Спосіб ласко-пф калібрування сипучих часток
Номер патенту: 69018
Опубліковано: 16.08.2004
Автори: Фадєєв Леонід Васильович, Приходькін Олександр Сергійович
Формула / Реферат
Спосіб калібрування сипучих часток шляхом просівання сипучих часток через сито з каліброваними наскрізними отворами, який відрізняється тим, що просівання сипучих часток здійснюють через сито з наскрізними отворами у вигляді каналів-пасток з нахилом прохідного перерізу наскрізних отворів до поверхні сита під кутом ![]() , де в каналах-пастках одна з двох протилежних внутрішніх частин поверхні стінок є внутрішньою похилою поверхнею сита, а друга - зовнішньою похилою поверхнею сита.
, де в каналах-пастках одна з двох протилежних внутрішніх частин поверхні стінок є внутрішньою похилою поверхнею сита, а друга - зовнішньою похилою поверхнею сита.
Текст
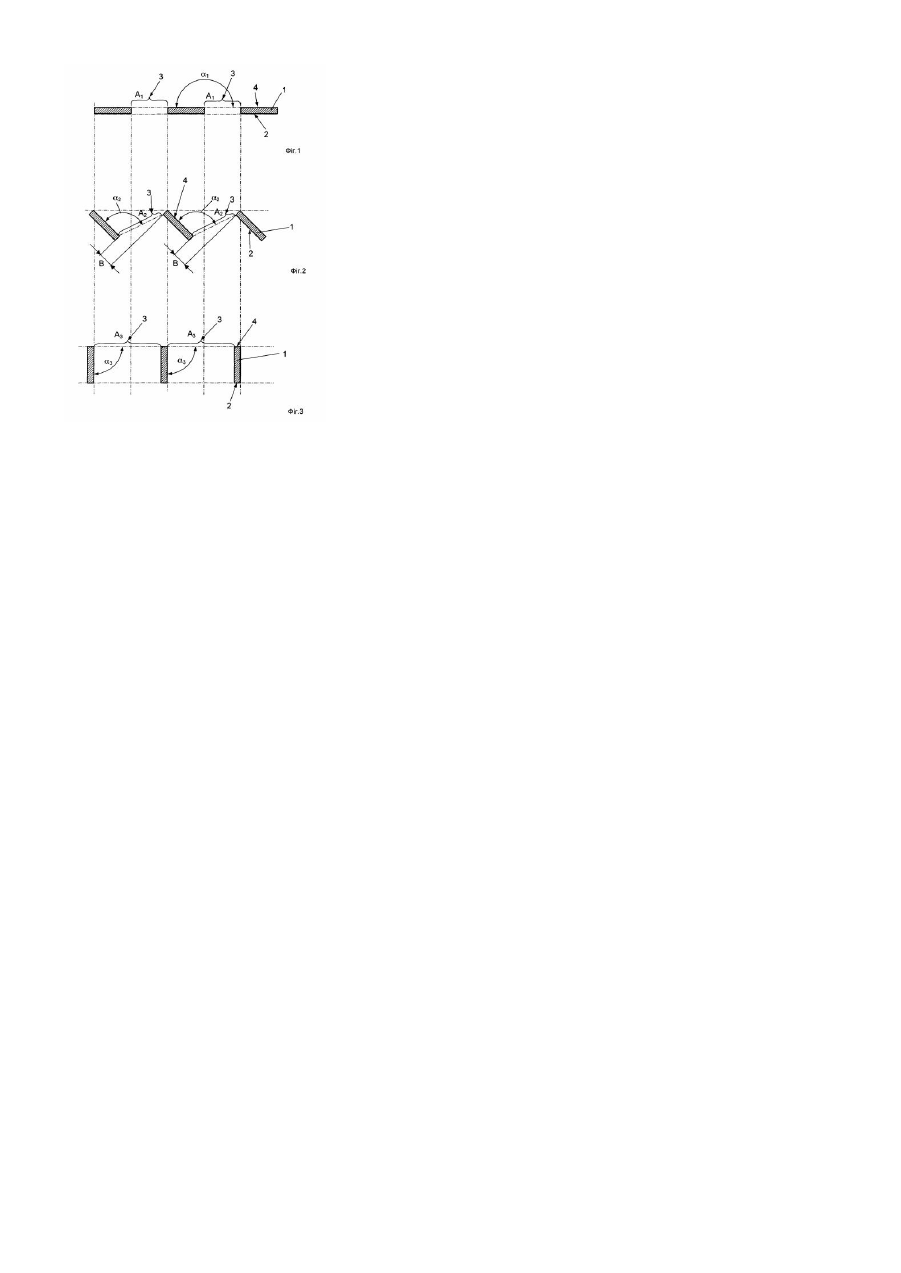
Винахід відноситься до промислових способів поділу сипучих часток по товщині на фракції, переважно насіння рослин, наприклад, насіння соняшника. Винахід може використовува тися в сільському господарстві, фермерському господарстві, насінництві, масложировій, кондитерській, зернопереробній промисловості. Відомий спосіб калібрування сипучих часток, реалізований у пристрої (див. Патент України №20833А, МПК В07В1/46. Опубл. 27.02.98. Бюл. №1), шляхом просівання сипучих часток через сито з каліброваними наскрізними отворами. Відомим способом сипучі частки просівають через похиле коливне сито з каліброваними щілинними отворами чи щілинними каналами. Сито є частиною калібрувальної машини. Сипучі частки рухаються по похилому ситу шаром до моменту просівання окремих сипучих часток через його щілинні отвори. Частки при русі по ситу розташовуються на ньому хаотично стосовно отворів сита. Сипучі частки тривимірної форми мають довжину, ширину і товщину. Товщина вважається найменшим розміром. Наприклад, при поділі насіння соняшника відомим способом окремі частки, що калібруються, перекривають прохідний перетин щілинних каналів сита і, не змінюючи орієнтації свого положення, рухаються під дією коливного сита, не провалюючись в щілинні отвори, аж до наступних сит більшого калібру прохідного перетину щілинних отворів сита, що не дозволяє більш дрібним часткам сипучого матеріалу проходити через щілинні отвори сита там, де це потрібно, що погіршує якість отриманих фракцій, тобто у фракції великих часток попадають частки дрібних фракцій, що неприпустимо. Відомий спосіб калібрування сипучих часток має недостатню якість поділу на фракції по товщині часток складної тривимірної форми. Ціль винаходу - підвищення швидкості і якості калібрування сипучих часток за рахунок прискорення змушеного зісковзування товщиною сипучих часток, що калібруються, з поверхні сита в отвори сита й усунення попадання сипучих часток однієї фракції в іншу. Пропонується спосіб ЛАСКО-ПФ калібрування сипучих часток, шляхом просівання сипучих часток через сито з каліброваними наскрізними отворами, згідно винаходу, який відрізняється тим, що просівання сипучих часток здійснюють через сито з наскрізними отворами у вигляді каналів-пасток з нахилом прохідного перетину наскрізних отворів до поверхні сита під кутом а, де в каналах-пастках одна з двох протилежних внутрішніх частин поверхні стінок є внутрішньою похилою поверхнею сита, а друга - зовнішньою похилою поверхнею сита. Технічний результат: підвищується швидкість і якість калібрування сипучих часток за рахунок прискорення змушеного зісковзування товщиною сипучих часток, що калібруються, з поверхні сита в отвори сита, усувається попадання сипучих часток однієї фракції в іншу. Підвищена якість поділу часток на фракції по товщині досягається тим, що просівання сипучих часток здійснюють на спеціальному ситі з наскрізними отворами у вигляді каналів-пасток. Канали-пастки утворені між стінками сита. Стінки сита нахилені під кутом а до прохідних перетинів наскрізних отворів. У каналів-пасток одна з двох протилежних внутрішніх частин поверхні стінок є внутрішньою поверхнею сита, а друга - зовнішньою поверхнею сита. Кут а більше 90 градусів але менше 180 градусів. Сито сконструйовано так, що частки при русі по ситу постійно вимушені набігати на пастки чи відступати від каналів-пасток. При цьому частки зісковзують з одночасним зворотно-поступальним переміщенням по похилих стінках зовнішньої поверхні сита. При цьому канали-пастки здійснюють ворошіння шару, що рухається, підвищуючи тим імовірність підходу до отворів необхідних для калібрування часток і наступного їхнього проходу крізь сито. Утворюється циркуляція сипучих часток перед кожним прохідним перетином наскрізних отворів сита з одночасним транзитом невідповідних по калібру часток на сход із сита. Наприклад, насіння соняшника при русі на ситі щораз змушене переорієнтуватися в просторі циркуляційного шару щодо щілинних отворів сита і лягати на ситі перед наскрізними отворами на новий бочок, що сприяє необхідній орієнтації по товщині насіння соняшника чи по товщині часток складної об'ємної форми чи взагалі по найменшому з трьох розмірів часток (товщині, ширині, довжині) і частка швидше проходить через щілинний отвір. Необхідні для калібрування частки швидше знаходять прийнятне положення для проходу через наскрізні отвори. Інші мети, особливості, переваги і можливості використання винаходу видні з нижчеподаногоопису прикладів виконання на підставі малюнків. При цьому всі описані і/чи графічно представлені ознаки самі по собі чи в будьякій розумній комбінації складають предмет винаходу. Незалежно від загальних вимог чи зворотного зв'язку. Фіг.1. СПОСІБ ЛАСКО-ПФ КАЛІБРУВАННЯ СИПУЧИХ ЧАСТОК. Схематичний фрагмент перетину сита по каліброваних отворах без нахилу прохідного перетину наскрізного отвору до поверхні сита. Фіг.2. СПОСІБ ЛАСКО-ПФ КАЛІБРУВАННЯ СИПУЧИХ ЧАСТОК. Схематичний фрагмент перетину сита по каліброваних отворах з на хилом прохідного перетину наскрізного отвору до поверхні сита. Фіг.3. СПОСІБ ЛАСКО-ПФ КАЛІБРУВАННЯ СИПУЧИХ ЧАСТОК. Схематичний фрагмент перетину сита по каліброваних отворах з нахилом прохідного перетину наскрізного отвору до стінок каналів поверхні сита під кутом a 2 у 90 градусів. Перелік позначень на кресленнях 1 - сито; 2 - зовнішня похила поверхня сита 1; 3 - прохідний перетин наскрізних щілинних отворів сита 1; 4 - внутрішня похила поверхня сита 1. a - кут на хилу прохідного перетину 3 наскрізних отворів до поверхні сита 1; a 1 - верхнє крайнє значення кута нахилу прохідного перетину наскрізного отвору до поверхні сита рівне 180 градусів, що має місце при плоскому ситі; a 2 - проміжне значення кута нахилу прохідного перетину наскрізного отвору до поверхні сита, наприклад, рівне 45 градусів; a 3 - нижнє крайнє значення кута нахилу прохідного перетину наскрізного отвору до поверхні сита рівне 90 градусів, що має місце в іншому різновиді плоского сита; А1 , А2, А3 - прохідний перетин наскрізних отворів сита, де А1 менше А2 , а А2 менше А3; В - величина зазору В між нормалями до площин стінок 2,4 каналів-пасток. У конкретному прикладі реалізації способу ЛАСКО-ПФ калібрування сипучих часток на кресленнях (див. фігури 1-3) показані фрагменти щілинного сита 1 для калібрування по товщині сипучих часток по найменшому розміру сипучи х часток. Ширина сипучих часток відповідає найменшому розміру сипучи х часток. Максимальна товщина сипучи х часток менше максимальної ширини сипучих часток, а максимальна ширина сипучих часток менше максимальної довжини сипучих часток. Сита 1 можуть бути встановлені в калібрувальній машині з можливістю робити зворотно-поступальні коливання уздовж або поперек щілинних отворів. Кожне сито 1 виконане з тонкої перфорованої пластини, наприклад, листа з нержавіючої сталі. Сито 1 має, щонайменше, один ряд щілинних отворів із прохідним перетином шириною А. Поверхня сита містить подовжні перемички, що утворені в тонкій пластині після виконання в ній щілинних отворів і повороту перемичок щодо прохідного перетину на необхідний кут a від 90 до 180 градусів методом штампування чи іншим способом. Прохідні перетини 3 наскрізних отворів у заготівках плоского сита 1, утворені при виготовленні перфорацій у заготівках для наступного виготовлення сит 1 різного прохідного перетину 3 (див. фігур у 1), мають мінімальне значення при виробництві каліброваного набору сит 1 і збільшуються при нахилі прохідного перетину наскрізних отворів щодо поверхні сита 1 на кут a. Максимальна величина прохідного перетину 3 наскрізних отворів у ситі 1 можлива при нахилі прохідного перетину 3 наскрізних отворів щодо поверхні сита 1 на кут a 3 величиною 90 градусів (див. фігур у 3). За допомогою повороту прохідного перетину 3 наскрізних отворів щодо поверхні перемичок сита досягається спрощення виробництва набору сит 1 різного калібру, за рахунок використання однієї і тієї ж плоскої листової заготівки сита з мінімальним прохідним перетином 3 для наступного виготовлення набору каліброваних сит з можливістю збільшення до двох разів величини прохідного перетину 3 наскрізних отворів у ситі 1, що дозволяє уніфікува ти виготовлення сит 1 і знизити собівартість виготовлення сит 1 при промисловому їхньому виробництві. Крім того, робочою поверхнею сита 1 є зовнішня похила поверхня 2 сита 1, по якій зісковзують у щілинні наскрізні отвори частки тією чи іншою стороною, і на якій частки само орієнтуються в стійке положення товщиною до прохідного перетину 3 шириною А кожним наскрізним отвором. Сито 1 з наскрізними отворами у вигляді каналів-пасток між стінками 2, 4 сита 1, що нахилені під кутом а до прохідних перетинів наскрізних отворів (див. Фіг.2) таким чином, щоб величина зазору В між нормалями до площин стінок 2, 4 каналів-пасток, що проходять вздовж по кромках двух суміжних стінок 2, 4, дорівнювала або була більшою від нуля, а кромки двох суміжних стінок 2, 4 каналів-пасток належали площині, в якій лежить прохідний перетин 3 кожного наскрізного отвору сита 1. У каналів-пасток одна з двох протилежних внутрішніх частин поверхні стінок є внутрішньою похилою поверхнею 4 сита 1, а друга - зовнішньою похилою поверхнею 2 сита 1. Спосіб здійснюється таким чином. На коливне сито 1 у калібрувальній машині безупинно надходить насіння соняшника, що шаром товщиною 0,002-0,003м від початку сита 1 безупинно переміщається до кінця сита 1. Спочатку частки на ситі 1 розташовуються хаотично шаром, але в міру їхнього просування по коливному ситу 1 частина часток звалюється на бочок на похилі верхні поверхні подовжніх перемичок сита 1. Просівання сипучих часток здійснюють на спеціальному ситі з наскрізними отворами у вигляді каналів-пасток між стінками 2, 4 сита 1, що нахилені під кутом а до прохідних перетинів наскрізних отворів (див. Фіг.2) таким чином, щоб величина зазору В між нормалями до площин стінок 2,4 каналів-пасток, що проходять вздовж по кромках двух суміжних стінок 2, 4, дорівнювала або була більшою від нуля, а кромки двох суміжних стінок 2,4 каналів-пасток належали площині, в якій лежить прохідний перетин 3 кожного наскрізного отвору сита 1. Це дає змогу вільно проходити часткам крізь сито 1 і не забивати його наскрізні отвори. При таких умовах стінки двох суміжних стінок 2, 4 не затискають в клин частки при їх проході крізь сито 1, що при коливанні сита призводить до самоочищення прохідного перетину 3 наскрізних отворів сита 1 при зіткненні часток одна на одну, що підштовхує одна одну при проході крізь наскрізні отвори сита 1. У процесі просівання частки при русі по ситу постійно вимушені набігати на пастки чи відступати від каналівпасток. При цьому частки зісковзують з одночасним зворотно-поступальним переміщенням по похилих стінках зовнішньої поверхні сита. При цьому канали-пастки здійснюють ворошіння шару, що р ухається, підвищуючи тим імовірність підходу до отворів необхідних для калібрування часток і наступного їхнього проходу крізь сито. Утворюється додаткова змушена циркуляція сипучих часток перед кожним прохідним перетином наскрізних отворів сита з одночасним транзитом невідповідних по калібру часток на сход із сита. Наприклад, насіння соняшника при русі на ситі щоразу змушене переорієнтуватися в просторі циркуляційного шару щодо щілинних отворів сита і лягати на ситі перед наскрізними отворами на новий бочок, що сприяє необхідній орієнтації по товщині насіння соняшника чи по товщині часток складної об'ємної форми чи взагалі по найменшому з трьох розмірів часток (товщині, ширині, довжині) і частка швидше проходить через щілинний отвір. Необхідні для калібрування частки швидше знаходять прийнятне положення для проходу через наскрізні отвори. Спосіб простий і може бути реалізований для масового виготовлення недорогих пристроїв, що можуть бути привабливі для зернопереробної промисловості, сільських жителів, фермерських господарств і таке інше. Цим способом можливо успішно калібрувати по товщині на фракції насіння рослин, чи подібні їм частки інших сипучих матеріалів з подібною об'ємною формою. Технічний результат: підвищується швидкість і якість калібрування сипучих часток за рахунок прискорення змушеного зісковзування товщиною сипучих часток, що калібруються, з поверхні сита в отвори сита, усувається попадання сипучих часток однієї фракції в іншу.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod lasko-pf for calibrating the friable particles
Автори англійськоюFadieiev Leonid Vasyliovych, Fadieev Leonid Vasyliovych
Назва патенту російськоюСпособ ласко-пф калибрования сыпучих частичек
Автори російськоюФадеев Леонид Васильевич
МПК / Мітки
МПК: B07B 1/46
Мітки: сипучих, часток, спосіб, калібрування, ласко-пф
Код посилання
<a href="https://ua.patents.su/3-69018-sposib-lasko-pf-kalibruvannya-sipuchikh-chastok.html" target="_blank" rel="follow" title="База патентів України">Спосіб ласко-пф калібрування сипучих часток</a>
Калібрувальна машина км-ласко
Номер патенту: 1951
Опубліковано: 15.08.2003
Автори: Фадєєв Леонід Васильович, Приходькін Олександр Сергійович
МПК: B07B 1/46
Мітки: км-ласко, машина, калібрувальна
Формула / Реферат:
Калібрувальна машина КМ-ЛАСКО, що містить сита з безліччю отворів для калібрування сипучих часток, яка відрізняється тим, що сита обладнані пристроєм очищення отворів сит, що має автономний привід з перетворювачем живлення приводу для регулювання швидкості переміщення пристрою очищення отворів сит, щодо отворів сит у залежності від форми чи виду сипучих часток.
Спосіб ласко обрушування олійного насіння та насіннєрушка ласко
Номер патенту: 62645
Опубліковано: 15.12.2003
Автори: Приходькін Олександр Сергійович, Фадєєв Леонід Васильович
МПК: B02B 3/00
Мітки: спосіб, насіннєрушка-2, обрушування, олійного, насіння, ласко
Формула / Реферат:
1. Спосіб обрушування олійного насіння шляхом забезпечення змушеного переміщення насінин з тупими і гострими кінцями під дією відцентрової сили з виключенням можливості зіткнення насінин одна з одною, наступного удару насінин об деку з обрушуванням оболонки насінин, наступного відділення оболонки від ядер насінин повітряним струменем, який відрізняється тим, що для односпрямованої самоорієнтації насінин перед ударом об деку їхніми тупими...
Спосіб визначення гранулометричного складу часток матеріалу
Номер патенту: 60353
Опубліковано: 15.10.2003
Автори: Тесьолкін Володимир Веніамінович, Гончарук Владислав Володимирович
МПК: G01N 21/17, G01N 15/02
Мітки: визначення, часток, матеріалу, спосіб, складу, гранулометричного
Формула / Реферат:
1. Спосіб визначення гранулометричного складу часток матеріалу, що включає обробку часток, які аналізують, світловим потоком, реєстрацію інтенсивності перетвореного частками світлового потоку із наступним визначенням числа часток і їх розмірів, який відрізняється тим, що попередньо формують моношар часток, які аналізують, на плоскій поверхні, моношар часток обробляють плоскопаралельним світловим потоком і реєструють інтенсивність...
Спосіб створення потоку дрібнодисперсних часток рідини
Номер патенту: 66074
Опубліковано: 15.04.2004
Автори: Свиридовський Олександр Сергійович, Якобсон Віктор Едуардович, Кардашов Олексій Петрович, Сехін Петро Олексійович
Мітки: потоку, рідини, спосіб, часток, дрібнодисперсних, створення
Формула / Реферат:
1. Спосіб створення потоку дрібнодисперсних часток рідини, при якому подають під тиском рідину в пристрій для розбризкування, направляють рідину у бік виходу згаданого пристрою для розбризкування, забезпечують дроблення потоку рідини на дрібнодисперсні частки за допомогою пристрою дроблення, а на завершальному етапі викидають згадані дрібнодисперсні частки рідини в протилежний бік від пристрою для розбризкування, який відрізняється тим, що...
Спосіб утворення дрібнодисперсних аерозольних часток рідини
Номер патенту: 60880
Опубліковано: 15.10.2003
Автори: Нікітін Станіслав Петрович, Нікітіна Олена Станіславівна, Глотов Євген Олександрович, Кравцов Михайло Миколайович
МПК: A62C 31/00
Мітки: аерозольних, спосіб, рідини, часток, утворення, дрібнодисперсних
Формула / Реферат:
Спосіб утворення дрібнодисперсних аерозольних часток рідини, що включає розділення основного струменя на окремі проміжні струмені, діаметр кожного з яких менший за діаметр основного струменя, який відрізняється тим, що товщину проміжних струменів зменшують, підкоряючи їх товщину закону розкладення рівняння Нав’є-Стокса, подібно ряду Фур’є, і перетворюють таким чином проміжні струмені в кінці процесу розкладення у відповідності з рівнянням...
Попередній патент: Застосування екстракту родіоли рідкого як антиоксидантного засобу
Наступний патент: Біологічно активна добавка
Випадковий патент: Робоче обладнання для демонтажу труб