Головка екструдера
Номер патенту: 418
Опубліковано: 11.10.1999
Автори: Зверлін Валерій Григорович, Никитюк Олександр Євгенович, Алікперов Алі Магеррамович, Міщенко Віталій Олександрович, Жемгуліс Казімір Юстинович, Кияниця Євген Володимирович, Дяченко Володимир Миколайович
Формула / Реферат
Головка екструдера, яка містить корпус з вхідним і вихідним отворами і встановленим в ньому дорнотрішачем із спіральними розподільними канавками, дорном і матрицею, що утворюють робочий кільцевий канал із розташованою перед вихідним отвором формувальною дільницею, яка відрізняється тим, що дорн і матриця споряджені змінними формувальними інструментами, а довжина формувальної дільниці дорівнює не менше, ніж 20 товщинам стінки трубк, що формується.
Текст
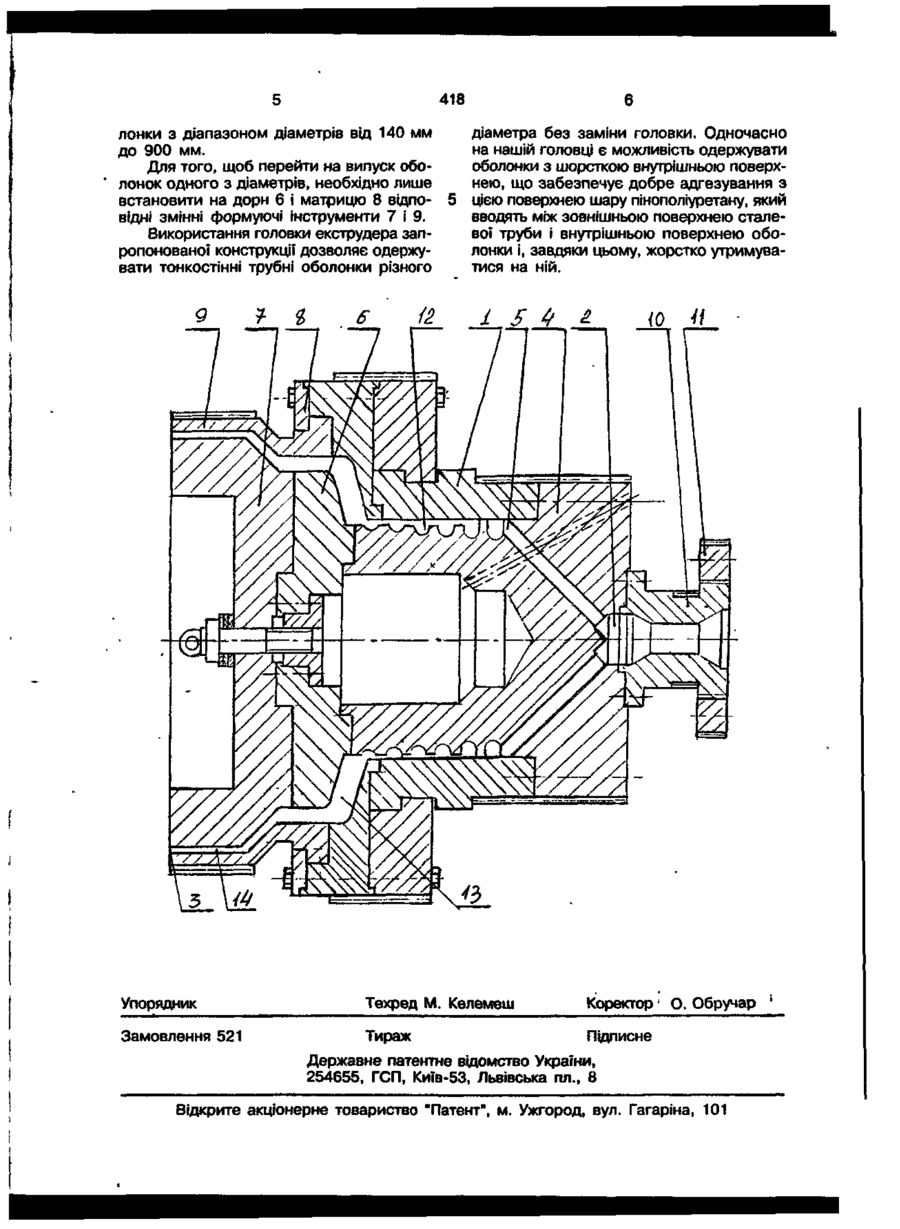
Головка екструдера, яка містить корпус з вхідним і вихідним отворами і всгановленим в ньому дориотримачем із спіральними розподільними канавками, дорном і матрицею, що утворюють робочий кільцевий канал із розташованою перед вихідним отвором формувальною дільницею, яка в і д р і з н я є т ь с я тим, що дорн і матриця споряджені змінними формувальними інструментами, а довжина формувальної дільниці дорівнює не менше, ніж 20 товщинам стінки труби, що формується. поверхні якого виконано спіральні канали. Корпус і дорн утворюють між собою зазор для протікання розплаву полімера і формуючу щілину. Кільцева головка екструдера працює таким чином. Через вхідний отвір, розплав полімера, надходить у зазор між корпусом і дорном, а потім у спіральні канавки. При проходженні розплаву полімера через зазор і спіральні канавки відбувається його гомогенізація, температурне поле рівномірно розподіляється по всьому периметру формуючої щілини. Застосування спіральних канавок перетворило прямолінійний шлях розплаву у шлях по спіралі, що дозволяє- за допомогою такої конструкції головки одержати труби великого діаметра не збільшуючи її габарити і масу. 00 418 Але цю кільцеву головку екструдера не можна застосовувати для одержання тонкостінних трубних оболонок різного діаметра. Найбільш близькою по технічній суті є екструзійна головка для переробки пластмас (Авторське свідоцтво СРСР № 1362646, кл. В 29 С 47/20, 1986). Головка містить корпус із вхідним та вихідним отворами. У корпусі встановлено дорнотримач, дорн і матрицю, які утворюють з ним робочий кільцевий канал, який має формуючу ділянку. На зовнішній поверхні дорнотримача виконані спіральні канавки, глибина яких зменшується у напрямку вихідного отвору корпусу. Екструзійна головка працює таким чином. Розплав полімеру через вхідний отвір надходить у робочий кільцевий канал, з якого потрапляє у спіральні канавки, які розташовані на зовнішній поверхні дорнотримача. Завдяки змінній площі поперечного перерізу спіральних канавок збільшується шлях проходження полімера, відбувається його гомогенізація, температурне поле рівномірно розподіляється по всьому периметру кільцевого робочого каналу на його формуючій ділянці, що знаходиться перед вихідним отвором. Проте відома головка не забезпечує виготовлення тонких трубних оболонок великого і різного діаметра, які застосовують при виготовленні теплогідроізольованих сталевих труб із безфреоновою пінополіуретановою теплоізоляцією. Внутрішня поверхня тонкої трубної оболонки повинна бути шорсткою, щоб шар пінополіуретану, який вводять між зовнішньою поверхнею сталевої труби і внутрішньою поверхнею тонкої трубної оболонки, добре адгезувався з цією поверхнею і, завдяки цьому, жорстко утримувався на ній. В основу корисної моделі поставлено задачу удосконалення головки екструдера з тим, щоб на ній була можливість одержувати труби різного діаметра (в нашому випадку від 140 мм до 900 мм) змінюючи лише її формуючу частину, а також одержувати внутрішню поверхню тонкої трубної оболонки повинна бути шерсткою. Досягається рішення технічної задачі за рахунок того, що головка екструдера містить корпус з вхідним і вихідним отворами. У корпусі встановлено дорнотримач із спіральними канавками, дорн і матрицю. Вони утворюють з корпусом робочий кільцевий канал, в якому перед вихідним отвором розташована формувальна діль 5 10 15 20 25 30 35 40 45 50 55 ниця, довжина якої дорівнює не менш ніж 20 товщинам стінки труби, яка формується. Дорн і матриця споряджені змінними формувальними інструментами. Суть корисної моделі поясняється кресленнями. На кресленні зображено головку екструдера, загальний вигляд. Головка екструдера містить у собі корпус 1 із вхідним 2 і вихідним 3 отворами. У корпусі 1 встановлено дорнотримач 4, з виконаними в ньому підводящим кільцевим каналом 5 та проміжним дорном 6. На проміжному дорні 6 закріплено змінний формувальний інструмент 7, а на матриці 8 - змінний формувальний інструмент 9, завдяки чому є можливість виготовляти труби відмінних діаметрів. Головка, за допомогаю перехідника 10 і фланця 11, закріплена до екструдера (не показано). На зовнішній поверхні дорнотримача 4 виконані спіральні розподільні канавки 12 для розподілення розплаву полімера. Зовнішня поверхня змінного дорну 7 і внутрішня поверхня матриці 8 утворюють між собою робочий канал 13, з розташованою на виході формувальною дільницею 14, довжина якої дорівнює 20 товщинам стінки тонкостінної трубної оболонки, що формується. Головка екструдера працюєтаким чином. Розплав полімера під надмірним тиском, що утворюється робочим органом екструдера (не показано), із вхідного отвору 2, через підводящий кільцевий канал 5, надходить до спіральних розподільних канавок 12. При русі розплаву по спіральним розподільним канавкам 12 відбувається збільшення тиску, що поліпшує його гомогенізацію і вирівнює швидкість потоку по всьому перерізу робочого канала. Після цього розплав надходить на формувальну дільницю 14 робочого каналу 13, де формується у рукав, який через вихідний отвір З виходить у вигляді тонкої трубної оболонки. Для того, щоб одержати внутрішню поверхню оболонки шорсткою, експериментально установлено, що довжина формувальної дільниці 14 повинна дорівнювати 20 товщинам стінки трубної оболонки, що формується. Наприклад: товщина стінки оболонки - 7 мм, довжина формувальної дільниці 14-140 мм. На головці запропонованої конструкції можна виробляти тонкостінні трубні обо 418 лонки з діапазоном діаметрів від 140 мм до 900 мм. Для того, щоб перейти на випуск оболонок одного з діаметрів, необхідно лише встановити на дорн 6 і матрицю 8 відповідні змінні формуючі інструменти 7 і 9. Використання головки екструдера запропонованої конструкції дозволяє одержувати тонкостінні трубні оболонки різного діаметра без заміни головки. Одночасно на нашій головці є можливість одержувати оболонки з шорсткою внутрішньою поверхнею, що забезпечує добре адгезування з цією поверхнею шару пінополіуретану, який вводять між зовнішньою поверхнею сталевої труби і внутрішньою поверхнею оболонки і, завдяки цьому, жорстко утримуватися на ній. Упорядник Техред М. Келемеш коректор' О. Обручар Замовлення 521 Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул. Гагаріна, 101 !
ДивитисяДодаткова інформація
Назва патенту англійськоюExtruder head
Автори англійськоюZverlin Valerii Hryhorovych, Mischenko Vitalii Oleksandrovych, Zhemhulis Kazimir Yustynovych, Diachenko Volodymyr Mykolaiovych, Alikperov Ali Maheramovych, Kyanytsia Yevhen Volodymyrovych
Назва патенту російськоюГоловка экструдера
Автори російськоюЗверлин Валерий Григорьевич, Мищенко Виталий Александрович, Жемгулис Казимир Устинович, Дяченко Владимир Николаевич, Аликперов Али Магеррамович, Кияница Евгений Владимирович
МПК / Мітки
МПК: B29C 47/20
Мітки: екструдера, головка
Код посилання
<a href="https://ua.patents.su/4-418-golovka-ekstrudera.html" target="_blank" rel="follow" title="База патентів України">Головка екструдера</a>
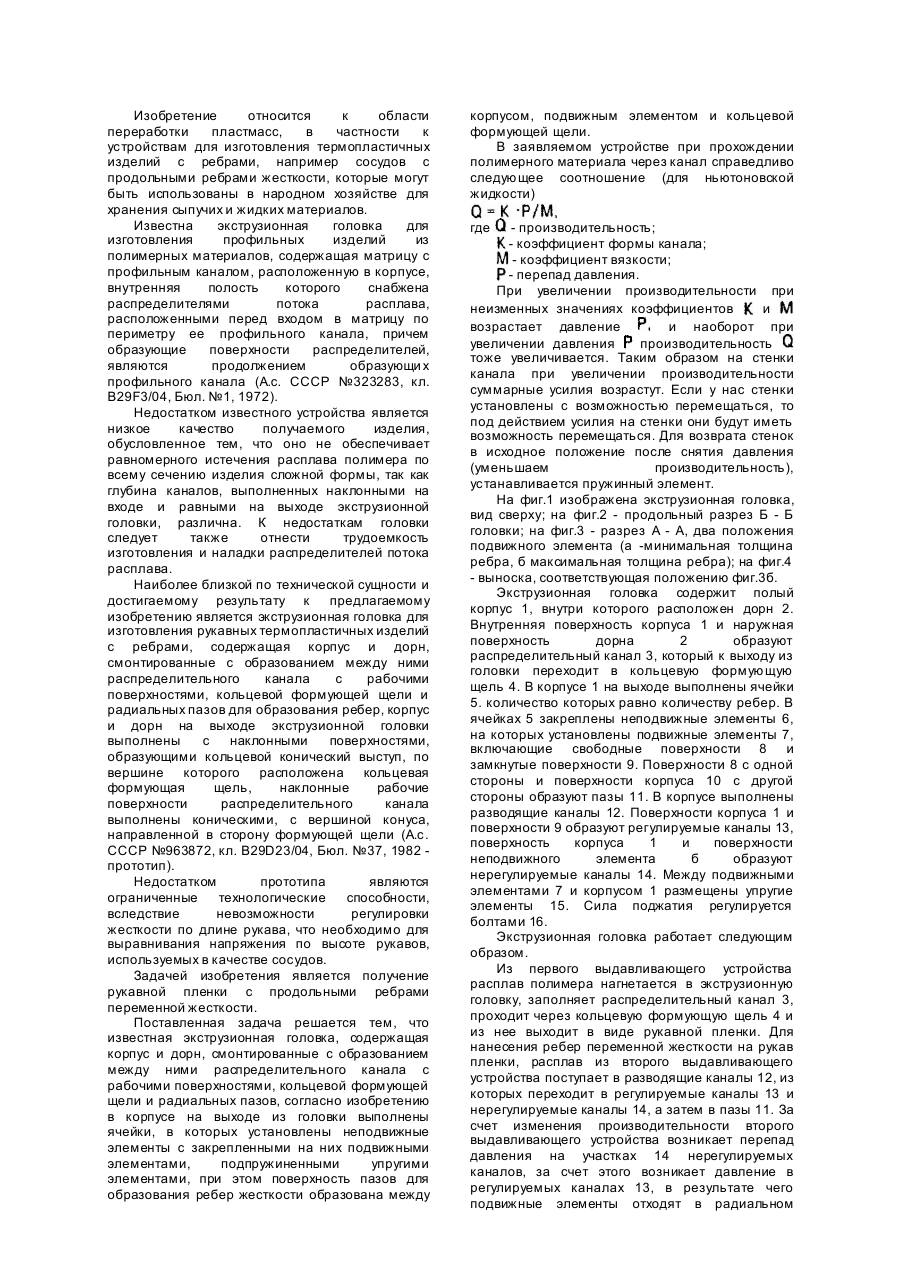
Екструзійна головка виробництва рукавних термопластичних виробів з ребрами
Номер патенту: 17111
Опубліковано: 18.03.1997
Автори: Кузяєв Іван Михайлович, Чепіга Іван Григорович, Плошенко Іван Григорович, Лимар Володимир Володимирович
МПК: B21C 23/02, B21C 25/00
Мітки: головка, ребрами, рукавних, екструзійна, термопластичних, виробів, виробництва
Формула / Реферат:
Экструзионная головка для изготовления рукавных термопластичных изделий с ребрами, содержащая корпус и дорн, смонтированные с образованием между ними распределительного канала с рабочими поверхностями, кольцевой формующей щели и радиальных пазов для образования ребер, отличающаяся тем, что в корпусе на выходе из головки выполнены ячейки, в которых установлены неподвижные элементы с закрепленными на них подвижными элементами, подпружиненными...
Кутова головка для обкладки циліндричних виробів гумовою сумішшю
Номер патенту: 648
Опубліковано: 15.12.1993
Автор: Зінченко Анатолій Іванович
МПК: B29C 47/22, B29C 47/20
Мітки: головка, циліндричних, кутова, гумовою, обкладки, виробів, сумішшю
Формула / Реферат:
Формула изобретения1. Угловая головка для обкладки цилиндрических изделий резиновой смесью, содержащая корпус, во входной зоне которого размещен наконечник червяка, в зоне поворота с возможностью осевого перемещения смонтирована цилиндрическая направляющая и в выходной зоне установлены с образованием формующего канала дорн, закрепленный на цилиндрической направляющей, и мундштук со средствами регулирования его положения, причем в зоне...
Екструзійна головка для виготовлення профілів із полімерних матеріалів
Номер патенту: 15969
Опубліковано: 29.08.1997
Автор: Бондаренко Андрій Іванович
МПК: B29C 47/20
Мітки: полімерних, головка, матеріалів, профілів, виготовлення, екструзійна
Формула / Реферат:
Экструзионная головка для изготовления профилей из полимерных материалов, содержащая закрепленный на опорной плите корпус с входным и выходным отверстиями, смонтированные на корпусе регулировочную гайку, а в корпусе -дорн с входным участком и коническим выходным участком с вершиной конуса, направленной в сторону выходного отверстия, шайбодержатель и калибровочную шайбу, смонтированную с образованием с выходным коническим участком дорна...
Екструзійна головка для виготовлення профілів із полімерних матеріалів
Номер патенту: 8913
Опубліковано: 30.09.1996
Автор: Бондаренко Андрій Іванович
МПК: B29C 47/22, B29C 47/20
Мітки: полімерних, екструзійна, профілів, виготовлення, матеріалів, головка
Формула / Реферат:
Экструзионная головка для изготовления профилей из полимерных материалов, содержащая установленный на опорной плите корпус с входным и выходным отверстиями, размещенный в корпусе конический дорн с вершиной конуса, направленной в сторону выходного отверстия, калибрующую шайбу, шайбодержатель, регулировочную гайку для перемещения шайбодержателя, смонтированную на корпусе, и нониусное устройство, выполненное в виде шкалы со стрелкой и...
Пишуча чорнильна головка
Номер патенту: 6211
Опубліковано: 29.12.1994
Автори: Васько Володимир Петрович, Гурвич Георгій Олексійович, Базилевич Віктор Всеволодович, Ленчук Володимир Семенович
Мітки: чорнильна, головка, пишуча
Формула / Реферат:
Пишущая чернильная головка, содержащая пьезокерамический элемент и две последовательно соединенные инжектирующие камеры, каждая из которых состоит из емкости и капилляра, отличающаяся тем, что, с целью повышения надежности, она содержит концентратор упругих колебаний, состоящий из дополнительной камеры, заполненной эластичным материалом и соединенной с первой инжектирующией камерой, а пьезокерамический элемент установлен в корпусе...
Попередній патент: Грохот
Наступний патент: Етикетка
Випадковий патент: Авіаційний тренажерний комплекс для навчання і тренування груповому пілотажу літаків