Спосіб формування полімерної оболонки
Номер патенту: 60951
Опубліковано: 15.08.2005
Автори: Адейкін Олексій Олександрович, Голубєв Олександр Вікторович, Адейкін Ігор Олександрович, Гуренко Іван Станіславович, Клявлін Валерій Володимирович
Формула / Реферат
1. Об'єкт винаходу: вітродвигун;
2. Галузь застосування: вітроенергетичне устаткування;
3. Суть винаходу: вітродвигун, який містить нерухому опору, поворотну головку з вітроколесом вісь обертання котрого розміщено горизонтально і генератори, які закріплено на вітроколесі, генератори виконані в вигляді профільованих кільцевих дифузорів, стаціонарну частину лопаті споряджено профільованим силовим елементом з поворотним пристроєм для кріплення поворотної частини лопаті. 5. Технічний результат: зменшення аеродинамічного опору корпуса генератора, зменшення ваги генератора і збільшення площі його охолодження.
Текст
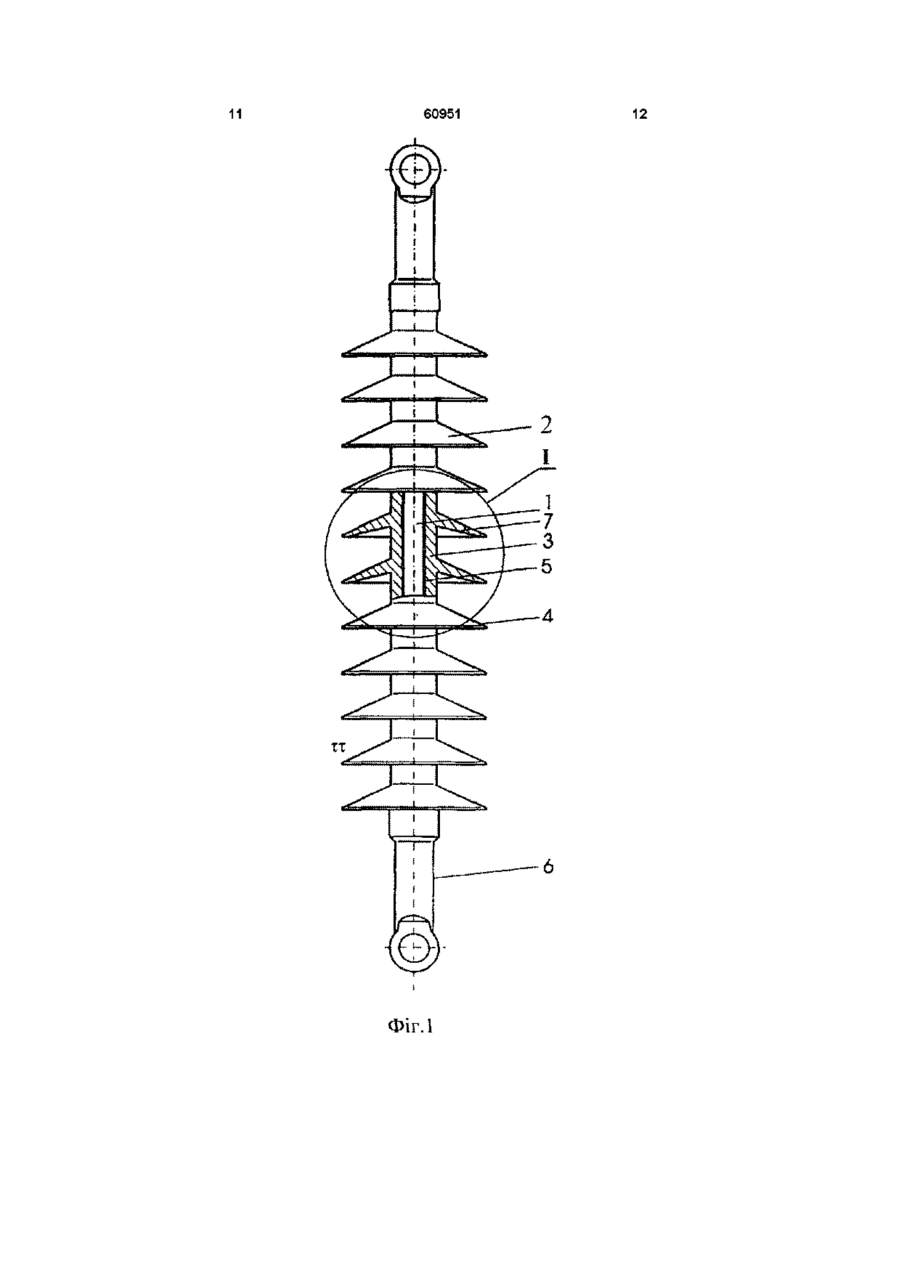
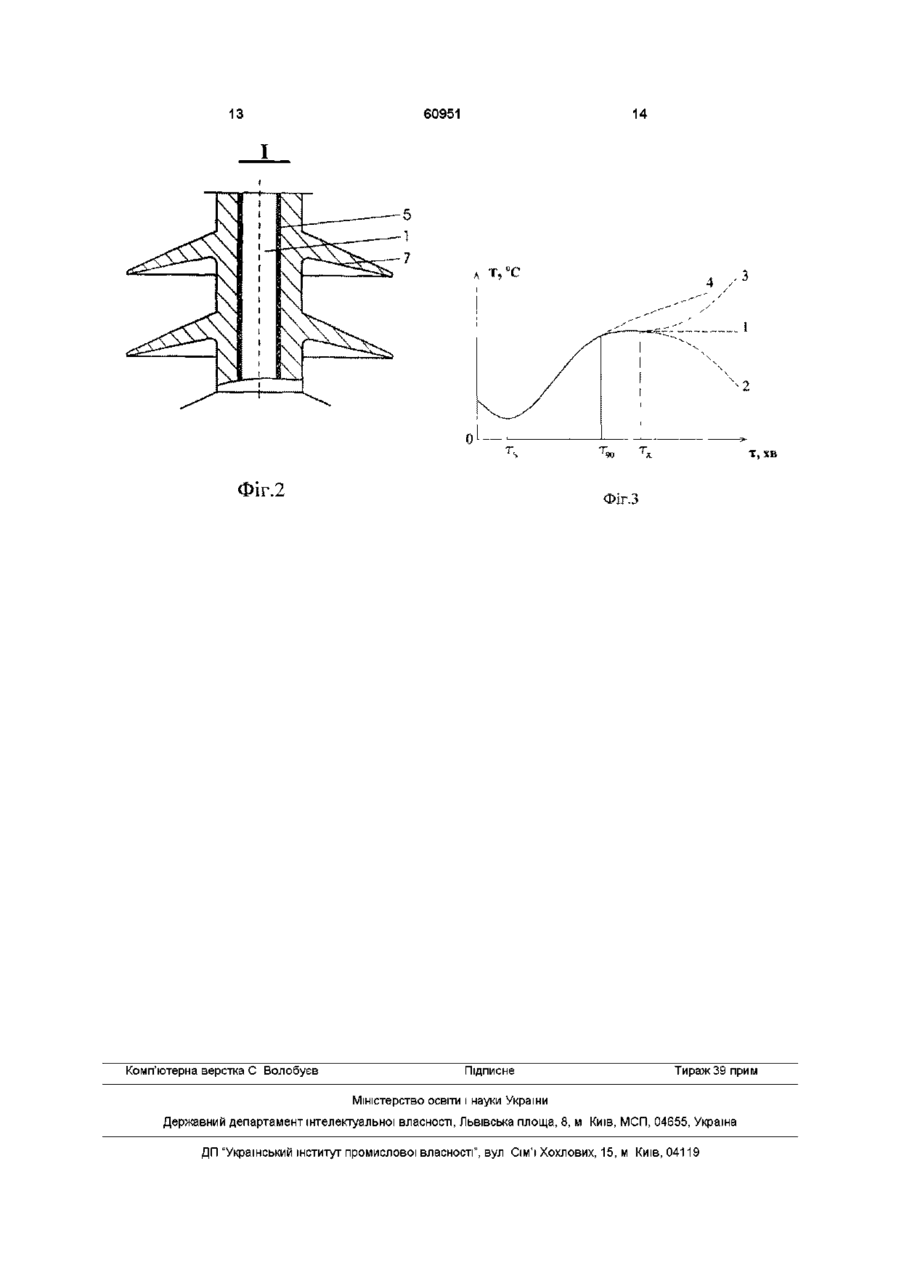
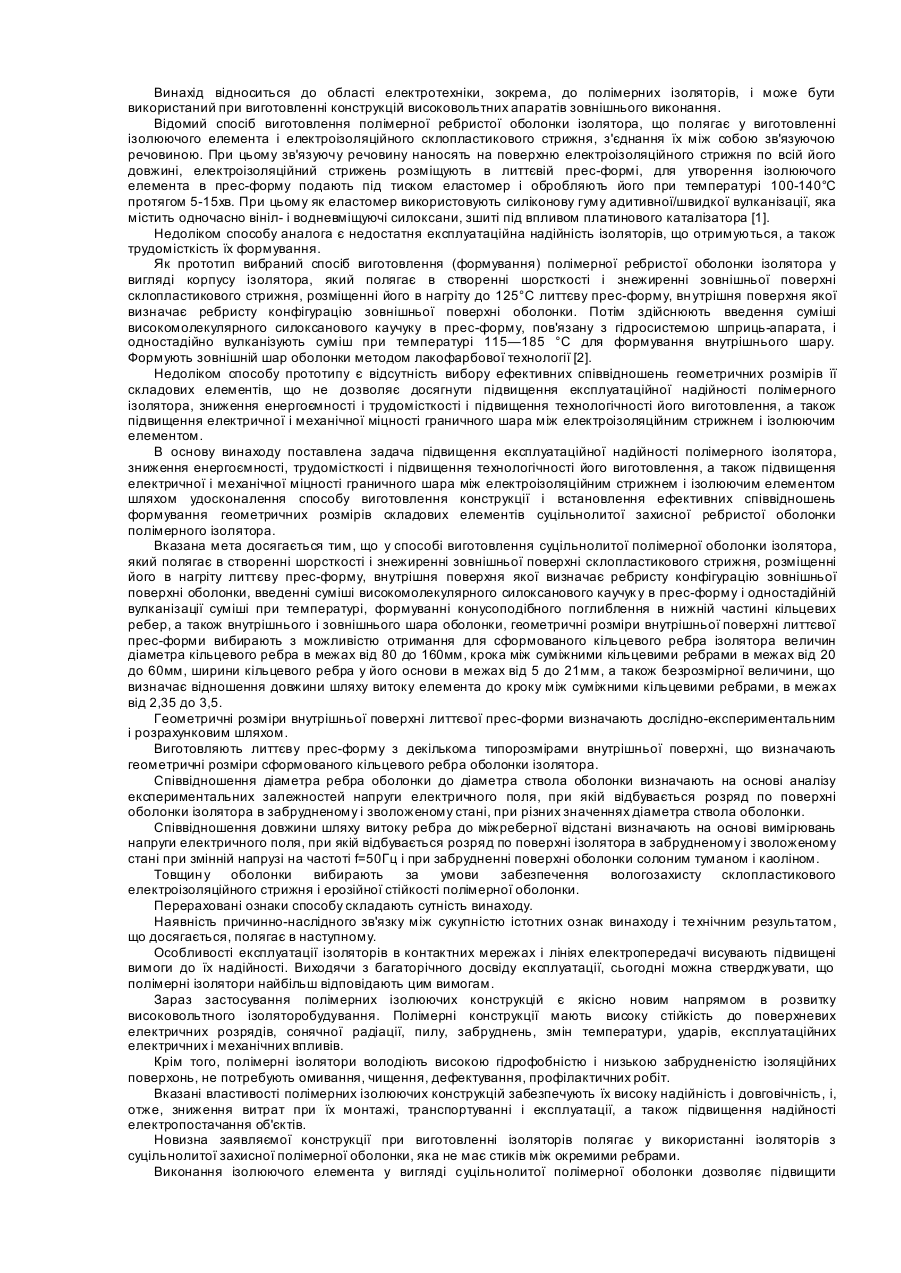
1 Спосіб формування полімерної оболонки ізолятора, який полягає в створенні шорсткості, знежиренні зовнішньої поверхні склопластикового стержня і нанесенні на неї зв'язуючої речовини з подальшим поміщенням склопластикового стержня з нанесеною зв'язуючою речовиною в нагріту литтєву прес-форму, внутрішня поверхня якої визначає ребристу конфігурацію зовнішньої поверхні захисної ребристої оболонки полімерного ізолятора, введенні компонентів еластомеру у вигляді суміші високомолекулярного силоксанового каучуку в прес-форму, зв'язану з гідросистемою шприц-апарата, і одностадійній температурній Винахід відноситься до області електротехніки, зокрема, до полімерних ізоляторів, і може бути використаний при виготовленні конструкцій високовольтних апаратів зовнішнього виконання Відомий спосіб виготовлення полімерної ребристої оболонки ізолятора, що полягає у виготовленні ізолюючого елемента і електроізоляційного склопластикового стержня, з'єднання їх між собою зв'язуючою речовиною При цьому зв'язуючу речовину наносять на поверхню електроізоляційного стержня по всій його довжині, електроізоляційний стержень розміщують в литтєвій прес-формі, для утворення ізолюючого елемента в прес-форму подають під тиском еластомер і обробляють його при температурі 100-140°С протягом 5-15хв При цьому як еластомер використовують силіконову гуму адитивної/швидкої вулканізації, яка містить одночасно ВІНІЛ- і водневміщуючі силоксани, зшиті під впливом платинового каталізатора [1] вулканізації введеної суміші силоксанового каучуку, який відрізняється тим, що еластомер в пресформу подають під тиском 3,5-7,5 МПа і обробляють при температурі 100-180°С протягом 5-30 хвилин 2 Спосіб за п 1, який відрізняється тим, що тиск впорскування в гідросистемі шприц-апарата становить 17,0-20,0 МПа 3 Спосіб за п 1, який відрізняється тим, що як еластомер використовують силіконову гуму адитивноі/швидкої вулканізації з активними наповнювачами 4 Спосіб за п 1, який відрізняється тим, що величину наповнення гуми вибирають в діапазоні 100-150 мас ч активного наповнювача на 100 мас ч каучуку 5 Спосіб за п 1, який відрізняється тим, що час вулканізації вибирають з розрахунку 1 хвилина на 0,9-1,1 мм товщини виробу, що формується 6 Спосіб за п 3, який відрізняється тим, що наповнений еластомер обробляють в прес-формі при температурі 125-135°С протягом 8-12 хвилин Недоліком способу аналога є недостатня експлуатаційна надійність ізоляторів, що отримуються Як прототип вибраний спосіб виготовлення (формування) полімерної ребристої оболонки ізолятора у вигляді корпусу ізолятора, який полягає в створенні шорсткості і знежиренні зовнішньої поверхні склопластикового стержня, розміщенні його в нагріту до 125°С литтєву прес-форму, внутрішня поверхня якої визначає ребристу конфігурацію зовнішньої поверхні оболонки Потім ЗДІЙСНЮЮТЬ введення суміші високомолекулярного силоксанового каучуку в прес-форму, пов'язану з гідросистемою шприць-апарата і одностадійно вулканізують суміш при температурі 115-185°С для формування внутрішнього шару Формують ЗОВНІШНІЙ шар оболонки методом лакокрасочної технологи [2] Недоліком способу прототипу є недостатня експлуатаційна надійність ізоляторів, що отриму ю о> о (О 60951 ються, а також енергоємність і трудомісткість процесу їх виготовлення В основу винаходу поставлена задача підвищення експлуатаційної надійності полімерного ізолятора, зниження енергоємності, трудомісткості і підвищення технологічності його виготовлення шляхом удосконалення способу формування полімерної оболонки ізолятора за рахунок встановлення ефективних співвідношень взаємопов'язаних параметрів и формування, а саме часу, температури і тиску, а також шляхом введення наповнювачів Вказана мета досягається тим, що у способі формування полімерної оболонки ізолятора, який полягає в створенні шорсткості, знежиренні зовнішньої поверхні склопластикового стержня і нанесенні на неї зв'язуючої речовини з подальшим розміщенням склопластикового стержня з нанесеною зв'язуючою речовиною в нагріту литтєву пресформу, внутрішня поверхня якої визначає ребристу конфігурацію зовнішньої поверхні захисної ребристої оболонки полімерного ізолятора, введенні компонентів еластомеру у вигляді суміші високомолекулярного силоксанового каучуку в пресформу, пов'язаною з гідросистемою шприцьапарата, і одностадійної температурної вулканізації введеної суміші силоксанового каучуку, еластомер в прес-форму подають під тиском 3,57,5МПа і обробляють при температурі 100-180°С протягом 5-30 хвилин Тиск упроскування в гідросистемі шприцьапарата становить 17,0-20 ОМПа Як еластомер використовують силіконову гуму адитивної/швидкої вулканізації з активними наповнювачами Величину наповнення гуми вибирають в діапазоні 100-150мас ч активного наповнювача на ЮОмас ч каучуку Час вулканізації вибирають з розрахунку 1 хвилина на 0,9-1,1мм товщини виробу, що формується Наповнений еластомер обробляють в пресформі при температурі 125-135°С протягом 8-12 хвилин Перераховані ознаки способу складають сутність винаходу Наявність причинно-наслідного зв'язку між сукупністю істотних ознак винаходу і технічним результатом, що досягається, полягає в наступному Особливості експлуатації ізоляторів в контактних мережах і ЛІНІЯХ електропередачі висувають підвищені вимоги до їх надійності Виходячи з багаторічного досвіду експлуатації, сьогодні можна затверджувати, що полімерні ізолятори найбільш відповідають цим вимогам Зараз застосування полімерних ізолюючих конструкцій є якісно неким напрямом в розвитку високовольтного ізоляторобудування Полімерні конструкції мають високу СТІЙКІСТЬ ДО поверхневих електричних розрядів, сонячної радіації, пилу, забруднень, змін температури, ударів, експлуатаційних електричних і механічних впливів Крім того, полімерні ізолятори володіють високою гідрофобністю і низькою забрудненістю ІЗОЛЯЦІЙНИХ поверхонь, не потребують омивання, чищення, дефектування, профілактичних робіт Вказані властивості полімерних ізолюючих конструкцій забезпечують їх високу надійність і ДОВГОВІЧНІСТЬ, і, отже, зниження витрат при їх монтажі, транспортуванні і експлуатації, а також підвищення надійності електропостачання об'єктів Новизна заявляємої конструкції при виготовленні ізоляторів полягає у використанні ізоляторів з суцільнолитої захисної оболонки, яка не має стиків між окремими ребрами Виконання ізолюючого елемента у вигляді суцільнолитої оболонки дозволяє підвищити експлуатаційну надійність полімерного ізолятора, а також підвищити електричну і механічну МІЦНІСТЬ прикордонного шару між електроізоляційним стержнем і ізолюючим елементом, виключити розгерметизацію ізолятора між кільцевими ребрами за рахунок виключення роз'ємів, знизити енергоємність, трудомісткість і підвищити технологічність його виготовлення за рахунок виключення операцій монтажу У свою чергу, ефективні співвідношення геометричних параметрів ребер і оболонки дозволяють досягнути оптимальних експлуатаційних і технологічних характеристик полімерних ізоляторів До основних експлуатаційних характеристик полімерних ізоляторів відносять Ев р h - напруженість електричного поля, при якій відбувається розряд по поверхні ізолятора в забрудненому і зволоженому стані (кВ/см), Т трекінго-ерозійна СТІЙКІСТЬ Це час від початку експлуатації до моменту утворення провідної доріжки (грека), до якої ввели вуглець, або ерозії поверхні оболонки на критичну глибину Трек і ерозія утворюються при одночасному впливі електричного поля і туману, утвореного розпиленням солоної води заданої електропровідності (години) Трекінго-ерозійна СТІЙКІСТЬ макетів ізолятора визначалася в камері солоного туману по методиці ГОСТ 28856-90 До технологічних характеристик полімерних ізоляторів відносять СТІЙКІСТЬ (здатність) до витягання оболонки (ребер) з литтєвої форми без відриву ребер і роздирання гуми в МІСЦІ сполучення ребра і ствола оболонки При цьому сукупність параметрів ребра і оболонки повинні бути такою, щоб забезпечити отримання максимально високих вказаних експлуатаційних і технологічних характеристик Було встановлено, що вищезгадані геометричні параметри захисної ребристої оболонки полімерного ізолятора є взаємопов'язаними Необхідність дотримання вищезгаданих співвідношень зумовлена пружно-міцнісними властивостями матеріалу суцільнолитої оболонки (такими, як умовна МІЦНІСТЬ, відносне подовження і залишкова деформація) Попереднє нанесення на склопластиковий електроізоляційний стержень зв'язуючої речовини дозволяє підвищити технологічність способу, а також механічну і електричну МІЦНІСТЬ прикордонного шара за рахунок його ЦІЛІСНОСТІ І рівномірності Загалом виготовлення полімерного ізолятора в литтєвій пресі-формі, в яку еластомер подають під тиском 3,5-7,5МПа і обробляють його при тем 60951 пературі 100-180°С протягом 5-30 хвилин, дозвовимогами ТУ 38 103693-90, а також ТУ У6ляє отримувати очікуваний технічний результат 00151644 108-97 Винахід ілюструється графічним матеріалом, При зменшенні цього тиску (нижнього кордону де на фіг 1 показаний загальний вигляд тиску) Р
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for forming a polymeric casing of an insulator
Автори англійськоюAdeikin Ihor Oleksandrovych, Adeikin Oleksii Oleksandrovych, Clyavlin Valeriy Volodymyrovich
Назва патенту російськоюСпособ формования полимерной оболочки изолятора
Автори російськоюАдейкин Игорь Александрович, Адейкин Алексей Александрович, Клявлин Валерий Владимирович
МПК / Мітки
МПК: H01B 17/00, H01B 19/00, H01B 17/20
Мітки: полімерної, оболонки, спосіб, формування
Код посилання
<a href="https://ua.patents.su/7-60951-sposib-formuvannya-polimerno-obolonki.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування полімерної оболонки</a>
Спосіб виготовлення суцільнолитої полімерної оболонки ізолятора
Номер патенту: 68546
Опубліковано: 15.08.2005
Автори: Адейкін Ігор Олександрович, Гуренко Іван Станіславович, Адейкін Олексій Олександрович, Клявлін Валерій Володимирович, Голубєв Олександр Вікторович
МПК: H01B 19/00, H01B 17/00, H01B 17/20
Мітки: оболонки, суцільнолитої, спосіб, виготовлення, полімерної, ізолятора
Формула / Реферат:
Спосіб відновлювального лікування дітей, які прооперовані з приводу вродженої вади серця, що включає кардіотрофічну, антибіотикотерапію з інотропною підтримкою міокарду, який відрізняється тим, що додатково призначають східний масаж, складений з елементів лінійного та точечного масажу, при цьому лінійний масаж виконують прийомами погладжування долонею з натисканням і вібрацією, які виконують кінчиками І, II і III пальців уздовж меридиану...
Спосіб виготовлення полімерної оболонки ізолятора
Номер патенту: 68543
Опубліковано: 16.05.2005
Автори: Гуренко Іван Станіславович, Голубєв Олександр Вікторович, Клявлін Валерій Володимирович, Адейкін Ігор Олександрович, Адейкін Олексій Олександрович
МПК: H01B 19/00, H01B 17/00
Мітки: виготовлення, ізолятора, полімерної, спосіб, оболонки
Формула / Реферат:
1. Спосіб управління польотом коректованого літального апарату який включає запуск безпілотного літального апарату для виходу в район доставки, наведення безпілотного літального апарату на місце доставки пуск після запуску безпілотного літального апарату іншого безпілотного літального апарату-носія корисного вантажу в район доставки управління польотом безпілотного літального апарату за допомогою радіокомандної лінії управління за допомогою...
Спосіб виготовлення захисної ребристої оболонки полімерного ізолятора
Номер патенту: 68547
Опубліковано: 15.08.2005
Автори: Гуренко Іван Станіславович, Клявлін Валерій Володимирович, Адейкін Ігор Олександрович, Адейкін Олексій Олександрович, Голубєв Олександр Вікторович
МПК: H01B 17/00, H01B 17/20, H01B 19/00
Мітки: ребристої, виготовлення, оболонки, ізолятора, захисної, полімерного, спосіб
Формула / Реферат:
П'єзоелектричний перетворювач механічних величин містить п'єзоелемент з електродами та два узгоджувальних підсилювачі, один з яких підсилювач заряду, а інший - підсилювач напруги. П'єзоелемент виконаний у вигляді прямокутного паралелепіпеда з трьома парами електродів. Електроди розташовані на гранях, які перпендикулярні вектору поляризації Р. Вектор сили F прикладений до п'єзоелементу паралельно вектору поляризації Р.
Плазмідний експресуючий вектор ркs 103, маючий послідовність днк, відповідаючу за експресію в бактеріях e.coli злитного білка оболонки оболонки trepanema pallidum
Номер патенту: 14744
Опубліковано: 04.02.1997
Автори: Чєрєпанов Пьотр Алєксєєвіч, Мартиненко Дмитро Леонідович, Міхайлова Татьяна Гавріловна, Чумак Ростислав Максимович
МПК: C12N 15/70, C12N 15/31, C12N 15/62
Мітки: експресію, e.coli, злитного, експресуючий, послідовність, маючий, плазмідний, оболонки, білка, бактеріях, ркs, trepanema, вектор, відповідаючу, днк, pallidum
Формула / Реферат:
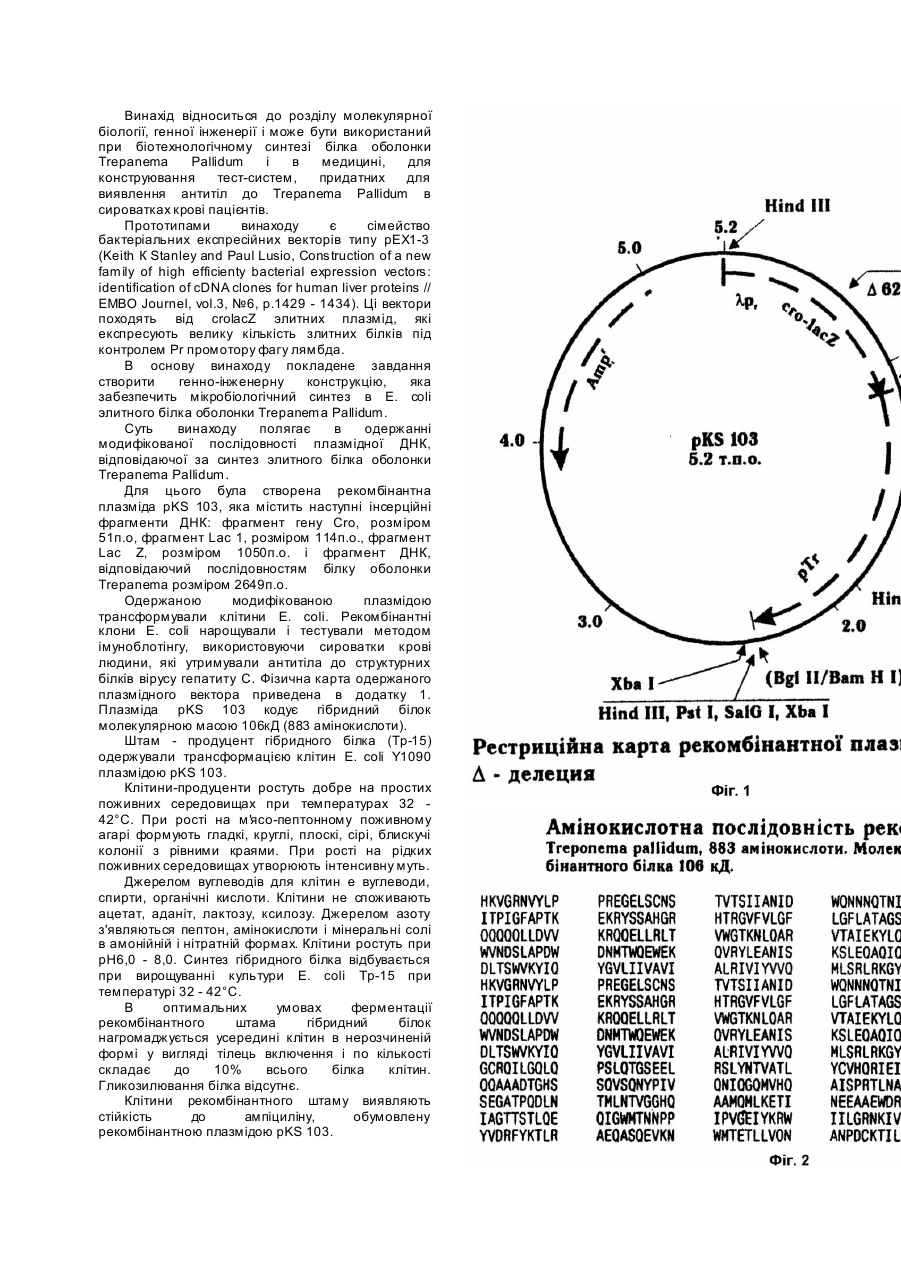
Плазмідний експресуючий вектор pKS 103, маючий послідовність ДНК, відповідаючу за експресію в бактеріях Е.соlі элитного білка оболонки Тгерапетоа Pallidum, який кодує під контролем промотора фага лямбда послідовність білка, відповідаючу за експресію в бактеріях Е.соlі злитного білка оболонки Trepanema Pallidum загальною формулою (N-бета-СаІ-рТr-СООН), молекулярною масою 106 кД, що продукує штам бактерій Е.соlі Тр 15.
Полімерний ізолятор і спосіб його виготовлення
Номер патенту: 52084
Опубліковано: 15.07.2005
Автори: Адейкін Ігор Олександрович, Пономаренко Сергій Данилович, Шумілов Юрій Миколайович
МПК: H01B 19/00, H01B 17/00
Мітки: ізолятор, спосіб, полімерний, виготовлення
Формула / Реферат:
Спосіб хірургічного лікування низькорозміщених кровоточивих виразок дванадцятипалої кишки, що передбачає економну резекцію шлунка, передню стовбурову ваготомію, подовжню дуоденотомію, екстериоризацію і прошивання кровоточивої виразки, формування гастроентероанастомозу за Ру, який відрізняється тим, що мобілізують відрізок-вставку порожньої кишки і вшивають його проксимальний кінець в неушиту культю дванадцятипалої кишки, а дистальний вшивають...
Попередній патент: Спосіб виготовлення захисної ребристої оболонки полімерного ізолятора
Наступний патент: Проміжний ківш машини безперервного лиття заготовок
Випадковий патент: Робоче обладнання екскаватора