Спосіб підготовки поверхні деталей перед газотермічним напиленням покриттів
Номер патенту: 67165
Опубліковано: 10.02.2012
Автори: Смаглюк Арсен Костянтинович, Роп'як Любомир Ярославович, Кустов Віктор Володимирович

Формула / Реферат
Спосіб підготовки поверхні деталей перед газотермічним напиленням покриттів електроіскровою обробкою, що включає взаємне переміщення деталі та електрода, надання електроду коливального руху відносно деталі з періодичним дотиканням до поверхні деталі та подачу напруги на деталь та електрод від джерела живлення, який відрізняється тим, що деталь розташовують в порожнині контейнера-електрода, яка заповнена електропровідними частинками розміром 0,05... 10 мм, матеріал з яких у зоні виникнення електроіскрових розрядів між деталлю та електропровідними частинками переноситься на оброблювальну поверхню.
Текст
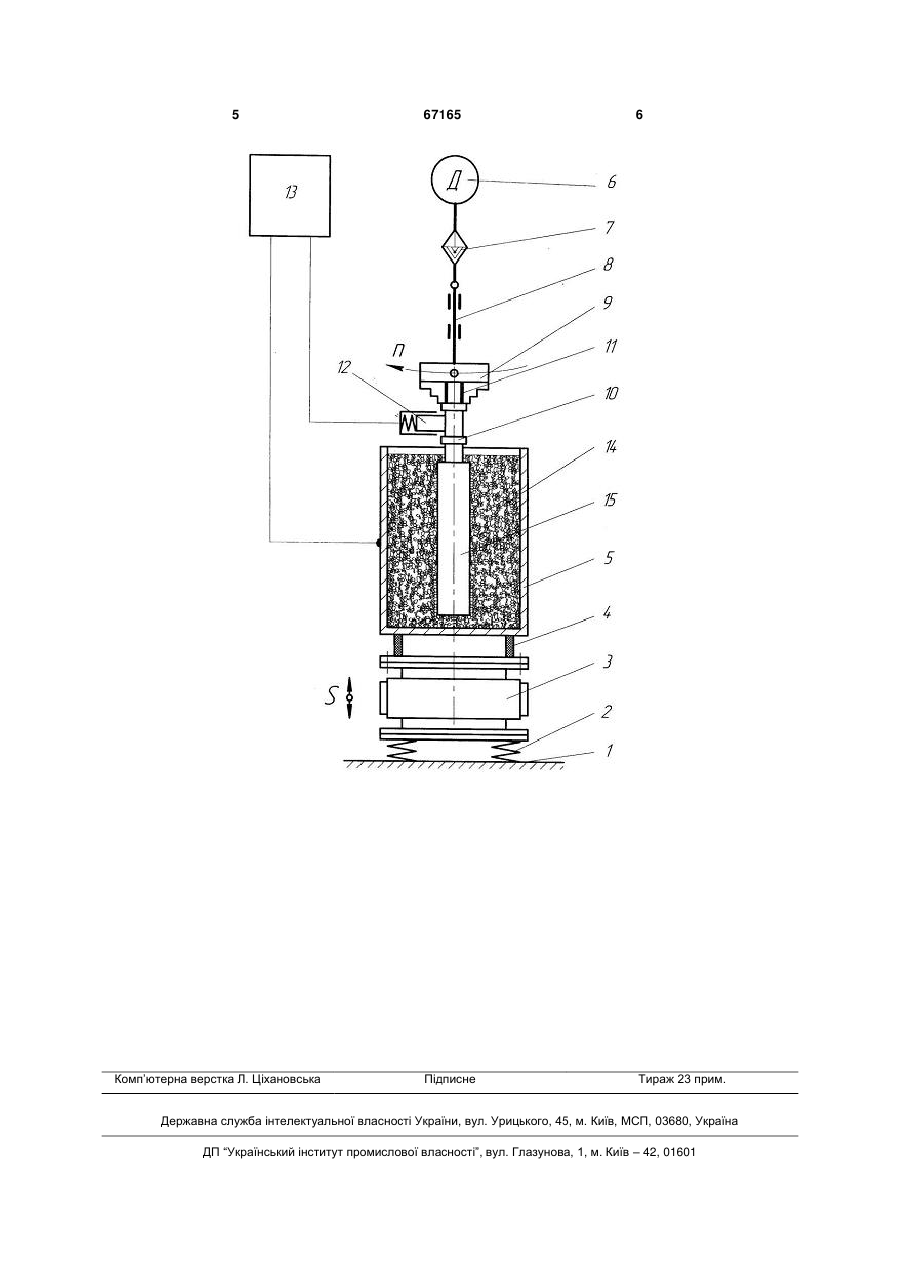
Спосіб підготовки поверхні деталей перед газотермічним напиленням покриттів електроіск 3 пыление / Пер. с яп. В.Н. Попова; Под ред. B.C. Степина, Н.Г. Шестеркина. М.: Машиностроение, 1985 - С. 11]. При цьому способі підготовка поверхні деталі перед напиленням газотермічних покриттів здійснюється шляхом формування підшару покриття за рахунок перенесення матеріалу електрода в поверхневий шар деталі в умовах високотемпературного іскрового розряду між деталлю та електродом при передаванні коливального руху від вібратора на цей електрод, вібрація якого супроводжується періодичним розмиканням електричного ланцюга, який з'єднує електрод з деталлю та джерелом живлення. До недоліків даного способу слід віднести малу продуктивність - обробка ведеться тільки одним електродом, а також обмежені функціональні можливості, що відбиваються на якості процесу обробляються деталі простої форми, оскільки при обробці деталей складної форми змінюється притиск електрода до деталі, а його величину складно регулювати і контролювати. В основу корисної моделі поставлена задача підвищення якості підготовки поверхні деталі перед напиленням газотермічних покриттів і підвищення продуктивності процесу. Поставлена задача вирішується тим, що в способі підготовки поверхні деталей перед газотермічним напиленням покриттів, що включає взаємне переміщення деталі та електрода, підведення до неї електрода, надання електроду коливального руху відносно поверхні деталі з періодичним дотиканням до неї та подачу напруги на деталь та електрод від джерела живлення, відповідно до корисної моделі, для забезпечення підвищення якості та продуктивності процесу підготовки поверхні, проміжок між деталлю та контейнеромелектродом заповнюють електропровідними частинками, розмір яких складає 0,05…10 мм. Матеріал з цих частинок у зоні виникнення електроіскрових розрядів між деталлю і ними переноситься на оброблювану поверхню. Така електроіскрова обробка поверхонь деталі в середовищі вібруючих частинок дозволяє створювати на деталях як простої так і складної форми розвинену шорсткість поверхні. При цьому обробка здійснюється одночасно по всій поверхні деталі. На кресленні зображена схема установки, за допомогою якої здійснюють запропонований спосіб підготовки поверхні. Установка складається зі станини 1, пружинної підвіски 2, вібратора 3, електроізолюючих опор 4, металевого контейнера-електрода 5, приводного електродвигуна 6, органа настроювання частоти обертання 7 шпинделя 8, трикулачкового самоце 67165 4 нтруючого патрона 9, оправки 10, електроізоляційної втулки 11, струмопідводу 12, джерела живлення 13, електропровідних частинок 14 і деталь 15. Спосіб підготовки поверхні деталі перед газотермічним напиленням покриттів, який заявляється здійснюється наступним чином. Електропровідні частинки (гранули) 14 завантажують в металевий контейнер-електрод 5, встановлений на вібруючій пружинній підвісці 2. Джерелом вібрацій служить вібратор 13, який може бути різного типу: електромагнітний, електромеханічний, пневматичний тощо. Деталь 15 кріпиться на оправці 10, яка встановлюється через електроізоляційну втулку 11 в трикулачковому самоцентрівному патроні 9, змонтованому на шпинделі 8. Оправка 10, яка має струмовідвід (на кресленні не показаний) для подачі напруги на деталь 15, що кріпиться на ній, підключається до негативного полюса джерела живлення 13, наприклад, імпульсного генератора, через ковзаючий струмовідвід 12, а металевий контейнер-електрод 5, відповідно, до позитивного полюса. Після включення вібратора 3, який приводить в коливальний рух контейнер-електрод 5 з частотою 30…60 Гц, надають обертання деталі 15 від приводного електродвигуна 6. Регулювання швид-1 кості обертання деталі 15 в межах n=40…70 хв здійснюється за допомогою органа настроювання частоти обертання 7 шпинделя 8. При плоскій формі деталі обертовий рух відсутній. Деталь 15 є фактично зануреною у середовище вібруючих електропровідних частинок 14, які утворюють киплячий шар. Завдяки цьому відпадає необхідність регулювати тиск електродів на деталь. Далі вмикають джерело живлення 13. В результаті виникнення при цьому іскрових розрядів між електропровідними частинками 14 і поверхнею деталі 15 здійснюється перенесення матеріалу з вібруючих частинок на поверхню, що підлягає підготовці перед напиленням покриттів. Після такої обробки на поверхні деталі формується міцно з'єднаний з нею шар з матеріалу електропровідних частинок, що має розвинену шорсткість, за рахунок якої забезпечується висока міцність зчеплення з основою напилених покриттів. Запропонований спосіб підготовки поверхні характеризується підвищеною продуктивністю, дозволяючи проводити одночасно обробку всієї поверхні деталей різної форми, в тому числі і складної, (наприклад, з ексцентричними поверхнями) без додаткових переустановок. Простота запропонованого способу забезпечує можливість широкої механізації та автоматизації технологічного процесу, за яким він реалізується на практиці. 5 Комп’ютерна верстка Л. Ціхановська 67165 6 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of surface preparation of parts prior to gas-thermal spraying of coatings
Автори англійськоюKustov Viktor Volodymyrovych, Ropiak Liubomyr Yaroslavovych, Smahliuk Arsen Kostiantynovych
Назва патенту російськоюСпособ подготовки поверхности деталей перед газотермическим напылением покрытий
Автори російськоюКустов Виктор Владимирович, Ропяк Любомир Ярославович, Смаглюк Арсений Константинович
МПК / Мітки
МПК: B23H 7/00, B05D 3/14, B23H 7/34
Мітки: деталей, підготовки, напиленням, покриттів, поверхні, газотермічним, спосіб
Код посилання
<a href="https://ua.patents.su/3-67165-sposib-pidgotovki-poverkhni-detalejj-pered-gazotermichnim-napilennyam-pokrittiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб підготовки поверхні деталей перед газотермічним напиленням покриттів</a>
Процес підготовки поверхні при відновленні деталей напиленням
Номер патенту: 31096
Опубліковано: 25.03.2008
Автори: Зборщенко Анатолій Аркадійович, Сиром'ятников Петро Степанович, Аветісян Віктор Казарович, Гончаренко Олександр Олексійович, Лебідь Петро Кіндратович
МПК: B24B 39/00
Мітки: напиленням, поверхні, деталей, процес, відновленні, підготовки
Формула / Реферат:
Процес підготовки поверхні при відновленні деталей напиленням, що включає накатку виступів, який відрізняється тим, що поверхня деталі піддається вібраційному обкачуванню.
Спосіб підготовки поверхні деталей з алюмінію і його сплавів
Номер патенту: 46846
Опубліковано: 17.06.2002
Автор: Міхневич Лариса Іванівна
МПК: C23G 1/14
Мітки: алюмінію, підготовки, деталей, сплавів, спосіб, поверхні
Формула / Реферат:
Спосіб підготовки поверхні деталей з алюмінію і його сплавів, який включає розконсервування, лужне обезжирювання, освітлення і промивання, який відрізняється тим, що при розконсервуванні вводять каталізатор, яким є один з компонентів лужного обезжирювання, а промивання виконують за рахунок нейтралізації лужних і кислих іонів.
Спосіб нанесення покриття на поверхні деталей з феросплавів газополум’яним, плазмовим напиленням і електродуговою металізацією та склад для напилення покриття цими способами

Номер патенту: 74987
Опубліковано: 15.02.2006
Автори: Сааков Валентин Олександрович, Сааков Олександр Герасимович
МПК: C23C 24/00, C23C 4/04, C23C 30/00
Мітки: феросплавів, напилення, цими, напиленням, нанесення, електродуговою, деталей, газополум'яним, способами, покриття, склад, металізацією, поверхні, спосіб, плазмовим
Формула / Реферат:
1. Склад для напилення покриття на поверхні деталей з феросплавів, який містить суміш алюмінію та речовини, що містить ільменіт, який відрізняється тим, що як речовину, що містить ільменіт, склад містить ільменітовий концентрат при наступному співвідношенні компонентів, мас. %: ільменітовий концентрат 10-30 алюміній 90-70, при цьому склад являє собою порошковий дріт,...
Спосіб підготовки поверхні склопластикового штифта перед фіксацією на цементи подвійної полімеризації
Номер патенту: 25032
Опубліковано: 25.07.2007
Автори: Петрушанко Тетяна Олексіївна, Попович Іван Юрійович
МПК: A61C 5/04
Мітки: цементи, підготовки, полімерізації, поверхні, спосіб, фіксацією, штифта, подвійної, склопластикового
Формула / Реферат:
Спосіб підготовки поверхні склопластикового штифта перед фіксацією на цементи подвійної полімеризації, який відрізняється тим, що перед фіксацією штифта його покривають лише адгезивом Еста (без праймеру) і використовують склопластиковий штифт фірми Еста, силанований виробничим способом, що забезпечує більш міцне з'єднання між склопластиковим штифтом, композитним цементом подвійної полімеризації і фотополімерним матеріалом.
Спосіб визначення глибини попередньої механічної обробки зі зняттям стружки для підготовки поверхні спрацьованої деталі під відновлення за допомогою техніки напилення газотермічних покриттів

Номер патенту: 68309
Опубліковано: 15.07.2004
Автор: Полонський Леонід Григорович
МПК: B24B 39/00
Мітки: деталі, визначення, попередньо, підготовки, спрацьованої, механічної, спосіб, поверхні, глибини, стружки, газотермічних, відновлення, обробки, покриттів, техніки, напилення, допомогою, зняттям
Формула / Реферат:
1. Спосіб визначення глибини попередньої механічної обробки зі зняттям стружки для підготовки поверхні спрацьованої деталі під відновлення за допомогою техніки напилення газотермічних покриттів, що передбачає ліквідацію наслідків спрацювання та доведення поверхні до розміру, що забезпечує нанесення покриття необхідної товщини, який відрізняється тим, що використовують пробну заготовку, яка імітує спрацьовану деталь, попередню механічну...
Попередній патент: Спосіб отримання тимчасових препаратів для оцінки токсичності середовища
Наступний патент: Спосіб автоматичного управління процесом сушіння зернових культур в шахтній зерносушарці
Випадковий патент: Спосіб підготовки зерна ячменю до переробки