Пристрій для формування стрижневих виробів з композиційних матеріалів
Номер патенту: 66534
Опубліковано: 10.01.2012
Автори: Ігнатьєва Вікторія Борисівна, Ігнатьєв Борис Борисович
Формула / Реферат
Пристрій для формування стрижневих виробів з композиційних матеріалів, що містить корпус, опорна поверхня якого виконана конічною, та рознімну формуючу фільєру, що складається щонайменше з трьох однакових сегментів, що в сукупності утворюють зовнішню конічну поверхню для установлення в опорній поверхні корпусу та внутрішню формуючу поверхню, що відповідає формі та розміру виробу, який формується, а площини рознімання сегментів виконані під кутом до поздовжньої осі фільєри, причому фільєра додатково послідовно за формуючою поверхнею містить калібрувальну поверхню, які між собою розділені кільцевою канавкою, у якій по периметру в будь-якому місці виконаний щонайменше один радіальний отвір, причому діаметр формуючої поверхні менший за діаметр калібрувальної поверхні, який відрізняється тим, що в щонайменше один радіальний отвір, виконаний в кільцевій канавці, встановлений будь-який пристрій для подачі зв'язуючого, наприклад штуцер, причому площа перерізу штуцера, що подає, ![]() , відповідає нерівності:
, відповідає нерівності:
![]() ,
,
де ![]() - кількість отворів;
- кількість отворів;
![]() - площа поперечного перерізу матеріалу, що витрачається на покриття;
- площа поперечного перерізу матеріалу, що витрачається на покриття;
![]() - периметр виробу;
- периметр виробу;
![]() - товщина шару зв'язуючого,
- товщина шару зв'язуючого,
а площа поперечного перерізу канавки ![]() повинна бути більшою або дорівнювати половині площі штуцера
повинна бути більшою або дорівнювати половині площі штуцера ![]() :
:
![]() .
.
Текст
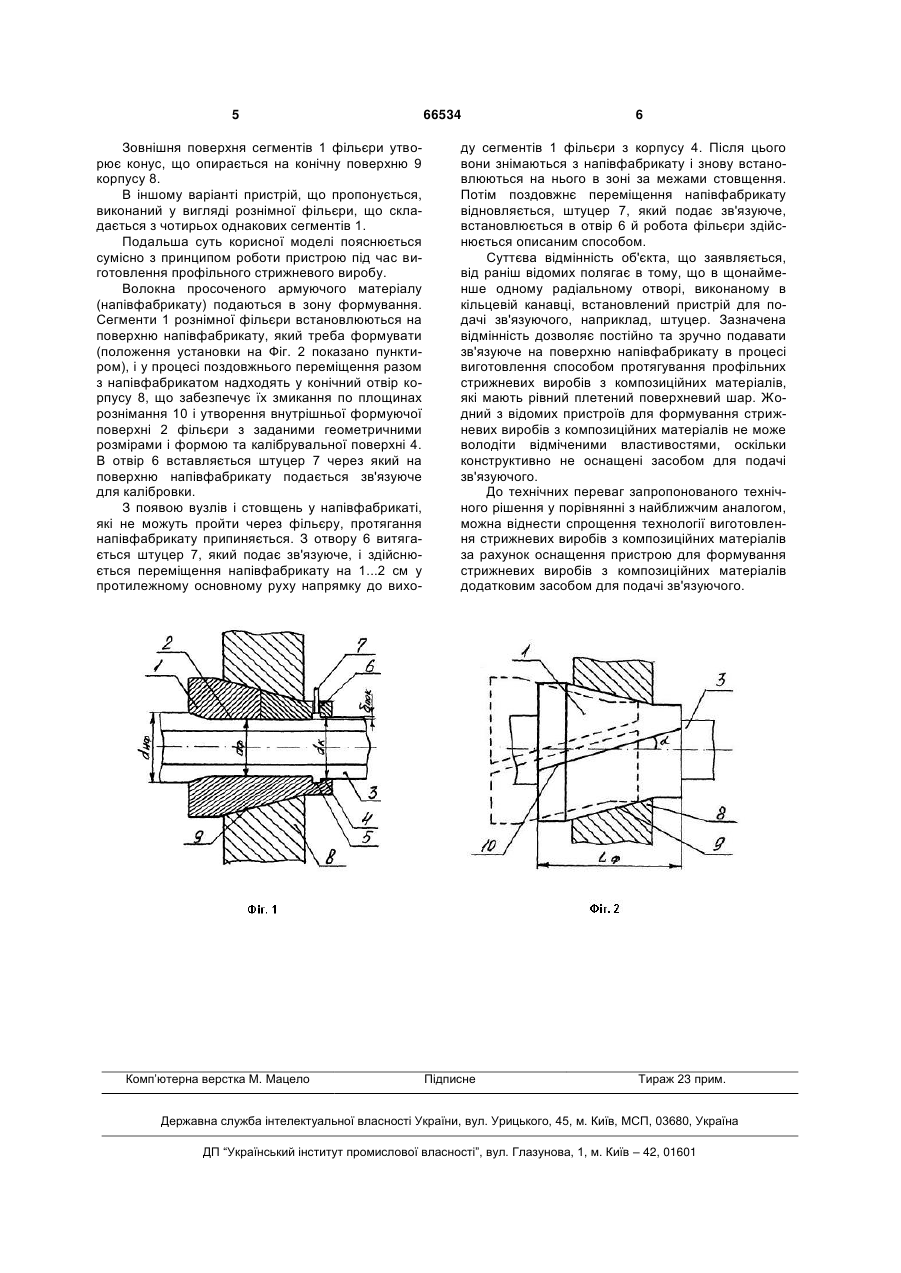
Пристрій для формування стрижневих виробів з композиційних матеріалів, що містить корпус, опорна поверхня якого виконана конічною, та рознімну формуючу фільєру, що складається щонайменше з трьох однакових сегментів, що в сукупності утворюють зовнішню конічну поверхню для установлення в опорній поверхні корпусу та внутрішню формуючу поверхню, що відповідає формі та розміру виробу, який формується, а площини рознімання сегментів виконані під кутом до поздовжньої осі фільєри, причому фільєра додатково послідовно за формуючою поверхнею містить калібрувальну поверхню, які між собою розділені кільцевою канавкою, у якій по периметру в будьякому місці виконаний щонайменше один радіаль ний отвір, причому діаметр формуючої поверхні менший за діаметр калібрувальної поверхні, який відрізняється тим, що в щонайменше один радіальний отвір, виконаний в кільцевій канавці, встановлений будь-який пристрій для подачі зв'язуючого, наприклад штуцер, причому площа перерізу штуцера, що подає, Somв , відповідає нерівності: Корисна модель належить до пристроїв для переробки термореактивних мас, а саме до пристроїв для формування профільних виробів з композиційних матеріалів способом протягання й може бути використана при виробництві профільних елементів з композиційних матеріалів для різних галузей народного господарства. Відомий пристрій для формування стрижневих виробів з композиційних матеріалів методом протягання, який містить корпус із встановленою в ньому рознімною формуючою фільєрою, що виконана у вигляді набору формуючих фільєр, які попарно утворюють профіль, що формується, та мають радіальний проріз для укладання довгомірної заготівлі, причому корпус виконаний у вигляді кронштейна з паралельно розташованими і консольно закріпленими пластинчастими пружинами, на які попарно через прокладки надіти формуючі фільєри, які взаємодіють з регулюючим їх положення упором [див. авторське свідоцтво СРСР № 1087356 з класу B29G 7/00, яке опубліковано 23. 04. 1984 р. у бюлетені № 15]. Недоліком цього пристрою є силове замикання (пружиною) контуру профілю при формуванні, що не дозволяє забезпечити стабільність геометричних розмірів профілю, що формується. Відомий також пристрій для формування стрижневих виробів з композиційних матеріалів, що містить корпус із установленою в ньому рознімною формуючою фільєрою, опорна поверхня корпусу виконана конічною, фільєра складається щонайменше з трьох однакових сегментів, що в сукупності утворюють зовнішню конічну поверхню для установлення в опорній поверхні корпусу та внутрішню формуючу поверхню, що відповідає формі та розміру виробу, який формується, а площини рознімання сегментів виконані під кутом до поздовжньої осі фільєри [див. патент України № 81934 з класу В29С 55/00, який опубліковано 25. 02. 2008 р. у бюлетені № 4]. Недоліком цього пристрою є те, що плетений поверхневий шар конструкцій, що виготовляються, на поверхні має опуклості й западини, в результаті чого губиться товарний вид виробу. При наступній n Somв Sпок , де n - кількість отворів; Sпок Pвир пок - площа поперечного перерізу матеріалу, що витрачається на покриття; Рвир - периметр виробу; пок - товщина шару зв'язуючого, (19) UA (11) 66534 (13) Sк 1 Somв . 2 U а площа поперечного перерізу канавки Sк повинна бути більшою або дорівнювати половині площі штуцера Somв : 3 обробці шліфуванням відбувається порушення волокон, що приводить до порушення механічних характеристик виробу. Найбільш близьким за своєю суттю та ефектом, що досягається, є пристрій для формування стрижневих виробів з композиційних матеріалів, який являє собою корпус із установленою в ньому рознімною формуючою фільєрою. Опорна поверхня корпусу виконана конічною. Рознімна фільєра складається щонайменше з трьох однакових сегментів. Сегменти в сукупності утворюють зовнішню конічну поверхню для установлення в опорній поверхні корпусу, та внутрішні формуючу поверхню, що відповідає формі та розмірам виробу і калібрувальну поверхню. Площини рознімання виконані під кутом до поздовжньої осі фільєри. Формуюча і калібрувальна поверхні розділені між собою кільцевою канавкою. В кільцевій канавці виконаний щонайменше один радіальний отвір. Діаметр формуючої поверхні менше за діаметр калібрувальної поверхні, [див. патент України № 45497 з класу В29С 55/00, який опубліковано 10. 11. 2009 р. у бюлетені № 21]. Недоліком цього пристрою є те, що в ньому відсутній пристрій для подачі зв'язуючого. В основу корисної моделі поставлено завдання розширення технологічних можливостей пристрою для формування стрижневих виробів з композиційних матеріалів за рахунок забезпечення постійної зручної подачі з'вязуючого на поверхню напівфабрикату шляхом оснащення пристрою засобом для подачі зв'язуючого. Рішення поставленої задачі досягається тим, що у пристрої для формування стрижневих виробів з композиційних матеріалів, що містить корпус, опорна поверхня якого виконана конічною та рознімну формуючу фільєру, що складається щонайменше з трьох однакових сегментів, що в сукупності утворюють зовнішню конічну поверхню для установлення в опорній поверхні корпусу та внутрішню формуючу поверхню, що відповідає формі та розміру виробу, який формується, а площини рознімання сегментів виконані під кутом до поздовжньої осі фільєри, причому фільєра додатково послідовно за формуючою поверхнею містить калібрувальну поверхню, які між собою розділені кільцевою канавкою, у якій по периметру в будьякому місці виконаний щонайменше один радіальний отвір, причому діаметр формуючої поверхні менше за діаметр калібрувальної поверхні, згідно з пропозицією, в щонайменше одному радіальному отворі, виконаному в кільцевій канавці, встановлений будь-який пристрій для подачі зв'язуючого, наприклад, штуцер, причому площа перерізу штуцера, що подає Sоmв відповідає нерівності: n Somв Sпок де n - кількість отворів; Sпок Pвир пок ; Рвир - периметр виробу; пок - товщина шару зв'язуючого, 66534 4 а площа поперечного перерізу канавки Sк повинна бути більше або дорівнювати половині площі штуцера Somв : Sк 1 Somв . 2 Завдяки наявності в щонайменше одному радіальному отворі, виконаному в кільцевій канавці, будь-якого пристрою для подачі зв'язуючого, наприклад, штуцера, стає можливою постійна та зручна подача зв'язуючого на поверхню напівфабрикату. Суть корисної моделі пояснюється ілюстративним матеріалом, на якому зображено наступне: фіг. 1 - схема пристрою, що пропонується, поздовжній переріз; фіг. 2 - теж саме, вигляд збоку. Пристрій, що пропонується, виконаний у вигляді рознімної фільєри, що складається з трьох однакових сегментів 1, які у сукупності утворюють формуючу поверхню 2, яка визначає геометричні розміри і форму готового виробу 3 та вслід за нею калібрувальну поверхню 4. Довжина калібрувальної поверхні 4 приймається конструктивно й залежить від в'язкості зв'язуючого. Практика показує, що досить 3-5 мм. Формуюча 2 та калібрувальна 4 поверхні фільєри розділені між собою кільцевою канавкою 5 у якій виконано одне або декілька радіальних отворів 6. В отвори 6 встановлений штуцер 7, що подає зв'язуюче. Діаметр формуючої поверхні 2 та діаметр калібрувальної поверхні 4 відповідають нерівності: dф dк . Параметри канавки й внутрішнього діаметра штуцера, що подає, визначаються кількістю матеріалу, що витрачається на покриття виробу. Площа перерізу штуцера, що подає Somв повинна бути більше або дорівнювати площі поперечного перерізу матеріалу, що витрачається на покриття Sпок : n Somв Sпок де n - кількість отворів; Sпок Pвир пок ; Рвир - периметр виробу; пок - товщиною шару зв'язуючого. А площа поперечного перерізу канавки Sк повинна бути більше або дорівнювати половині площі штуцера Somв : Sк 1 Somв . 2 Фільєра встановлена у корпус 8, опорна поверхня 9 якого виконана конічною. Площини рознімання 10 фільєри виконані під кутом α до поздовжньої осі фільєри. Величина кута α знаходиться у межах, що відповідає наступній нерівності: dнф dф dф tg , Lф Lф де dф - внутрішній діаметр фільєри; L ф - довжина фільєри; dнф - діаметр виробу, який формується. 5 Зовнішня поверхня сегментів 1 фільєри утворює конус, що опирається на конічну поверхню 9 корпусу 8. В іншому варіанті пристрій, що пропонується, виконаний у вигляді рознімної фільєри, що складається з чотирьох однакових сегментів 1. Подальша суть корисної моделі пояснюється сумісно з принципом роботи пристрою під час виготовлення профільного стрижневого виробу. Волокна просоченого армуючого матеріалу (напівфабрикату) подаються в зону формування. Сегменти 1 рознімної фільєри встановлюються на поверхню напівфабрикату, який треба формувати (положення установки на Фіг. 2 показано пунктиром), і у процесі поздовжнього переміщення разом з напівфабрикатом надходять у конічний отвір корпусу 8, що забезпечує їх змикання по площинах рознімання 10 і утворення внутрішньої формуючої поверхні 2 фільєри з заданими геометричними розмірами і формою та калібрувальної поверхні 4. В отвір 6 вставляється штуцер 7 через який на поверхню напівфабрикату подається зв'язуюче для калібровки. З появою вузлів і стовщень у напівфабрикаті, які не можуть пройти через фільєру, протягання напівфабрикату припиняється. З отвору 6 витягається штуцер 7, який подає зв'язуюче, і здійснюється переміщення напівфабрикату на 1...2 см у протилежному основному руху напрямку до вихо Комп’ютерна верстка М. Мацело 66534 6 ду сегментів 1 фільєри з корпусу 4. Після цього вони знімаються з напівфабрикату і знову встановлюються на нього в зоні за межами стовщення. Потім поздовжнє переміщення напівфабрикату відновляється, штуцер 7, який подає зв'язуюче, встановлюється в отвір 6 й робота фільєри здійснюється описаним способом. Суттєва відмінність об'єкта, що заявляється, від раніш відомих полягає в тому, що в щонайменше одному радіальному отворі, виконаному в кільцевій канавці, встановлений пристрій для подачі зв'язуючого, наприклад, штуцер. Зазначена відмінність дозволяє постійно та зручно подавати зв'язуюче на поверхню напівфабрикату в процесі виготовлення способом протягування профільних стрижневих виробів з композиційних матеріалів, які мають рівний плетений поверхневий шар. Жодний з відомих пристроїв для формування стрижневих виробів з композиційних матеріалів не може володіти відміченими властивостями, оскільки конструктивно не оснащені засобом для подачі зв'язуючого. До технічних переваг запропонованого технічного рішення у порівнянні з найближчим аналогом, можна віднести спрощення технології виготовлення стрижневих виробів з композиційних матеріалів за рахунок оснащення пристрою для формування стрижневих виробів з композиційних матеріалів додатковим засобом для подачі зв'язуючого. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for molding core products from composite materials
Автори англійськоюIhnatiev Borys Borysovych, Ihnatieva Viktoria Borysivna
Назва патенту російськоюУстройство для формования стержневых изделий из композиционных материалов
Автори російськоюИгнатьев Борис Борисович, Игнатьева Виктория Борисовна
МПК / Мітки
МПК: B29C 55/00
Мітки: матеріалів, формування, композиційних, виробів, пристрій, стрижневих
Код посилання
<a href="https://ua.patents.su/3-66534-pristrijj-dlya-formuvannya-strizhnevikh-virobiv-z-kompozicijjnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для формування стрижневих виробів з композиційних матеріалів</a>
Пристрій для формування стрижневих виробів з композиційних матеріалів
Номер патенту: 45497
Опубліковано: 10.11.2009
Автори: Ігнатьєва Вікторія Борисівна, Ігнатьєв Борис Борисович
МПК: B29C 55/00
Мітки: стрижневих, пристрій, композиційних, виробів, формування, матеріалів
Формула / Реферат:
Пристрій для формування стрижневих виробів з композиційних матеріалів, що містить корпус, опорна поверхня якого виконана конічною, рознімну формуючу фільєру, що складається щонайменше з трьох однакових сегментів, що в сукупності утворюють зовнішню конічну поверхню для установлення в опорній поверхні корпусу та внутрішню формуючу поверхню, що відповідає формі та розміру виробу, який формується, а площини рознімання сегментів виконані під кутом...
Пристрій для формування стрижневих виробів з композиційних матеріалів
Номер патенту: 81934
Опубліковано: 25.02.2008
Автори: Чеснокова Анна Вікторовна, Ігнатьєв Борис Борисович, Ігнатьєва Вікторія Борисівна
МПК: B29C 55/00
Мітки: пристрій, формування, стрижневих, матеріалів, композиційних, виробів
Формула / Реферат:
Пристрій для формування стрижневих виробів з композиційних матеріалів, що містить корпус із установленою в ньому рознімною формуючою філь’єрою, який відрізняється тим, що опорна поверхня корпусу виконана конічною, філь’єра складається щонайменше з трьох однакових сегментів, що в сукупності утворюють зовнішню конічну поверхню для установлення в опорній поверхні корпусу та внутрішню формуючу поверхню, що відповідає формі та розміру виробу,...
Оснащення для формування виробів з полімерних композиційних матеріалів
Номер патенту: 38875
Опубліковано: 26.01.2009
Автори: Чубченко Світлана Михайлівна, Шевцова Марина Анатоліївна
МПК: B29C 43/20, B29C 51/26
Мітки: матеріалів, оснащення, композиційних, формування, виробів, полімерних
Формула / Реферат:
1. Оснащення для формування виробів з полімерних композиційних матеріалів, яке має каркас і прикріплену до нього композиційну формотвірну поверхню, яке відрізняється тим, що в формотвірній поверхні розташоване внутрішнє джерело нагріву, яке складається з резистивного шару, зануреного в ізоляційну структуру на глибину h:, де λ - коефіцієнт...
Оснащення для формування виробів із полімерних композиційних матеріалів
Номер патенту: 93601
Опубліковано: 25.02.2011
Автори: Пургіна Світлана Михайлівна, Шевцова Марина Анатоліївна
МПК: B29C 43/20, H05B 3/02, B29C 51/26
Мітки: полімерних, виробів, матеріалів, композиційних, оснащення, формування
Формула / Реферат:
1. Оснащення для формування виробів із композиційних матеріалів, яке містить каркас, прикріплену до нього формотвірну поверхню та має резистивний шар, яке відрізняється тим, що резистивний шар встановленний у каркасі або над ним та з'єднаний з частинами каркаса та формотвірної поверхні із забезпеченням можливості його вилучення.2. Оснащення за п. 1, яке відрізняється тим, що резистивний шар виконаний суцільним або складений з окремих...
Дренажний пристрій для вакуум-автоклавного формування виробів із композиційних матеріалів
Номер патенту: 18502
Опубліковано: 25.12.1997
Автори: Ніколюк Олександр Павлович, Бігула Борис Олександрович, Забашта Володимир Федорович, Бігула Юлія Борісовна
МПК: B29C 43/00
Мітки: композиційних, формування, дренажний, матеріалів, виробів, пристрій, вакуум-автоклавного
Формула / Реферат:
1. Дренажное устройство для вакуум-автоклавного формования изделий из композиционных материалов, состоящее из слоя пористого материала, расположенного на нижнем слое из термостойкого антиадгезионного материала с отверстиями для прохода связующего и средств для соединения с системой вакуумирования, отличающееся тем, что оно снабжено дополнительным верхним перфорированным слоем, установленным на слое пористого материала и выполненным как и...
Попередній патент: Пристрій для гасіння магнітного поля при відключенні обмотки збудження синхронної машини від джерела живлення
Наступний патент: Установка для формування деталей швейних виробів об’ємної форми вакуумно-рідинним способом
Випадковий патент: Роторно-поршнева машина з механізмом автоматичного регулювання об'єму камери згоряння та ступеня стиснення в ній за ярошенком е.д.