Спосіб автоматичного керування процесом вібраційного формування залізобетонних виробів
Номер патенту: 64944
Опубліковано: 15.03.2004
Автори: Корнійчук Борис Валерійович, Сівко Володимир Йосипович, Назаренко Максим Іванович
Формула / Реферат
Спосіб автоматичного керування процесом вібраційного формування залізобетонних виробів, який полягає в тому, що режим впливу робочого органу на бетонну суміш вибирається із умови забезпечення максимального поглинання виробом енергії, що генерується робочим органом і передається на виріб за допомогою форми, при цьому максимальна кількістьенергії, що поглинається виробом, буде мати місце при режимах вібраційного формування, які забезпечуватимуть у виробі оптимальний напружено-деформаційний стан, що буде при оптимальних умовах передачі енергії від форми до виробу, при цьому ці умови будуть забезпечені найбільш сприятливими обставинами витрат енергії в робочому органі машини, на контакті робочого органу з формою в бетонній суміші, а в цьому випадку буде мати місце мінімальна амплітуда коливань робочого органу (Аmin), враховуючи, що мінімальна амплітуда коливань робочого органу вибирається як критерій максимально поглинюваної енергії бетонною сумішшю.
Текст
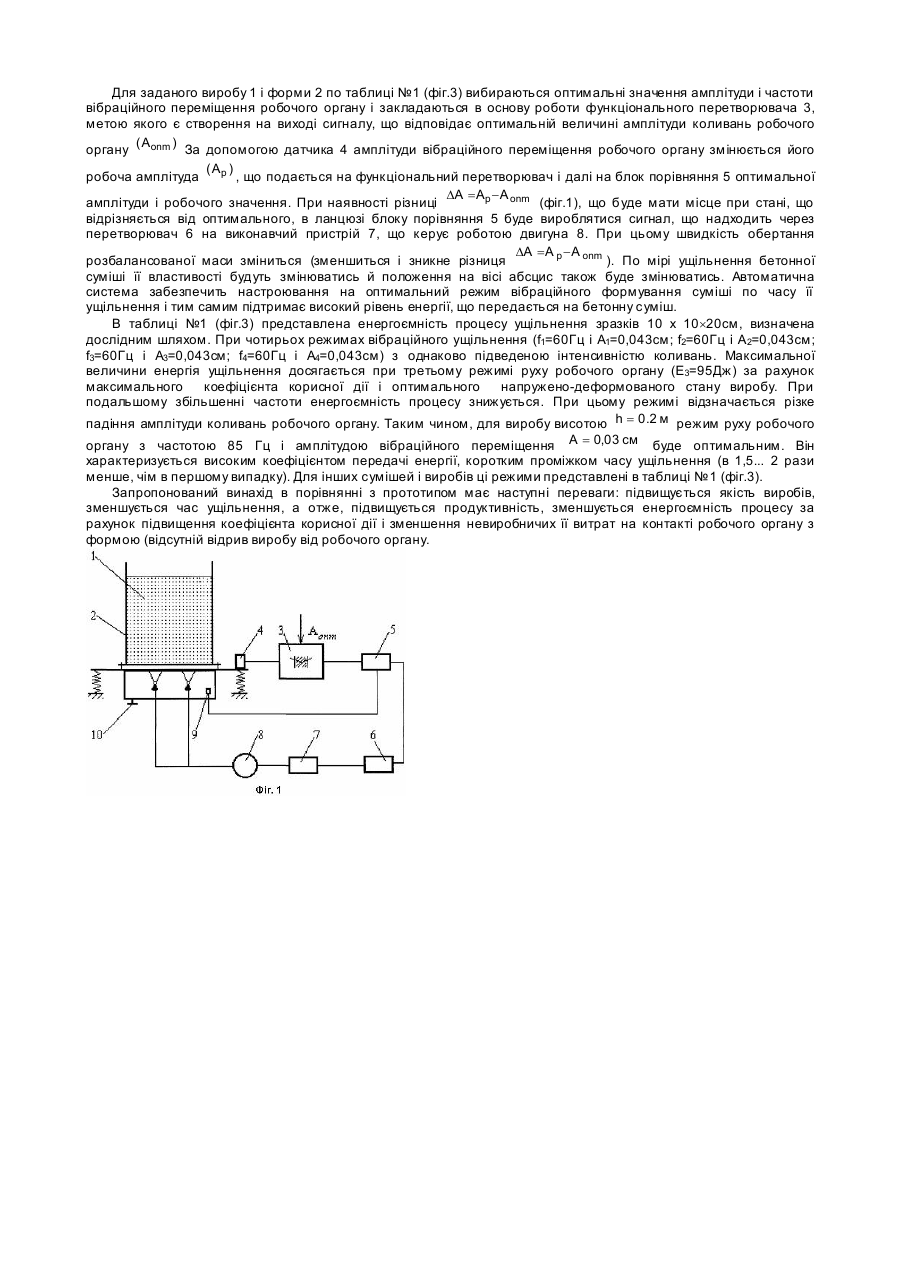
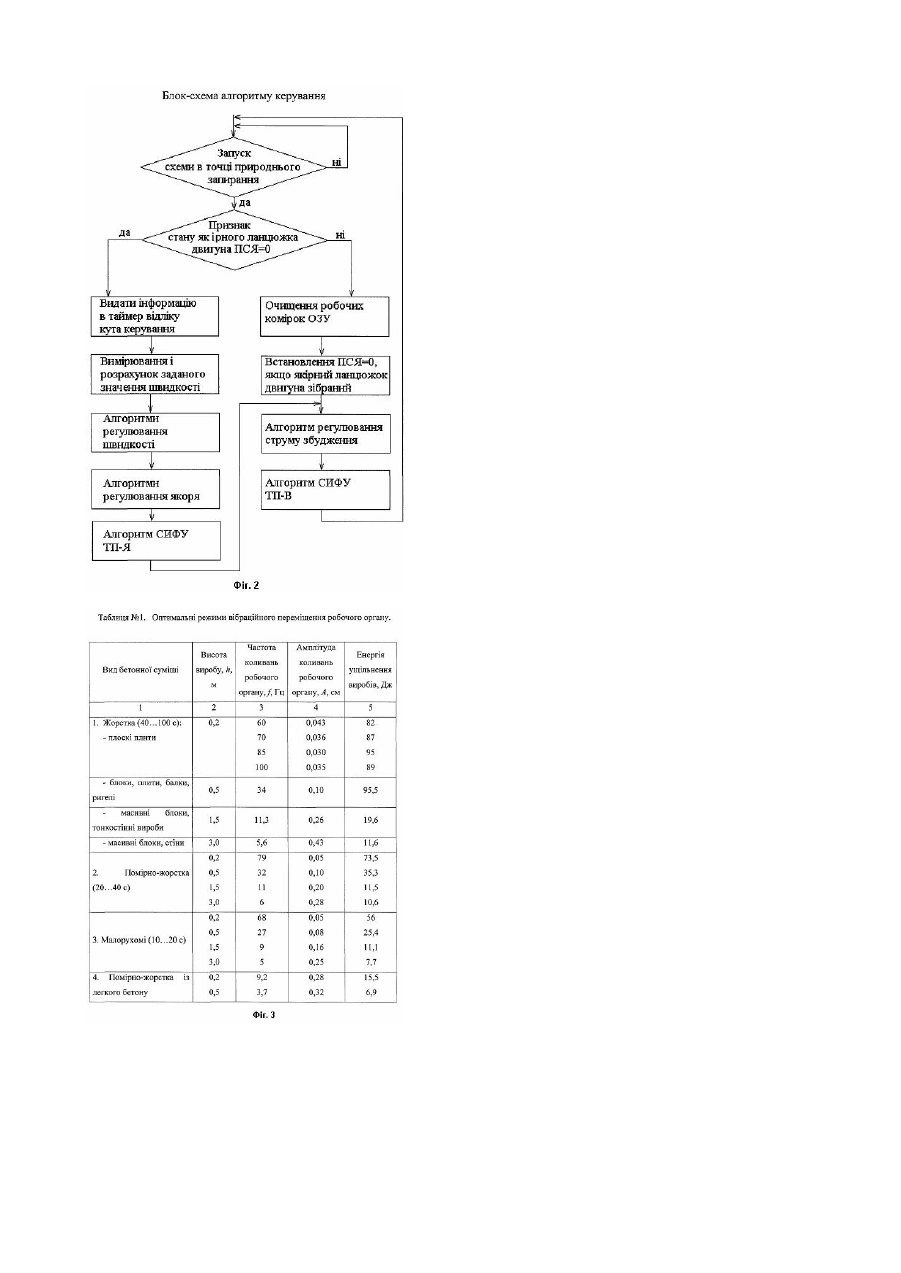
Винахід відноситься до будівельних матеріалів, а саме до способів формування залізобетонних виробів та дозволяє покращити динамічні характеристики при інтенсифікації процесу ущільнення з дією на бетонну суміш процесуючими вимушуючими силами. Відомий спосіб автоматичного керування режимом роботи вібраційних площадок для формування виробів (див. а.с. СССР №774942, Сивко В.И. Основы механики вибрируемой бетонной смеси. -К., Ви ща школа, 1987. 168с.), яка включає в себе систему створення імпульсного сигналу при збігу моменту удару робочого органу з моментом проходження форми оптимального положення. Збіг цих моментів забезпечується зміною швидкості обертання розбалансованих мас. Недоліком даного способу є недостатність динамічного впливу на суміш під час ущільнення, нестабільна передачі енергії на виріб, велика енергоємність процесу, тривалий час ущільнення. Найбільш близьким рішенням по технічній сутності і досягнутому результату при його використанні є спосіб автоматичного керування режимами роботи вібраційних площадок з вільним притисканням форми для формування виробів (див. а.с. СССР №876425 G01N33/38, 1981р.). Недоліком даного способу є: 1) Розглядаючи взаємодію робочого органу і форми з бетонною сумішшю не враховують частоту і амплітуду власних коливань бетонної суміші в формі, характер її взаємодії з дном форми (відрив виробів від дна форми), що в значній мірі впливає на процес ущільнення. Внаслідок цього автоматичне регулювання по даній схемі з метою утримання системи "робочий орган - форма з бетонною сумішшю" в зоні оптимальної взаємодії буде ускладнена і тому доля енергії, що передається від робочого органу до бетонної суміші буде відрізнятися від оптимальної, що сповільнить процес ущільнення. До того ж тарувальні значення амплітуди і частоти вимушуючої сили від висоти і ступеня ущільнення будуть відрізнятися від оптимальних (при найбільш ефективній енергоємності процесу) по тій же причині, а також в зв'язку з тим, що в практиці відсутня методика визначення оптимальних режимів вібраційного ущільнення; 2) Автоматична система призначена для формування виробів певної форми, маси і складу бетонної суміші, для яких попередньо в результаті дослідження розраховані тарувальні залежності значень амплітуди й частоти вимушуючої сили від висоти виробу і ступеня ущільнення; 3) Регулювання величини статичного моменту розбалансованої маси, за допомогою чого пропонується змінювати інтенсивність впливу на бетонну суміш для досягнення рівноваги між фактичними і оптимальними значеннями амплітуди і частоти вимушуючої сили, неможливе під час робочого процесу за допомогою відомих в теперішній час технічними засобами; 4) Зміна сили притискання форми до вібраційного збудника коливань не в якій мірі не змінює власної частоти форми з бетонною сумішшю, оскільки власна частота форми визначається її масою і пружністю контактної зони (гуми, пружин і т.п.); 5) Система керування не буде забезпечувати рівномірність ущільнення бетонної суміші, так як остання досягається винятково характером хвильових явищ в бетонній суміші, що залежить від співвідношення частот вимушених і власних коливань бетонної суміші; 6) Момент удар у робочого органу і форми не буде відповідати моменту проходження розбалансованою масою оптимального (верхнього) положення (з урахуванням дисипації енергії в робочім органі він буде запізнюватись на 18...20° згідно літературних даних). Відоме рішення, обране за прототип, не дозволяє одержати результат, який одержується завдяки новому рішенню. В основу винаходу покладено задачу оптимізації процесу динамічного впливу на суміш під час ущільнення, стабілізація передачі енергії на виріб, зниження енергоємності процесу, зменшення часу ущільнення. Поставлена задача досягається тим, що режим впливу робочого органу на бетонну суміш вибирається із умови забезпечення максимального поглинання виробом енергії, що генерується робочим органом і передається на виріб за допомогою форми. Максимальна кількість енергії, що поглинається виробом буде мати місце при режимах вібраційного формування, які забезпечуватимуть в виробі оптимальний напружено-деформаційний стан. Даний стан процесу вібраційного формування буде мати місце при оптимальних умовах передачі енергії від форми до виробу. Умови ці будуть забезпечені найбільш сприятливими обставинами витрат енергії в робочім органі машини, на контакті робочого органу з формою в бетонній суміші. ( A min ) В цьому випадку буде мати місто мінімальна амплітуда коливань робочого органу . Мінімальна амплітуда коливань робочого органу вибирається в якості критерію максимально поглинаємої енергії бетонною сумішшю. Запропонований винахід має суттєві відміни порівняно до відомих рішень і завдяки їм досягається новий позитивний ефект, виражений в оптимізації процесу динамічного впливу на суміш під час ущільнення, стабілізації передачі енергії на виріб, зниженні енергоємності процесу, зменшенні часу ущільнення. По відомій схемі керування амплітуда коливань робочого органу (відмінна ознака) не приймає участі в процесі регулювання. Якість керування і ущільнення буде визначатись багатьма параметрами: тарувальними залежностями, врахуванням висоти виробу і густини бетонної суміші, силою притискання форми до робочого органу, регулюванням статичної маси розбалансованої маси і швидкості їх обертання. В кінці не буде досягнута енергетична оптимізація процесу ущільнення. В запропонованому винаході амплітуда коливань робочого органа буде служити інтегральною характеристикою показника процесу ущільнення. Схема керування спроститься і підвиситься її надійність. Суть запропонованого пояснюється схемами: на фіг.1 схематично показаний спосіб автоматичного керування процесом вібраційного формування залізобетонних виробів; на фіг.2 схематично показана блок-схема алгоритму керування; на фіг.3 наведена таблиця визначення оптимальних режимів вібраційного переміщення робочого органу. Спосіб керування процесом вібраційного формування реалізується наступним чином (фіг.1). Для заданого виробу 1 і форми 2 по таблиці №1 (фіг.3) вибираються оптимальні значення амплітуди і частоти вібраційного переміщення робочого органу і закладаються в основу роботи функціонального перетворювача 3, метою якого є створення на виході сигналу, що відповідає оптимальній величині амплітуди коливань робочого органу ( Aonm ) За допомогою датчика 4 амплітуди вібраційного переміщення робочого органу змінюється його робоча амплітуда ( Ap ) , що подається на функціональний перетворювач і далі на блок порівняння 5 оптимальної DA = Ap - A onm амплітуди і робочого значення. При наявності різниці (фіг.1), що буде мати місце при стані, що відрізняється від оптимального, в ланцюзі блоку порівняння 5 буде вироблятися сигнал, що надходить через перетворювач 6 на виконавчий пристрій 7, що керує роботою двигуна 8. При цьому швидкість обертання DA = A p - A onm розбалансованої маси зміниться (зменшиться і зникне різниця ). По мірі ущільнення бетонної суміші її властивості будуть змінюватись й положення на вісі абсцис також буде змінюватись. Автоматична система забезпечить настроювання на оптимальний режим вібраційного формування суміші по часу її ущільнення і тим самим підтримає високий рівень енергії, що передається на бетонну суміш. В таблиці №1 (фіг.3) представлена енергоємність процесу ущільнення зразків 10 х 10´20см, визначена дослідним шляхом. При чотирьох режимах вібраційного ущільнення (f1=60Гц і А1=0,043см; f2=60Гц і А2=0,043см; f3=60Гц і А3=0,043см; f4=60Гц і А4=0,043см) з однаково підведеною інтенсивністю коливань. Максимальної величини енергія ущільнення досягається при третьому режимі руху робочого органу (Е3=95Дж) за рахунок максимального коефіцієнта корисної дії і оптимального напружено-деформованого стану виробу. При подальшому збільшенні частоти енергоємність процесу знижується. При цьому режимі відзначається різке падіння амплітуди коливань робочого органу. Таким чином, для виробу висотою h = 0.2 м режим руху робочого органу з частотою 85 Гц і амплітудою вібраційного переміщення А = 0,03 см буде оптимальним. Він характеризується високим коефіцієнтом передачі енергії, коротким проміжком часу ущільнення (в 1,5... 2 рази менше, чім в першому випадку). Для інших сумішей і виробів ці режими представлені в таблиці №1 (фіг.3). Запропонований винахід в порівнянні з прототипом має наступні переваги: підвищується якість виробів, зменшується час ущільнення, а отже, підвищується продуктивність, зменшується енергоємність процесу за рахунок підвищення коефіцієнта корисної дії і зменшення невиробничих її витрат на контакті робочого органу з формою (відсутній відрив виробу від робочого органу.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of automatically controlling the process of vibration formation of reinforced concrete structures
Автори англійськоюSivko Volodymyr Yosypovych, Kornijchuk Borys Valeriovych
Назва патенту російськоюСпособ автоматического управления процессом вибрационного формования железобетонных изделий
Автори російськоюСивко Владимир Иосифович, Корнейчук Борис Валерьевич
МПК / Мітки
МПК: B28B 1/08, C04B 32/00
Мітки: автоматичного, процесом, спосіб, формування, керування, вібраційного, виробів, залізобетонних
Код посилання
<a href="https://ua.patents.su/3-64944-sposib-avtomatichnogo-keruvannya-procesom-vibracijjnogo-formuvannya-zalizobetonnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного керування процесом вібраційного формування залізобетонних виробів</a>
Спосіб вібраційного контролю виробів
Номер патенту: 57430
Опубліковано: 16.06.2003
Автори: Карінцев Іван Борисович, Пузько Ігор Данилович, Катаржнов Станіслав Іванович
МПК: G01N 29/04
Мітки: виробів, контролю, спосіб, вібраційного
Формула / Реферат:
Спосіб вібраційного контролю виробів, по якому на контрольований виріб, який закріплюють з двох сторін, діють силовим гармонійним збудженням з частотою, яка дорівнює другій власній частоті пружних коливань контрольованого виробу по всій його довжині, причому пружні коливання збуджують за допомогою однієї гармонійної силової дії, що прикладається в точці знаходження вузла пружних коливань виробу по другій власній формі, і по виникненню пружних...
Спосіб автоматичного керування процесом згущення пульпи
Номер патенту: 61372
Опубліковано: 17.11.2003
Автори: Білецький Володимир Степанович, Шпильовий Леонід Вікторович
МПК: B01D 21/00
Мітки: пульпи, процесом, автоматичного, спосіб, згущення, керування
Формула / Реферат:
Спосіб автоматичного керування процесом згущення пульпи шляхом контролю вагових витрат твердої фази в згущеній пульпі та її густини, та регулювання співвідношення вагових витрат твердої фази зміною об'ємних витрат згущеної пульпи та корегуванням заданого співвідношення в залежності від густини згущеної пульпи, який відрізняється тим, що контролюють вагові витрати твердої фази в ущільненому осаді, що переміщується скребками ферми до...
Спосіб вібраційного контролю виробів
Номер патенту: 60646
Опубліковано: 15.10.2003
Автори: Пузько Ігор Данилович, Катаржнов Станіслав Іванович, Карінцев Іван Борисович
МПК: G01N 29/04
Мітки: контролю, спосіб, виробів, вібраційного
Формула / Реферат:
Спосіб вібраційного контролю виробів, по якому на контрольований виріб, який закріплюють з двох сторін, діють силовим гармонійним збудженням з частотою, яка дорівнює другій власній частоті гнучких коливань контрольованого виробу по всій його довжині, причому гнучкі коливання збуджують за допомогою однієї гармонійної силової дії, що прикладається в точці знаходження вузла гнучких коливань виробу по другій власній формі, і по виникненню...
Система автоматичного керування процесом горіння
Номер патенту: 53941
Опубліковано: 17.02.2003
Автори: Кашина Тетяна Олександрівна, Бегунов Микола Павлович, Кашин Володимир Іванович, Грунський Віталій Павлович
МПК: F23N 1/02
Мітки: горіння, система, автоматичного, процесом, керування
Формула / Реферат:
Система автоматичного керування процесом горіння, що містить з'єднані в технологічній послідовності пальник, електроди підпалювання та наявності полум'я, трансформатор, автомат керування роботою пальника, клапан-відсікач газу, регулятор співвідношення газ/повітря, дросельну заслінку з електроприводом та перетворювач термоелектричний, яка відрізняється тим, що в електричний ланцюг регулювання потужності пальника введено мікропроцесорний...
Пристрій для автоматичного керування процесом висушування діелектричних матеріалів
Номер патенту: 44866
Опубліковано: 15.03.2002
Автори: Іващенко Володимир Олексійович, Скрипник Юрій Олексійович, Шевченко Костянтин Леонідович
МПК: F26B 3/32, F26B 25/22, F26B 9/08
Мітки: матеріалів, пристрій, діелектричних, автоматичного, керування, висушування, процесом
Формула / Реферат:
Пристрій для автоматичного керування процесом висушування діелектричних матеріалів, що містить джерело живлення, до якого підключені послідовно з'єднані генератор НВЧ коливань, автоматичний регулятор потужності, спрямований відгалужувач хвилі, що падає, вентиль і спрямований відгалужувач відбитої хвилі, до виходу основного тракту якого підключена сушарка, джерело опорної напруги, диференціальний підсилювач, один вхід якого з'єднаний з виходом...
Попередній патент: Спосіб одержання концентрованого продукту
Випадковий патент: Інсектицидний препарат