва против межкристаллитной коррозии, охлаждающее устройство располагают со стороны сварки за сварочной головкой, а скорость охлаждения металла шва в диапазоне 1150-600°С устанавливают равной 240-350 град/с.
Спосіб багатошарового зварювання неповоротних стиків труб переважно з примусовим формуванням шва
Номер патенту: 4858
Опубліковано: 28.12.1994
Автор: Кутовий Андрій Миколайович
МПК: B23K 31/02, B23K 101/06
Мітки: спосіб, зварювання, труб, переважно, багатошарового, формуванням, примусовим, неповоротних, стиків, шва
Формула / Реферат:
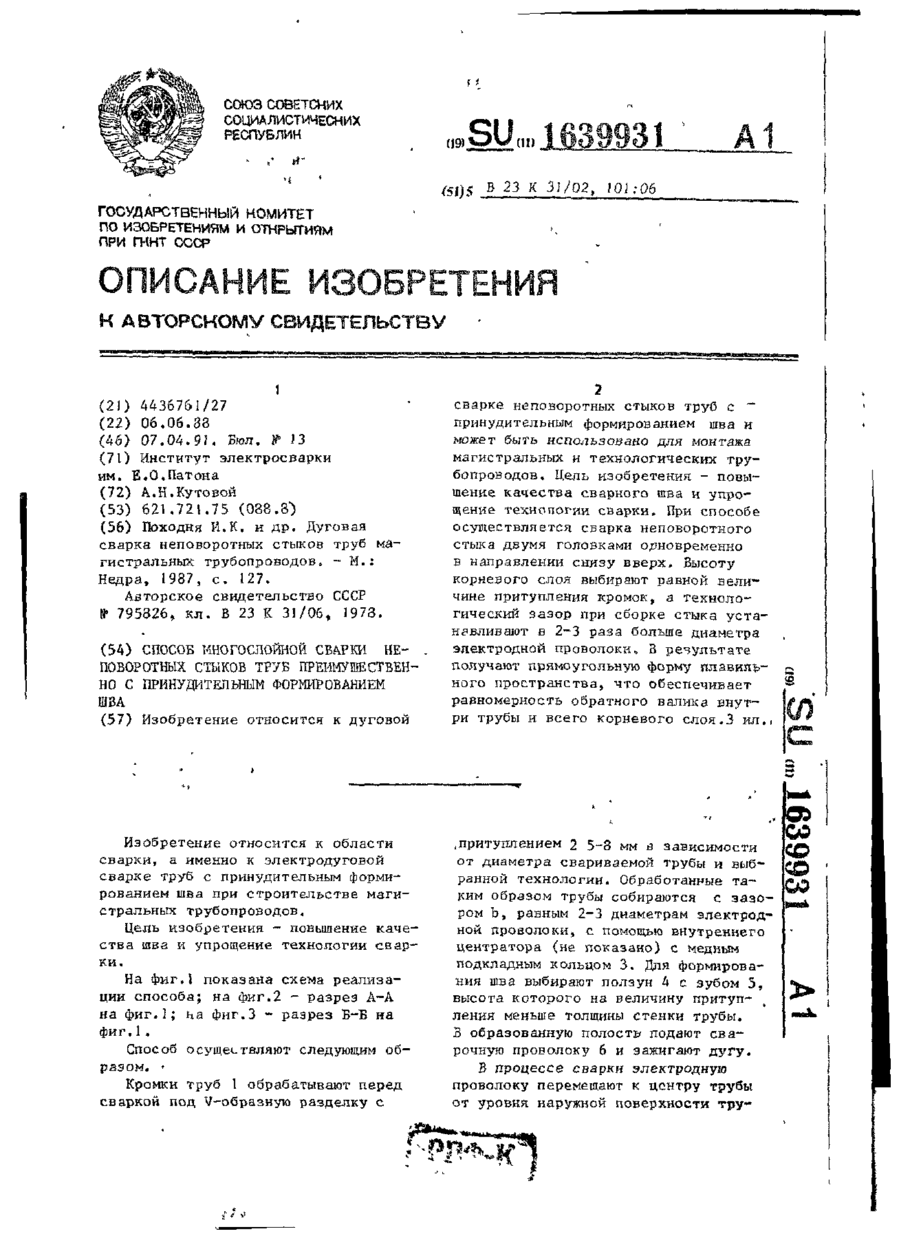
Способ многослойной сварки неповоротных стыков труб преимущественно с принудительным формированием шва, при котором выполняют V-образную разделку с притуплением кромок, собирают трубы с технологическим зазором в стыке, осуществляют сварку с принудительным формированием снизу вверх, подавая сварочную проволоку в зону сварки по касательной к трубе, и перемещают ее к центру трубы по мере заполнения разделки, отличающийся тем, что, с целью...
Спосіб контактного стикового зварювання труб та машина для його здійснення
Номер патенту: 11736
Опубліковано: 25.12.1996
Автори: Харченко Олександр Кирилович, Кучук-Яценко Сергій Іванович, Казимов Борис Іванович, Швець Юрій Васильович, Сахарнов Василь Олексійович, Кривенко Валерій Георгійович
МПК: B23K 11/04
Мітки: спосіб, контактного, стикового, труб, машина, зварювання, здійснення
Формула / Реферат:
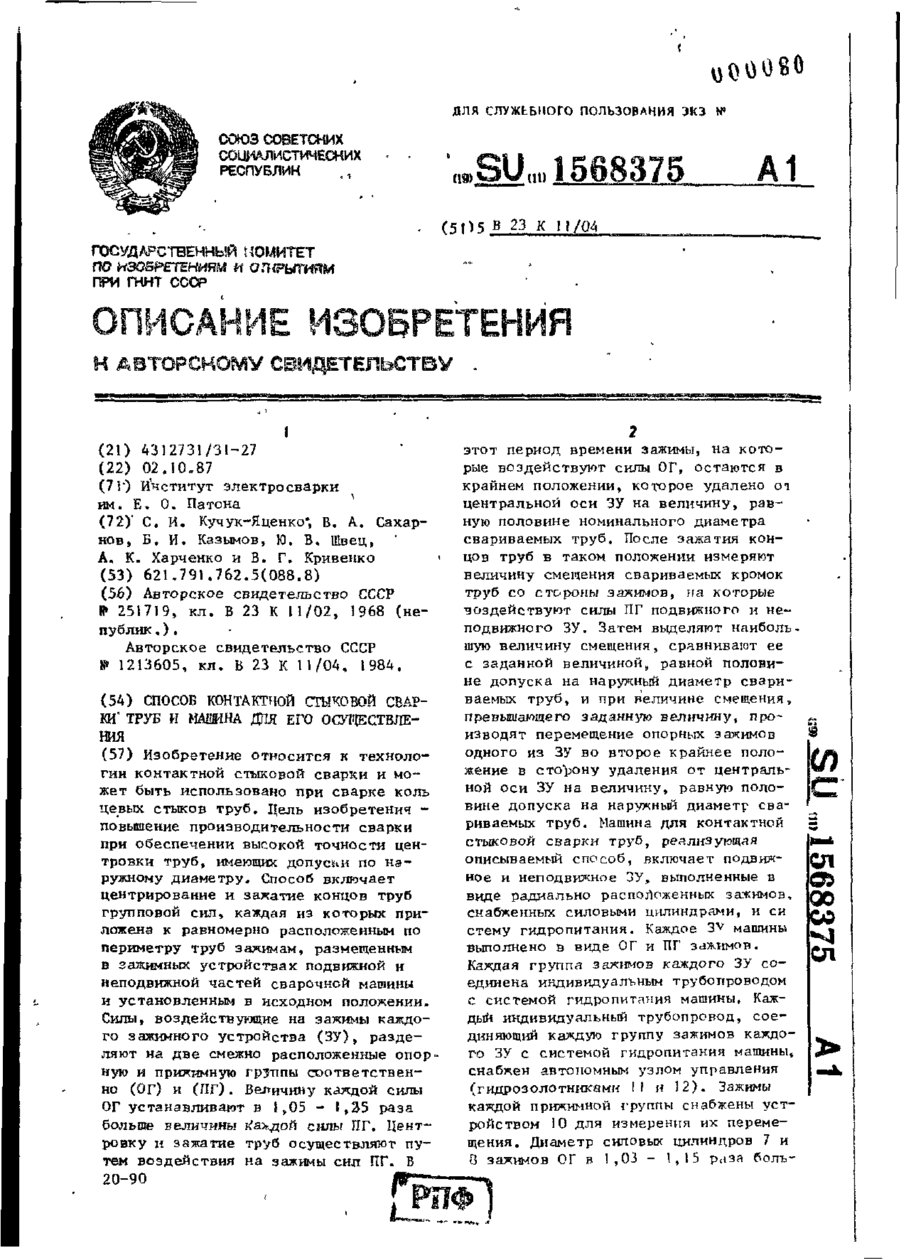
1. Способ контактной стыковой сварки труб, включающий зажатие концов труб группой сил, каждая из которых приложена к равномерно расположенным по периметру труб зажимами, центрирование труб и последующую их сварку, отличающийся тем, что, с целью повышения производительности при обеспечении высокой точности центровки труб, имеющих допуски по наружному диаметру, силы, воздействующие па зажимы каждого зажимного устройства, разделяют на две...
Попередній патент: Інструмент для волочіння
Наступний патент: Система збереження і подачі водню
Випадковий патент: Спосіб нанесення електродугових покриттів