Спосіб шліфування торців циліндричних деталей
Формула / Реферат
1. Спосіб шліфування торців циліндричних деталей двома орієнтованими обертовими кругами прямого профілю, складеними з суміжних кільцевих ділянок, заправлених по торцях, відповідно до якого деталі надають кругової подачі в зону різання навколо осі, перпендикулярної до шліфованих поверхонь, який відрізняється тим, що кільцеві ділянки, які прилягають до зовнішніх діаметрів кругів, мають керамічну в'язку і торцями одночасно виконують чорнове шліфування обох торців деталей, які переміщують відносно них, а кільцеві ділянки, що прилягають до посадочних отворів кругів, торцями здійснюють чистове шліфування і мають відповідну характеристику.
2. Спосіб шліфування торців циліндричних деталей за п. 1, який відрізняється тим, що правку торців двох абразивних кругів здійснюють одночасно двома алмазними олівцями, осі яких переміщують по дузі окружності, яка дотикається до посадочних отворів кругів, центр якої співпадає з віссю навколо якої здійснюють кругову подачу деталей в зону обробки.
3. Спосіб шліфування торців циліндричних деталей за п. 1 або 2, який відрізняється тим, що осі деталей в зону різання переміщують по дузі окружності радіусом
Rb=Ra-rd,
де Ra - радіус окружності, по якій переміщують вісь алмазного олівця при правці круга;
rd - середній радіус циліндричної гвинтової пружини стиску або
![]()
де rn - зовнішній радіус циліндричної гвинтової пружини стиску;
rb - внутрішній радіус.
4. Спосіб шліфування торців циліндричних деталей за будь-яким з пп. 1-3, який відрізняється тим, що при врізанні і русі деталі відносно торців кiльцевих ділянок, прилеглих до зовнішніх діаметрів кругів, її фіксують відносно своєї осі, а в зоні торців внутрішніх кільцевих ділянок круга деталь орієнтують і обертають відносно своєї осі.
5. Спосіб шліфування торців циліндричних деталей за будь-яким з пп. 1-4, який відрізняється тим, що при врізанні кінці дроту початкового і кінцевого витків циліндричної гвинтової пружини стиску розміщують симетрично відносно площини, яка проходить через вісь деталі і точку контакту з кругом, з протилежної до неї сторони.
6. Спосіб шліфування торців циліндричних деталей за будь-яким з пп. 1-5, який відрізняється тим, що кільцеві ділянки круга, які прилягають до зовнішного діаметра і посадочного отвору мають керамічну в'язку.
Текст
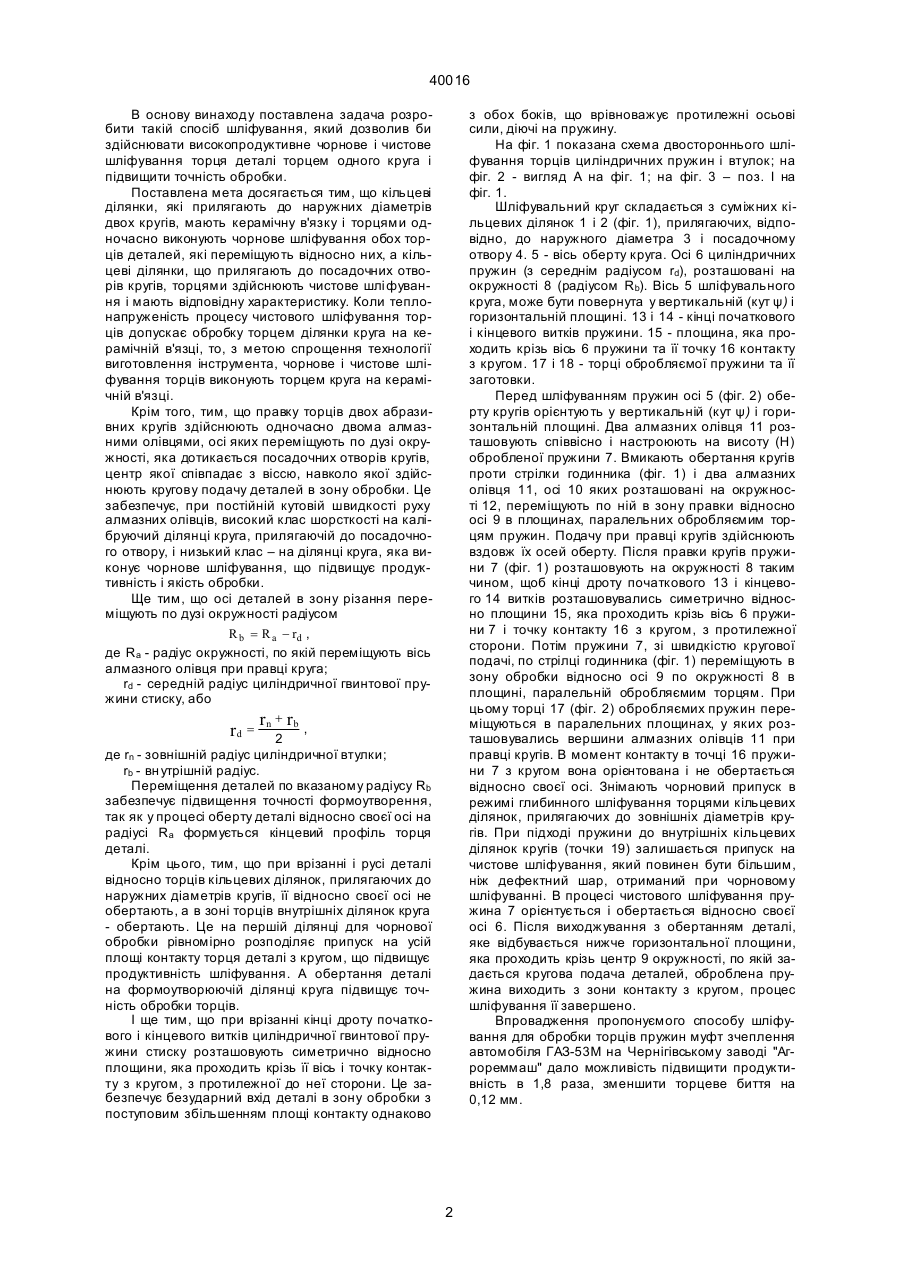
1. Спосіб шліфування торців циліндричних деталей двома орієнтованими обертаючимися кругами прямого профілю, складеними з суміжних кільцевих ділянок, заправлених по торцям, відповідно з яким деталі сполучають кругову подачу в зону різання навколо осі, перпендикулярної до шліфованих поверхонь, який відрізняється тим, що кільцеві ділянки, які прилягають до наружних діаметрів кругів, мають керамічну в'язку і торцями одночасно виконують чорнове шліфування обох торців деталей, які переміщують відносно них, а кільцеві ділянки, що прилягають до посадочних отворів кругів, торцями здійснюють чистове шлі фування і мають відповідну характеристику. 2. Спосіб шліфування торців циліндричних деталей по п. 1, який відрізняється тим, що правку торців двох абразивних кругів здійснюють одночасно двома алмазними олівцями, осі яких переміщують по дузі окружності, яка дотикається посадочних отворів кругів, центр якої співпадає з віссю, навколо якої здійснюють кругову подачу деталей в зону обробки. 3. Спосіб шліфування торців циліндричних деталей по п. 1 або 2, який відрізняється тим, що осі A (54) СПОСІБ ШЛІФУВАННЯ ТОРЦІВ Ц ИЛІНДРИЧНИХ Д ЕТАЛЕЙ 40016 В основу винаходу поставлена задача розробити такій спосіб шліфування, який дозволив би здійснювати високопродуктивне чорнове і чистове шліфування торця деталі торцем одного круга і підвищити точність обробки. Поставлена мета досягається тим, що кільцеві ділянки, які прилягають до наружних діаметрів двох кругів, мають керамічну в'язку і торцями одночасно виконують чорнове шліфування обох торців деталей, які переміщують відносно них, а кільцеві ділянки, що прилягають до посадочних отворів кругів, торцями здійснюють чистове шлі фування і мають відповідну характеристику. Коли теплонапруженість процесу чистового шліфування торців допускає обробку торцем ділянки круга на керамічній в'язці, то, з метою спрощення технології виготовлення інструмента, чорнове і чистове шліфування торців виконують торцем круга на керамічній в'язці. Крім того, тим, що правку торців двох абразивних кругів здійснюють одночасно двома алмазними олівцями, осі яких переміщують по дузі окружності, яка дотикається посадочних отворів кругів, центр якої співпадає з віссю, навколо якої здійснюють кругову подачу деталей в зону обробки. Це забезпечує, при постійній кутовій швидкості руху алмазних олівців, високий клас шорсткості на калібруючий ділянці круга, прилягаючій до посадочного отвору, і низький клас – на ділянці круга, яка виконує чорнове шліфування, що підвищує продуктивність і якість обробки. Ще тим, що осі деталей в зону різання переміщують по дузі окружності радіусом R b = R a - rd , де Ra - радіус окружності, по якій переміщують вісь алмазного олівця при правці круга; rd - середній радіус циліндричної гвинтової пружини стиску, або r +r rd = n 2 b , де rn - зовнішній радіус циліндричної втулки; rb - вн утрішній радіус. Переміщення деталей по вказаному радіусу Rb забезпечує підвищення точності формоутворення, так як у процесі оберту деталі відносно своєї осі на радіусі Ra формується кінцевий профіль торця деталі. Крім цього, тим, що при врізанні і русі деталі відносно торців кільцевих ділянок, прилягаючих до наружних діаметрів кругів, її відносно своєї осі не обертають, а в зоні торців внутрішніх ділянок круга - обертають. Це на першій ділянці для чорнової обробки рівномірно розподіляє припуск на усій площі контакту торця деталі з кругом, що підвищує продуктивність шліфування. А обертання деталі на формоутворюючій ділянці круга підвищує точність обробки торців. І ще тим, що при врізанні кінці дроту початкового і кінцевого витків циліндричної гвинтової пружини стиску розташовують симетрично відносно площини, яка проходить крізь її вісь і точку контакту з кругом, з протилежної до неї сторони. Це забезпечує безударний вхід деталі в зону обробки з поступовим збільшенням площі контакту однаково з обох боків, що врівноважує протилежні осьові сили, діючі на пружину. На фіг. 1 показана схема двостороннього шліфування торців циліндричних пружин і втулок; на фіг. 2 - вигляд А на фіг. 1; на фіг. 3 – поз. І на фіг. 1. Шліфувальний круг складається з суміжних кільцевих ділянок 1 і 2 (фіг. 1), прилягаючих, відповідно, до наружного діаметра 3 і посадочному отвору 4. 5 - вісь оберту круга. Осі 6 циліндричних пружин (з середнім радіусом rd), розташовані на окружності 8 (радіусом Rb). Вісь 5 шліфувального круга, може бути повернута у вертикальній (кут ψ) і горизонтальній площині. 13 і 14 - кінці початкового і кінцевого витків пружини. 15 - площина, яка проходить крізь вісь 6 пружини та її точку 16 контакту з кругом. 17 і 18 - торці обробляємої пружини та її заготовки. Перед шліфуванням пружин осі 5 (фіг. 2) оберту кругів орієнтують у вертикальній (кут ψ) і горизонтальній площині. Два алмазних олівця 11 розташовують співвісно і настроюють на висоту (Н) обробленої пружини 7. Вмикають обертання кругів проти стрілки годинника (фіг. 1) і два алмазних олівця 11, осі 10 яких розташовані на окружності 12, переміщують по ній в зону правки відносно осі 9 в площинах, паралельних обробляємим торцям пружин. Подачу при правці кругів здійснюють вздовж їх осей оберту. Після правки кругів пружини 7 (фіг. 1) розташовують на окружності 8 таким чином, щоб кінці дроту початкового 13 і кінцевого 14 витків розташовувались симетрично відносно площини 15, яка проходить крізь вісь 6 пружини 7 і точку контакту 16 з кругом, з протилежної сторони. Потім пружини 7, зі швидкістю кругової подачі, по стрілці годинника (фіг. 1) переміщують в зону обробки відносно осі 9 по окружності 8 в площині, паралельній обробляємим торцям. При цьому торці 17 (фіг. 2) обробляємих пружин переміщуються в паралельних площинах, у яких розташовувались вершини алмазних олівців 11 при правці кругів. В момент контакту в точці 16 пружини 7 з кругом вона орієнтована і не обертається відносно своєї осі. Знімають чорновий припуск в режимі глибинного шліфування торцями кільцевих ділянок, прилягаючих до зовнішніх діаметрів кругів. При підході пружини до внутрішніх кільцевих ділянок кругів (точки 19) залишається припуск на чистове шліфування, який повинен бути більшим, ніж дефектний шар, отриманий при чорновому шліфуванні. В процесі чистового шліфування пружина 7 орієнтується і обертається відносно своєї осі 6. Після виходжування з обертанням деталі, яке відбувається нижче горизонтальної площини, яка проходить крізь центр 9 окружності, по якій задається кругова подача деталей, оброблена пружина виходить з зони контакту з кругом, процес шліфування її завершено. Впровадження пропонуємого способу шліфування для обробки торців пружин муфт зчеплення автомобіля ГАЗ-53М на Чернігівському заводі "Агрореммаш" дало можливість підвищити продуктивність в 1,8 раза, зменшити торцеве биття на 0,12 мм. 2 40016 Фіг. 1 Фіг. 2 К збільшено Фіг. 3 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Автори англійськоюKalchenko Volodymyr Vitaliiovych
Автори російськоюКальченко Владимир Витальевич
МПК / Мітки
Мітки: торців, шліфування, спосіб, деталей, циліндричних
Код посилання
<a href="https://ua.patents.su/3-40016-sposib-shlifuvannya-torciv-cilindrichnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування торців циліндричних деталей</a>
Спосіб шліфування циліндричних і торцевих поверхонь

Номер патенту: 40015
Опубліковано: 16.07.2001
Автори: Кальченко Віталій Іванович, Кальченко Володимир Віталійович
Мітки: поверхонь, шліфування, циліндричних, торцевих, спосіб
Формула / Реферат:
1. Спосіб шліфування циліндричних і торцевих поверхонь обертовим кругом прямого профілю, складеним з суміжних кільцевих ділянок, відповідно до якого шліфувальний круг вводять в контакт з оброблюваною деталлю, переміщують вздовж осі її обертання і перпендикулярно до неї, який відрізняється тим, що шліфування циліндричних поверхонь здійснюють периферією круга, а його торцем шліфують торці групи деталей, які переміщують відносно круга в площині,...
Спосіб шліфування некруглих деталей
Номер патенту: 37950
Опубліковано: 15.05.2001
Автори: Уварова Юлія Леонідівна, Грабченко Анатолій Іванович, Мамаліс Атанас, Гаращенко Ярослав Миколайович, Доброскок Володимир Ленінмирович
МПК: B24B 1/00, B24B 17/00
Мітки: шліфування, спосіб, некруглих, деталей
Текст:
...заготівки і її закріплення. Після цього проводиться наступний цикл обробки. Приклад. Робилося шліфування багатогранних ріжучих пластин із твердого сплаву Т15К6 по задній поверхні на універсально-заточувальному верстаті мод. ЗД642Е, модернізованому для здійснення запропонованого способу шліфування. При шліфуванні використовувався ча шковий алмазний круг діаметром 150 мм, із шириною алмазного шару 10 мм. Характеристика круга: марка алмазів -...
Спосіб відновлення спрацьованих циліндричних деталей
Номер патенту: 13143
Опубліковано: 28.02.1997
Автори: Тетянич Іван Костянтинович, Орлова Людмила Володимирівна
МПК: B23K 11/06, B23P 6/00
Мітки: спосіб, циліндричних, спрацьованих, деталей, відновлення
Формула / Реферат:
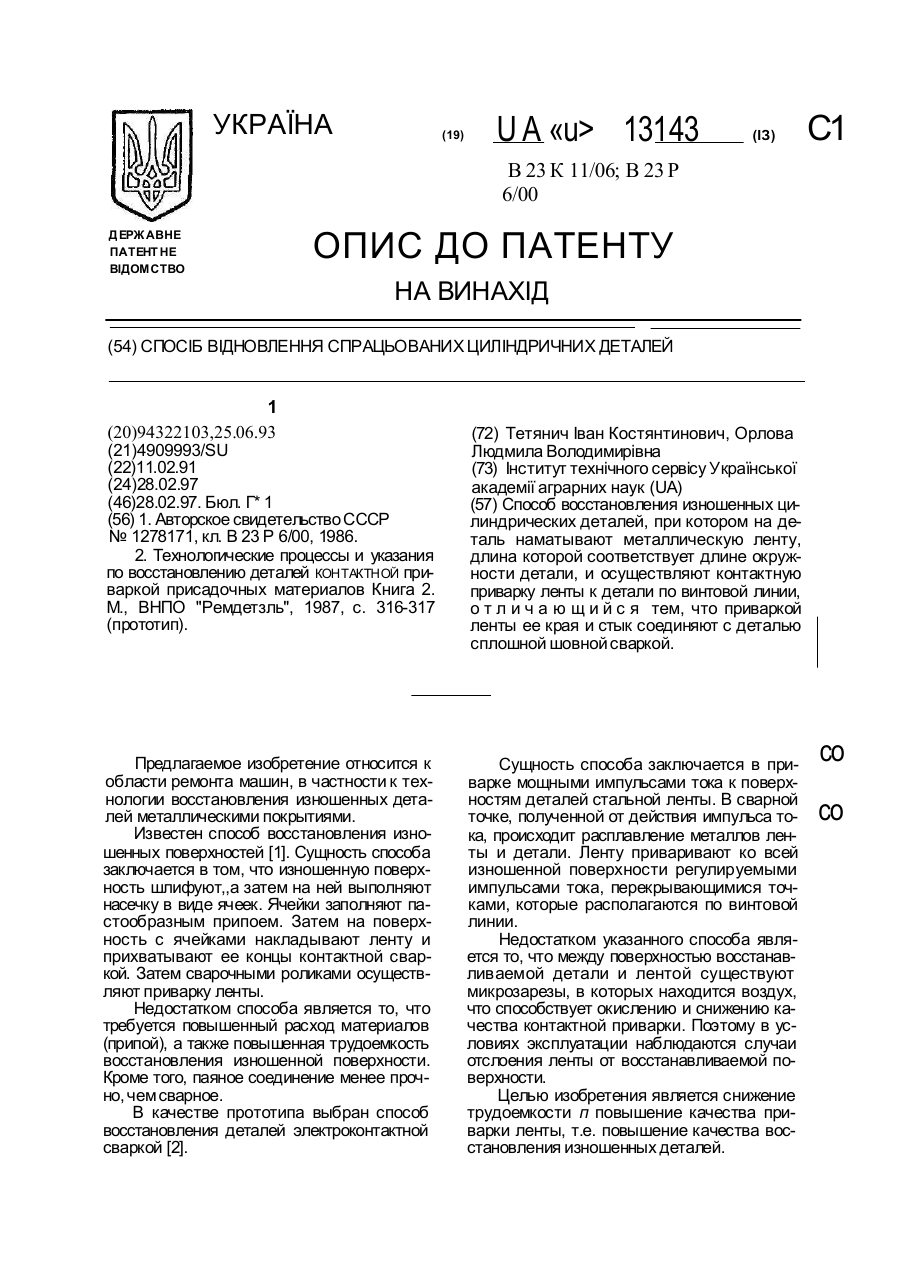
(57) Способ восстановления изношенных цилиндрических деталей, при котором на деталь наматывают металлическую ленту, длина которой соответствует длине окружности детали, и осуществляют контактную приварку ленты к детали по винтовой линии, отличающийся тем, что приваркой ленты ее края и стык соединяют с деталью сплошной шовной сваркой.
Безцентровошліфувальний верстат для обробки зовнішніх поверхонь циліндричних деталей
Номер патенту: 20238
Опубліковано: 15.07.1997
Автори: Логовський Євген Іванович, Корбут Микола Антонович, Шишиць Микола Пилипович
МПК: B24B 5/00
Мітки: безцентровошліфувальний, зовнішніх, циліндричних, деталей, поверхонь, обробки, верстат
Формула / Реферат:
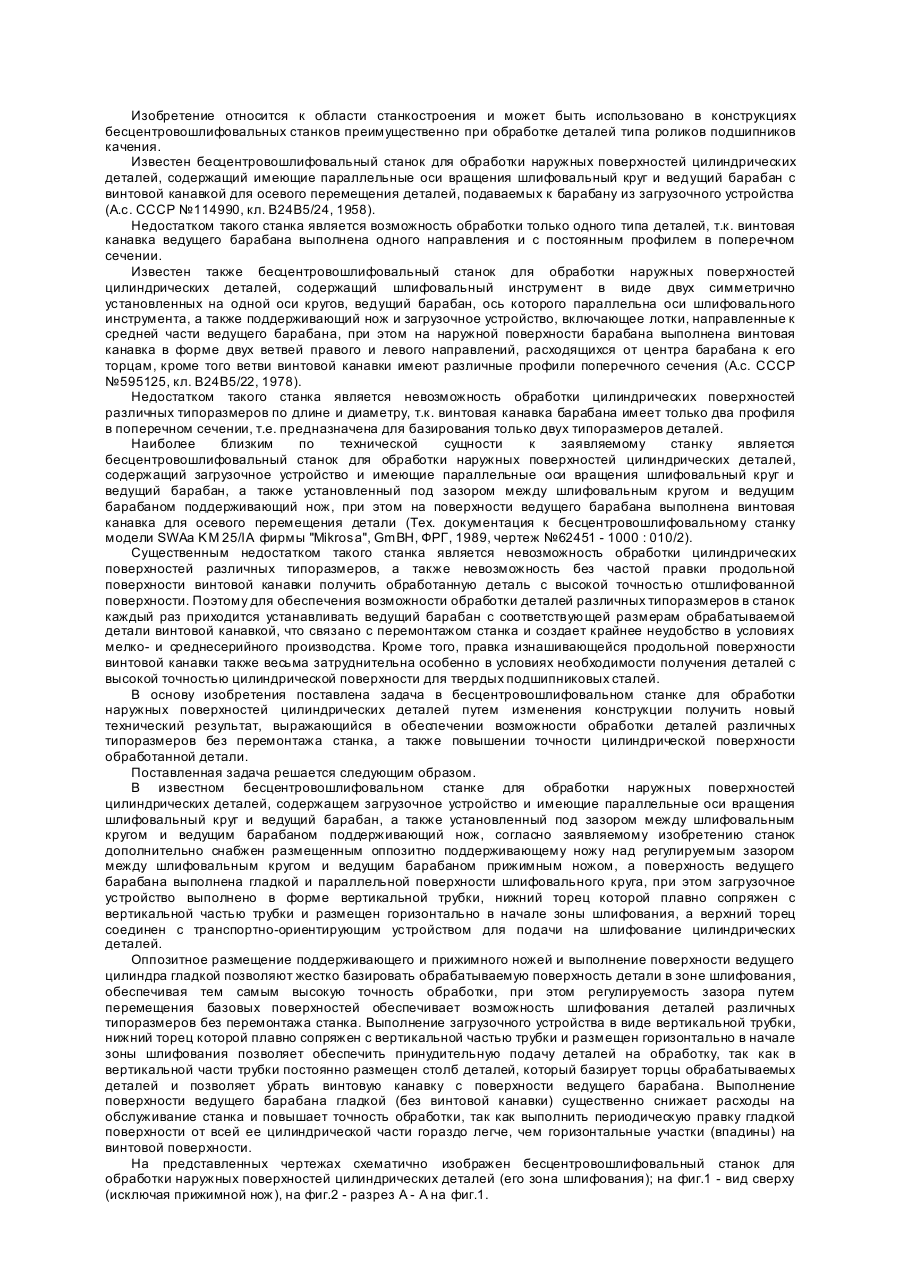
Бесцентрошлифовальный станок для обработки наружных поверхностей цилиндрических деталей, содержащих загрузочное устройство и имеющее параллельные оси вращения шлифовальный круг и ведущий барабан, а также установленный под зазором между шлифовальным кругом и ведущим барабаном поддерживающий нож, отличающийся тем, что станок дополнительно снабжен размещенным оппозитно поддерживающему ножу над регулируемым зазором между шлифовальным кругом...
Спосіб шліфування та полірування деталей складної конфігурації та пристрій для його здійснення
Номер патенту: 6457
Опубліковано: 29.12.1994
Автори: Каленський Едуард Борисович, Пісьман Лазар Ісаакович, Кац Леонід Соломонович
МПК: B24B 7/00, B23Q 41/00
Мітки: деталей, здійснення, спосіб, складної, шліфування, конфігурації, пристрій, полірування
Формула / Реферат:
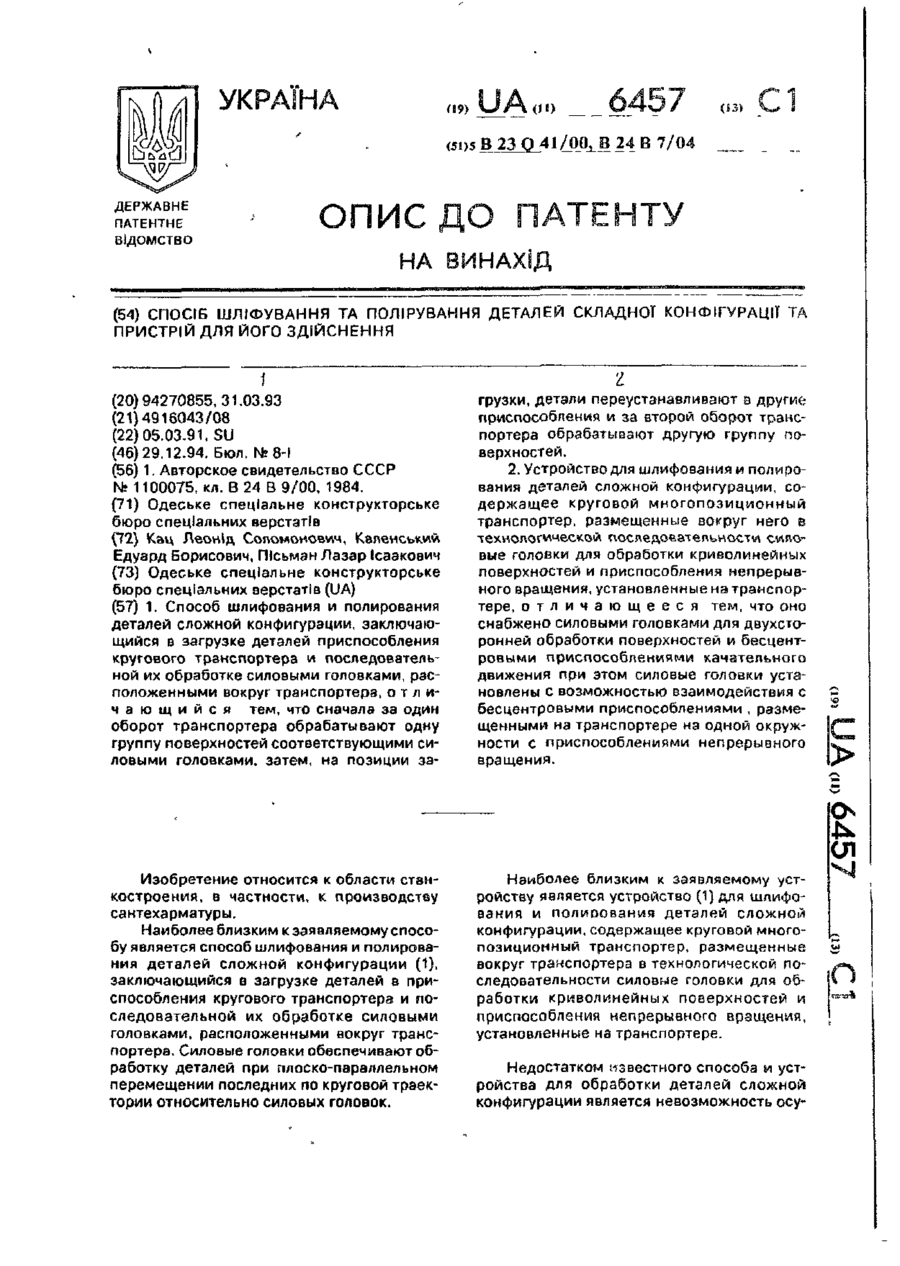
(57) 1. Способ шлифования и полирования деталей сложной конфигурации, заключающийся в загрузке деталей приспособления кругового транспортера и последовательной их обработке силовыми головками, расположенными вокруг транспортера, отличающийся тем, что сначала за один оборот транспортера обрабатывают одну группу поверхностей соответствующими силовыми головками, затем, на позиции загрузки, детали переустанавливают в другие приспособления и за...
Попередній патент: Спосіб шліфування циліндричних і торцевих поверхонь
Наступний патент: Голкотримач л-2
Випадковий патент: Гідротрансформатор