Ливарний валок
Номер патенту: 69487
Опубліковано: 15.09.2004
Автори: Хохенбіхлер Геральд, Райтер Томас, Штаудінгер Гюнтер, Шертлер Армін

Формула / Реферат
1. Ливарний валок машини для лиття тонкої смуги, зокрема, для безперервного лиття тонких смуг зі сталі, що включає в основному циліндричне осердя (1), оболонку (2) з міді або мідного сплаву, який за потреби забезпечений щонайменше одним зовнішнім шаром (5), внутрішньою системою охолоджування (4), а також регулювальним пристосуванням (8, 17, 20) для завдання форми ливарного валка в його торцевих областях (7), який відрізняється тим, що в кожній торцевій області ливарного валка регулювальне пристосування забезпечене опорним диском (17) з регульованим поздовжнім положенням відносно ливарного валка, при цьому опорний диск (17) взаємодіє з кільцем (8), яке радіально охоплює опорний диск (17) і примикає до оболонки (2) зсередини в її торцевих областях, при цьому положення кільця відносно осердя (1) в поздовжньому напрямку валка жорстко зафіксоване.
2. Ливарний валок за п. 1, який відрізняється тим, що кільце (8) ущільнене відносно оболонки (2) і осердя (1) за допомогою прокладок (10, 13).
3. Ливарний валок за п. 1 або 2, який відрізняється тим, що зовнішня кільцева поверхня опорного диска (17) забезпечена поверхнею (18) у вигляді зрізаного конуса, яка прилягає до виконаної у формі зрізаного конуса поверхні, що знаходиться на внутрішній кільцевій поверхні (16) кільця (8).
4. Ливарний валок за будь-яким з пп. 1-3, який відрізняється тим, що є декілька болтів (20) для регулювання поздовжнього положення опорного диска (17), розміщених поблизу зовнішньої кільцевої поверхні опорного диска (17), за допомогою яких задається поздовжнє положення опорного диска (17) відносно осердя (1).
5. Ливарний валок за п. 4, який відрізняється тим, що болти загвинчені в глухі отвори (19), виконані в осерді (1).
6. Ливарний валок за будь-яким з пп. 1-3, який відрізняється тим, що подовжнє положення опорного диска (17) відносно осердя (1) задається за допомогою притискної гайки.
7. Ливарний валок за будь-яким з пп. 1-3, який відрізняється тим, що подовжнє положення опорного диска (17) відносно осердя (1) задається гідравлічними механізмами.
8. Ливарний валок за будь-яким з пп. 1-7, який відрізняється тим, що кільце (8) проходить вглиб ливарного валка на відстань до 75 мм, переважно на відстань до 50 мм, зокрема до 35 мм від торця ливарного валка.
9. Ливарний валок за будь-яким з пп. 1-8, який відрізняється тим, що оболонка (2) має товщину ![]() мм в її торцевих областях (7), які контактують із кільцем (8).
мм в її торцевих областях (7), які контактують із кільцем (8).
Текст
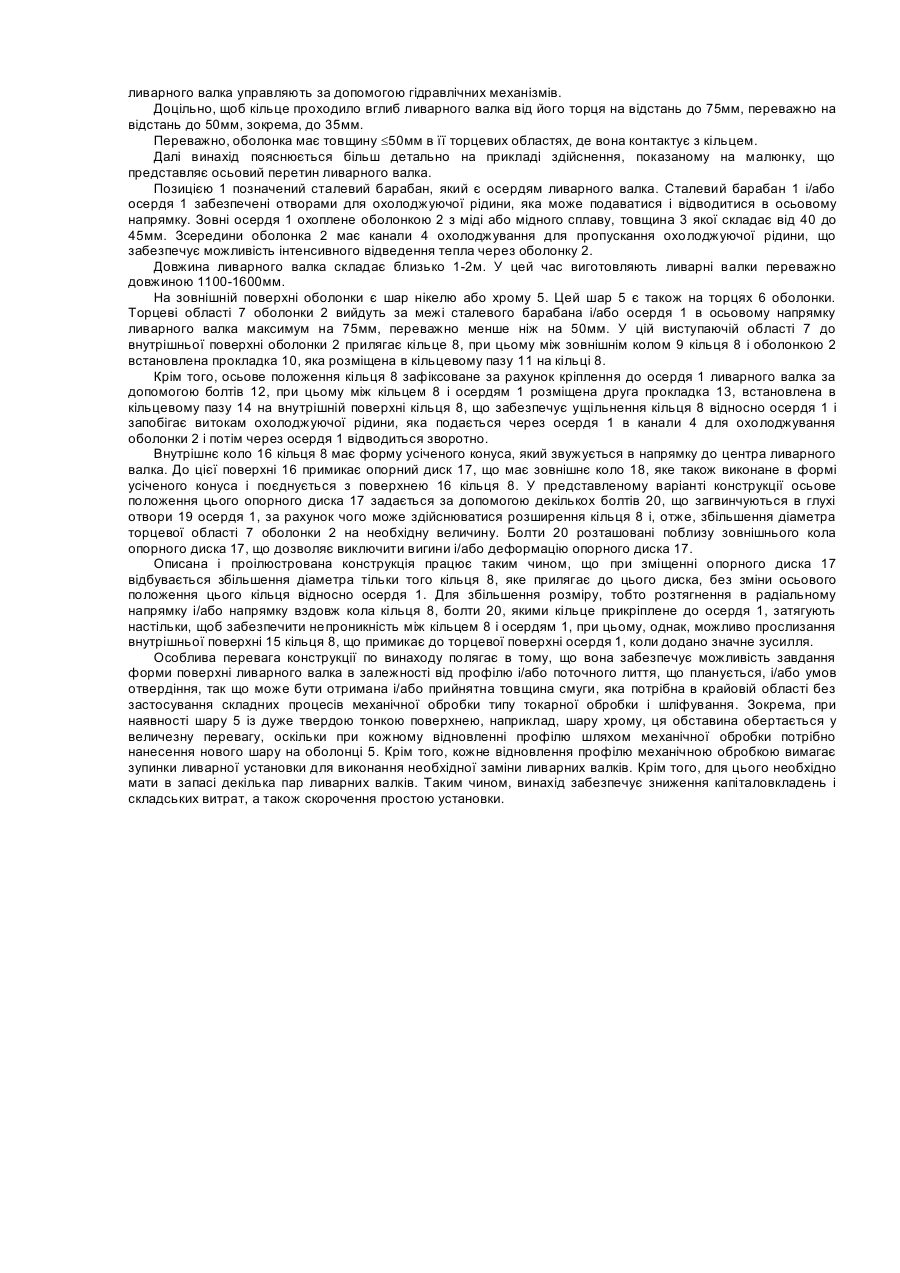
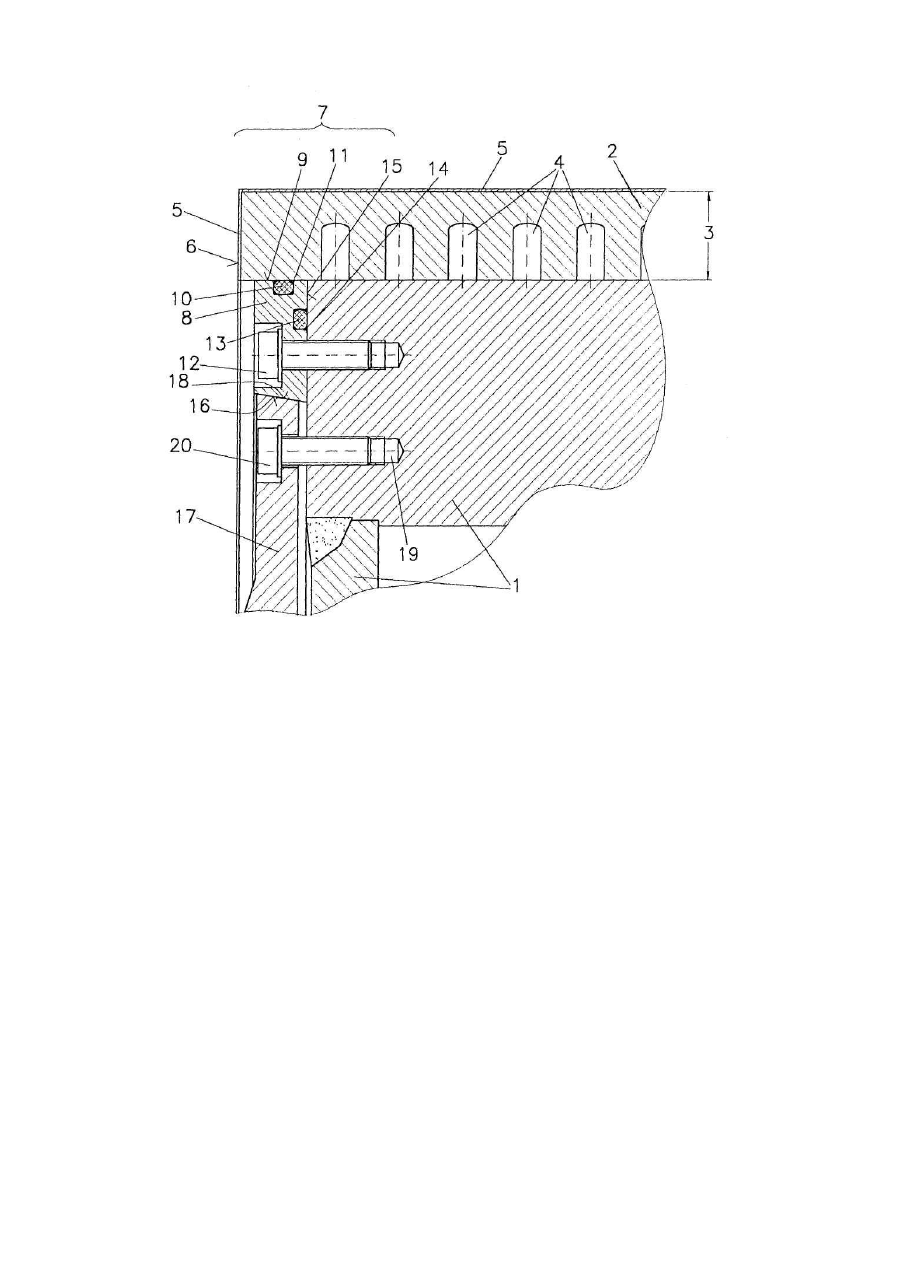
Винахід відноситься до ливарного валка машини для лиття тонкої смуги, зокрема, для безперервного лиття тонких смуг зі сталі, що включає загалом циліндричне осердя, оболонку з міді або мідного сплаву, можливо, забезпечену щонайменше одним зовнішнім шаром, внутрішню систему охолоджування, а також регулювальне пристосування для корекції форми ливарного валка в його торцевих областях. Ливарний валок такого типу відомий, наприклад, з ЕР-А-0 664 173. Такі ливарні валки використовують у процесі безперервного лиття тугоплавких металів типу сталі. У цьому процесі два таких ливарних валка встановлені паралельно один одному і обертаються навколо своїх осей в протилежних напрямках. У зазор між ливарними валками заливають розплав металу, який охолоджується і твердне при проходженні через зазор і при контакті з поверхнями ливарних валків, забезпечених внутрішньою системою охолоджування, внаслідок чого метал виходить із ливарного зазору у вигляді практично отверділої смуги. Товщина смуги залежить від ширини ливарного зазора, а ширина смуги залежить від довжини ливарного зазора, торці якого обмежені ущільнюючими поверхнями, прилеглими ч до торців ливарних валків. У такій конструкції виникає проблема, яка полягає у викривленні поверхонь ливарних валків і відхилення форми поверхонь від суворо циліндричної, яка набуває злегка прогнутої на краях форми. Очевидно, що це відбувається через термічно зумовлену деформацію оболонок ливарних валків, які зазнають впливу дуже високих температур. Відоме застосування в ливарних валках конічних поршнів для зменшення і/або для усунення завалу країв валків, виникаючого в процесі безперервного лиття (див. JP-А-27446-06). Конічні поршні, що звужуються, входять із ковзанням у посадочні отвори, які виконані в протилежних торцях ливарного валка, при цьому переміщення конічного поршня до центра валка вздовж його осі приводить до деформації поверхні ливарного валка під клиноподібним впливом конічного поршня. Однак в цьому випадку поршні неминуче займають різні відносно поздовжньої осі ливарного валка положення в посадочних отворах, внаслідок чого вони надають різні зусилля на ливарний валок і його оболонку і дуже важко - якщо взагалі можливо - повністю усунути завал країв валка. Зокрема, в торцевих областях ливарних валків теплові потоки високої інтенсивності, виникаючі в процесі отвердіння при литті тонких смуг, викликають значні теплові деформації і напруження, внаслідок чого в цих областях товщина смуги виходить більше, ніж в центральній області смуги, що відливається. Замість того, щоб бути угнутою, як це потрібно, смуга в цьому місці має трохи опуклу форму перетину. Правда, робилися спроби виправити цю ситуацію за рахунок попередньої компенсації, а саме, за рахунок придания деякого потовщення краям ливарного валка, однак це допомагає лише в обмеженій мірі, оскільки процес залежить від заданої товщини смуги, швидкості лиття, висоти рівня ванни та інших параметрів, які впливають на отвердіння і тепловідвід, а також якості сталі, температури розплаву і т.і. Зі згаданого вище ЕР-А-0664 173 відомий інший прийом, згідно з яким торцеві області оболонки ливарного валка підтримують за допомогою кільцеподібних порожнистих опорних тіл, розташованих на осерді, і подачі гарячої води через порожнини цих кільцеподібних порожнистих тіл таким чином, щоб теплові напруження, викликані таким чином, передавалися на оболонку, деформували її і надавали їй потрібну форму. Однак така конструкція приводить до ускладнення конструкції ливарного валка, оскільки потрібне створення двох різних водяних контурів, а саме - контуру циркуляції гарячої води для вирівнювання теплових деформацій і контуру циркуляції охолоджуючої води для відведення тепла, що виділяється з металу в процесі отвердіння. Відповідно, такий ливарний валок є дорогим і небезпечним в процесі використання в сталеливарному виробництві. Задача винаходу складається в усуненні цих недоліків і труднощів і створенні ливарного валка описаного вище типу, в якому термічні деформації можуть бути знижені і/або повністю усунені за допомогою простих пристосувань. Зокрема, ливарний валок повинен бути досить міцним для безперервної експлуатації і мало схильним до пошкоджень. Крім того, конструкція повинна бути недорогою і простою в експлуатації. Ця задача вирішується за рахунок застосування регулювальних засобів, виконаних у вигляді встановленого в кожній торцевій області ливарного валка опорного диска, положення якого вздовж осі ливарного валка може регулюватися і який взаємодіє з кільцем, що радіально охоплює опорний диск і що примикає до оболонки зсередини в її торцевих областях, при цьому поздовжнє положення кільця відносно ливарного валка може бути жорстко зафіксованим. З US-A-5,613,546 відома конструкція опорного диска для ливарного валка, але цей опорний диск прямо пов'язаний з оболонкою ливарного валка і призначений для центрування оболонки відносно осердя, але не забезпечує компенсації теплового прогину. Відповідно до переважного варіанту здійснення, кільце ущільнене відносно оболонки і осердя за допомогою прокладок. За рахунок цього забезпечується повна герметичність внутрішньої системи охолоджування ливарного валка. У конструкції по JP-A-27446-06, наприклад, така герметичність не передбачена. У цій відомій конструкції всередині осердя є конічні поршні, а система охолоджування оболонки розташована навколо них. Таким чином, розширення оболонки за допомогою поршнів приводить до радіального зміщення подаючих і відвідних трубопроводів внутрішньої охолоджуючої системи оболонки. Переважно, зовнішнє коло опорного диска має форму усіченого конуса, яка примикає до суміжної поверхні в формі усіченого конуса, виконаній на внутрішньому колі кільця. Конструктивно простий і безпечний в експлуатації варіант здійснення відрізняється тим, що для регулювання поздовжнього положення опорного диска відносно ливарного валка є велика кількість болтів, які розміщені поблизу зовнішнього кола опорного диска і призначені для регулювання положення опорного диска відносно осердя, причому болти переважно загвинчуються в глухі отвори, виконані в осерді. При цьому положення опорних дисків задають до початку процесу лиття. Інший переважний варіант здійснення відрізняється тим, що положення опорного диска відносно осердя в поздовжньому напрямку ливарного валка задається за допомогою притискної гайки. Для забезпечення можливості регулювання в процесі відливання смуги, у відповідності з наступним переважним варіантом здійснення, положенням опорного диска відносно осердя в поздовжньому напрямку і ливарного валка управляють за допомогою гідравлічних механізмів. Доцільно, щоб кільце проходило вглиб ливарного валка від його торця на відстань до 75мм, переважно на відстань до 50мм, зокрема, до 35мм. Переважно, оболонка має товщину £50мм в її торцевих областях, де вона контактує з кільцем. Далі винахід пояснюється більш детально на прикладі здійснення, показаному на малюнку, що представляє осьовий перетин ливарного валка. Позицією 1 позначений сталевий барабан, який є осердям ливарного валка. Сталевий барабан 1 і/або осердя 1 забезпечені отворами для охолоджуючої рідини, яка може подаватися і відводитися в осьовому напрямку. Зовні осердя 1 охоплене оболонкою 2 з міді або мідного сплаву, товщина 3 якої складає від 40 до 45мм. Зсередини оболонка 2 має канали 4 охолоджування для пропускання охолоджуючої рідини, що забезпечує можливість інтенсивного відведення тепла через оболонку 2. Довжина ливарного валка складає близько 1-2м. У цей час виготовляють ливарні валки переважно довжиною 1100-1600мм. На зовнішній поверхні оболонки є шар нікелю або хрому 5. Цей шар 5 є також на торцях 6 оболонки. Торцеві області 7 оболонки 2 вийдуть за межі сталевого барабана і/або осердя 1 в осьовому напрямку ливарного валка максимум на 75мм, переважно менше ніж на 50мм. У цій виступаючій області 7 до внутрішньої поверхні оболонки 2 прилягає кільце 8, при цьому між зовнішнім колом 9 кільця 8 і оболонкою 2 встановлена прокладка 10, яка розміщена в кільцевому пазу 11 на кільці 8. Крім того, осьове положення кільця 8 зафіксоване за рахунок кріплення до осердя 1 ливарного валка за допомогою болтів 12, при цьому між кільцем 8 і осердям 1 розміщена друга прокладка 13, встановлена в кільцевому пазу 14 на внутрішній поверхні кільця 8, що забезпечує ущільнення кільця 8 відносно осердя 1 і запобігає витокам охолоджуючої рідини, яка подається через осердя 1 в канали 4 для охолоджування оболонки 2 і потім через осердя 1 відводиться зворотно. Внутрішнє коло 16 кільця 8 має форму усіченого конуса, який звужується в напрямку до центра ливарного валка. До цієї поверхні 16 примикає опорний диск 17, що має зовнішнє коло 18, яке також виконане в формі усіченого конуса і поєднується з поверхнею 16 кільця 8. У представленому варіанті конструкції осьове положення цього опорного диска 17 задається за допомогою декількох болтів 20, що загвинчуються в глухі отвори 19 осердя 1, за рахунок чого може здійснюватися розширення кільця 8 і, отже, збільшення діаметра торцевої області 7 оболонки 2 на необхідну величину. Болти 20 розташовані поблизу зовнішнього кола опорного диска 17, що дозволяє виключити вигини і/або деформацію опорного диска 17. Описана і проілюстрована конструкція працює таким чином, що при зміщенні опорного диска 17 відбувається збільшення діаметра тільки того кільця 8, яке прилягає до цього диска, без зміни осьового положення цього кільця відносно осердя 1. Для збільшення розміру, тобто розтягнення в радіальному напрямку і/або напрямку вздовж кола кільця 8, болти 20, якими кільце прикріплене до осердя 1, затягують настільки, щоб забезпечити непроникність між кільцем 8 і осердям 1, при цьому, однак, можливо прослизання внутрішньої поверхні 15 кільця 8, що примикає до торцевої поверхні осердя 1, коли додано значне зусилля. Особлива перевага конструкції по винаходу полягає в тому, що вона забезпечує можливість завдання форми поверхні ливарного валка в залежності від профілю і/або поточного лиття, що планується, і/або умов отвердіння, так що може бути отримана і/або прийнятна товщина смуги, яка потрібна в крайовій області без застосування складних процесів механічної обробки типу токарної обробки і шліфування. Зокрема, при наявності шару 5 із дуже твердою тонкою поверхнею, наприклад, шару хрому, ця обставина обертається у величезну перевагу, оскільки при кожному відновленні профілю шляхом механічної обробки потрібно нанесення нового шару на оболонці 5. Крім того, кожне відновлення профілю механічною обробкою вимагає зупинки ливарної установки для виконання необхідної заміни ливарних валків. Крім того, для цього необхідно мати в запасі декілька пар ливарних валків. Таким чином, винахід забезпечує зниження капіталовкладень і складських витрат, а також скорочення простою установки.
ДивитисяДодаткова інформація
Назва патенту англійськоюCasting roller
Автори англійськоюHohenbichler Gerald, Schertler Armin, Staudinger Guenther
Назва патенту російськоюЛитейный валок
Автори російськоюХохенбихлер Геральд, Шертлер Армин, Штаудингер Гюнтер
МПК / Мітки
МПК: B22D 11/06
Код посилання
<a href="https://ua.patents.su/3-69487-livarnijj-valok.html" target="_blank" rel="follow" title="База патентів України">Ливарний валок</a>
Ливарний валок для установки безперервного лиття металів
Номер патенту: 41317
Опубліковано: 17.09.2001
Автори: Легран Юг, МАЗОД'Є Франсуа, ДЕЛАССЮ П'єр, Барб'є Жак, Ді Фан Марк, Рессон Жерар
МПК: B22D 11/06
Мітки: лиття, безперервного, установки, валок, ливарний, металів
Формула / Реферат:
1. Литейный валок для установки непрерывного литья металлов на один или между двумя такими валками, содержащий втулку и кожух, расположенные коаксиально, средства связи кожуха с втулкой, содержащие средства связи в осевом направлении и средства связи по вращательному движению, средства поддерживания и центрирования кожуха в радиальном направлении на втулке и конические средства центрирования кожуха по отношению ко втулке, отличающийся тем,...
Двошаровий борошномельний валок

Номер патенту: 1697
Опубліковано: 25.10.1994
Автори: Будаг'янц Микола Абрамович, Сирота Олександр Олексійович, Вовк Світлана Борисівна, Малихін Геннадій Дмитрович, Вороніна Валентина Олександрівна, Свистунов Ігор Олександрович
МПК: B22D 13/00, B22D 25/00, B22D 19/00
Мітки: борошномельний, двошаровий, валок
Формула / Реферат:
Двухслойный мукомольный валок, содержащий двухслойную полую бочку с рабочим и внутренним слоями и с соотношением толщины рабочего слоя к наружному диаметру бочки, равным 1/8—1/10, ицапфы.отличающийсятем, что, с целью улучшения его качества и эксплуатационных свойств, отношение толщины рабочего слоя валка к внутреннему составляет 1/2—1/3.
Валок до валкових машин для переробки полімерних матеріалів
Номер патенту: 66003
Опубліковано: 15.04.2004
Автори: РУЖИНСЬКА ЛЮДМИЛА ІВАНІВНА, Єсик Тарас Миколайович, Вовк Володимир Олександрович
МПК: F28D 11/00
Мітки: валок, машин, валкових, переробки, полімерних, матеріалів
Формула / Реферат:
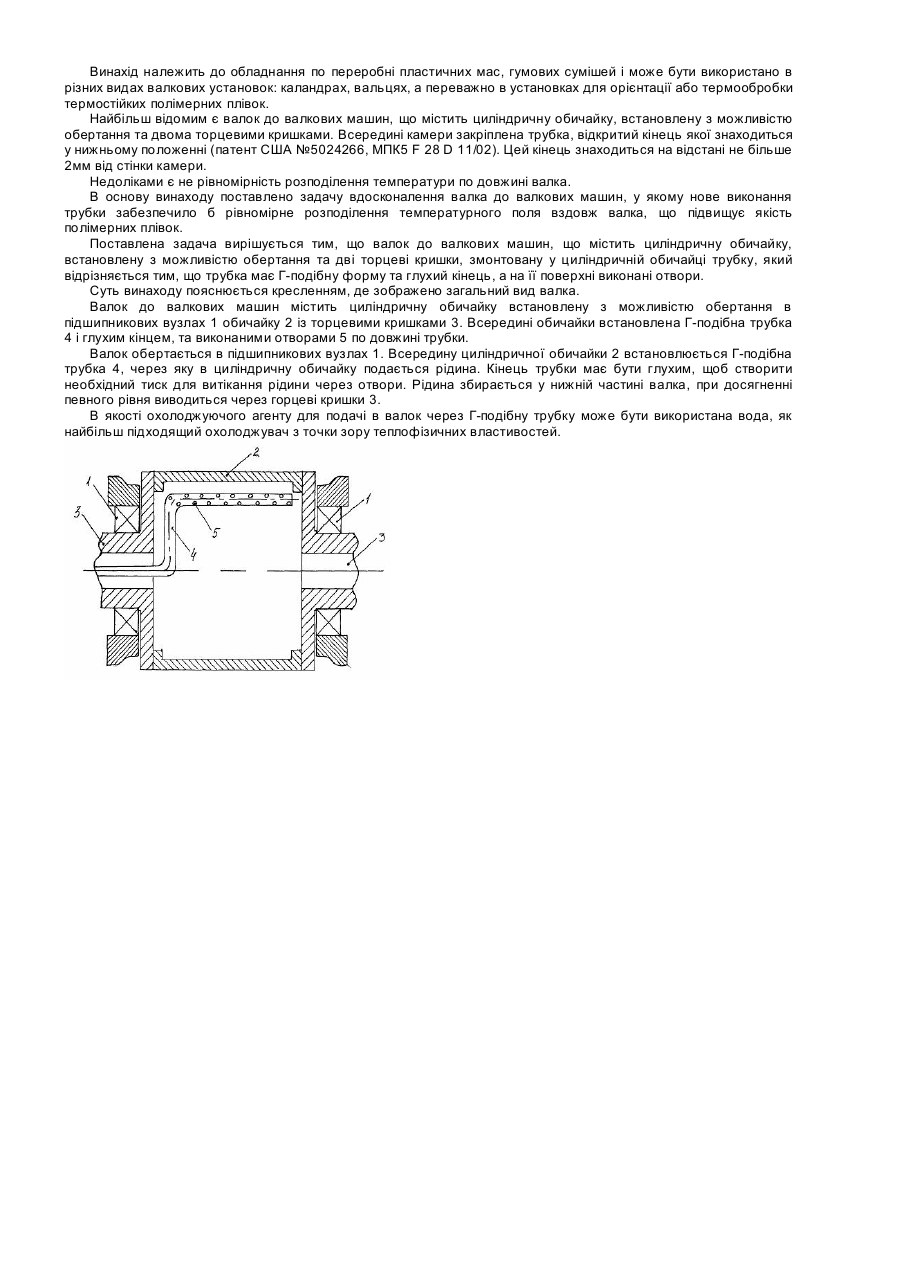
Валок до валкових машин для переробки полімерних матеріалів, що містить циліндричну обичайку, встановлену з можливістю обертання, дві торцеві кришки, змонтовану в циліндричній обичайці трубку, який відрізняється тим, що трубка має Г-подібну форму та глухий кінець, а на її поверхні виконані отвори.
Валок валкової дробарки

Номер патенту: 11787
Опубліковано: 25.12.1996
Автори: Пахно Віктор Петрович, Лагода Володимир Дмитрович, Лаєвський Фелікс Леонідович, Фішман Йосип Давидович
МПК: B02C 4/30
Мітки: валкової, дробарки, валок
Формула / Реферат:
1. Валок валковой дробилки, содержащий вал, барабаны и зафиксированные по их краям с помощью болтовых соединений дробящие сегменты, отличающийся тем, что, с целью повышения надежности и ремонтопригодности валка, он снабжен в местах болтовых соединений П-образными скобами, причем барабаны и дробящие сегменты выполнены с торцовыми смежными пазами и с переходящими в последние пазами на рабочей поверхности дробящих сегментов, а П-образные...
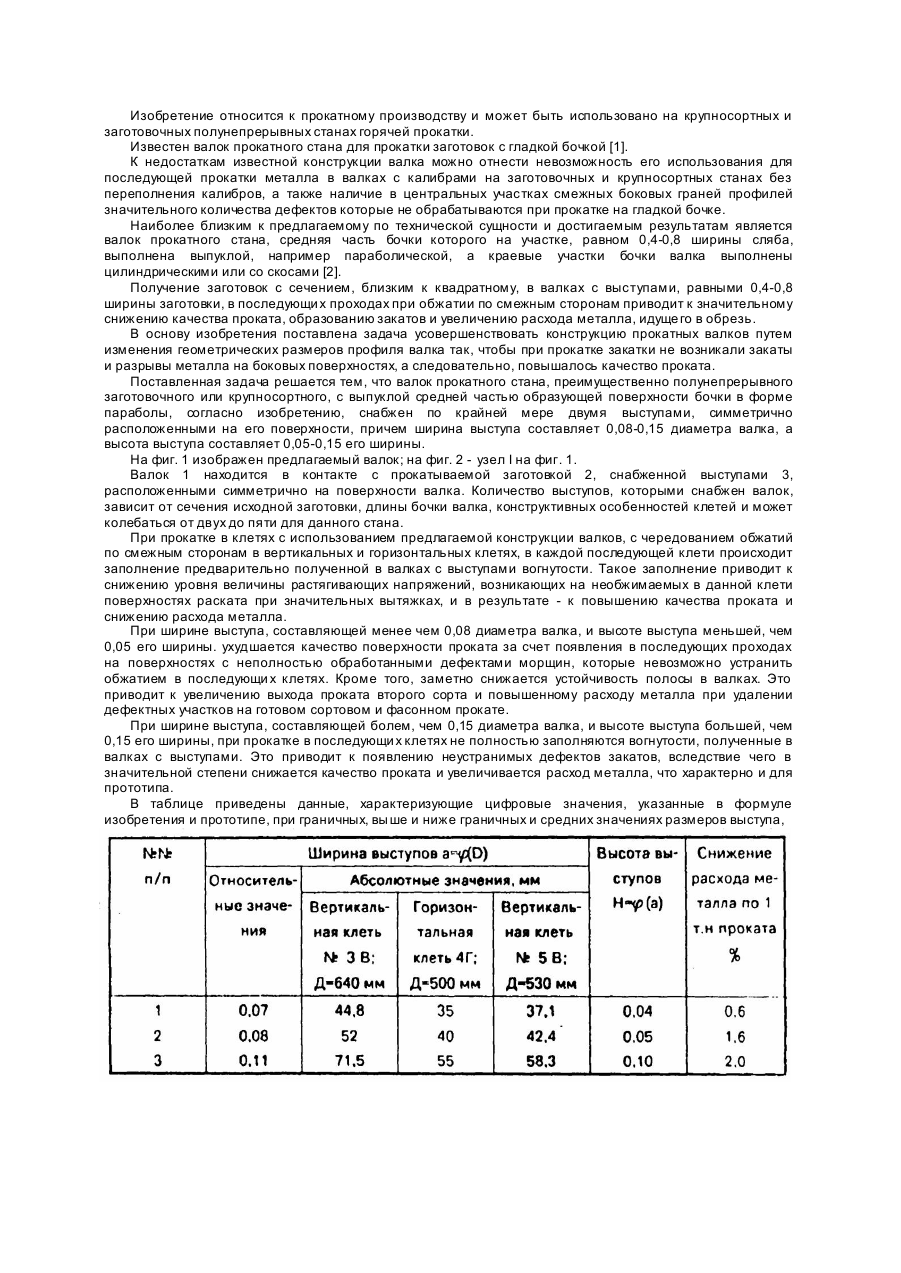
Валок прокатного стану
Номер патенту: 598
Опубліковано: 15.12.1993
Автори: Луценко Віктор Олександрович, Дорожко Іван Кирилович, Луцький Михайло Борисович, Дяченко Михайло Григорович, Чічкан Артур Олексійович
МПК: B21B 27/02
Мітки: валок, прокатного, стану
Формула / Реферат:
Валок прокатного стана, преимущественно полунепрерывного заготовочного или крупносортного, с выпуклой средней частью образующей поверхности бочки в форме параболы, отличающийся тем, что валок снабжен, по крайней мере, двумя выступами, симметрично расположенными на его поверхности, причем ширина выступа составляет 0,08-0,15 диаметра валка, а высота выступа составляет 0,05-0,15 его ширины.
Попередній патент: Вітродвигун городецького
Наступний патент: Одноразовий пристрій для ін’єкцій
Випадковий патент: Пристрій пошуковий вибухотехнічний