Спосіб нанесення покриття на поверхні деталей з феросплавів газополум’яним, плазмовим напиленням і електродуговою металізацією та склад для напилення покриття цими способами
Номер патенту: 74987
Опубліковано: 15.02.2006
Автори: Сааков Олександр Герасимович, Сааков Валентин Олександрович






Формула / Реферат
1. Склад для напилення покриття на поверхні деталей з феросплавів, який містить суміш алюмінію та речовини, що містить ільменіт, який відрізняється тим, що як речовину, що містить ільменіт, склад містить ільменітовий концентрат при наступному співвідношенні компонентів, мас. %:
ільменітовий концентрат
10-30
алюміній
90-70,
при цьому склад являє собою порошковий дріт, де оболонка дроту виготовлена з алюмінію, а ільменітовий концентрат у вигляді порошку замкнений в ньому з вищевказаним вмістом.
2. Склад за п. 1, який відрізняється тим, що порошок ільменітового концентрату, замкнений в алюмінієву оболонку, має розмір часток 10-300 мкм.
3. Спосіб газополум’яного напилення покриття на поверхні деталей з феросплавів, який включає нагрівання, розплавлення, диспергування та транспортування розплавлених часток з дроту, який відрізняється тим, що матеріал для напилення покриття являє собою порошковий дріт складу за п.1, а розмір часток ільменітового концентрату в порошковому дроті складає 10-80 мкм.
4. Спосіб плазмового напилення покриття на поверхні деталей з феросплавів, який включає нагрівання, розплавлення, диспергування та транспортування розплавлених часток з дроту, який відрізняється тим, що матеріал для напилення покриття являє собою порошковий дріт складу за п.1, а розмір часток ільменітового концентрату в порошковому дроті складає 10-100 мкм.
5. Спосіб нанесення покриття на поверхні деталей з феросплавів електродуговою металізацією, який включає нагрівання, розплавлення, диспергування та транспортування розплавлених часток з дроту, який відрізняється тим, що матеріал для напилення покриття являє собою порошковий дріт складу за п.1, а розмір часток ільменітового концентрату в порошковому дроті складає 50-300 мкм.
Текст
1. Склад для напилення покриття на поверхні деталей з феросплавів, який містить суміш алюмінію та речовини, що містить ільменіт, який відрізняється тим, що як речовину, що містить ільменіт, склад містить ільменітовий концентрат при наступному співвідношенні компонентів, мас. %: ільменітовий концентрат 10-30 алюміній 90-70, при цьому склад являє собою порошковий дріт, де оболонка дроту виготовлена з алюмінію, а ільменітовий концентрат у вигляді порошку замкнений в ньому з вищевказаним вмістом. 2. Склад за п. 1, який відрізняється тим, що порошок ільменітового концентрату, замкнений в C2 2 (19) 1 3 74987 4 До даної групи способів належить: газополумає низьку стійкість до стирання з-за викришуванменеве напилювання, в яком нагрівання, розплавня оксидної складової. лення, диспергування і транспортування розплавНайбільш близьким за технічною сутністю до лених часток алюмінію здійснюється запропонованого винаходу є склад для газо високотемпературним потоком продуктів згоряння термічного напилювання покриттів, що вуглеводневого газу. Вказаний спосіб складається з механічної суміші порошків відрізняється використанням дешевого обладнаналюмінію та ільменіту, який містить 15-45 мас.% ня, проте у порівнянні з іншими методами даний ільменіту і 85-55 мас.% алюмінію [патент РФ № 2 метод має низький ККД (коефіцієнт корисної дії) й 090 646, СІ, пул. 20.09.1997, Бюл. 26]. Склад малу продуктивність. Покриття, що одержано даільменіту у використаній суміші порошків у мас.%: ним методом, відрізняються низькою міцністю зче36,80 Fe, 31,57 Ті та 31,63 O2. Компоненти складу плення з основою і високою шпаруватістю. покриття змішують у змішувачі, завантажують у Іншим способом, що відноситься до групи газо порошковий дозатор й подають в високотемператермічного напилювання, є плазмове напилювантурний (газополуменевий або плазмовий) потік. ня, при якому нагрівання, розплавлення, дисперПри транспортуванні у високотемпературному гування і транспортування розплавлених часток потоці газу суміш нагрівається і відбувається алюмінію відбувається високотемпературним, відновлення компонентів ільменіту алюмінієм. іонізованим потоком плазми, що утворена шляхом Розм'якшені частки відновленого порошку суміші нагрівання плазмоутворюючого газу електричною осаджуються на поверхні основи з залізного спладугою. Цей спосіб відрізняється відносно (попеву. В процесі напилювання додаткова теплова реднього способу) високою продуктивністю, енергія, що утворюється при проходженні міцністю зчеплення покриття з основою й низькою екзотермічних реакцій відновлення компонентів шпаруватістю. Однак вартість обладнання, що ільменіту, сприяє ефекту мікро зварювання часток, використовується в даному способі, достатньо що осаджуються з матеріалом основи з забезпевисока а термічний ККД процесу також низький. ченням при цьому їх високу міцність зчеплення. Ще одним способом, який відноситься до груІз-за нерівномірності складу механічної суміші пи, що розглядається, є електродугова металізація порошків таке покриття може мати ділянки з переалюмінієвого дроту. При даному способі важним вмістом або алюмінію, або ільменіту. При нагрівання і плавлення алюмінієвого дроту, що переважному вмісті алюмінію у покритті, що напибезперервно подають, здійснюється в електродулено, така ділянка покриття буде мати відносно говому розряді, а диспергування і транспортуваннизьку міцність зчеплення з основою і, як наслідок, ня крапель до деталі, що напилюється підвищену шпаристість. При переважному вмісті здійснюється у потоці стисненого повітря або у ільменітової фази у покритті така ділянка також високотемпературному потоці продуктів згоряння має відносно низьку міцність зчеплення часток як з вуглеводневого газу. Покриття з алюмінію, що основою, так і в об'ємі покриття, що веде до зниодержано за вказаним способом, відрізняється ження ізотропності властивостей самого покриття, високою шпаруватістю (в тому числі й наскрізною), наприклад - ізотропності корозійної стійкості. Раяка знижує корозійну стійкість алюмінієвого позом з цим розглянуті вище порошкові матеріали не криття, що напилено, і потребує нанесення надозволяють використовувати дешевий і високо ступного лакофарбового покриття , як просочуючоекономічний процес електродугової металізації. го агента. Задача винаходу полягає у підвищенні Покриття з алюмінієвого дроту, які одержують ізотропності корозійної стійкості і зносостійкості всіма вищевказаними способами, принципово не покриття, що напилюється, шляхом зміні складу можуть використовуватися в умовах роботи виронапилюваного матеріалу та технології його вигобу, де потрібно сполучення високої корозійної товлення. стійкості та високої стійкості до абразивного зносу. Іншою задачею винаходу є збільшення Наприклад - корпуси криголамів, стояки морських економічності процесу шляхом розширення можплатформ та естакад, які розташовані вище ливостей використання існуючих методів напилюпівнічного полярного кола. вання для складу покриття, що потрібне. Відомо покриття з композиційного порошку Для виготовлення порошкового дроту викорисистеми Аl-Аl2О3 (механічна суміш вихідних стовували стрічку з алюмінієвого матеріалу й шихкомпонентів), яке одержується плазмовим напиту ільменітового концентрату, необхідна фракція люванням на сталеві конструкції [Ю. С. Борисов, якого досягалася шляхом помелу у змішувачі (типу Ю. А. Хармамов, С. Л. Сидоренко, Е. Н. Ардатов"п'яна бочка" зі сталевими шарами) впродовж заская/ Газотермическое покрытие из порошкових даного часу з наступним відсіванням заданої материалов, Справ очник, К.: Наукова думка, 1987. фракції через калібрувальні сита. На спеціальній - С. 400-401], що відрізняється підвищеною установці по виготовленню порошкового дроту стійкістю проти абразивного зносу. виготовлювали порошковий дріт діаметром 0 2-2,4 Дане покриття має низку корозійну стійкість по мм. У якої оболонка виготовлена з алюмінію, а відношенню до покриття з чистого алюмінію, ільменітів концентрат, у вигляді порошку затиснунедоліком відомого покриття також є відносно тий в ній. низька міцність зчеплення з основою. При Під ільменітовим концентратом в дійсному напилюванні механічної суміші складу AL+30 мас. винаході розуміють концентрат ільменітів (КІ), що % Аl2О3 поряд з вище наголошеними недоліками у виготовляється за ТУ У-14-10-009-97 наступного покритті можливо утворення ділянок, що складаскладу, що наведено в таблиці 1. ються переважно з оксидної фази, яка в покритті 5 74987 6 Таблиця 1 Склад ільменітового концентрату КІ за ТУ У-14-10-009-97 Найменування складових концентрату 1 Двооксид титану ТіO2 П’ятиоксид фосфору P2O5 Триоксид хрому Сr2О3 Ільменіт Сидерит Марказит Fe2O3 1 FeO Маса проби, кг Сутність винаходу й механізм спільного впливу способу напилювання, хімічного складу матеріалу та структури покриття на його експлуатаційні властивості. При газополуменевому і плазмовому напилюванні після плавлення порошкового дроту відбувається дроблення та транспортування дисперсного матеріалу в високотемпературному потоці до поверхні деталей з феросплавів. В процесі транспортування, за дуже короткий проміжок часу (частки секунд), відбувається зіткнення та коагуляція розплавлених часток (крапель вихідного матеріалу для покриття), що приводить до хімічної взаємодії вихідних компонентів матеріалу для покриття та утворенню інтерметалідних сполук по межах контакту ільменітового концентрату і алюмінію. Інтерметалідні сполуки, вірогідно уявляють собою фази складу FexAly x ТіО2 з мікротвердістю 110 МПа. Частки ільменітового концентрату з інтерметалідним прошарком по їх краях в порівнянні з частками алюмінію мають великий запас теплової енергії і при формуванні покриття утворюють ділянки часток зварених одна з одною та з матеріалом основи. Круг часток ільменітового концентрату утворюються ділянки з підвищеною когезійною міцністю та щільністю за рахунок додаткової частки теплової енергії, що утворюється в результаті хімічної взаємодії часток алюмінію з частками ільменітового концентрату. При використанні електродугової металізації працюють зовсім інші механізми. По-перше, процес хімічної взаємодії часток ільменітового концентрату з частками розплаву алюмінію значно прискорюються в зв'язку з тим, що він (процес) відбувається в попередньо розплавленій електричною дугою суміші матеріалів, яка утворена між двох електропровідних дротів, що безперервно рухаються. По-друге, завдяки більш високій температурі нагрівання (у порівнянні з температурами нагрівання утворюваних часток при плазмовому або газополуменевому напилюванні) розплавлених крапель матеріалу в електричній дузі інтенсифікується процес дроблення крапель матеріалу і формується дрібно дисперсний потік крапель розплаву, який при транспортуванні в потоці стисненого або високотемпературного газу Склад,в мас. % 2 53,50 0,08 0,0027 96,40 0,90 1,20 14,99 2 26,58 10,00 формує більш дрібнодисперсне, з рівномірно розподіленими в алюмінієвій матриці частками ільменітового концентрату з інтерметалідними прошарками, покриття. Під дією вологи уперші 2-3 місяці експлуатації в покритті між алюмінієвою матрицею та інтерметалідними прошарками виникає множина мікро гальванічних елементів, котрі стимулюють утворення нерозчинної сполуки у вигляді "білої плівки". Ця сполука щільно закорковує мікропори, шпарини шорсткості матеріалу і герметизує покриття, попереджує доступ агресивного середовища до металу основи. Після цього всі електрохімічні процеси зупиняються і система ізолююче покриття - поверхня деталі з феросплаву буде знаходитись в стані такої рівноваги до зміни зовнішніх умов. Це - механічні руйнування покриття, зміна хімічного складу зовнішнього агресивного середовища, зміна полярності прикладених потенціалів і т.д. Після вказаних змін система покриття-поверхня деталі з феросплаву знову перебудується. Покриття є "самозаліковуване", оскільки самостійно ліквідує мікро шпарини. Щільність і глибина нерозчинної сполуки, головним чином, залежить від дисперсності і рівномірності розподілу інтерметалідного прошарку в алюмінієвій матриці. Таке покриття може бути одержано при напилюванні порошкового дроту з порошку ільменітового концентрату, що замкнений в алюмінієву оболонку, яка гарантує постійність хімічного складу й структури матеріалу покриття, як на поверхні, так і в його об'ємі. При відхиленні вмісту ільменітового концентрату в складі порошкового дроту від заявлених меж концентрацій у напрямі зменшення (нижче 10 мас.%) знижується міцність зчеплення покриття з матеріалом основи (див. дані таблиці 2) за рахунок суттєвого зменшення вмісту інтерметалідної фази. Зменшення інтерметалідної фази веде до формування покриття з підвищеною шпаристістю, також знижується зносостійкість. Порушується щільність нерозчинної сполуки, що знижує корозійну стійкість покриття, стає відсутнім ефект "само заліковування". Підвищення концентрації шихти ільменітового концентрату вище верхньої межі (30 мас.%) обмежено технологічною можливістю використання газо термічного способу напилювання 7 74987 8 покриттів (використання дроту діаметром не температури 8000 К і сформовано в каналі, витікає більше 2,4 мм). Подальше збільшення діаметра з сопла у вигляді плазмового струменя 9. Порошпорошкового дроту, котре може забезпечити ковий матеріал 6, що наплавляється, подається у підвищення вмісту концентрату ільменіту в порошплазмовий струмінь на зрізі сопла плазмотрона ковому дроті, економічно недоцільно, оскільки нагазом, який транспортує, нагрівається і пилювання таким дротом веде до необгрунтоваприскорюється плазмою в процесі транспортуванних втрат матеріалу на розбризкування, ня в двофазному потоці та переноситься на поформуванню покриття з велико дисперсного верхню основного металу 7 у вигляді покриття 8. матеріалу з високою шпаристістю й низькою оскільки транспортування оптимально проплавлеміцністю зчеплення покриття з матеріалом основи них часток порошку здійснюється у високотемпеі принциповою складністю одержання покриття на ратурному потоці плазми продуктів згоряння, то тонкій основі. покриття одержується з мінімально окислених часПри газополуменевому, плазмовому і електок матеріалу. тродуговому напилюванні використання Надзвуковий електродуговий металі затор усільменітового концентрату, що замкнений у тановки УНМ-4 (Фіг. 3) складається з: надзвукового алюмінієву оболонку порошкового дроту, розміри газополуменевого пальника 1, в якому формується часток якого відхилюються від заявлених меж у надзвуковий газополуменевий потік 7, двох напрямку зменшення (менше 10 мкм при газопомеханізмів, що здійснюють подачу 3, для подаванлуменевому напилюванні, менше 10 мкм. при ня порошкового дроту 2, який знаходиться під плазмовому напилюванні та менше 50 мкм при потенціалом джерела електроживлення 9. пальник електродуговій металізації), в його (концентрату) охолоджується водою 8. При подаванні обох значній частині випаровується в процесі дротів, між кінцями яких збуджується дуга, нагрівання і, таким чином, неможливо одержати відбувається розплавлення матеріалу дротів. Розпокриття з заявленим вмістом в межах вихідного плавлений матеріал підхоплюється струменем порошкового дроту. При використанні надзвукового високотемпературного газополумеільменітового концентрату, що замкнений в невого потоку , що витікає з центрального сопла алюмінієвій оболонці порошкового дроту з пальника, диспергується й переноситься в захисрозміром часток вище верхнього значення (більше ному середовищі продуктів згоряння на поверхню 80 мкм при газополуменевому напилюванні, основного металу 6 у вигляді покриття 5. Оскільки більше 100 мкм при плазмовому напилюванні та транспортування розплавлених часток матеріалу більше 300 мкм при електродуговій металізації), здійснюється в високотемпературному надзвукойого (концентрату) частки не піддаються повному вому потоці полум'я продуктів згоряння, то покритрозплавленню при нагріванні і формують на основі тя одержується з мінімально окислених часток з деталі покриття з низьким рівнем адгезії та когезії, підвищеними когезій ними та адгезій ними властиа також з підвищеною шпаристістю. востями. Спосіб газополуменевого напилювання Покриття наносилися трьома методами напиздійснюється наступним чином. лювання (Фіг. 1 - газополуменевий спосіб, Фіг. 2 Приклади плазмовий спосіб та Фіг. 3 - спосіб надзвукової 1. Методом газополуменевого напилювання за електродугової металізації) в режимах, що забездопомогою газового металізатора МГІ-4 (Фіг.1) печують оптимальне формування покриття при напилювання здійснювалося при наступному максимальному коефіцієнті використання режимі: матеріалу (КВМ). Газ, що використовувався - ацетилен+кисень, Металі затор МГІ-4 (Фіг. 1) складається з : витрата, м /г - 4, продуктивність, кг/г - 4, швидкість пальника, в якому крізь канал 1 подають стиснене часток, м/с - 50, шпаристість покриття, % - 8-10, повітря, а крізь канал 2 - ацетиленово-киснева або міцність зчеплення покриття з основою, МПа - 35, пропаново-киснева гаряча суміш. Матеріал, що КВМ - 80%. Дослідні дані нанесення покриття рознапилюється у вигляді дроту 3 подають крізь ценплавленням порошкового дроту надані в таблиці 3 тральний отвір пальника і розплавляють полум'ям (досліди 1 - 3). горючої суміші 7 (кінець дроту, що ославлюється). 2. Методом плазмового напилювання за доРозплавлені частки металу підхоплюються струпомогою установки Київ -7 з модернізованим менем стисненого повітря 8 і в дрібно розпиленоплазмотроном ПУН -1 (Фіг.2) напилювання виконуму виді спрямовується на поверхню виробу. валося в наступному режимі: Оскільки транспортування дисперсного розплавІроб. = 190 A, Upo6. = 210 В, газ, що викориленого матеріалу здійснюється у високотемперастовувався суміш повітря з метаном, витрата м3/г турному потоці продуктів згоряння, то покриття 6, продуктивність, кг/г - 8, швидкість часток, м/с одержується з мінімально окислених часток 120, шпаристість покриття, % - 4-6, міцність зчепматеріалу. лення покриття з основою, МПа - 45, КВМ - 80%. Плазмотрон ПУН-1 (Фіг. 2) складається з : Дослідні дані нанесення покриття розплавленням електрода 1, між електродної вставки 3 та аноднопорошкового дроту надані в таблиці 3 (досліди 4го сопла 4. тепло навантажені елементи плазмо6). трона охолоджуються водою 5. За допомогою 3. Методом електродугової металізації за доджерела електроживлення 11 виникає електрична помогою надзвукового електродугового дуга 12, яка нагріває до високої температури газ, металізатора установки УНМ -4 (Фіг. 3), напилющо утворюється за допомогою плазми, який вання виконувалося при наступному режимі: подається крізь канали 10 в сопло МЕВ 3 та анода Іроб. = 240А, Upo6. = 36 В, газ, що використо4. Високотемпературний потік, що нагрівається до вувався - стиснене повітря+природний газ, витра 9 74987 10 та, м3/г - 90, продуктивність, кг/г - 12, швидкість Методом електродугової металізації в оптичасток, м/с - 180, шпаристість покриття, % - 2- 3, мальному режимі проводилося напилювання міцність зчеплення покриття з основою, МПа - 50, покриттів порошковими дротами змінного складу КВМ - 70%. по всьому заданому діапазоні змінення складу Дослідні дані напилювання покриття розпишихти ільменітового концентрату. ленням порошкового дроту надані в таблиці З Змінний склад порошкових дротів наведено в (досліди 1.1-3.4). табл.2. Таблиця 2 Склад відомих та розроблених розпалюваних матеріалів. № з.п. 1 2 3 4 Дріт алюмінієвий порошковий порошковий Порошковий Алюміній, мас.% 100 90 80 70 Ільменітів концентрат, мас.% 5 25 30 Таблиця 3 2 Швидкість корозії (І, А/см ) покриттів у морській воді. № з.п. 1 1.1 2.1 3.1 4.1 2.1 2.2 2.3 2.4 1 3.1 3.2 3.3 3.4 Спосіб нанесення покриття 2 газополуменевий газополуменевий газополуменевий газополуменевий плазмовий плазмовий плазмовий плазмовий 2 надзвукова ел.дугова метал. надзвукова ел.дугова метал. надзвукова ел.дугова метал. надзвукова ел.дугова метал. Розпилюваний матеріал 3 1 2 3 4 1 2 3 4 3 1 2 3 4 Струм (І), А/см 4 7,2х10 - 7 6.6х10-7 5,3х10-7 4.2х10-7 6,6х10-7 6,6х10-7 4,6х10-7 4,0х10-7 4 6,3х10-7 5,8х10-7 3,8х10-7 3,0х10-7 Таблиця 4 Продовження табл.4 Міцність зчеплення та шпаристість покриття, одержаного відомим та заявленим способами № з.п. 1.1 1.2 1.3 1.4 2.1 2.2 2.3 2.4 3.1 Спосіб напилювання покриття газополуменевий газополуменевий газополуменевий газополуменевий плазмовий плазмовий плазмовий плазмовий електродугова метал. Міцність зчеплюРозпавання поШпалюваний криття з ристість, матеріал матеріалом % основи, МПа 1 15-20 14-16 2 10-15 10-12 3 30-35 8-10 4 40-45 6-8 1 20-25 8-10 2 18-20 6-8 3 35-40 4-6 4 45-50 3-5 1 25-30 4-5 № з.п. Спосіб напилювання покриття 3.2 електродугова метал електродугова метал електродугова метал 3.3 3.4 Міцність зчеплюРозпавання поШпалюваний криття з ристість, матеріал матеріалом % основи, МПа 2 20-25 3-4 3 45-50 2-3 4 55-60 0,5-2 Висновки Як слідує з даних таблиць 3-4 розроблені порошкові дроти в процесі напилювання різними вищевказаними способами формують покриття, що володіє більш високими експлуатаційними властивостями у порівнянні з відомими навіть при 11 74987 12 рівних співвідношеннях алюмінію та ільменіту в 1,7-2,1 рази, причому швидкість корозії покриттів, порівнянні з найближчим аналогом. Покриття, що яка виражена в цих одиницях, найбільш низька одержано з порошкового дроту, склад якого заявпри використанні порошкового дроту, що складалено в найближчому аналізі, перевищує покриття з ється з алюмінієвої оболонки, яка містить 30 алюмінію за корозійною стійкістю в морський воді в мас.% ільменітового концентрату. Комп’ютерна верстка М. Клюкін Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for application of coating of surfaces of articles of ferroalloys by gas flame spraying, plasma spaying and electric arc metallization and a composition of spraying the coating with these methods
Автори англійськоюSaakov Oleksandr Herasymovych
Назва патенту російськоюСпособ нанесения покрытия на поверхности деталей из ферросплавов газопламенным, плазменным напылением и электродуговой металлизацией и состав для напыления покрытия этими способами
Автори російськоюСааков Александр Герасимович
МПК / Мітки
МПК: C23C 4/04, C23C 30/00, C23C 24/00
Мітки: електродуговою, нанесення, покриття, напилення, способами, деталей, склад, напиленням, спосіб, поверхні, цими, плазмовим, газополум'яним, металізацією, феросплавів
Код посилання
<a href="https://ua.patents.su/6-74987-sposib-nanesennya-pokrittya-na-poverkhni-detalejj-z-ferosplaviv-gazopolumyanim-plazmovim-napilennyam-i-elektrodugovoyu-metalizaciehyu-ta-sklad-dlya-napilennya-pokrittya-cimi-sposob.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення покриття на поверхні деталей з феросплавів газополум’яним, плазмовим напиленням і електродуговою металізацією та склад для напилення покриття цими способами</a>
Спосіб нанесення корозійностійкого покриття на металеві поверхні деталей
Номер патенту: 10308
Опубліковано: 15.11.2005
Автори: Франчук Григорій Михайлович, Хижко Віталій Дмитрович, Бовсуновський Евген Олексійович, Васильєв Михайло Олексійович
МПК: C23C 24/00
Мітки: покриття, спосіб, деталей, нанесення, металеві, корозійностійкого, поверхні
Формула / Реферат:
Спосіб нанесення корозійностійкого покриття на металеві поверхні деталей, що включає підготовку складу для нанесення покриття, розміщення деталей у камері обробки, подачу робочого складу у розпилювач, нанесення кремнієвих та алюмінієвих сполук на поверхню деталі аерозольним газодинамічним потоком, який відрізняється тим, що перед подачею у розпилювач робочий склад змішують з водою до отримання однорідної суспензії, подачу суспензії у...
Склад для нанесення покриття на металеві поверхні

Номер патенту: 73029
Опубліковано: 16.05.2005
Автори: Якуніна Валентина Іванівна, Голинська Галина Сергіївна, Лисова Лариса Михайлівна, Пирогова Олександра Миколаївна, Будьонний Михайло Михайлович, Любченко Анатолій Петрович, Сатановський Євген Абрамович
МПК: C08L 63/00, C09D 163/00
Мітки: металеві, склад, нанесення, покриття, поверхні
Формула / Реферат:
Склад для нанесення покриття на металеві поверхні, який включає епоксидну високомолекулярну діанову смолу та органічний розчинник, який відрізняється тим, що він містить суміш розчинників ацетону та етилацетату 1:1 як органічний розчинник і додатково містить герметик 6Ф при такому співвідношенні компонентів, мас.%: епоксидна високомолекулярна діанова смола 8 -10 герметик 6Ф 10...
Склад шихти наповнювача порошкового дроту для електродугового нанесення покриттів
Номер патенту: 3944
Опубліковано: 15.12.2004
Автори: Пащенко Валерій Миколайович, Фень Євген Костянтинович
МПК: C23C 4/04, C23C 24/00
Мітки: склад, покриттів, шихти, порошкового, електродугового, дроту, наповнювача, нанесення
Формула / Реферат:
Склад шихти наповнювача порошкового дроту для електродугового нанесення покриттів, що містить порошок заліза, який відрізняється тим, що він додатково містить порошки оксиду алюмінію, плакованого нікелем, феромарганцю та хрому при наступному співвідношенні компонентів, мас. %: оксид алюмінію з нікелем марки ПОАН-50 30-36 феромарганець марки ФМн88 9-12 хром...
Способи одержання амінопохідних алкілоксифуранону та сполуки, одержані цими способами
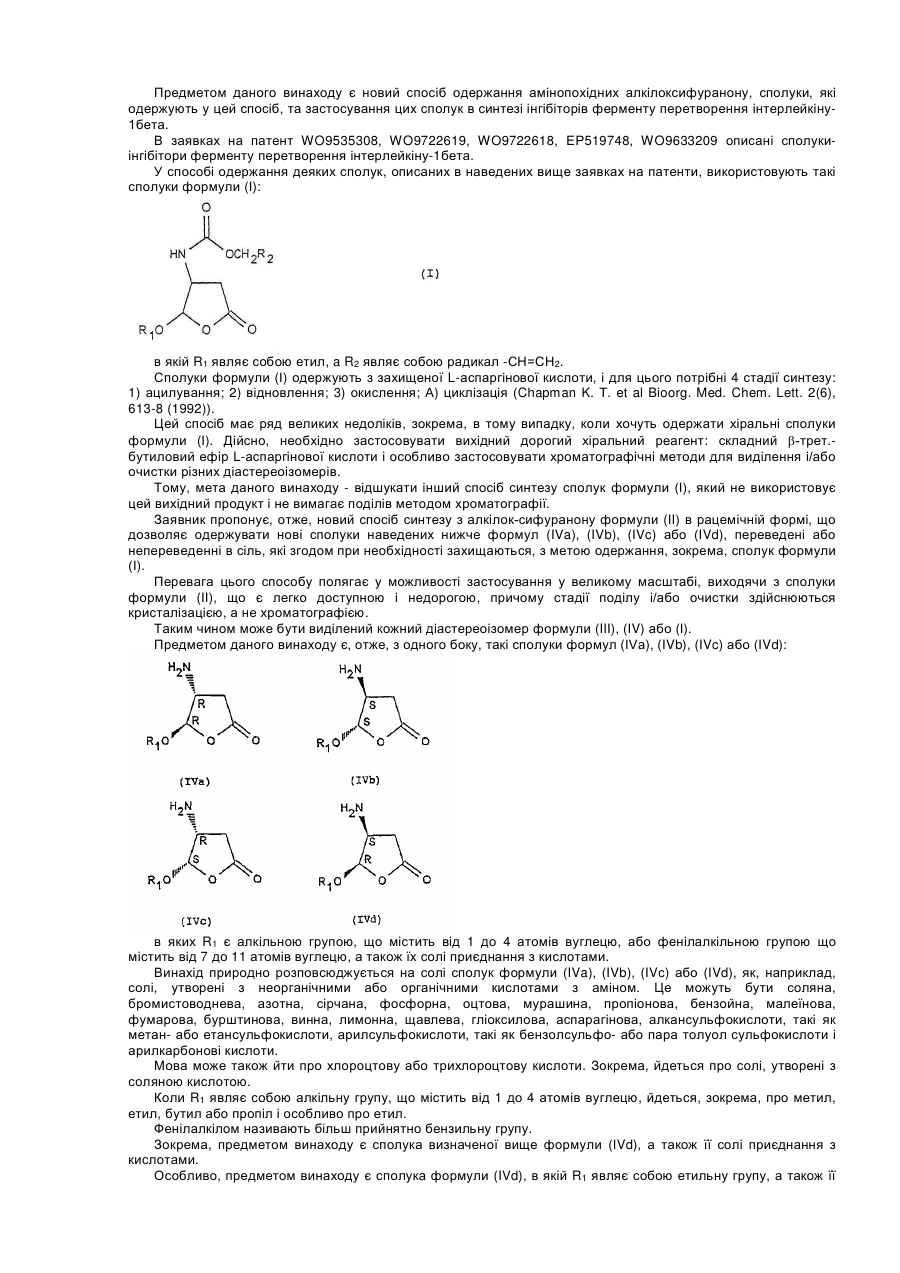
Номер патенту: 66364
Опубліковано: 17.05.2004
Автори: КОЛЛАДАН Колетт, БРІОН Франсіс, ЛАГУАРДА Жак, Буше Рафаель
МПК: C07K 5/06, C07D 307/33, C07K 5/117
Мітки: сполуки, способи, алкілоксифуранону, амінопохідних, способами, одержані, цими, одержання
Формула / Реферат:
1. Сполуки формули (IVa), (IVb), (IVc) або (IVd): , (IVa) , (IVb) , (IVc) , (IVd)в яких R1 являє собою алкільну групу, що містить від 1 до 4 атомів вуглецю, або фенілалкільну групу, що містить від 7 до 11 атомів вуглецю, а також їх солі приєднання з кислотами.2. Сполука за п. 1, яка відрізняється тим, що вона відповідає формулі (IVd), а також її солі приєднання з кислотами.3. Сполука формули (IVd) за п. 2,...
Склад для газотермічного напилення поверхонь металевих деталей
Номер патенту: 7676
Опубліковано: 15.07.2005
Автори: Лебедєв Володимир Георгійович, Чумаченко Тетяна Валеріївна
Мітки: газотермічного, металевих, поверхонь, склад, деталей, напилення
Формула / Реферат:
Склад для газотермічного напилення поверхонь металевих деталей, що складається з порошків металокераміки Al2O3 або Cr2O3, або TiO2, або їх суміші у довільних співвідношеннях, який відрізняється тим, що додатково містить порошок з дисперсністю 50-100 мкм вуглецю (С) або ТіС, або WС, або їх суміш у довільних співвідношеннях таким чином, що склад порошку для напилення містить (мас. %): Al2O3 або Cr2O3, або TiO2, або...
Попередній патент: Апарат для розливу напоїв, розливний пристрій для напоїв і ємність для напоїв, обладнані встановлювальними засобами
Наступний патент: Ортопедичний шарнір
Випадковий патент: Роторно-поршневий двигун внутрішнього згорання