Газомоторний компресор та спосіб його змащування
Номер патенту: 66257
Опубліковано: 15.04.2004
Автори: Дутка Василь Іванович, Какапич Володимир Іванович, Мисліборський Леопольд Віталійович, Пісоцький Віктор Іванович, Костів Василь Васильович
Формула / Реферат
1. Газомоторний компресор, в складі якого є газовипускні клапани і схема системи прес-змащування, наприклад типу MB, що скомплектована із лубрикатора у вигляді двоплунжерного насоса, блока контролю і двох контурів змащування, які утворені мастильними трубопроводами у вигляді нижнього і верхнього потоків, кожен із яких обладнаний клапаном потоку, центральним збірно-блоковим живильником, набором вторинних збірно-блокових живильників і набором зворотних клапанів, який відрізняється тим, що газовипускні клапани з'єднані мастильними трубопроводами через блок контролю з лубрикатором у вигляді двоплунжерного насоса за допомогою додаткових зворотних клапанів, додаткового вторинного збірно-блокового живильника та центрального збірно-блокового живильника, при цьому центральний збірно-блоковий живильник обладнаний додатково живильною секцією або замінений на центральний живильник, збірний блок якого зібраний з типорозмірів живильних секцій, що є більш продуктивними.
2. Спосіб змащування газомоторного компресора, що передбачає механічний спосіб змащування пари тертя механізмів руху компресора шляхом подання до пари тертя під тиском рідкого мастила із застосуванням циркуляційної схеми системи змащування і схеми системи прес-змащування і змащування "допоміжних" пар тертя механізмів руху газомоторного компресора, що знаходяться в складі газовипускних клапанів та підлягають змащуванню щонайменше раз на добу, причому циркуляційна схема системи змащування функціонує від шестеренного насоса і схема системи прес-змащування - від лубрикатора, який живиться із циркуляційної схеми, який відрізняється тим, що змащування "допоміжних" пар тертя механізмів руху здійснюють рідким мастилом під тиском - механічним способом за рахунок введення "допоміжних" пар тертя механізмів руху в схему системи прес-змащування.
Текст
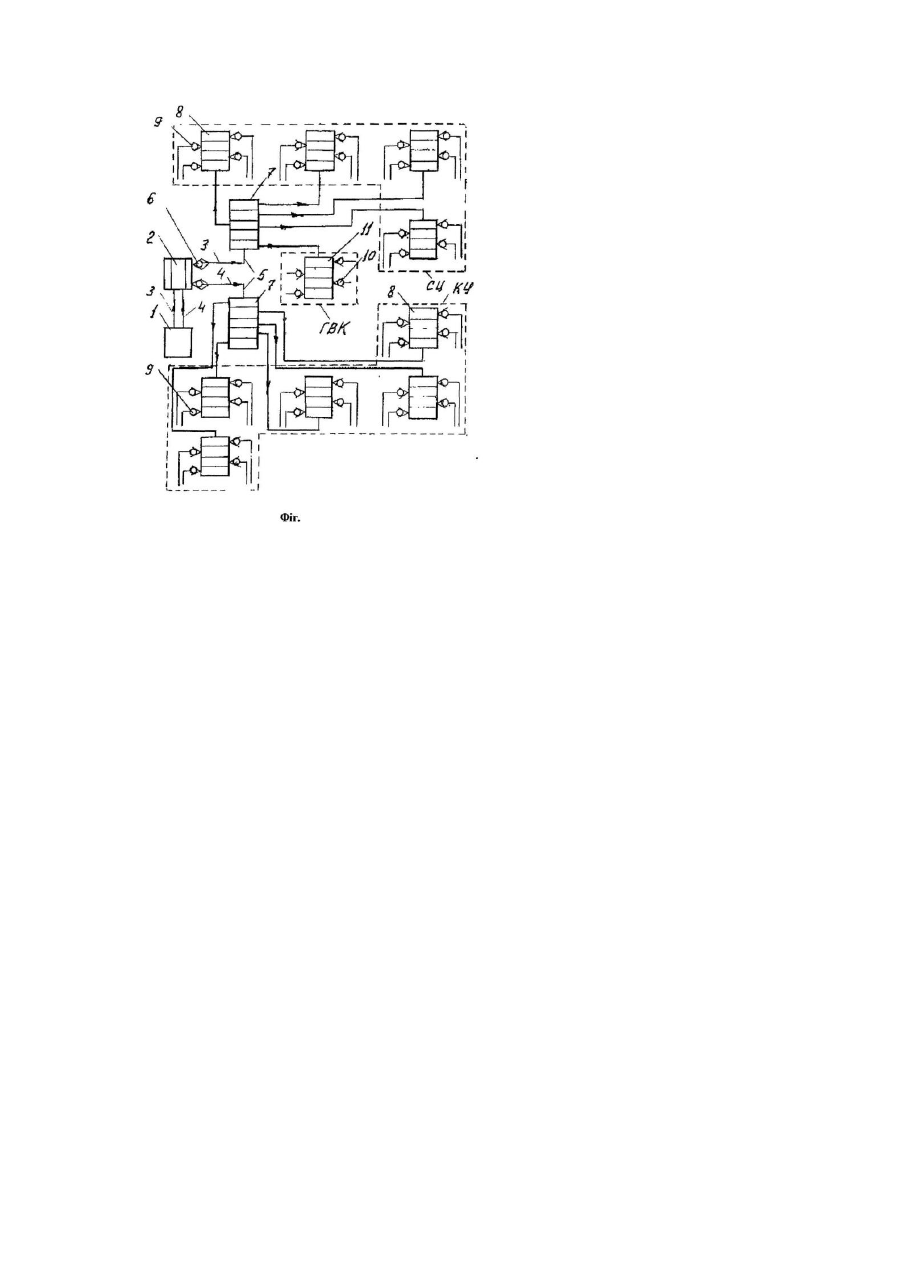
Винахід с і осунься галузі компресоробудування, зокрема до систем змащування газомоторних компресорів. Проблема ефективної роботи газомоторних компресорів типу 10 ГК. МК-8 і Г М-8 усіх модифікацій за рахунок зносостійкості пар тертя газомоторного компресора с досить актуальною. У той саме час відомо, що більше всього вищеназвані типи газомоторних компресорів виходять з ладу саме через поломку газовипускних клапанів, внаслідок зносу пари тертя направляюча втулка-шпиндель і тарілка шпинделя-сідло клапана. Це зумовлено тим, що зазначені пари тертя змащують один раз на добу густим мастилом за допомогою ручного плунжера насосу (шприца), тобі о змащування здійснюють ручним способом. Відома система змащування газомоторних компресорів, котра як правило мас три системи подачі мастила до пари тертя механізмів руху (тертьовим деталям): - циркуляційний спосіб системи змащування під тиском від шестеренчастого насосу мастило подається (підводиться) до корінних (рамових) підшипників, підшипників силових і компресорних валів, до підшипників проміжного і розподільчого валів і валу приводу регулятора та опорним підшипникам зубчатих шестерень; - спосіб системи прес-змащування, дозовано-примусове змащування від гр упи плунжерних насосів (лубрикатора) мастило подається до силових і компресорних циліндрів, штокам компресорів і підшипникам регулятора; - спосіб ручного змащування (шприцом або ручним плунжерним насосом) за допомогою якого змащують газовипускні клапани (направляючі газові клапани), опорні підшипники клапанових коромисел, підшипник двигуна і інші де талі [Зарембо К.С., Справочник но транспорту горючи х газов, М., "СОСТОПТЕХИЗДАТ, 1962г., стр.563-564]. У зазначених газомоторних компресорах, саме ручне змащування газовипускних клапанів, як показують практичні спостереження є проблемою через те, що їх пари тертя механізмів руху працюють у режимі "сухого тертя". В результаті чого, пари тертя направляюча втулка-шпиндель і тарілка шпинделя-сідло клапана підлягають швидкому зносу, через неможливість ефективно здійснювати подачу густого мастила до зазначених пар тертя шприцом раз на добу - протягом 24 годин, згідно технічних умов (ТУ) експлуатації газовипускних клапанів. Найбільш близьким до винаходу, що заявляється, є спосіб змащування газомоторного компресора, що передбачає механічний спосіб змащування пари тертя механізмів руху компресора шляхом подання до пари тертя під тиском рідкого мастила зі застосуванням циркуляційної схеми системи змащування і схеми системи прес-змащування, і змащування "допоміжних" пар тертя механізмів руху газомоторного компресора, що знаходяться в складі газовипускних клапанів та підлягають змащуванню щонайменше раз на добу, причому циркуляційна схема системи змащування функціонує від шестеренчастого насосу, а схема системи пресзмащування - від лубрикатора, який живиться із циркуляційної системи. У той саме час - зазначено в ТУ і інструкції по експлуатації для газомоторного компресора (кожного типу і модифікації), що: - газомоторний компресор, в складі якого є газовипускні клапани і схема системи прес-змащування, наприклад типу MB, остання скомплектована із лубрикатора у вигляді двоплунжерного насосу, блок контролю і двох контурів змащування, які утворені мастильними трубопроводами у вигляді нижнього і верхнього потоків, кожен із яких обладнаний клапаном потоку, центральним збірно-блоковим живителем, набором вторинних збірно-блокових живителів і набором зворотних клапанів. При цьому, механічним способом змащування, який створює циркуляційна система змащування, змащується під тиском пари-тертя механізмів руху такі як і рамові підшипники, вкладиші шатунів та втулки і пальці крейцкопфа, який створює система прес-змащування, дозовано-примусово змащуються пари тертя механізмів руху: сальники штоків та силові і компресорні циліндри. Ручним способом змащуються "допоміжні" пари тертя механізмів руху газовипускних клапанів протягом 24-х годин, і також регулюючі клапани, головний пусковий клапан та інші механізми і деталі протягом 500-1000 годин - густим мастилом Литолом-24, ГОСТ 21150-75. Поряд з цим, у схемі системи пресзмащування типу МЕЗ, що застосовують для змащування силових і компресорних циліндрів газомоторного компресора, використовується рідке мастило марки МС-20, ГОСТ 21745-78 [«Газомотокомпрессоры типа 10 ГКН, Техническое описание и инструкция по эксплуатации», Дизельный завод, «Двигатель революции», г. Горький -1973, стр. 37-45, 107-108; «Газокомпрессоры МК8М, Те хнические условия, завод «Двигатель революции», г. Горький - 1986г., стр.18 и 78, и «Руководство по эксплуатации», Книга 2, стр.78, 99-100, 264; «Системы смазочные типа MB для газомотокомпрессоров», Руководство по эксплуатации, 1988г., стр.2-6, 28]. Проте відоме технічне рішення є дещо неефективним із застосуванням зазначених газомоторних компресорів у яких реалізується описаний спосіб змащування, через низьку якість змащування пари тертя механізмів руху газовипускних клапанів. Це зумовлено тим, що пари тертя механізмів руху газовипускних клапанів змащуються густим мастилом тільки раз на добу, як наслідок, в процесі експлуатації пари тертя працюють у режимі "сухого тертя". Внаслідок чого різко зменшується зносостійкість пар тертя механізмів руху газовипускних клапанів, що приводить до їх зносу, а в цілому як результат - простій на технічному обслуговуванні газомоторного компресора. В основу винаходу покладена задача підвищення ресурсу роботи газомоторного компресора за рахунок підвищення якості змащування газовипускних клапанів через введення їх до системи прес-змащування, тим самим забезпечити змащування газовипускних клапанів механічним способом та продовжити термін їх експлуатації. Поставлена задача вирішується тим, що змащування "допоміжних" пар тертя механізмів руху (що знаходять в складі газовипускних клапанів та підлягають змащуванню щонайменше раз на добу) здійснюють рідким мастилом під тиском - механічним способом за рахунок введення "допоміжних" пар тертя механізмів руху в схему системи прес-змащування. Крім того, що газовипускні клапани з'єднані мастильними трубопроводами, через блок контролю, з лубрикатором у вигляді двоплунжерного насосу за допомогою додаткових зворотних клапанів, додаткового вторинного збірно-блокового живителя та центрального збірноблокового живителя, при цьому центральний збірно-блоковий живитель обладнаний додатковою живильною секцією або замінений на центральний живитель, збірний блок якого зібраний з типорозмірів живильних секцій, що є більш продуктивними, забезпечується змащування газовипускних клапанів - механічним способом. Водночас і за рахунок того, що запропоновано яким чином необхідно під'єднати в газомоторному компресорі - газовипускні клапани до системи прес-змащування, яка скомплектована як система змащування типу MB. A саме, за винаходом, що газовипускні клапани з'єднані мастильними трубопроводами через блок контролю з лубрикатором за допомогою додаткових зворотних клапанів, додаткового вторинного збірноблокового живителя та центрального збірно-блокового живителя. Отож, внаслідок такого комплексного підходу запропонований газомоторний компресор зі схемою системи прес-змащування, за допомогою якої реалізується змащування газовипускних клапанів механічним способом. В результаті значно якісніше змащуються пари тертя механізмів руху газовипускних клапанів, усувається "сухе тертя", що зумовлює продовження терміну експлуатації газовипускних клапанів все це веде до продовження безремонтного функціонування газомоторного компресора. Таким чином, виконується задача винаходу підвищення ресурсу роботи газомоторного компресора. Заявлений спосіб реалізують таким чином. Основною вимогою реалізації способу є введення пар тертя механізмів руху газовипускних клапанів в схему системи прес-змащування. Для цього, як приклад, розглядається випадок роботи газомоторного компресора із схемою системи прес-змащування типу MB, до якої мастильними трубопроводами під'єднані газовипускні клапани, через центральний збірно-блоковий живитель за допомогою додаткових зворотних клапанів і додаткового збірно-блокового живителя. Працює така уніфікована система прес-змащування у стандартному режимі. А саме на мінеральних мастилах з кінематичною в'язкістю 17-350мм 2/с при температурі мастила 30-85°С. Визначений розрахунковим методом об'єм мастила, у залежності від наявної кількості точок підведення пар тертя, під тиском 0,5-6,0МПа подається до газовипускних клапанів від секцій двоплунжерного насосу, через фільтри високо тиску та блок контролю по двох контурах. При цьому, одним контуром, іменованим верхнім потоком змащування, мастило поступає до силових циліндрів (циліндрів двигунів), і за винаходом, до газовипускних клапанів, відповідно, іншим - нижнім потоком змащування, мастило подається до компресорних циліндрів. Мінімальна кількість мастила, яка подається (дозується) до пар тертя механізмів руху газовипускних клапанів забезпечується підбором необхідного типорозміру блоко-збірного живителя, кожна із секцій якого має маркування, наприклад МВ30ЕВ, МВ20Е, МВ10Е і інші. Тобто аналогічно як і для силових і компресорних циліндрів. Отож, при досягненні вищезазначених вимог "допоміжні" пари тертя механізмів руху газовипускних клапанів будуть змащуватися аналогічно як і пари тертя механізмів руху силових і компресорних циліндрів (що належать до основних механізмів руху) - механічним способом змащування. Одна з принципових схем системи прес-змащування типу MB газомоторного компресора, що уніфікована, для реалізації заявленого способу зображена на фіг. Газомоторний компресор складений з силових і компресорних циліндрів, газовипускних клапанів і схеми системи прес-змащування (на фіг. не показані), наприклад типу MB, що скомплектована із лубрикатора у вигляді двоплунжерного насосу 1, блока контролю 2, двох контурів змащування 3 і 4, відповідно, які утворені мастильним трубопроводами 5, у вигляді нижнього і верхнього потоків, кожен із яких обладнаний клапаном потоку 6, центральним збірно-блоковим живителем 7, набором вторинних збірно-блокових живителів 8 і набором зворотних клапанів 9. За винаходом, газовипускні клапани за допомогою додаткових зворотних клапанів 10, додаткового вторинного збірно-бокового живителя 11 безпосередньо мастильними трубопроводами зв'язані з центральним збірно-блоковим живителем. При цьому, центральний збірноблоковий живитель обладнаний додатковою живильною секцією (на фіг. не показано) або замінений на центральний живитель, збірний блок якого скомплектований із типорозмірів живильних секцій, що є більш продуктивні - за існуючі. Газомоторний компресор із схемою системи прес-змащування типу MB, що уніфікована, працює таким чином. При роботі двоплунжерного насосу 1, безпосередньо мастильними трубопроводами 5, мастило під тиском подається по двох контурах змащування 3 і 4 на блок контролю 2, а далі: - по контуру 4, що іменований нижнім потоком змащування, до центрального збірно-блокового живителя 7, вторинних збірно-блокових живителів 8 та через зворотні клапани 9 до пар тертя механізмів руху компресорних циліндрів (на фіг. не показано); - по контуру 3, що іменований верхнім потом змащування, до центрального збірно-блокового живителя 7, вторинних збірно-блокових живителів 8 та через зворотні клапани 9 до пар тертя механізмів руху силових циліндрів (на фіг. не показано), одночасно, від центрального збірно-блокового живителя 7, який обладнаний додатковою живильною секцією через мастильний трубопровід (на фіг. не показані) мастило подається до додаткового вторинного збірно-блокового живителя 11 та через додаткові зворотні клапани 10 до пар тертя механізмів руху газовипускних клапанів (на фіг. не показані). При цьому через те, що центральні і вторинні живителі працюють у режимі незалежному від положення плунжерів (поршнів) двоплунжерного насосу, подача мастила як до силових і компресорних насосів так і до газовипускних клапанів супроводжується в одному робочому режимі - у стандартному режимі схеми системи прес-змащування, що уніфікована. Таким чином, запропонований спосіб змащування, який дозволяє здійснювати механічне змащування не тільки силових і компресорних циліндрів але й газовипускних клапанів, забезпечує підвищення ресурсу роботи газомоторного компресора і у той саме час усувається ручний спосіб змащування газовипускних клапанів підвищується ефективність роботи газомоторного компресора, в цілому.
ДивитисяДодаткова інформація
Назва патенту англійськоюGas-motor compressor and method of its lubrication
Автори англійськоюKostiv Vasyl Vasyliovych
Назва патенту російськоюГазомоторный компрессор и способ его смазки
Автори російськоюКостив Василий Васильевич
МПК / Мітки
МПК: F04B 39/02
Мітки: газомоторний, змащування, спосіб, компресор
Код посилання
<a href="https://ua.patents.su/3-66257-gazomotornijj-kompresor-ta-sposib-jjogo-zmashhuvannya.html" target="_blank" rel="follow" title="База патентів України">Газомоторний компресор та спосіб його змащування</a>
Спосіб роботи безкрейцкопфного компресора та поршневий компресор для його здійснення
Номер патенту: 54594
Опубліковано: 17.03.2003
Автори: Бакум Едуард Арестарфович, Красномовець Петро Григорович, Попович Олександр Іванович, Мнацаканов Георгій Константинович, Зеленовський Валентин Федорович
МПК: F04B 39/00
Мітки: спосіб, поршневий, безкрейцкопфного, компресор, компресора, здійснення, роботи
Формула / Реферат:
1. Спосіб роботи безкрейцкопфного компресора, який полягає в стискуванні в його циліндрах газу за допомогою шатунно-поршневої групи, яка змащується мастилом, з відведенням від циліндрів частини теплоти стискування в навколишнє середовище проміжним теплоносієм, який відрізняється тим, що теплоту від циліндрів відводять циркулюючим змащуючим мастилом.2. Поршневий компресор, в складі якого знаходяться картер, колінчастий вал, циліндри з...
Мастильний пристрій для декількох місць змащування і спосіб змащування місць змащування машини з використанням цього мастильного пристрою
Номер патенту: 59404
Опубліковано: 15.09.2003
Автор: Гус Рольф
МПК: F16N 13/00
Мітки: пристрій, місць, використанням, змащування, машини, мастильного, мастильний, цього, декількох, спосіб, пристрою
Формула / Реферат:
1. Мастильний пристрій для декількох місць змащування, зокрема для подавання мастила до декількох місць змащування в'язальної машини, який містить насосний пристрій для нагнітання мастила, при цьому насосний пристрій має поршень, який встановлений з можливістю аксіального переміщення у циліндрі, і розподільний пристрій, за допомогою якого подаване поршнем мастило розподіляється до однієї або декількох ліній групи ліній, що відходять від...
Поршневий компресор багатоциліндровий (його варіанти)
Номер патенту: 30217
Опубліковано: 15.11.2000
Автор: Давидов Лев Якович
МПК: F04B 27/00
Мітки: варіанти, поршневий, компресор, багатоциліндровий, його
Формула / Реферат:
1. Поршневий компресор багатоциліндровий, включаючий компресорні циліндри, трубопроводи та привод, який відрізняється тим, що в своєму складі має гідроциліндри, кожний з яких сполучений з відповідним компресорним циліндром, а їх поршні закріплені на спільному валі, утворюючи систему, розміщену по периферії ротору приводу для розташування у водяному об'ємі.2. Поршневий компресор багатоциліндровий, включаючий компресорні циліндри,...
Пристрій для змащування гребенів коліс рейкового транспортного засобу
Номер патенту: 53017
Опубліковано: 15.01.2003
Автори: Осенін Юрій Іванович, Мушкаєв Ярослав Володимирович, Марченко Дмитро Миколайович
МПК: B61K 3/00
Мітки: гребенів, змащування, пристрій, транспортного, коліс, засобу, рейкового
Формула / Реферат:
Пристрій для змащування гребенів коліс транспортних засобів, що містить дві форсунки, підключені до магістралі стисненого повітря за допомогою двох електропневматичних клапанів, бак з мастильною рідиною, два зворотних клапани і лінію зв'язку, який відрізняється тим, що пристрій оснащений датчиком величини бокової сили інерції.
Система змащування дейдвудного обладнання
Номер патенту: 26418
Опубліковано: 30.08.1999
Автори: Бузков Віктор Анатолійович, Стальніченко Олег Іванович
МПК: B63H 23/00, F16N 7/00
Мітки: дейдвудного, система, змащування, обладнання
Формула / Реферат:
1. Система змащування дейдвудного обладнання, що містить трубопровід контура змащування з напірною, зливною і переливною цистернами і клапанами для змащування кормового і носового дейдвудного підшипника і кормового ущільнення, і трубопроводів контура змащування, і цистерну для змащування носового ущільнення традиційним мастилом, яка відрізняється тим, що в системі змащування є другий контур трубопроводу з напірною, зливною і переливною...
Попередній патент: Удосконалений універсальний бюстгальтер
Наступний патент: Спосіб виробітку електроенергії на газогеотермальній свердловині
Випадковий патент: Шків поліспастової системи верстата шарошкового буріння