Формуюча головка екструдера
Номер патенту: 66459
Опубліковано: 17.05.2004
Автори: Хцинський Ростислав Ростиславович, Новицька Тамара Михайлівна
Формула / Реферат
Формуюча головка екструдера, яка містить корпус з формуючими губками, систему їх охолодження, розподільний елемент, встановлений в каналі руху розплаву, який являє собою з'єднане основами двоконусне торпедо з вхідним та вихідним конусами, вихідний конус має ребристу поверхню і жорстко з'єднаний своєю зрізаною вершиною з циліндричним елементом, а канал руху розплаву над ним має постійний переріз, яка відрізняється тим, що двоконусне торпедо має пустотілу форму і порожнина його з'єднана з системою охолодження корпусу, вхідний конус торпедо має ребристу поверхню, аналогічну вихідному, а основа його менша від основи вихідного, при з'єднанні основ утворюється кільцевий виступ, на який спирається одним торцем циліндрична решітка, канал руху розплаву має змінний переріз від мінімуму над вхідним її торцем до максимуму над вихідним з подальшим зменшенням до циліндричного елементу і різким звуженням на виході в формуючих губках, куди підведені канали охолодження.
Текст
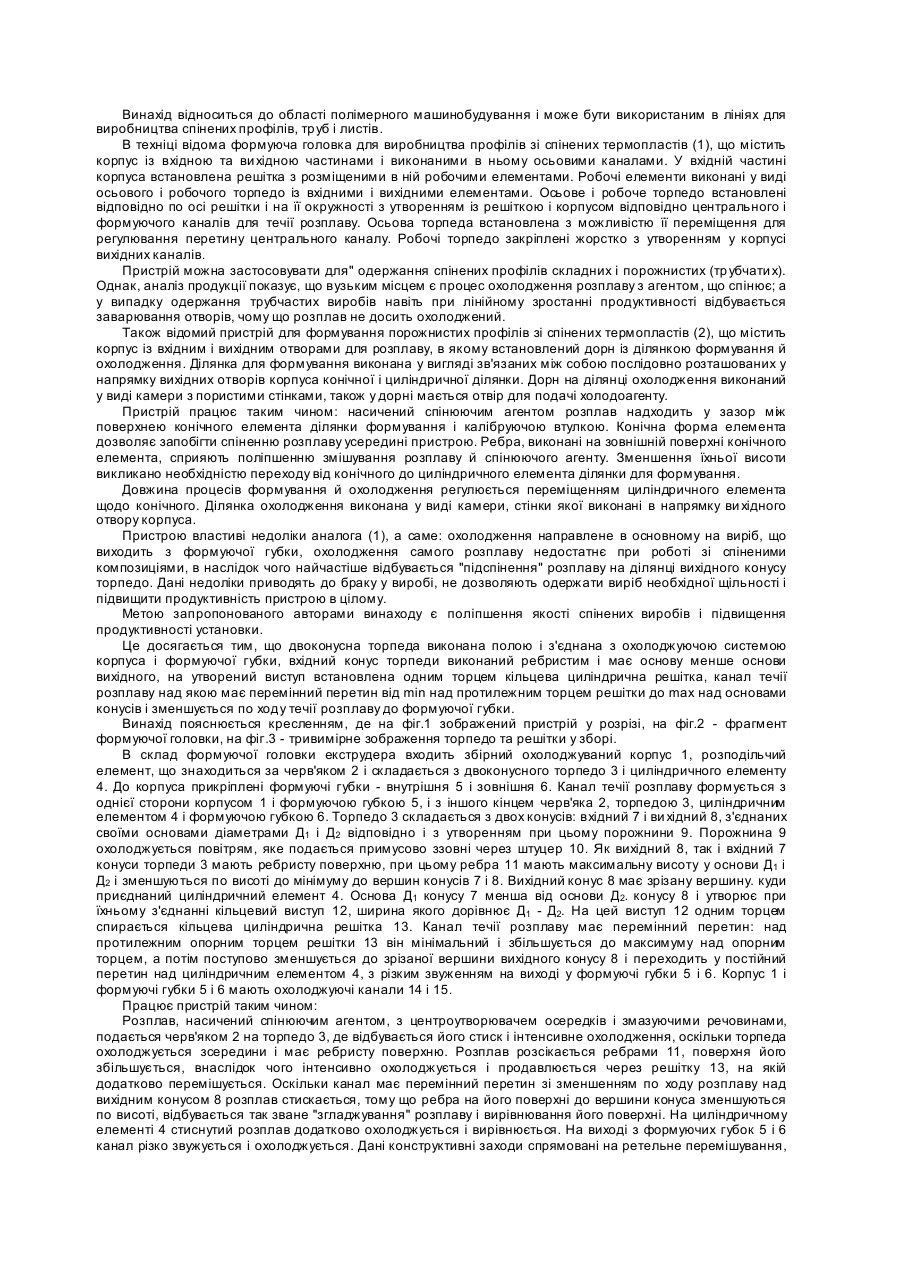
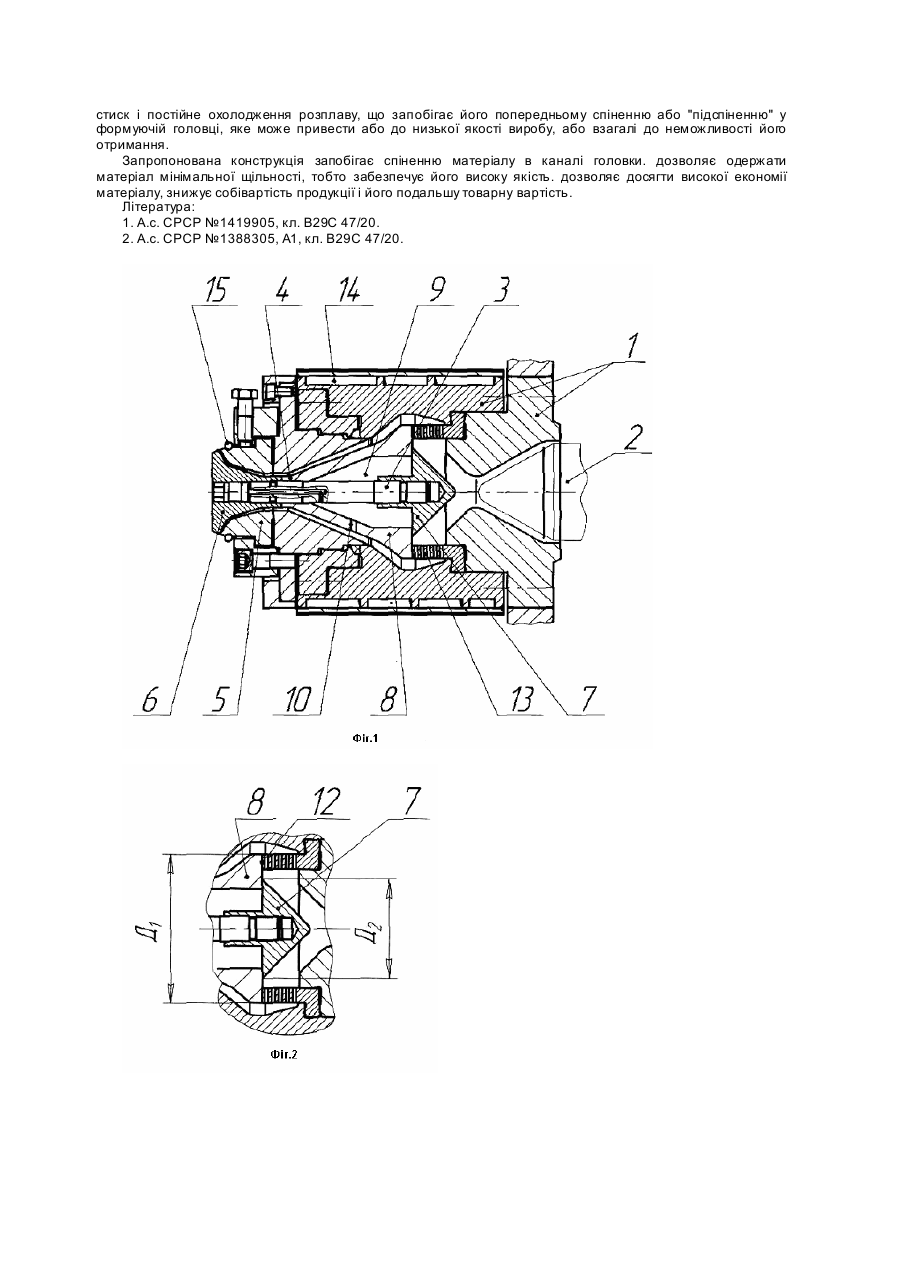
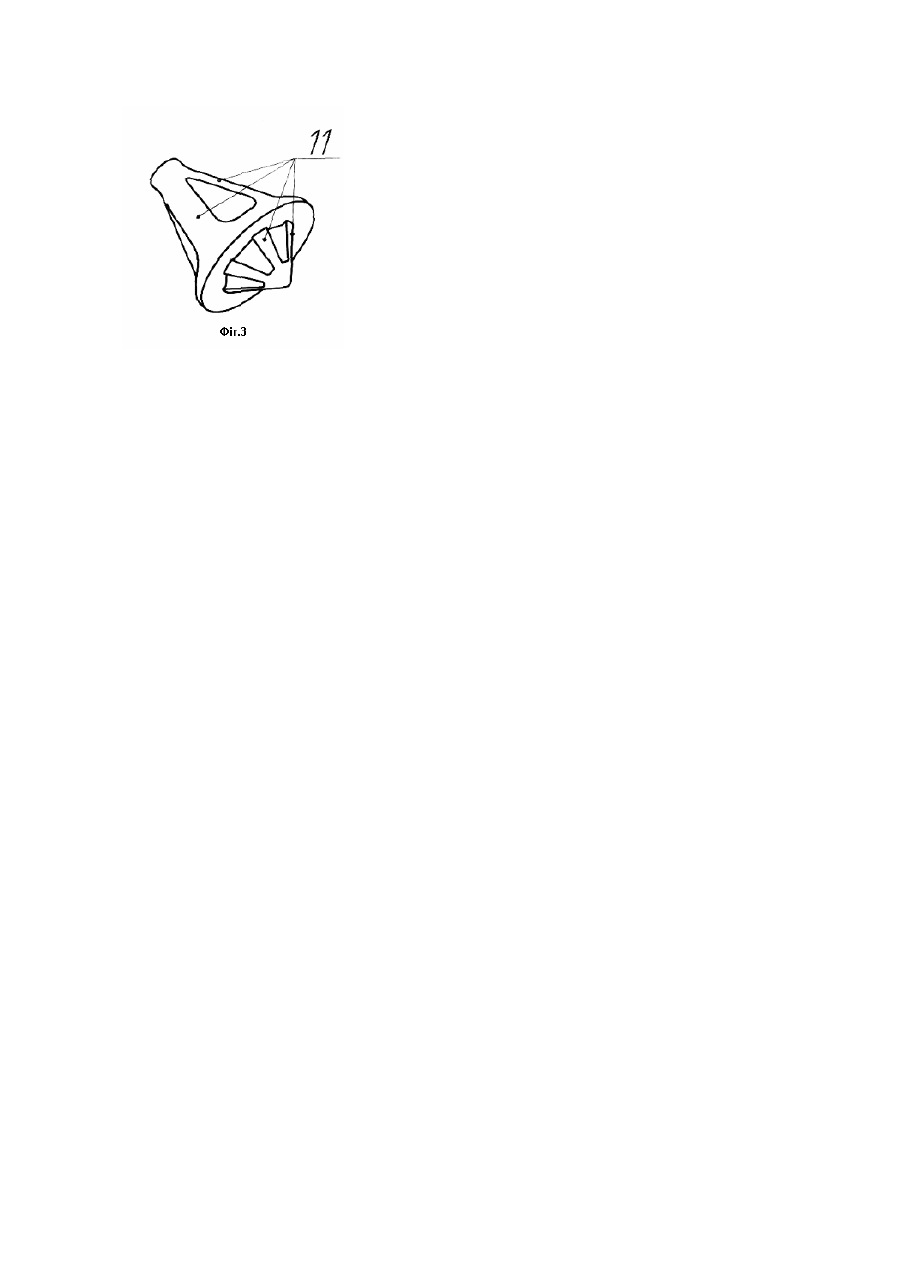
Винахід відноситься до області полімерного машинобудування і може бути використаним в лініях для виробництва спінених профілів, труб і листів. В техніці відома формуюча головка для виробництва профілів зі спінених термопластів (1), що містить корпус із вхідною та ви хідною частинами і виконаними в ньому осьовими каналами. У вхідній частині корпуса встановлена решітка з розміщеними в ній робочими елементами. Робочі елементи виконані у виді осьового і робочого торпедо із вхідними і вихідними елементами. Осьове і робоче торпедо встановлені відповідно по осі решітки і на її окружності з утворенням із решіткою і корпусом відповідно центрального і формуючого каналів для течії розплаву. Осьова торпеда встановлена з можливістю її переміщення для регулювання перетину центрального каналу. Робочі торпедо закріплені жорстко з утворенням у корпусі вихідних каналів. Пристрій можна застосовувати для" одержання спінених профілів складних і порожнистих (тр убчати х). Однак, аналіз продукції показує, що вузьким місцем є процес охолодження розплаву з агентом , що спінює; а у випадку одержання трубчастих виробів навіть при лінійному зростанні продуктивності відбувається заварювання отворів, чому що розплав не досить охолоджений. Також відомий пристрій для формування порожнистих профілів зі спінених термопластів (2), що містить корпус із вхідним і вихідним отворами для розплаву, в якому встановлений дорн із ділянкою формування й охолодження. Ділянка для формування виконана у вигляді зв'язаних між собою послідовно розташованих у напрямку вихідних отворів корпуса конічної і циліндричної ділянки. Дорн на ділянці охолодження виконаний у виді камери з пористими стінками, також у дорні мається отвір для подачі холодоагенту. Пристрій працює таким чином: насичений спінюючим агентом розплав надходить у зазор між поверхнею конічного елемента ділянки формування і калібруючою втулкою. Конічна форма елемента дозволяє запобігти спіненню розплаву усередині пристрою. Ребра, виконані на зовнішній поверхні конічного елемента, сприяють поліпшенню змішування розплаву й спінюючого агенту. Зменшення їхньої висоти викликано необхідністю переходу від конічного до циліндричного елемента ділянки для формування. Довжина процесів формування й охолодження регулюється переміщенням циліндричного елемента щодо конічного. Ділянка охолодження виконана у виді камери, стінки якої виконані в напрямку ви хідного отвору корпуса. Пристрою властиві недоліки аналога (1), а саме: охолодження направлене в основному на виріб, що виходить з формуючої губки, охолодження самого розплаву недостатнє при роботі зі спіненими композиціями, в наслідок чого найчастіше відбувається "підспінення" розплаву на ділянці вихідного конусу торпедо. Дані недоліки приводять до браку у виробі, не дозволяють одержати виріб необхідної щільності і підвищити продуктивність пристрою в цілому. Метою запропонованого авторами винаходу є поліпшення якості спінених виробів і підвищення продуктивності установки. Це досягається тим, що двоконусна торпеда виконана полою і з'єднана з охолоджуючою системою корпуса і формуючої губки, вхідний конус торпеди виконаний ребристим і має основу менше основи вихідного, на утворений виступ встановлена одним торцем кільцева циліндрична решітка, канал течії розплаву над якою має перемінний перетин від min над протилежним торцем решітки до max над основами конусів і зменшується по ходу течії розплаву до формуючої губки. Винахід пояснюється кресленням, де на фіг.1 зображений пристрій у розрізі, на фіг.2 - фрагмент формуючої головки, на фіг.3 - тривимірне зображення торпедо та решітки у зборі. В склад формуючої головки екструдера входить збірний охолоджуваний корпус 1, розподільчий елемент, що знаходиться за черв'яком 2 і складається з двоконусного торпедо 3 і циліндричного елементу 4. До корпуса прикріплені формуючі губки - внутрішня 5 і зовнішня 6. Канал течії розплаву формується з однієї сторони корпусом 1 і формуючою губкою 5, і з іншого кінцем черв'яка 2, торпедою 3, циліндричним елементом 4 і формуючою губкою 6. Торпедо 3 складається з двох конусів: вхідний 7 і ви хідний 8, з'єднаних своїми основами діаметрами Д1 і Д2 відповідно і з утворенням при цьому порожнини 9. Порожнина 9 охолоджується повітрям, яке подається примусово ззовні через штуцер 10. Як вихідний 8, так і вхідний 7 конуси торпеди 3 мають ребристу поверхню, при цьому ребра 11 мають максимальну висоту у основи Д1 і Д2 і зменшуються по висоті до мінімуму до вершин конусів7 і 8. Вихідний конус 8 має зрізану вершину. куди приєднаний циліндричний елемент 4. Основа Д1 конусу 7 менша від основи Д2. конусу 8 і утворює при їхньому з'єднанні кільцевий виступ 12, ширина якого дорівнює Д1 - Д2. На цей виступ 12 одним торцем спирається кільцева циліндрична решітка 13. Канал течії розплаву має перемінний перетин: над протилежним опорним торцем решітки 13 він мінімальний і збільшується до максимуму над опорним торцем, а потім поступово зменшується до зрізаної вершини вихідного конусу 8 і переходить у постійний перетин над циліндричним елементом 4, з різким звуженням на виході у формуючі губки 5 і 6. Корпус 1 і формуючі губки 5 і 6 мають охолоджуючі канали 14 і 15. Працює пристрій таким чином: Розплав, насичений спінюючим агентом, з центроутворювачем осередків і змазуючими речовинами, подається черв'яком 2 на торпедо 3, де відбувається його стиск і інтенсивне охолодження, оскільки торпеда охолоджується зсередини і має ребристу поверхню. Розплав розсікається ребрами 11, поверхня його збільшується, внаслідок чого інтенсивно охолоджується і продавлюється через решітку 13, на якій додатково перемішується. Оскільки канал має перемінний перетин зі зменшенням по ходу розплаву над вихідним конусом 8 розплав стискається, тому що ребра на його поверхні до вершини конуса зменшуються по висоті, відбувається так зване "згладжування" розплаву і вирівнювання його поверхні. На циліндричному елементі 4 стиснутий розплав додатково охолоджується і вирівнюється. На виході з формуючих губок 5 і 6 канал різко звужується і охолоджується. Дані конструктивні заходи спрямовані на ретельне перемішування, стиск і постійне охолодження розплаву, що запобігає його попередньому спіненню або "підспіненню" у формуючій головці, яке може привести або до низької якості виробу, або взагалі до неможливості його отримання. Запропонована конструкція запобігає спіненню матеріалу в каналі головки. дозволяє одержати матеріал мінімальної щільності, тобто забезпечує його високу якість. дозволяє досягти високої економії матеріалу, знижує собівартість продукції і його подальшу товарну вартість. Література: 1. А.с. СРСР №1419905, кл. В29С 47/20. 2. А.с. СРСР №1388305, А1, кл. В29С 47/20.
ДивитисяДодаткова інформація
Назва патенту англійськоюExtruder molding head
Автори англійськоюNovytska Tamara Mykhailivna
Назва патенту російськоюФормующая головка экструдера
Автори російськоюНовицкая Тамара Михайловна
МПК / Мітки
МПК: B29C 47/12
Мітки: формуюча, екструдера, головка
Код посилання
<a href="https://ua.patents.su/3-66459-formuyucha-golovka-ekstrudera.html" target="_blank" rel="follow" title="База патентів України">Формуюча головка екструдера</a>
Головка екструдера
Номер патенту: 418
Опубліковано: 11.10.1999
Автори: Міщенко Віталій Олександрович, Дяченко Володимир Миколайович, Никитюк Олександр Євгенович, Кияниця Євген Володимирович, Зверлін Валерій Григорович, Алікперов Алі Магеррамович, Жемгуліс Казімір Юстинович
МПК: B29C 47/20
Мітки: головка, екструдера
Формула / Реферат:
Головка екструдера, яка містить корпус з вхідним і вихідним отворами і встановленим в ньому дорнотрішачем із спіральними розподільними канавками, дорном і матрицею, що утворюють робочий кільцевий канал із розташованою перед вихідним отвором формувальною дільницею, яка відрізняється тим, що дорн і матриця споряджені змінними формувальними інструментами, а довжина формувальної дільниці дорівнює не менше, ніж 20 товщинам стінки трубк, що...
Формуюча головка для виробництва профілів зі спінених термопластів
Номер патенту: 2664
Опубліковано: 26.12.1994
Автори: Музиченко Олег Олександрович, Куликов Юрій Андрійович, Покровський Лев Іванович, Кравченко Вілен Васильович, Кудряшов Володимир Петрович, Новицька Тамара Михайлівна, Крамаренко Євген Федорович, Юшко Бернард Петрович
МПК: B29L 23/00, B29C 47/20
Мітки: виробництва, формуюча, спінених, головка, термопластів, профілів
Формула / Реферат:
1. Формующая головка для производства профилей из вспененных термопластов, содержащая корпус с входной и выходной частями и выполненным в нем осевым подводящим каналом, установленную во входной части корпуса решетку с размещенными в ней рабочими элементами, отличающаяся тем, что, с целью повышения производительности головки и качества получаемого профиля за счет предотвращения вспенивания расплава термопласта внутри головки, рабочие...
Плоскощілинна екструзійна головка
Номер патенту: 35890
Опубліковано: 16.04.2001
Автори: Мотін Анатолій Миколайович, Білецька Оксана Володимірівна, Рябініна Олена Дмитрівна, Рябінін Дмитро Дмитрович
МПК: B29L 7/00, B29C 47/14
Мітки: головка, плоскощілинна, екструзійна
Формула / Реферат:
Плоскощілинна екструзійна головка, що містить корпус з верхньою та нижньою плитами головки, вхідний канал, колектор, канал зменшеної висоти, дросельну планку, накопичувач, канал подавання та вихідні регульовані формуючі губки, яка відрізняється тим, що канал зменшеної висоти утворений виступами, які виконані на верхній та нижній плитах, і розташований між вхідним каналом і колектором .
Головка до верхньої кисневої фурми з центральним підведенням води
Номер патенту: 40296
Опубліковано: 16.07.2001
Автори: Івко Володимир Вікторович, Учитель Лев Михайлович, Пантейков Сергій Петрович, Моцний Валерій Васильович, Несвіт Володимир Васильович, Сітало Олександр Олексійович
МПК: C21C 5/48
Мітки: води, підведенням, головка, фурми, верхньої, кисневої, центральним
Формула / Реферат:
I. Головка до верхньої кисневої фурми з центральним підведенням води для продувки розплаву, що містить наконечник, центральну, проміжну і зовнішню труби, сопла, штуцер, роздільник і канал відведення води, яка відрізняється тим, що роздільник прикріплений до проміжної труби, а центральна труба, що з'єднана зі штуцером, установлена з кільцевим зазором по відношенню до роздільника, в якому над засопловими зонами виконано по одному обо декілька...
Роторна формуюча установка
Номер патенту: 27535
Опубліковано: 15.09.2000
Автор: Лаздон Віктор Семенович
МПК: B28B 3/00
Мітки: роторна, формуюча, установка
Текст:
...29 первой позиции формирующей установки. Подают сигнал на выдвижение штоков гидроцилиндров 2 несущей рамы 3. При подъеме несущей рамы 3 поднимается и жестко связанное с ней профильное кольцо 11, на дорожках 12, 13 которого находятся опорные катки 14, 15. поднимающие в свою очередь подвески 16, 17 с формой 18 и пригрузом 19. При этом пригруз 19, жестко связанный с направляющими 21, поднимает их. Упоры 22 направляющих 21 захватывают поддон...
Попередній патент: Спосіб комбінованого стернотомно-торакотомного доступу для розширеної пульмонектомії
Наступний патент: Будівельний розчин
Випадковий патент: Спосіб моделювання апікального періодонтиту