Екструдер для переробки термопластів і універсальна модульна лінія для виробництва плівки, гранул і погонажних виробів з термопластів
Номер патенту: 60258
Опубліковано: 15.09.2003
Автори: Неєлов Володимир Іванович, Багінський Олег Євгенійович, Єрухімович Михайло Олександрович
Формула / Реферат
1. Екструдер для переробки термопластів, що включає корпус, завантажувальний пристрій, шнек, зону живлення, зону стиснення, зону змішування, перемішуючий пристрій зі змішувальними елементами, зону дозування і головку шнека, який відрізняється тим, що змішувальні елементи і головка шнека виконані змінними, при співвідношенні довжини головки і діаметра 5-7,5:1.
2. Екструдер для переробки термопластів по п. 1, який відрізняється тим, що шнек має гвинтову нарізку і конусний сердечник, розташований в зоні стиснення, при цьому зона змішування розташована між зоною стиснення і зоною дозування.
3. Екструдер для переробки термопластів по п. 1 або п. 2, який відрізняється тим, що змішувальні елементи перемішуючого пристрою виконані у вигляді кулачків, розташованих зі зміщенням відносно один одного.
4. Екструдер для переробки термопластів по п. 3, який відрізняється тим, що змішувальні елементи виконані принаймні у вигляді 2 кулачків.
5. Екструдер для переробки термопластів по пп. 3,4, який відрізняється тим, що кулачки мають нарізку по зовнішньому контуру.
6. Екструдер для переробки термопластів по пп. 3,4, який відрізняється тим, що кулачки мають гладку поверхню.
7. Екструдер для переробки термопластів по п. 1, який відрізняється тим, що головка шнека виконана гладкою.
8. Екструдер для переробки термопластів по п. 1, який відрізняється тим, що головка шнека виконана з гвинтовою нарізкою з шириною гребеня 0,095-0,112 d, висотою гребеня 0,1-2 мм, кроком нарізки 0,7 d-1,1 d,
де d - діаметр шнека.
9. Універсальна модульна лінія для виробництва плівки, гранул і погонажних виробів з термопластів, що містить базовий модуль, що включає екструдер по пп. 1-8, завантажувальний пристрій, основу, а також містить змінні формуючі модулі і допоміжне обладнання для виробництва плівки, гранул і погонажних виробів.
10. Універсальна модульна лінія по п. 9, яка відрізняється тим, що змінний формуючий модуль для виробництва плівки виконаний у вигляді головки плівкової, яка складається з корпуса, дорна з мундштуком, розташованого концентрично, матриці для формування розплаву термопласта, засобу подачі стиснутого повітря, засобу обігріву і терморегулюючого датчика, а також допоміжного обладнання, що включає обдувний засіб у вигляді кільця, тягнучий засіб, розрізний засіб і засіб намотування.
11. Універсальна модульна лінія по п. 9, яка відрізняється тим, що змінний формуючий модуль для виробництва погонажних виробів виконаний у вигляді головки профільної, яка складається з корпусу, дорна з розсікачем, матриці для формування розплаву термопласта, засобу обігріву і терморегулюючого датчика, а також допоміжного обладнання, що включає калібруючий засіб, охолоджуючий засіб, тягнучий засіб, відрізний засіб і засіб намотування.
12. Універсальна лінія по п. 9, яка відрізняється тим, що змінний формуючий модуль для виробництва гранул виконаний у вигляді головки стренгової, яка виконана багаторівчаковою і складається з корпусу, що містить засоби обігріву, терморегулюючі датчики і фільєру, засоби для регулювання прохідного перерізу фільєри, і допоміжного обладнання для виробництва гранул, що включає принаймні одну ванну охолоджування і гранулятор для порізки стренг, що має регульований привід, подаючі притискні ролики, що забезпечують рівномірну подачу стренг і засіб для порізки стренг.
Текст
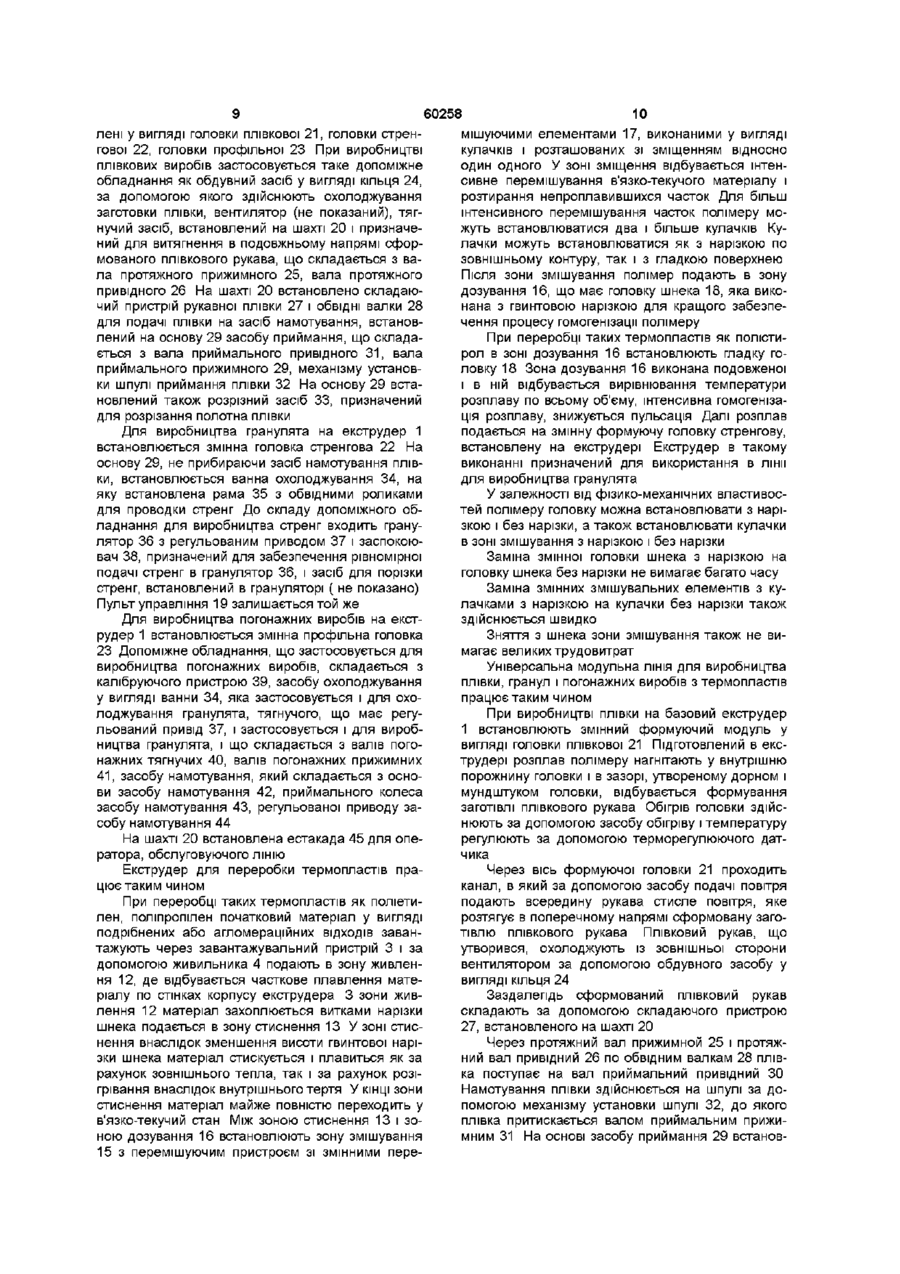
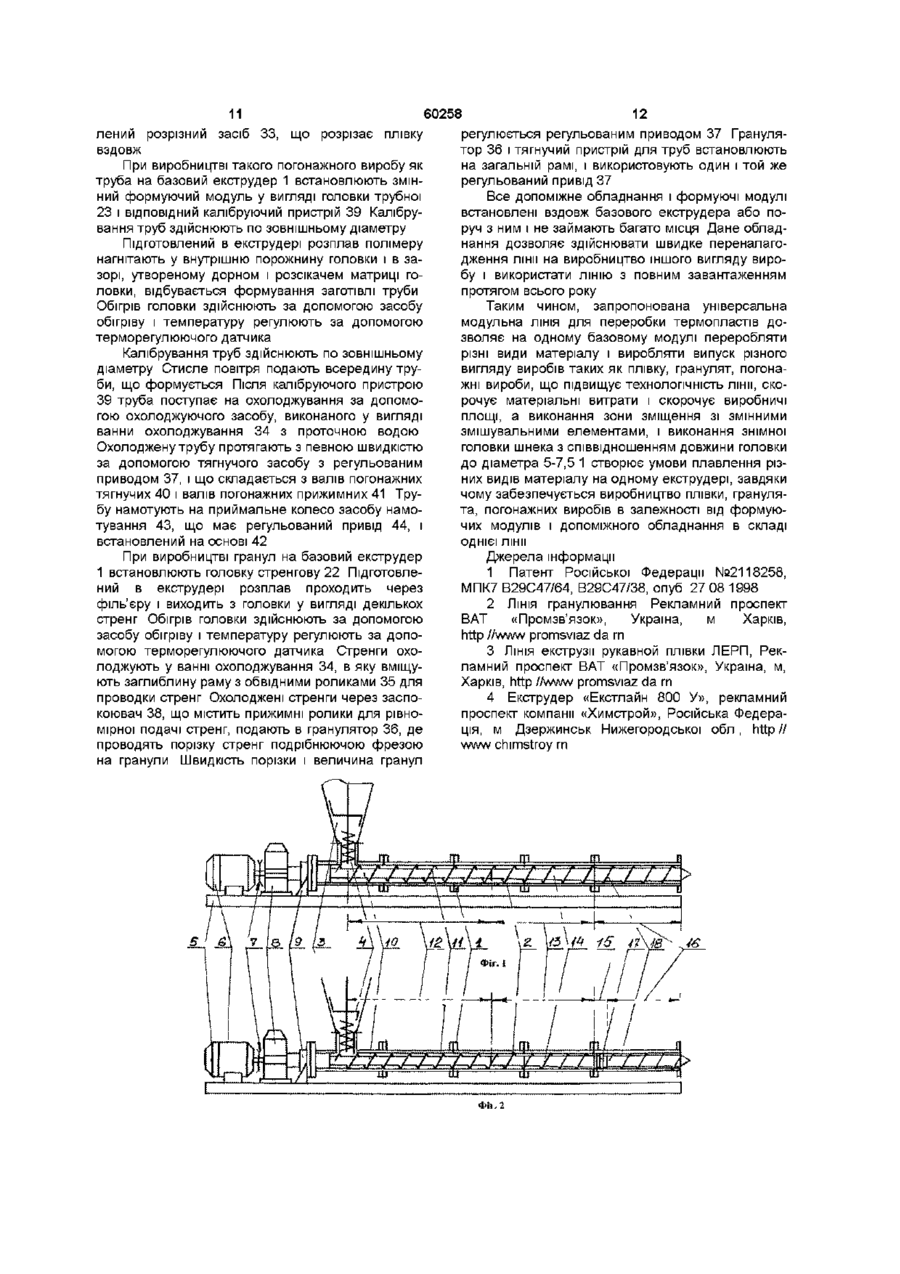
1 Екструдер для переробки термопластів, що включає корпус, завантажувальний пристрій, шнек, зону живлення, зону стиснення, зону змішування, перемішуючий пристрій зі змішувальними елементами, зону дозування і головку шнека, який відрізняється тим, що змішувальні елементи і головка шнека виконані змінними, при співвідношенні довжини головки і діаметра 5-7,5 1 2 Екструдер для переробки термопластів по п 1, який відрізняється тим, що шнек має гвинтову нарізку і конусний сердечник, розташований в зоні стиснення, при цьому зона змішування розташована між зоною стиснення і зоною дозування 3 Екструдер для переробки термопластів по п 1 або п 2, який відрізняється тим, що змішувальні елементи перемішуючого пристрою виконані у вигляді кулачків, розташованих зі зміщенням відносно один одного 4 Екструдер для переробки термопластів по п З, який відрізняється тим, що змішувальні елементи виконані принаймні у вигляді 2 кулачків 5 Екструдер для переробки термопластів по пп З, 4, який відрізняється тим, що кулачки мають нарізку по зовнішньому контуру 6 Екструдер для переробки термопластів по пп З, 4, який відрізняється тим, що кулачки мають гладку поверхню 7 Екструдер для переробки термопластів по п 1, який відрізняється тим, що головка шнека виконана гладкою 8 Екструдер для переробки термопластів по п 1, який відрізняється тим, що головка шнека виконана з гвинтовою нарізкою з шириною гребеня 0,095-0,112 d, висотою гребеня 0,1-2 мм, кроком нарізки 0,7 d-1,1 d, де d - діаметр шнека 9 Універсальна модульна ЛІНІЯ ДЛЯ виробництва плівки, гранул і погонажних виробів з термопластів, що містить базовий модуль, що включає екструдер по пп 1-8, завантажувальний пристрій, основу, а також містить ЗМІННІ формуючі модулі і допоміжне обладнання для виробництва плівки, гранул і погонажних виробів 10 Універсальна модульна ЛІНІЯ ПО П 9, яка відрізняється тим, що змінний формуючий модуль для виробництва плівки виконаний у вигляді головки плівкової, яка складається з корпуса, дорна з мундштуком, розташованого концентрично, матриці для формування розплаву термопласта, засобу подачі стиснутого повітря, засобу обігріву і терморегулюючого датчика, а також допоміжного обладнання, що включає обдувний засіб у вигляді кільця, тягнучий засіб, розрізний засіб і засіб намотування 11 Універсальна модульна ЛІНІЯ ПО П 9, яка відрізняється тим, що змінний формуючий модуль для виробництва погонажних виробів виконаний у вигляді головки профільної, яка складається з корпусу, дорна з розсікачем, матриці для формування розплаву термопласта, засобу обігріву і терморегулюючого датчика, а також допоміжного обладнання, що включає калібруючий засіб, охолоджуючий засіб, тягнучий засіб, відрізний засіб і засіб намотування 12 Універсальна ЛІНІЯ ПО п 9, яка відрізняється тим, що змінний формуючий модуль для виробництва гранул виконаний у вигляді головки стренговоі, яка виконана багаторівчаковою і складається з корпусу, що містить засоби обігріву, терморегулюючі датчики і фільєру, засоби для регулювання прохідного перерізу фільєри, і допоміжного обладнання для виробництва гранул, що включає принаймні одну ванну охолоджування і гранулятор для порізки стренг, що має регульований привід, подаючі притискні ролики, що забезпечують рівномірну подачу стренг і засіб для порізки стренг 00 ю о (О 60258 Винахід відноситься до області ХІМІЧНОГО машинобудування, а саме до області переробки термопластичних матеріалів У цей час існують лінії для переробки термопластів як з первинної сировини, так і з вторинної сировини, що є вельми актуальним Існують лінії по переробці термопластів і виробництва різних виробів, таких як гранулят, поліетиленова плівка, погонажні вироби типу труби, кутка, різних профілів Для виробництва кожного виду виробів розробляються спеціальні лінії, що забезпечують випуск того або іншого виробу Ліни оснащуються спеціальним обладнанням в залежності від кінцевого результату Базовим модулем лінії є екструдер і від його параметрів і конструктивних особливостей залежить який матеріал може переробляти ЛІНІЯ І який кінцевий продукт можна на ній отримати Існуюче обладнання звичайно призначене для роботи на одному вигляді полімеру і для виробництва одного вигляду виробів Відомий екструдер для переробки термопластів, що містить корпус, завантажувальний пристрій у вигляді завантажувальної воронки, профілюючу головку з фільєрой, порожнистий шнек, між витками якого встановлено перемішуючий пристрій у вигляді під пружинних штифтів, розташованих в зоні дозування (гомогенізації) шнека [І] Штифти виконані з можливістю радіального переміщення в плоскості, перпендикулярній подовжній осі вала шнека Екструдер містить зони живлення, стиснення, змішування і дозування, освічені внутрішньою поверхнею корпуси змінного профілю і шнеком Перемішуючий пристрій дозволяє інтенсифікувати процес перемішування при переробці неоднорідного полімеру при виробництві гранул і тим самим підвищити якість готового продукту Однак, даний екструдер не дозволяє виробляти продукцію інших видів Відома ЛІНІЯ гранулювання для отримання гранулята вторинних полімерних матеріалів, що виробляється ВАТ «Промзв'язок» [2] ЛІНІЯ МІСТИТЬ екструдер з бункером, ванну охолоджування, гранулятор, пневмотранспортер, по якому гранулят подається в накопичувальний бункер В екструдері відбувається нагрів матеріалу (агломерату, крихти, дроблених полімерних ВІДХОДІВ), зміщення розплаву і вихід його через фільєрну головку екструдера Недоліком лінії є те, що дана ЛІНІЯ забезпечує виробництво тільки гранулята, оскільки конструктивне виконання екструдера, а також допоміжне обладнання лінії передбачені тільки для такого виду виробу Відома ЛІНІЯ екструзії рукавної плівки ЛЕРП для виробництва вторинної і первинної полімерної плівки у вигляді рукава шириною 800-1500мм [3] ЛІНІЯ МІСТИТЬ екструдер з екструзійною головкою, кільцем обдува, пристрій витяжки, пристрій намотування для плівки ЛІНІЯ ДОЗВОЛЯЄ отримувати плівку заданого розміру з певними властивостями Недоліком даної лінії є и обмежена технологічна можливість в зв'язку з тим, що виробництво багатошарових плівок, гранулята і погонажних виробів на цій лінії не можливе у виду конструктивних особливостей екструдера і допоміжного обладнання Відома ЛІНІЯ для виробництва поліетиленової плівки «Екстлайн-800У» [4] До складу лінії входить як базовий модуль екструдер, з кільцевою головкою і фільтром свічковим або шиберним, бункер накопичувач, а також допоміжне обладнання для виробництва плівки пристрій що приймально-тягнуче, пристрій охолоджування рукава, механізм подовжньо-поперечного різання, двухпозиційний намотчик, шафа теплової автоматики і електроуправління, пульт управління ЛІНІЯ має ЗНІМНІ модулі для виробництва багатошарових і самоармуючих плівок ЛІНІЯ ДОЗВОЛЯЄ виробляти плівки стабільної товщини від 6 до 150мкм Однак, недоліком даної лінії є також обмежена технологічність внаслідок того, що дана ЛІНІЯ не дозволяє виробляти продукцію інших видів погонажних виробів ігранулята У цей час не існує універсальних ЛІНІЙ, на яких можна було б переробляти декілька видів полімерів і виробляти гранулят, плівку і погонажні вироби на одному базовому модулі на одній виробничій площі У основу винаходу поставлена задача створення такого базового екструдера, в якому шляхом виконання зони зміщення зі змінними змішувальними елементами і виконання змінної головки шнека з певним співвідношенням довжини головки до діаметра створюються умови плавлення різних видів полімерів на одному екструдере, завдяки чому забезпечується виробництво плівки, гранулята, погонажних виробів в залежності від формуючих модулів в складі однієї лінії Ще однією задачею винаходу є створення такої модульної лінії по переробці термопластів, в якій шляхом введення змінних формуючих модулів і додаткового допоміжного обладнання підвищується технологічні можливості лінії і забезпечується виробництво плівки, гранулята, погонажних виробів на одній лінії, знижуються матеріальні витрати і значно скорочуються виробничі площі, а також забезпечується кругло річне завантаження обладнання Поставлена задача вирішується тим, що у відомому екструдері для переробки термопластів, що включає корпус, завантажувальний пристрій, шнек, зону живлення, зону стиснення, зону змішування, перемішуючий пристрій зі змішувальними елементами, зону дозування і головку шнека, згідно з винаходом змішувальні елементи і головка шнека, виконані змінними, при співвідношенні довжини головки до діаметра 5-7,5 1 Крім того, шнек має гвинтову нарізку і конусний сердечник, розташований в зоні стиснення, при цьому зона змішування розташована між зоною стиснення і зоною дозування Переважно змішувальні елементи перемішуючого пристрою виконувати у вигляді кулачків, розташованих зі зміщенням відносно один одного Крім того, змішувальні елементи можуть бути виконані принаймні у вигляді 2 кулачків Кулачки можуть мати нарізку по зовнішньому контуру Кулачки можуть мати гладку поверхню Крім того, головка шнека може бути виконана гладкою, а також головка шнека може бути вико нана з гвинтовою нарізкою з шириною гребеня 68мм, висотою гребеня 0,1-2мм, кроком нарізки 0,7d-1,1d, де d є діаметр шнека Інша задача вирішується тим, що згідно з винаходом універсальна модульна ЛІНІЯ ДЛЯ виробництва плівки, гранул і погонажних виробів з термопластів містить базовий модуль, що включає екструдер, завантажувальний пристрій, основу, а також ЗМІННІ формуючі модулі і допоміжне обладнання для виробництва плівки, гранул і погонажних виробів Крім того, змінний формуючий модуль для виробництва плівки виконаний у вигляді головки плівкової, яка складається з корпусу, дорна з мундштуком, розташованого концентричне, матриці для формування розплаву термопласта, засобу подачі стислого повітря, засобу обігріву і терморегулюючого датчика, а також допоміжного обладнання, що включає обдувний засіб у вигляді кільця, охолоджуючий засіб, що тягне засіб, відрізний засіб і засіб намотування Крім того, змінний формуючий модуль для виробництва погонажних виробів виконаний у вигляді головки профільної, яка складається з корпусу, дорна з розсікачем, матриці для формування розплаву термопласта, засобу обігріву і терморегулюючого датчика, а також допоміжного обладнання, що включає калібруючий засіб, охолоджуючий засіб, тягнучий засіб, відрізний засіб і засіб намотування Крім того, змінний формуючий модуль для виробництва гранул виконаний у вигляді головки стренгової, яка виконана багатострумкой, і складається з корпусу, що містить засоби обігріву, терморегулюючі датчики і філь'єру, засоби для регулювання прохідного перетину філь'єри і допоміжного обладнання для виробництва гранул, що включає, принаймні, одну ванну охолоджування і гранулятор для порізки стренг, що має регульований привід, подаючі прижимні ролики, що забезпечують рівномірну подачу стренг і засіб для порізки стренг Як відомо, для того, щоб виробляти гранулят, погонажні вироби або плівку необхідно в базовому модулі, а саме в екструдері, створювати спеціальні умови, сприяючі процесу гомогенізації певного матеріалу для забезпечення якісного отримання певного виду готової продукції Для кожного виду готової продукції створюються спеціальні екструдери з певними параметрами Для переробки різних полімерів таких як полістирол, поліпропілен, поліетилен застосовуються екструдери, що мають певні зони живлення, стиснення, зміщення, дозування Вельми істотний вплив надає виконання зони дозування, оскільки в зоні дозування розплавлений матеріал гомогенізується, і від якості гомогенізації залежить якість кінцевого продукту Зона зміщення з пристроями для перемішування матеріалів призначена для зміщення при переробці полідисперсних неоднорідних по складу матеріалів, які не повністю розплавилися в зоні стиснення Пристрої для перемішування забезпечують краще перемішування в'язко-текучого матеріалу і розтирання часток, що не проплавились Пристрій перемішування виконаний у вигляді кулачків, розташованих зі зміщенням відносно один 60258 одного, і призначений для перемішування матеріалів з полідисперсними частками при виробництві гранул, а також товстостінних погонажних виробів при використанні гранул різних по фізикомеханічних властивостях Причому чим більш неоднорідний по складу матеріал, тим більше КІЛЬКІСТЬ встановлених кулачків, що підвищують міру перемішування матеріалу і що усереднюють по об'єму властивості полімерів Зона зміщення істотний вплив надає при переробці полімерів з різними наповнювачами, оскільки якісне перемішування забезпечує рівномірний розподіл наповнювача по всьому об'єму полімеру Застосування змінних кулачків з гвинтовою нарізкою забезпечує більш якісний процес перемішування неоднорідного в'язко-текучого полімеру Збільшення зони дозування здійснюють за рахунок того, що ЗМІННІ кулачки на шнеці в зоні змішування прибирають, таким чином усунувши зону зміщення Збільшення зони дозування дозволяє переробляти на даному базовому модулі однорідний по складу матеріал, в основному гранулят, і виробляти ТОНКОСТІННІ вироби і плівку, оскільки досягається зменшення пульсації і більш рівномірна течія розплаву полімеру Для забезпечення переробки різних матеріалів і виробництва різних виробів на одному базовому модулі встановлюється змінна головка шнека, що має співвідношення довжини головки до діаметра 5-7,5 1 Це відношення визначає такі параметри як пульсацію розплаву, гомогенізацію розплаву і питому потужність Причому при співвідношенні менше за 5 1 підвищується пульсація, що веде до нерівномірного виходу розплаву і отримання виробу низької якості Це особливо помітне при виробництві тонкостінних виробів і плівки Збільшення цього співвідношення більше за 7,5 1 приводить до підвищення продуктивність при одночасному більш інтенсивному підвищення споживаної потужності, що веде до збільшення питомої потужності і є недоцільним, оскільки збільшує експлуатаційні витрати і веде до дорожчання готової продукції Змінна головка шнека в залежності від полімеру, що переробляється, може виконуватися гладкої При переробці полістиролу при виробництві гранул гладка головка шнека забезпечує протікання процесів гомогенізації матеріалу із заданими характеристиками Виконання нарізки на головці шнека дозволяє переробляти такі матеріали як полипропилен, поліетилен Головка шнека може виконуватися з гвинтовою нарізкою з шириною гребеня 0,095 0,112d, висотою гребеня 0,1-2мм, кроком нарізки 0,7-1,1d При ширині гребеня менше за 0,095d відбувається падіння тиску розплаву, підвищується пульсація розплаву, що негативно позначається на якості продукції При збільшенні ширини гребеня понад 0,112d відбувається збільшення тиску розплаву і відбувається перегрів полімеру, що також погіршує якість продукції При зменшенні кроку нарізки менше за 0,7d відбувається перегрів полімеру внаслідок подов 60258 8 лят Переналагодження лінії здійснюється швидко, ження зони стиснення полімеру, що знижує продуне вимагає нових виробничих площ для виробницктивність і впливає на якість готової продукції При тва іншого виду виробів і забезпечує кругло річне збільшенні кроку понад 1,1d збільшується пульсазавантаження обладнання ція і утвориться вакуум за гребенем, що також неЗапропонована універсальна модульна ЛІНІЯ гативно позначається на якості готової продукції для переробки термопластів дозволяє на одному Для переробки полипропилена і поліетилену базовому модулі переробляти різні види матеріалу вибрана оптимальна висота гребеня в межах 0,1і проводити випуск різного вигляду виробів таких 2мм як плівку, гранулят, погонажні вироби, що підвиВиконання шнека з гвинтовою нарізкою дозвощує технологічність лінії, скорочує матеріальні ляє здійснювати процес плавного переходу полівитрати і скорочує виробничі площі, а виконання меру з однієї зони в іншу, а конусний сердечник, зони зміщення зі змінними змішувальними елемерозташований в зоні стиснення, запобігає виникнтами, і виконання змінної головки шнека з співненню пробки, внаслідок чого в екструдері не вивідношенням довжини головки до діаметра 5-7,5 1 никає застійних зон створює умови плавлення різних видів матеріалу Внаслідок використання змінної головки шнена одному екструдері, завдяки чому забезпечуєтька, виконаної з визначеним співвідношенні довжися виробництво плівки, гранулята, погонажних вини до діаметра, і змінних елементів перемішуючоробів в залежності від формуючих модулів в складі го пристрою створюються умови плавлення різних однієї лінії видів полімерів на одному базовому екструдері, завдяки чому забезпечується виробництво плівки, Суть винаходу пояснюється на кресленнях, де гранулята, погонажних виробів в залежності від на фіг 1 представлене схематичне зображення формуючих модулів в складі однієї лінії екструдера для переробки термопластів без зони змішування, на фіг 2 схематичне зображення ексУстановка додаткових змінних модулів і допотрудера для переробки термопластів із зоною міжного обладнання на базовий модуль дозволяє змішування, на фіг 3 вигляд А фігури 2, на фіг 4 на одній лінії виробляти різні види виробів Так змінна головка шнека у варіанті гладкого виконандля виробництва плівки встановлюється змінний ня, на фіг 5 - змінна головка шнека у варіанті з формуючий модуль, який виконаний у вигляді гогвинтовою нарізкою, на фіг 6 представлена техноловки плівкової, що складається з корпусу, дорна з логічна схема універсальної модульної лінії для мундштуком, розташованого концентрично, матвиробництва плівки, гранул і погонажних виробів з риці для формування розплаву термопласта, затермопластів собу подачі стислого повітря, засобу обігріву і терморегулюючого датчика, а також допоміжного Екструдер 1 для переробки термопластів обладнання, що включає обдувний засіб у вигляді складається з корпусу 2 (фіг 1, 2), завантажувалькільця, охолоджуючий засіб, тягнучий засіб, відрізного пристрою 3, який може містити живильник 4, ний засіб і засіб намотування для кращої подачі полімеру в зону живлення екструдера, основи 5, на яку кріпитьсяелектродвигун Для виробництва погонажних виробів встано6, клинопасова передача 7, редуктор 8, підшипнивлюється змінний формуючий модуль, який являє ковий вузол 9 В корпусі 2 розташований шнек 10 з собою профільну головку, яка складається з коргвинтовою нарізкою 11, зона живлення 12, зона пусу, дорна з розсікачем, матриці для формування стиснення 13, в якій розташований конусний серрозплаву термопласта, засобу обігріву і терморедечник 14, зона змішування 15, розташована між гулючого датчика, а також допоміжного обладнанзоною стиснення 13 і зоною дозування 16, переня, що включає калібруючий засіб, охолоджуючий мішуючий пристрій зі змішувальними елементами засіб, тягнучий засіб, відрізний засіб і засіб намо17 і змінна головка шнека 18 Змішувальні елементування Передбачено можливість установки різти 17 виконані у вигляді змінних кулачків, розтаних профільних головок, що дозволяє на одній шованих зі зміщенням відносно один одного (на лінії виробляти різні види профілів Таким чином, фігЗ) Змішувальні елементи 17 можуть мати нарізмінний формуючий модуль дозволяє розширити зку по зовнішньому контуру або мати гладку поветехнологічні можливості даної лінії рхню Змінна головка 18 може виконуватися з глаДля виробництва гранулята встановлюється дкою поверхнею, як представлено на фіг 4 або змінний формуючий модуль у вигляді стренгової виконуватися з гвинтовою нарізкою, як представголовки, яка складається з корпусу, що містить лено на фіг 5 нагрівальні елементи, терморегулюючі датчики, фільєру Головка стренгова виконана багатоструУніверсальна модульна ЛІНІЯ ДЛЯ виробництва мкой Змінний формуючий модуль у вигляді стренплівки, гранул і погонажних виробів з термопластів гової головки дозволяє швидко здійснити переус(фіг 6) складається з базового модуля, що включає тановка на базовий модуль і переналагодити ЛІНІЮ екструдер 1 (фиг 1), завантажувального пристрою на виробництво гранулята Допоміжне обладнання З, який може містити живильник 4, для кращої подля виробництва гранул складається з гранулятодачі полімеру в зону живлення екструдера, основу ра для порізки стренг і ванни охолоджування При 5, на яку кріпиться екструдер 1, електродвигун 6 цьому гранулятор для порізки стренг містить приекструдера, клинопасова передача 7, редуктор 8, від з регульованою частотою, подаючі прижимні підшипниковий вузол 9, пульт управління 19, шахролики, що забезпечують рівномірну подачу стренг та 20, на яку розміщують засоби прийому плівки, і засіб для порізки стренг змінних формуючих головок, що встановлюється в залежності від виду продукції, що виробляється, а Таким чином, установка нового комплекту обтакож допоміжного обладнання для кожного виладнання на базовий модуль забезпечує на одній гляду виробів ЗМІННІ формуючі головки представлінії виробляти плівку і погонажні виробу і грану 60258 10 мішуючими елементами 17, виконаними у вигляді кулачків і розташованих зі зміщенням відносно один одного У зоні зміщення відбувається інтенсивне перемішування в'язко-текучого матеріалу і розтирання непроплавившихся часток Для більш інтенсивного перемішування часток полімеру можуть встановлюватися два і більше кулачків Кулачки можуть встановлюватися як з нарізкою по зовнішньому контуру, так і з гладкою поверхнею Після ЗОНИ змішування полімер подають в зону дозування 16, що має головку шнека 18, яка виконана з гвинтовою нарізкою для кращого забезпечення процесу гомогенізації полімеру При переробці таких термопластів як полістирол в зоні дозування 16 встановлюють гладку головку 18 Зона дозування 16 виконана подовженої і в ній відбувається вирівнювання температури розплаву по всьому об'єму, інтенсивна гомогенізація розплаву, знижується пульсація Далі розплав подається на змінну формуючу головку стренгову, Для виробництва гранулята на екструдер 1 встановлену на екструдері Екструдер в такому встановлюється змінна головка стренгова 22 На виконанні призначений для використання в лінії основу 29, не прибираючи засіб намотування плівдля виробництва гранулята ки, встановлюється ванна охолоджування 34, на яку встановлена рама 35 з обвідними роликами У залежності від фізико-механічних властивосдля проводки стренг До складу допоміжного обтей полімеру головку можна встановлювати з наріладнання для виробництва стренг входить гранузкою і без нарізки, а також встановлювати кулачки лятор 36 з регульованим приводом 37 і заспокоюв зоні змішування з нарізкою і без нарізки вач 38, призначений для забезпечення рівномірної Заміна змінної головки шнека з нарізкоюна подачі стренг в гранулятор 36, і засіб для порізки головку шнека без нарізки не вимагає багато часу стренг, встановлений в грануляторі ( не показано) Заміна змінних змішувальних елементів з куПульт управління 19 залишається той же лачками з нарізкою на кулачки без нарізки також здійснюється швидко Для виробництва погонажних виробів на екструдер 1 встановлюється змінна профільна головка Зняття з шнека зони змішування також не ви23 Допоміжне обладнання, що застосовується для магає великих трудовитрат виробництва погонажних виробів, складається з Універсальна модульна ЛІНІЯ ДЛЯ виробництва калібруючого пристрою 39, засобу охолоджування плівки, гранул і погонажних виробів з термопластів у вигляді ванни 34, яка застосовується і для охопрацює таким чином лоджування гранулята, тягнучого, що має регуПри виробництві плівки на базовий екструдер льований привід 37, і застосовується і для вироб1 встановлюють змінний формуючий модуль у ництва гранулята, і що складається з валів поговигляді головки плівкової 21 Підготовлений в екснажних тягнучих 40, валів погонажних прижимних трудері розплав полімеру нагнітають у внутрішню 41, засобу намотування, який складається з оснопорожнину головки і в зазорі, утвореному дорном і ви засобу намотування 42, приймального колеса мундштуком головки, відбувається формування засобу намотування 43, регульованої приводу зазаготівлі плівкового рукава Обігрів головки здійссобу намотування 44 нюють за допомогою засобу обігріву і температуру регулюють за допомогою терморегулюючого датНа шахті 20 встановлена естакада 45 для опечика ратора, обслуговуючого ЛІНІЮ Екструдер для переробки термопластів праЧерез вісь формуючої головки 21 проходить цює таким чином канал, в який за допомогою засобу подачі повітря подають всередину рукава стисле повітря, яке При переробці таких термопластів як поліетирозтягує в поперечному напрямі сформовану заголен, поліпропілен початковий матеріал у вигляді тівлю плівкового рукава Плівковий рукав, що подрібнених або агломераційних ВІДХОДІВ заванутворився, охолоджують із зовнішньої сторони тажують через завантажувальний пристрій 3 і за вентилятором за допомогою обдувного засобу у допомогою живильника 4 подають в зону живленвигляді кільця 24 ня 12, де відбувається часткове плавлення матеріалу по стінках корпусу екструдера 3 зони живЗаздалегідь сформований плівковий рукав лення 12 матеріал захоплюється витками нарізки складають за допомогою складаючого пристрою шнека подається в зону стиснення 13 У зоні стис27, встановленого на шахті 20 нення внаслідок зменшення висоти гвинтової наріЧерез протяжний вал прижимной 25 і протяжзки шнека матеріал стискується і плавиться як за ний вал привідний 26 по обвідним валкам 28 пліврахунок зовнішнього тепла, так і за рахунок розіка поступає на вал приймальний привідний ЗО грівання внаслідок внутрішнього тертя У КІНЦІ ЗОНИ Намотування плівки здійснюється на шпулі за достиснення матеріал майже повністю переходить у помогою механізму установки шпулі 32, до якого в'язко-текучий стан Між зоною стиснення 13 і зоплівка притискається валом приймальним прижиною дозування 16 встановлюють зону змішування мним 31 На основі засобу приймання 29 встанов15 з перемішуючим пристроєм зі змінними перелені у вигляді головки плівкової 21, головки стренгової 22, головки профільної 23 При виробництві плівкових виробів застосовується таке допоміжне обладнання як обдувний засіб у вигляді кільця 24, за допомогою якого здійснюють охолоджування заготовки плівки, вентилятор (не показаний), тягнучий засіб, встановлений на шахті 20 і призначений для витягнення в подовжньому напрямі сформованого плівкового рукава, що складається з вала протяжного прижимного 25, вала протяжного привідного 26 На шахті 20 встановлено складаючий пристрій рукавної плівки 27 і обвідні валки 28 для подачі плівки на засіб намотування, встановлений на основу 29 засобу приймання, що складається з вала приймального привідного 31, вала приймального прижимного 29, механізму установки шпулі приймання плівки 32 На основу 29 встановлений також розрізний засіб 33, призначений для розрізання полотна плівки 12 11 60258 лений розрізний засіб 33, що розрізає плівку регулюється регульованим приводом 37 Гранулявздовж тор 36 і тягнучий пристрій для труб встановлюють на загальній рамі, і використовують один і той же При виробництві такого погонажного виробу як регульований привід 37 труба на базовий екструдер 1 встановлюють змінний формуючий модуль у вигляді головки трубної Все допоміжне обладнання і формуючі модулі 23 і ВІДПОВІДНИЙ калібруючий пристрій 39 Калібрувстановлені вздовж базового екструдера або повання труб здійснюють по зовнішньому діаметру руч з ним і не займають багато місця Дане обладнання дозволяє здійснювати швидке переналагоПідготовлений в екструдері розплав полімеру дження лінії на виробництво іншого вигляду виронагнітають у внутрішню порожнину головки і в забу і використати ЛІНІЮ З ПОВНИМ завантаженням зорі, утвореному дорном і розсікачем матриці гопротягом всього року ловки, відбувається формування заготівлі труби Обігрів головки здійснюють за допомогою засобу Таким чином, запропонована універсальна обігріву і температуру регулюють за допомогою модульна ЛІНІЯ для переробки термопластів дотерморегулюючого датчика зволяє на одному базовому модулі переробляти різні види матеріалу і виробляти випуск різного Калібрування труб здійснюють по зовнішньому вигляду виробів таких як плівку, гранулят, погонадіаметру Стисле повітря подають всередину тружні вироби, що підвищує технологічність лінії, скоби, що формується Після калібруючого пристрою рочує матеріальні витрати і скорочує виробничі 39 труба поступає на охолоджування за допомоплощі, а виконання зони зміщення зі змінними гою охолоджуючого засобу, виконаного у вигляді змішувальними елементами, і виконання знімної ванни охолоджування 34 з проточною водою головки шнека з співвідношенням довжини головки Охолоджену трубу протягають з певною швидкістю до діаметра 5-7,5 1 створює умови плавлення різза допомогою тягнучого засобу з регульованим них видів матеріалу на одному екструдері, завдяки приводом 37, і що складається з валів погонажних чому забезпечується виробництво плівки, гранулятягнучих 40 і валів погонажних прижимних 41 Трута, погонажних виробів в залежності від формуюбу намотують на приймальне колесо засобу намочих модулів і допоміжного обладнання в складі тування 43, що має регульований привід 44, і однієї лінії встановлений на основі 42 При виробництві гранул на базовий екструдер 1 встановлюють головку стренгову 22 Підготовлений в екструдері розплав проходить через філь'єру і виходить з головки у вигляді декількох стренг Обігрів головки здійснюють за допомогою засобу обігріву і температуру регулюють за допомогою терморегулюючого датчика Стренги охолоджують у ванні охолоджування 34, в яку вміщують заглиблину раму з обвідними роликами 35 для проводки стренг Охолоджені стренги через заспокоювач 38, що містить прижимні ролики для рівномірної подачі стренг, подають в гранулятор 36, де проводять порізку стренг подрібнюючою фрезою на гранули Швидкість порізки і величина гранул S > 6\ V a 9 3 Джерела інформації 1 Патент Російської Федерації №2118258, МПК7 В29С47/64, В29С47/38, опуб 27 08 1998 2 ЛІНІЯ гранулювання Рекламний проспект ВАТ «Промзв'язок», Україна, м Харків, http //www promsviaz da rn 3 ЛІНІЯ екструзії рукавной плівки ЛЕРП, Рекламний проспект ВАТ «Промзв'язок», Україна, м, Харків, http //www promsviaz da rn 4 Екструдер «Екстлайн 800 У», рекламний проспект компанії «Химстрой», Російська Федерація, м Дзержинськ Нижегородської обл , http // www chimstroy rn k\\4O Фіі-2 13 14 60258 /8 I 38 36 З? Фіг. 6 Комп'ютерна верстка Л Ціхановська Підписано до друку 06 10 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюExtruder for treatment of thermoplastics and universal modular line for production film, granules and molded strips from thermoplastics
Назва патенту російськоюЭкструдер для переработки термопластов и универсальная модульная линия для производства пленки, гранул и погонажных изделий из термопластов
МПК / Мітки
МПК: B29C 47/00
Мітки: термопластів, плівки, виробництва, переробки, лінія, універсальна, погонажних, модульна, гранул, екструдер, виробів
Код посилання
<a href="https://ua.patents.su/7-60258-ekstruder-dlya-pererobki-termoplastiv-i-universalna-modulna-liniya-dlya-virobnictva-plivki-granul-i-pogonazhnikh-virobiv-z-termoplastiv.html" target="_blank" rel="follow" title="База патентів України">Екструдер для переробки термопластів і універсальна модульна лінія для виробництва плівки, гранул і погонажних виробів з термопластів</a>
Лінія для виробництва листових і погонажних виробів з полімернаповнених композиційних матеріалів
Номер патенту: 31011
Опубліковано: 15.12.2000
Автори: Магазій Петро Миколайович, Рябцев Геннадій Леонідович, Лукач Юрій Юхимович, Мікульонок Ігор Олегович
МПК: B29C 47/00
Мітки: матеріалів, виробів, погонажних, виробництва, композиційних, лінія, листових, полімернаповнених
Текст:
...приєднання розплавопроводу до екструдера-змішувача між живиль ником наповнювача і формуючим пристроєм. Гранульований або порошкоподібний полімерний матеріал надходить у розплавлювач (черв'ячно-дисковий екструдер), після чого під тиском (величина якого регулюється залежно від фізико-механічних властивостей наповнювача) надходить в об'єм наповнювача, який транспортується черв'яками екструдера-змішувача. При цьому розплав полімера, який...
Лінія для виробництва листових і погонажних виробів з полімернаповнених композиційних матеріалів
Номер патенту: 31919
Опубліковано: 15.12.2000
Автори: Суханов Володимир Петрович, Мікульонок Ігор Олегович, Сезонов Максим Вікторович, Лукач Юрій Юхимович
МПК: B29C 47/00
Мітки: композиційних, виробів, полімернаповнених, погонажних, виробництва, листових, лінія, матеріалів
Текст:
...зменшенню габаритів розплавліовача й ефективному плавлению полімеру й гомогенізації його розплаву. Після розплавлювана полімерного матеріалу останній під тиском (величина якого регулюється залежмо від фізико-механічних властивостей компонентів утворюваної суміші) надходить в об'єм наповнювача, який транспортується черв'яками екструдера-змішувача. При цьому розплав полімеру, який надходить в об'єм наповнювача під тиском, легко та ефективно...
Універсальна потокова лінія для виробництва виробів із природного або штучного каменю
Номер патенту: 58623
Опубліковано: 15.08.2003
Автори: Кайма Ананій Васільєвіч, Шендеровіч Яков Єфімовіч
Мітки: штучного, універсальна, потокова, виробництва, виробів, каменю, лінія, природного
Формула / Реферат:
1. Універсальна автоматизована потокова лінія для виробництва виробів із природного або штучного каменю, що містить розпилювальне і шліфувально-полірувальне устаткування, замкнутий транспортер для міжопераційного переміщення заготовок природного каменю, установлених на кінематично зв'язаних із транспортером вагонетках, і механізм зсуву заготовок на заздалегідь задану величину товщини виробу, яка відрізняється тим, що транспортер для...
Установка для переробки термопластів шляхом піролізу
Номер патенту: 48230
Опубліковано: 15.08.2002
Автори: Слюсаренко Валентин Григорович, Ткач Михайло Романович, Боженар Віктор Якимович, Тимошевський Борис Георгійович
МПК: C08J 11/12, B01J 7/00, B09B 3/00
Мітки: термопластів, переробки, установка, піролізу, шляхом
Формула / Реферат:
Установка для переробки термопластів шляхом піролізу , яка містить в собі послідовно включені плавильний пристрій з патрубками для завантаження твердого термопласту і виходу розплаву, насос подачі розплаву, вхід якого підключено до патрубка виходу розплаву плавильного пристрою, а вихід- до магістралі подачі розплаву, піролізер з патрубком входу розплаву, підключеним до магістралі подачі розплаву, та патрубком виходу продуктів піролізу,...
Екструдер для виготовлення виробів з композицій на основі термопластичних полімерів і органічних наповнювачів
Номер патенту: 42573
Опубліковано: 15.10.2001
Автори: Бородін Ігорь Владіміровіч, Біденко Василь Дмитрович, Сезонов Максим Вікторович, Суханов Владімір Пєтровіч, Жидов Ніколай Вікторовіч, Мікульонок Ігор Олегович
МПК: B29C 47/38, B27N 3/08
Мітки: термопластичних, виготовлення, основі, виробів, наповнювачів, композицій, екструдер, органічних, полімерів
Формула / Реферат:
1. Екструдер для виготовлення виробів з композицій на основі термопластичних полімерів і органічних наповнювачів, що містить порожнистий корпус з вікнами для завантаження органічного наповнювача й термопластичного полімеру, розташований у корпусі з можливістю обертання щонайменше один шнек з ущільнювальним елементом, що розділяє порожнину корпуса на дві частини, сполучені одна з одною за допомогою масопроводу, який відрізняється...
Попередній патент: Спосіб виготовлення базису знімного пластинкового протеза
Наступний патент: Спосіб діагностики тяжкості опікового шоку
Випадковий патент: Буферний елемент