Плоскощілинна екструзійна головка
Номер патенту: 35890
Опубліковано: 16.04.2001
Автори: Мотін Анатолій Миколайович, Рябініна Олена Дмитрівна, Рябінін Дмитро Дмитрович, Білецька Оксана Володимірівна
Формула / Реферат
Плоскощілинна екструзійна головка, що містить корпус з верхньою та нижньою плитами головки, вхідний канал, колектор, канал зменшеної висоти, дросельну планку, накопичувач, канал подавання та вихідні регульовані формуючі губки, яка відрізняється тим, що канал зменшеної висоти утворений виступами, які виконані на верхній та нижній плитах, і розташований між вхідним каналом і колектором .
Текст
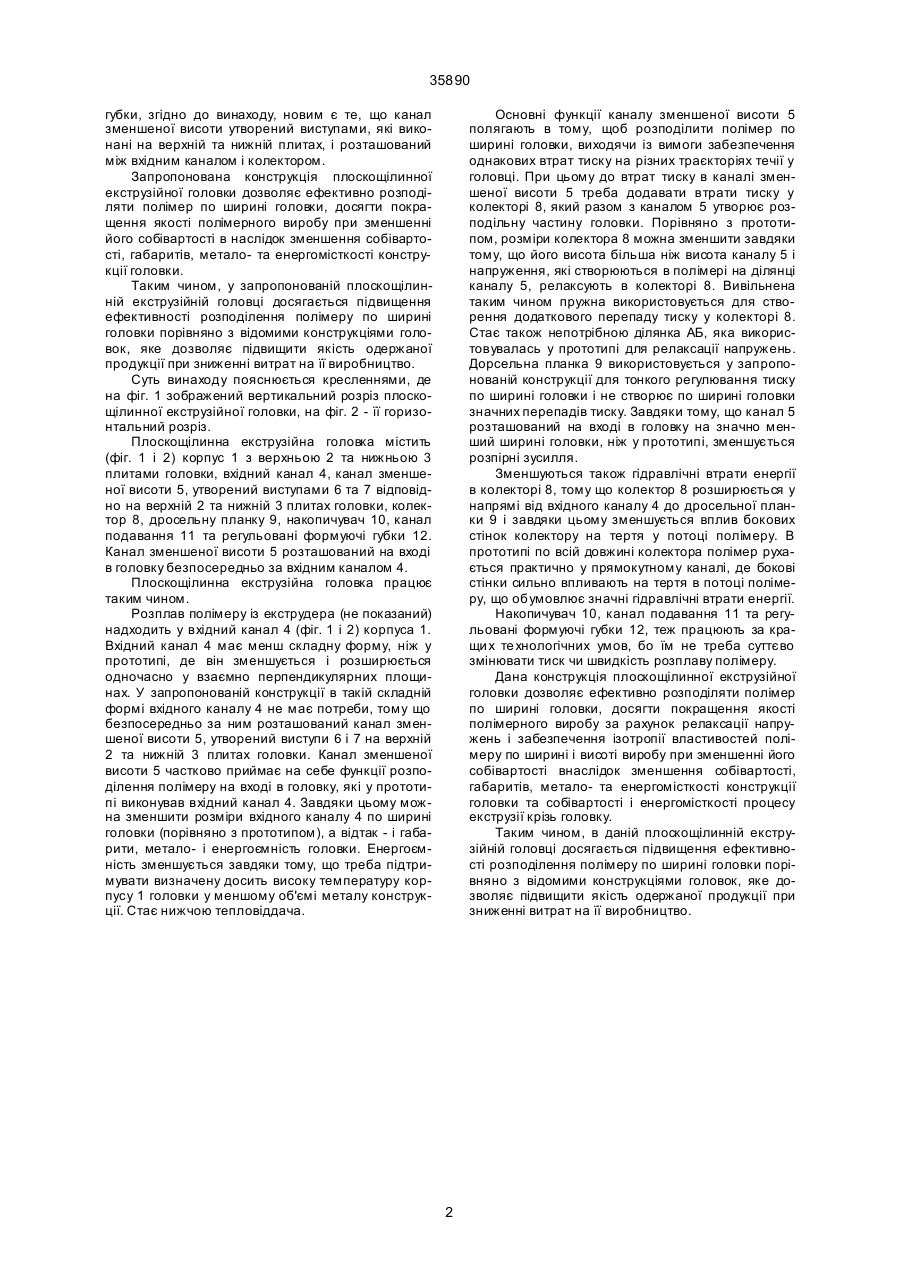
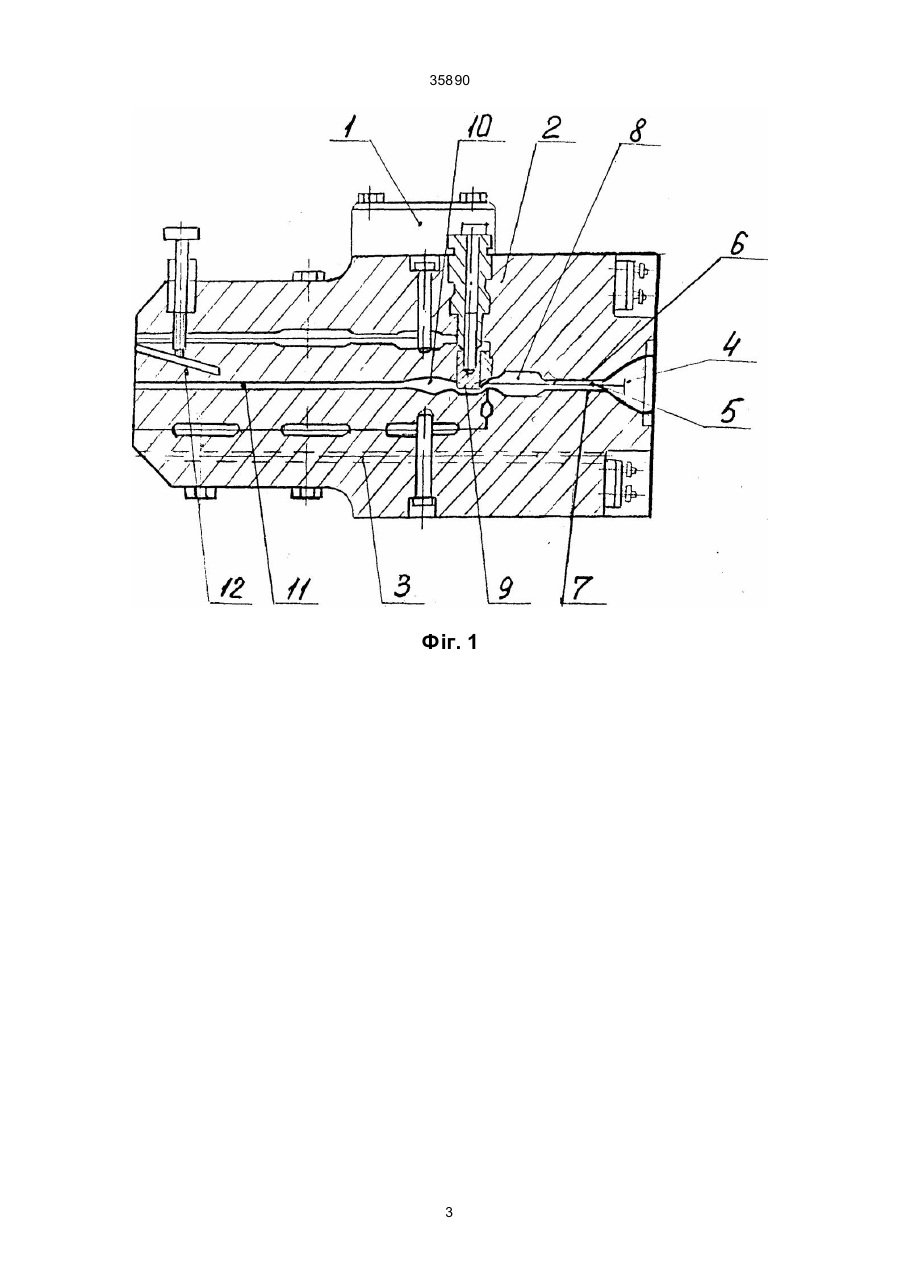
Плоскощілинна екструзійна головка, що містить корпус з верхньою та нижньою плитами головки, вхідний канал, колектор, канал зменшеної висоти, дросельну планку, накопичувач, канал подавання та вихідні регульовані формуючі губки, яка відрізняється тим, що канал зменшеної висоти утворений виступами, які виконані на верхній та нижній плитах, і розташований між вхідним каналом і колектором. (19) (21) 99020601 (22) 02.02.1999 (24) 16.04.2001 (33) UA (46) 16.04.2001, Бюл. № 3, 2001 р. (72) Рябінін Дмитро Дмитрович, Мотін Анатолій Миколайович, Білецька Оксана Володимірівна, Рябініна Олена Дмитрівна (73) Національний технічний університет України "Київський політехнічний інститут" 35890 губки, згідно до винаходу, новим є те, що канал зменшеної висоти утворений виступами, які виконані на верхній та нижній плитах, і розташований між вхідним каналом і колектором. Запропонована конструкція плоскощілинної екструзійної головки дозволяє ефективно розподіляти полімер по ширині головки, досягти покращення якості полімерного виробу при зменшенні його собівартості в наслідок зменшення собівартості, габаритів, метало- та енергомісткості конструкції головки. Таким чином, у запропонованій плоскощілинній екструзійній головці досягається підвищення ефективності розподілення полімеру по ширині головки порівняно з відомими конструкціями головок, яке дозволяє підвищити якість одержаної продукції при зниженні витрат на її виробництво. Суть винаходу пояснюється кресленнями, де на фіг. 1 зображений вертикальний розріз плоскощілинної екструзійної головки, на фіг. 2 - її горизонтальний розріз. Плоскощілинна екструзійна головка містить (фіг. 1 і 2) корпус 1 з верхньою 2 та нижньою 3 плитами головки, вхідний канал 4, канал зменшеної висоти 5, утворений виступами 6 та 7 відповідно на верхній 2 та нижній 3 плитах головки, колектор 8, дросельну планку 9, накопичувач 10, канал подавання 11 та регульовані формуючі губки 12. Канал зменшеної висоти 5 розташований на вході в головку безпосередньо за вхідним каналом 4. Плоскощілинна екструзійна головка працює таким чином. Розплав полімеру із екструдера (не показаний) надходить у вхідний канал 4 (фіг. 1 і 2) корпуса 1. Вхідний канал 4 має менш складну форму, ніж у прототипі, де він зменшується і розширюється одночасно у взаємно перпендикулярних площинах. У запропонованій конструкції в такій складній формі вхідного каналу 4 не має потреби, тому що безпосередньо за ним розташований канал зменшеної висоти 5, утворений виступи 6 і 7 на верхній 2 та нижній 3 плитах головки. Канал зменшеної висоти 5 частково приймає на себе функції розподілення полімеру на вході в головку, які у прототипі виконував вхідний канал 4. Завдяки цьому можна зменшити розміри вхідного каналу 4 по ширині головки (порівняно з прототипом), а відтак - і габарити, метало- і енергоємність головки. Енергоємність зменшується завдяки тому, що треба підтримувати визначену досить високу температуру корпусу 1 головки у меншому об'ємі металу конструкції. Стає нижчою тепловіддача. Основні функції каналу зменшеної висоти 5 полягають в тому, щоб розподілити полімер по ширині головки, виходячи із вимоги забезпечення однакових втрат тиску на різних траєкторіях течії у головці. При цьому до втрат тиску в каналі зменшеної висоти 5 треба додавати втрати тиску у колекторі 8, який разом з каналом 5 утворює розподільну частину головки. Порівняно з прототипом, розміри колектора 8 можна зменшити завдяки тому, що його висота більша ніж висота каналу 5 і напруження, які створюються в полімері на ділянці каналу 5, релаксують в колекторі 8. Вивільнена таким чином пружна використовується для створення додаткового перепаду тиску у колекторі 8. Стає також непотрібною ділянка АБ, яка використовувалась у прототипі для релаксації напружень. Дорсельна планка 9 використовується у запропонованій конструкції для тонкого регулювання тиску по ширині головки і не створює по ширині головки значних перепадів тиску. Завдяки тому, що канал 5 розташований на вході в головку на значно менший ширині головки, ніж у прототипі, зменшується розпірні зусилля. Зменшуються також гідравлічні втрати енергії в колекторі 8, тому що колектор 8 розширюється у напрямі від вхідного каналу 4 до дросельної планки 9 і завдяки цьому зменшується вплив бокових стінок колектору на тертя у потоці полімеру. В прототипі по всій довжині колектора полімер рухається практично у прямокутному каналі, де бокові стінки сильно впливають на тертя в потоці полімеру, що обумовлює значні гідравлічні втрати енергії. Накопичувач 10, канал подавання 11 та регульовані формуючі губки 12, теж працюють за кращи х те хнологічних умов, бо їм не треба суттєво змінювати тиск чи швидкість розплаву полімеру. Дана конструкція плоскощілинної екструзійної головки дозволяє ефективно розподіляти полімер по ширині головки, досягти покращення якості полімерного виробу за рахунок релаксації напружень і забезпечення ізотропії властивостей полімеру по ширині і висоті виробу при зменшенні його собівартості внаслідок зменшення собівартості, габаритів, метало- та енергомісткості конструкції головки та собівартості і енергомісткості процесу екструзії крізь головку. Таким чином, в даній плоскощілинній екструзійній головці досягається підвищення ефективності розподілення полімеру по ширині головки порівняно з відомими конструкціями головок, яке дозволяє підвищити якість одержаної продукції при зниженні витрат на її виробництво. 2 35890 Фіг. 1 3 35890 Фіг. 2 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюFlat die
Автори англійськоюRiabinin Dmytro Dmytrovych, Motin Anatolii Mykolaiovych, Biletska Oksana Volodymyrivna, Riabinina Olena Dmytrivna
Назва патенту російськоюПлоскощелевая экструзионная головка
Автори російськоюРябинин Дмитрий Дмитриевич, Мотин Анатолий Николаевич, Билецкая Оксана Владимировна, Рябинина Елена Дмитриевна
МПК / Мітки
МПК: B29C 47/14, B29L 7/00
Мітки: головка, плоскощілинна, екструзійна
Код посилання
<a href="https://ua.patents.su/4-35890-ploskoshhilinna-ekstruzijjna-golovka.html" target="_blank" rel="follow" title="База патентів України">Плоскощілинна екструзійна головка</a>
Екструзійна головка для виготовлення профілів із полімерних матеріалів
Номер патенту: 15969
Опубліковано: 29.08.1997
Автор: Бондаренко Андрій Іванович
МПК: B29C 47/20
Мітки: полімерних, головка, екструзійна, матеріалів, виготовлення, профілів
Формула / Реферат:
Экструзионная головка для изготовления профилей из полимерных материалов, содержащая закрепленный на опорной плите корпус с входным и выходным отверстиями, смонтированные на корпусе регулировочную гайку, а в корпусе -дорн с входным участком и коническим выходным участком с вершиной конуса, направленной в сторону выходного отверстия, шайбодержатель и калибровочную шайбу, смонтированную с образованием с выходным коническим участком дорна...
Екструзійна головка виробництва рукавних термопластичних виробів з ребрами
Номер патенту: 17111
Опубліковано: 18.03.1997
Автори: Чепіга Іван Григорович, Лимар Володимир Володимирович, Плошенко Іван Григорович, Кузяєв Іван Михайлович
МПК: B21C 25/00, B21C 23/02
Мітки: екструзійна, виробів, рукавних, термопластичних, ребрами, виробництва, головка
Формула / Реферат:
Экструзионная головка для изготовления рукавных термопластичных изделий с ребрами, содержащая корпус и дорн, смонтированные с образованием между ними распределительного канала с рабочими поверхностями, кольцевой формующей щели и радиальных пазов для образования ребер, отличающаяся тем, что в корпусе на выходе из головки выполнены ячейки, в которых установлены неподвижные элементы с закрепленными на них подвижными элементами, подпружиненными...
Екструзійна головка для полімерних матеріалів
Номер патенту: 7466
Опубліковано: 29.09.1995
Автори: Ножненко Анатолій Федорович, Ануфрієв Валерій Олександрович, Пєтухов Аркадій Дем'янович, Ковалик Леонід Станіславович, Симоненко Георгій Миколайович, Зверлін Валерій Григорович
МПК: B28B 3/26
Мітки: екструзійна, матеріалів, полімерних, головка
Формула / Реферат:
Экструзионная головка для полимерных материалов, содержащая корпус с патрубками для ввода расплава, установленный в нем сердечник, соединенный с приводом вращения и выполненный с рабочим каналом для прохода расплава, и опорное кольцо, смонтированное между поверхностями корпуса и сердечника, отличающаяся тем, что, с целью повышения надежности устройства за счет уменьшения износа рабочих поверхностей, опорное кольцо выполнено с отверстиями,...
Екструзійна головка для виготовлення труб із полімерних матеріалів
Номер патенту: 15968
Опубліковано: 29.08.1997
Автор: Бондаренко Андрій Іванович
МПК: B29L 23/00, B29C 47/22
Мітки: головка, виготовлення, труб, екструзійна, матеріалів, полімерних
Формула / Реферат:
Экструзионная головка для изготовления труб из полимерных материалов, содержащая корпус с входным и выходным отверстиями, соосно смонтированные на корпусе прижимную гайку, а в корпусе - крестовину с закрепленным на ней до-рном с коническим участком, выполненным в направлении выходного отверстия, соосно смонтированные на коническом участке дорна последовательно в направлении выходного отверстия корпуса калибровочную шайбу и упорное кольцо,...
Екструзійна головка для виготовлення профілів із полімерних матеріалів
Номер патенту: 8913
Опубліковано: 30.09.1996
Автор: Бондаренко Андрій Іванович
МПК: B29C 47/20, B29C 47/22
Мітки: екструзійна, головка, матеріалів, профілів, полімерних, виготовлення
Формула / Реферат:
Экструзионная головка для изготовления профилей из полимерных материалов, содержащая установленный на опорной плите корпус с входным и выходным отверстиями, размещенный в корпусе конический дорн с вершиной конуса, направленной в сторону выходного отверстия, калибрующую шайбу, шайбодержатель, регулировочную гайку для перемещения шайбодержателя, смонтированную на корпусе, и нониусное устройство, выполненное в виде шкалы со стрелкой и...
Попередній патент: Металургійна місткість для продування металевого розплаву газами
Наступний патент: Змішувач для полімерних матеріалів
Випадковий патент: Спосіб лікування урогенітального хламідіозу