Спосіб визначення технічного стану устаткування крутильної системи лінії головного приводу прокатної кліті
Номер патенту: 70137
Опубліковано: 15.09.2004
Автори: Вереньов Валентин Володимирович, Мацко Сергій Володимирович, Будаква Сергій Анатолійович, Далічук Анатолій Пантелійович, Путнокі Олександр Юліусович, Юнаков Олександр Михайлович, Борщов Олексій Вікторович
Формула / Реферат
Спосіб визначення технічного стану устаткування крутильної системи лінії головного приводу прокатної кліті, за яким періодично вимірюють, щонайменше у двох точках лінії приводу, значущий вібропараметр, зв'язаний з технічним станом лінії приводу, який відрізняється тим, що вимірювання здійснюють у період захоплення заготівки валками, при цьому визначають час запізнювання реакції ділянок лінії приводу на ударне навантаження, що діє на валки і прокатну кліть під час захоплення заготівки валками, і за часом запізнювання встановлюють технічний стан лінії приводу.
Текст
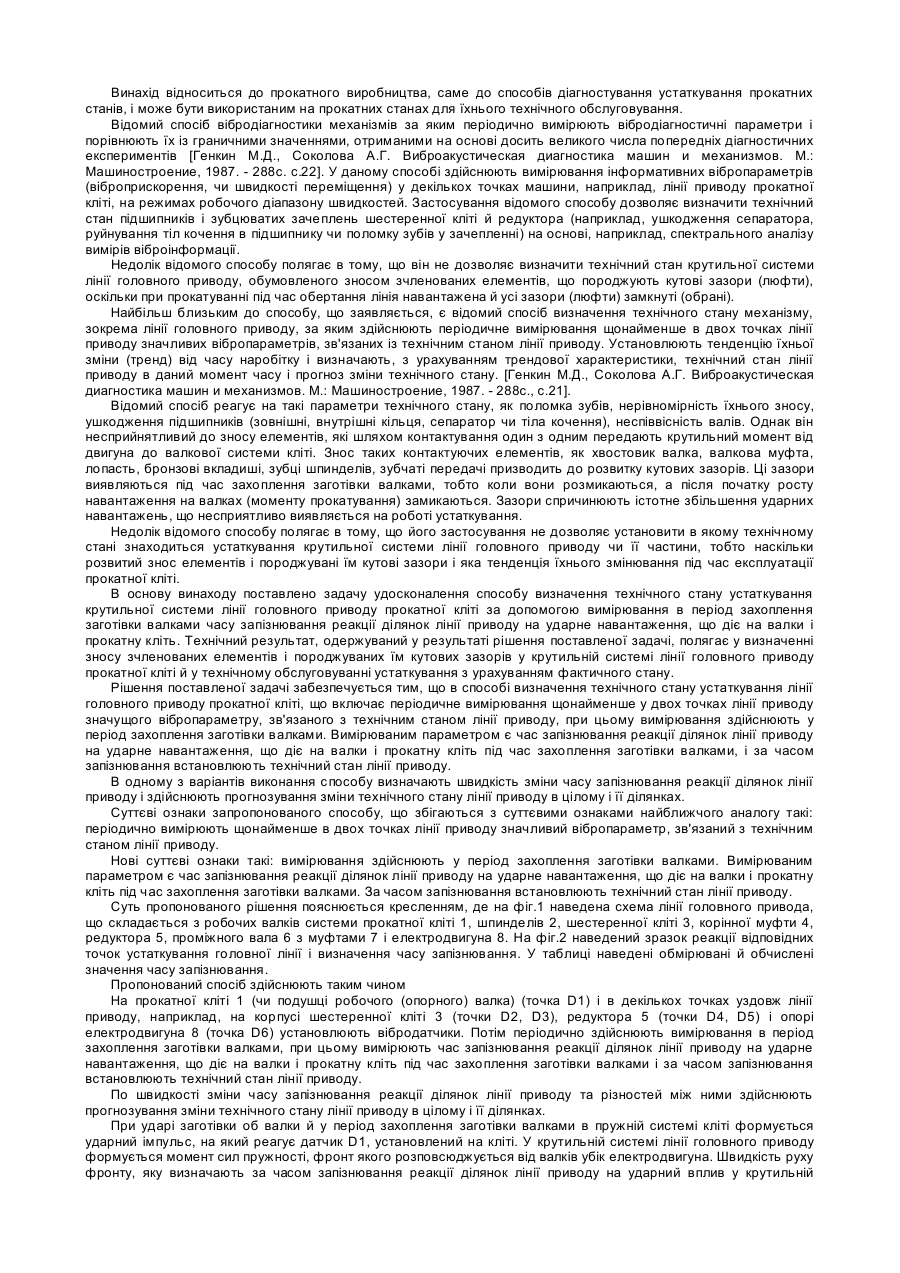
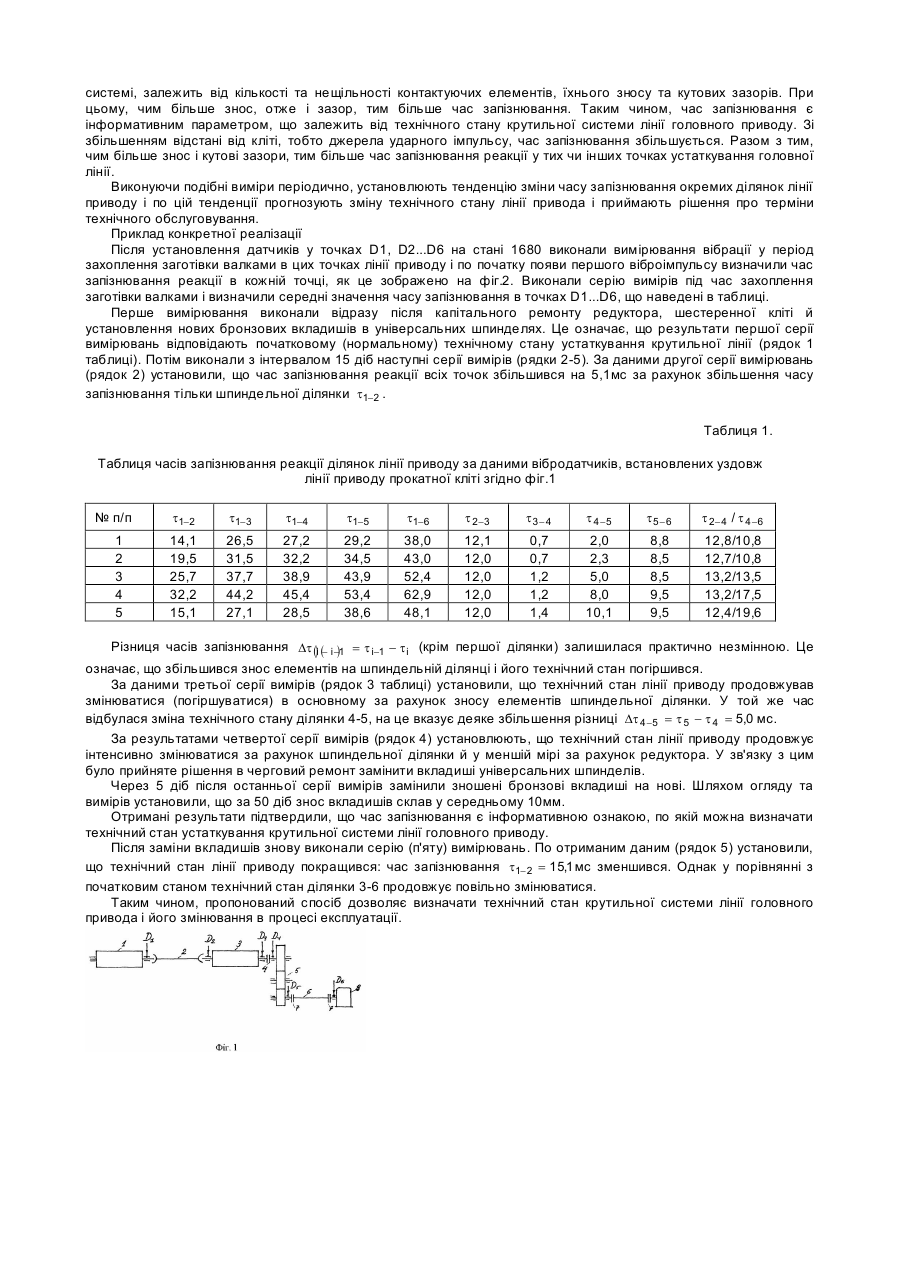
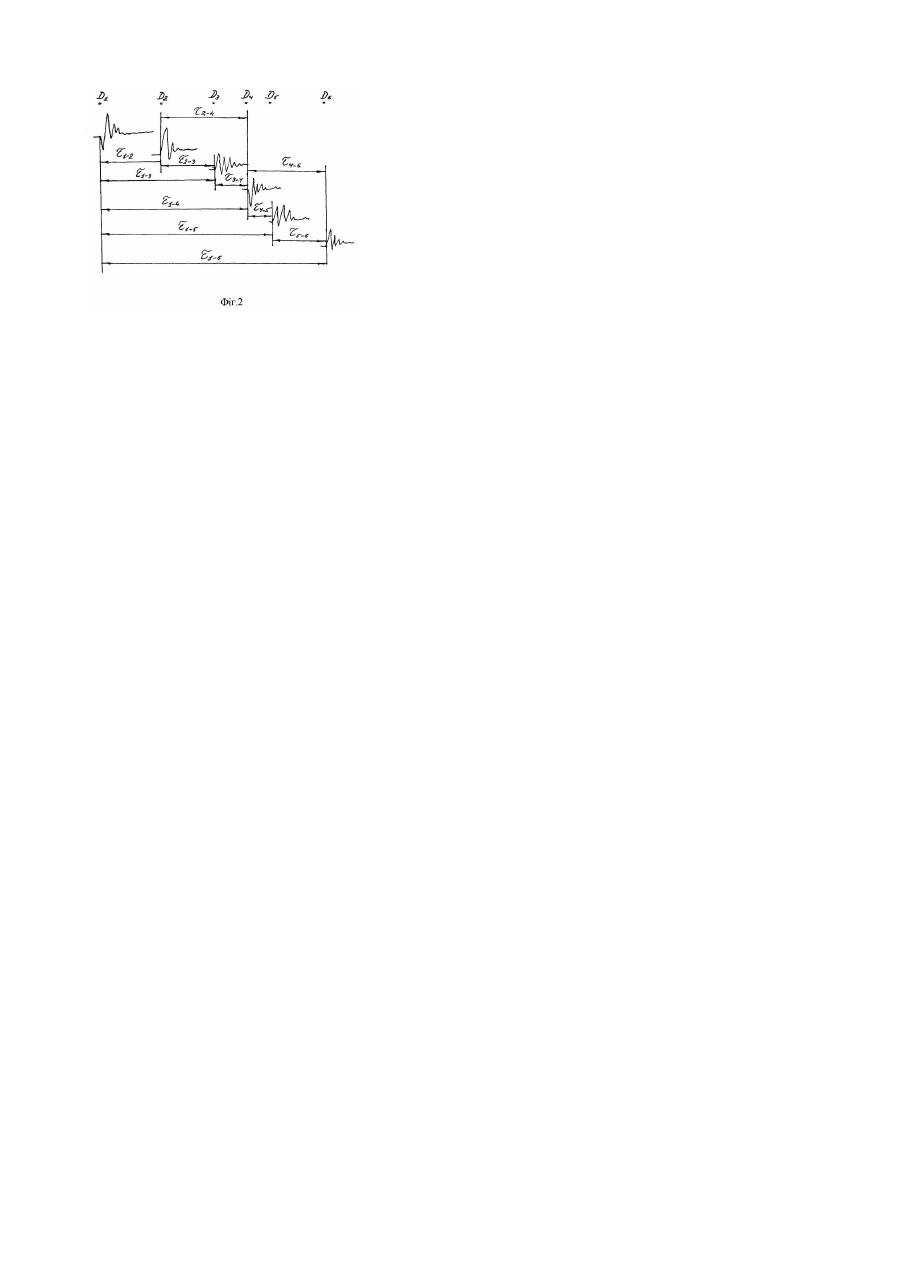
Винахід відноситься до прокатного виробництва, саме до способів діагностування устаткування прокатних станів, і може бути використаним на прокатних станах для їхнього технічного обслуговування. Відомий спосіб вібродіагностики механізмів за яким періодично вимірюють вібродіагностичні параметри і порівнюють їх із граничними значеннями, отриманими на основі досить великого числа попередніх діагностичних експериментів [Генкин М.Д., Соколова А.Г. Виброакустическая диагностика машин и механизмов. М.: Машиностроение, 1987. - 288с. с.22]. У даному способі здійснюють вимірювання інформативних вібропараметрів (віброприскорення, чи швидкості переміщення) у декількох точках машини, наприклад, лінії приводу прокатної кліті, на режимах робочого діапазону швидкостей. Застосування відомого способу дозволяє визначити технічний стан підшипників і зубцюватих зачеплень шестеренної кліті й редуктора (наприклад, ушкодження сепаратора, руйнування тіл кочення в підшипнику чи поломку зубів у зачепленні) на основі, наприклад, спектрального аналізу вимірів віброінформації. Недолік відомого способу полягає в тому, що він не дозволяє визначити технічний стан крутильної системи лінії головного приводу, обумовленого зносом зчленованих елементів, що породжують кутові зазори (люфти), оскільки при прокатуванні під час обертання лінія навантажена й усі зазори (люфти) замкнуті (обрані). Найбільш близьким до способу, що заявляється, є відомий спосіб визначення технічного стану механізму, зокрема лінії головного приводу, за яким здійснюють періодичне вимірювання щонайменше в двох точках лінії приводу значливих вібропараметрів, зв'язаних із технічним станом лінії приводу. Установлюють тенденцію їхньої зміни (тренд) від часу наробітку і визначають, з урахуванням трендової характеристики, технічний стан лінії приводу в даний момент часу і прогноз зміни технічного стану. [Генкин М.Д., Соколова А.Г. Виброакустическая диагностика машин и механизмов. М.: Машиностроение, 1987. - 288с., с.21]. Відомий спосіб реагує на такі параметри технічного стану, як поломка зубів, нерівномірність їхнього зносу, ушкодження підшипників (зовнішні, внутрішні кільця, сепаратор чи тіла кочення), неспіввісність валів. Однак він несприйнятливий до зносу елементів, які шляхом контактування один з одним передають крутильний момент від двигуна до валкової системи кліті. Знос таких контактуючих елементів, як хвостовик валка, валкова муфта, лопасть, бронзові вкладиші, зубці шпинделів, зубчаті передачі призводить до розвитку кутових зазорів. Ці зазори виявляються під час захоплення заготівки валками, тобто коли вони розмикаються, а після початку росту навантаження на валках (моменту прокатування) замикаються. Зазори спричинюють істотне збільшення ударних навантажень, що несприятливо виявляється на роботі устаткування. Недолік відомого способу полягає в тому, що його застосування не дозволяє установити в якому технічному стані знаходиться устаткування крутильної системи лінії головного приводу чи її частини, тобто наскільки розвитий знос елементів і породжувані їм кутові зазори і яка тенденція їхнього змінювання під час експлуатації прокатної кліті. В основу винаходу поставлено задачу удосконалення способу визначення технічного стану устаткування крутильної системи лінії головного приводу прокатної кліті за допомогою вимірювання в період захоплення заготівки валками часу запізнювання реакції ділянок лінії приводу на ударне навантаження, що діє на валки і прокатну кліть. Технічний результат, одержуваний у результаті рішення поставленої задачі, полягає у визначенні зносу зчленованих елементів і породжуваних їм кутових зазорів у крутильній системі лінії головного приводу прокатної кліті й у технічному обслуговуванні устаткування з урахуванням фактичного стану. Рішення поставленої задачі забезпечується тим, що в способі визначення технічного стану устаткування лінії головного приводу прокатної кліті, що включає періодичне вимірювання щонайменше у двох точках лінії приводу значущого вібропараметру, зв'язаного з технічним станом лінії приводу, при цьому вимірювання здійснюють у період захоплення заготівки валками. Вимірюваним параметром є час запізнювання реакції ділянок лінії приводу на ударне навантаження, що діє на валки і прокатну кліть під час захоплення заготівки валками, і за часом запізнювання встановлюють технічний стан лінії приводу. В одному з варіантів виконання способу визначають швидкість зміни часу запізнювання реакції ділянок лінії приводу і здійснюють прогнозування зміни технічного стану лінії приводу в цілому і її ділянках. Суттєві ознаки запропонованого способу, що збігаються з суттєвими ознаками найближчого аналогу такі: періодично вимірюють щонайменше в двох точках лінії приводу значливий вібропараметр, зв'язаний з технічним станом лінії приводу. Нові суттєві ознаки такі: вимірювання здійснюють у період захоплення заготівки валками. Вимірюваним параметром є час запізнювання реакції ділянок лінії приводу на ударне навантаження, що діє на валки і прокатну кліть під час захоплення заготівки валками. За часом запізнювання встановлюють технічний стан лінії приводу. Суть пропонованого рішення пояснюється кресленням, де на фіг.1 наведена схема лінії головного привода, що складається з робочих валків системи прокатної кліті 1, шпинделів 2, шестеренної кліті 3, корінної муфти 4, редуктора 5, проміжного вала 6 з муфтами 7 і електродвигуна 8. На фіг.2 наведений зразок реакції відповідних точок устаткування головної лінії і визначення часу запізнювання. У таблиці наведені обмірювані й обчислені значення часу запізнювання. Пропонований спосіб здійснюють таким чином На прокатної кліті 1 (чи подушці робочого (опорного) валка) (точка D1) і в декількох точках уздовж лінії приводу, наприклад, на корпусі шестеренної кліті 3 (точки D2, D3), редуктора 5 (точки D4, D5) і опорі електродвигуна 8 (точка D6) установлюють вібродатчики. Потім періодично здійснюють вимірювання в період захоплення заготівки валками, при цьому вимірюють час запізнювання реакції ділянок лінії приводу на ударне навантаження, що діє на валки і прокатну кліть під час захоплення заготівки валками і за часом запізнювання встановлюють технічний стан лінії приводу. По швидкості зміни часу запізнювання реакції ділянок лінії приводу та різностей між ними здійснюють прогнозування зміни технічного стану лінії приводу в цілому і її ділянках. При ударі заготівки об валки й у період захоплення заготівки валками в пружній системі кліті формується ударний імпульс, на який реагує датчик D1, установлений на кліті. У крутильній системі лінії головного приводу формується момент сил пружності, фронт якого розповсюджується від валків убік електродвигуна. Швидкість руху фронту, яку визначають за часом запізнювання реакції ділянок лінії приводу на ударний вплив у крутильній системі, залежить від кількості та нещільності контактуючих елементів, їхнього зносу та кутових зазорів. При цьому, чим більше знос, отже і зазор, тим більше час запізнювання. Таким чином, час запізнювання є інформативним параметром, що залежить від технічного стану крутильної системи лінії головного приводу. Зі збільшенням відстані від кліті, тобто джерела ударного імпульсу, час запізнювання збільшується. Разом з тим, чим більше знос і кутові зазори, тим більше час запізнювання реакції у тих чи інших точках устаткування головної лінії. Виконуючи подібні виміри періодично, установлюють тенденцію зміни часу запізнювання окремих ділянок лінії приводу і по цій тенденції прогнозують зміну технічного стану лінії привода і приймають рішення про терміни технічного обслуговування. Приклад конкретної реалізації Після установлення датчиків у точках D1, D2...D6 на стані 1680 виконали вимірювання вібрації у період захоплення заготівки валками в цих точках лінії приводу і по початку появи першого віброімпульсу визначили час запізнювання реакції в кожній точці, як це зображено на фіг.2. Виконали серію вимірів під час захоплення заготівки валками і визначили середні значення часу запізнювання в точках D1...D6, що наведені в таблиці. Перше вимірювання виконали відразу після капітального ремонту редуктора, шестеренної кліті й установлення нових бронзових вкладишів в універсальних шпинделях. Це означає, що результати першої серії вимірювань відповідають початковому (нормальному) технічному стану устаткування крутильної лінії (рядок 1 таблиці). Потім виконали з інтервалом 15 діб наступні серії вимірів (рядки 2-5). За даними другої серії вимірювань (рядок 2) установили, що час запізнювання реакції всіх точок збільшився на 5,1мс за рахунок збільшення часу запізнювання тільки шпиндельної ділянки t1-2 . Таблиця 1. Таблиця часів запізнювання реакції ділянок лінії приводу за даними вібродатчиків, встановлених уздовж лінії приводу прокатної кліті згідно фіг.1 № п/п 1 2 3 4 5 t1-2 t1-3 t1-4 t1-5 t1-6 t 2-3 t 3- 4 t 4-5 t 5- 6 t 2- 4 / t 4 -6 14,1 19,5 25,7 32,2 15,1 26,5 31,5 37,7 44,2 27,1 27,2 32,2 38,9 45,4 28,5 29,2 34,5 43,9 53,4 38,6 38,0 43,0 52,4 62,9 48,1 12,1 12,0 12,0 12,0 12,0 0,7 0,7 1,2 1,2 1,4 2,0 2,3 5,0 8,0 10,1 8,8 8,5 8,5 9,5 9,5 12,8/10,8 12,7/10,8 13,2/13,5 13,2/17,5 12,4/19,6 Різниця часів запізнювання Dt ()i (- i -1 = t i-1 - t i (крім першої ділянки) залишилася практично незмінною. Це ) означає, що збільшився знос елементів на шпиндельній ділянці і його технічний стан погіршився. За даними третьої серії вимірів (рядок 3 таблиці) установили, що технічний стан лінії приводу продовжував змінюватися (погіршуватися) в основному за рахунок зносу елементів шпиндельної ділянки. У той же час відбулася зміна технічного стану ділянки 4-5, на це вказує деяке збільшення різниці Dt 4 -5 = t 5 - t 4 = 5,0 мс. За результатами четвертої серії вимірів (рядок 4) установлюють, що технічний стан лінії приводу продовжує інтенсивно змінюватися за рахунок шпиндельної ділянки й у меншій мірі за рахунок редуктора. У зв'язку з цим було прийняте рішення в черговий ремонт замінити вкладиші універсальних шпинделів. Через 5 діб після останньої серії вимірів замінили зношені бронзові вкладиші на нові. Шляхом огляду та вимірів установили, що за 50 діб знос вкладишів склав у середньому 10мм. Отримані результати підтвердили, що час запізнювання є інформативною ознакою, по якій можна визначати технічний стан устаткування крутильної системи лінії головного приводу. Після заміни вкладишів знову виконали серію (п'яту) вимірювань. По отриманим даним (рядок 5) установили, що технічний стан лінії приводу покращився: час запізнювання t1- 2 = 15,1 мс зменшився. Однак у порівнянні з початковим станом технічний стан ділянки 3-6 продовжує повільно змінюватися. Таким чином, пропонований спосіб дозволяє визначати технічний стан крутильної системи лінії головного привода і його змінювання в процесі експлуатації.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for determining the technical state of the equipment of the main drive of a mill stand
Автори англійськоюVereniov Valentyn Volodymyrovych, Yunakov Oleksandr Mykhailovych, Dalichuk Anatolii Panteliiovych, Putnoki Oleksandr Yuliusovych, Matsko Serhii Volodymyrovych, Borschov Oleksii Viktorovych, Budakva Serhii Anatoliiovych
Назва патенту російськоюСпособ определения технического состояния оборудования главного привода клети прокатного стана
Автори російськоюВеренев Валентин Владимирович, Юнаков Александр Михайлович, Даличук Анатолий Пантелеевич, Путноки Александр Юлиусович, Машко Сергей Владимирович, Мацко Сергей Владимирович, Борщов Алексей Викторович, Будаква Сергей Анатолиевич
МПК / Мітки
МПК: G01M 7/02
Мітки: головного, приводу, технічного, прокатної, стану, лінії, системі, кліті, крутильної, спосіб, визначення, устаткування
Код посилання
<a href="https://ua.patents.su/3-70137-sposib-viznachennya-tekhnichnogo-stanu-ustatkuvannya-krutilno-sistemi-lini-golovnogo-privodu-prokatno-kliti.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення технічного стану устаткування крутильної системи лінії головного приводу прокатної кліті</a>
Запобіжний шпиндель приводу прокатної кліті
Номер патенту: 67090
Опубліковано: 15.06.2004
Автори: Токарєв Роман Анатолійович, Артюх Геннадій Васильович, Артюх Віктор Геннадійович, Карлушин Сергій Юрійович
МПК: B21B 33/00
Мітки: кліті, запобіжний, прокатної, шпиндель, приводу
Формула / Реферат:
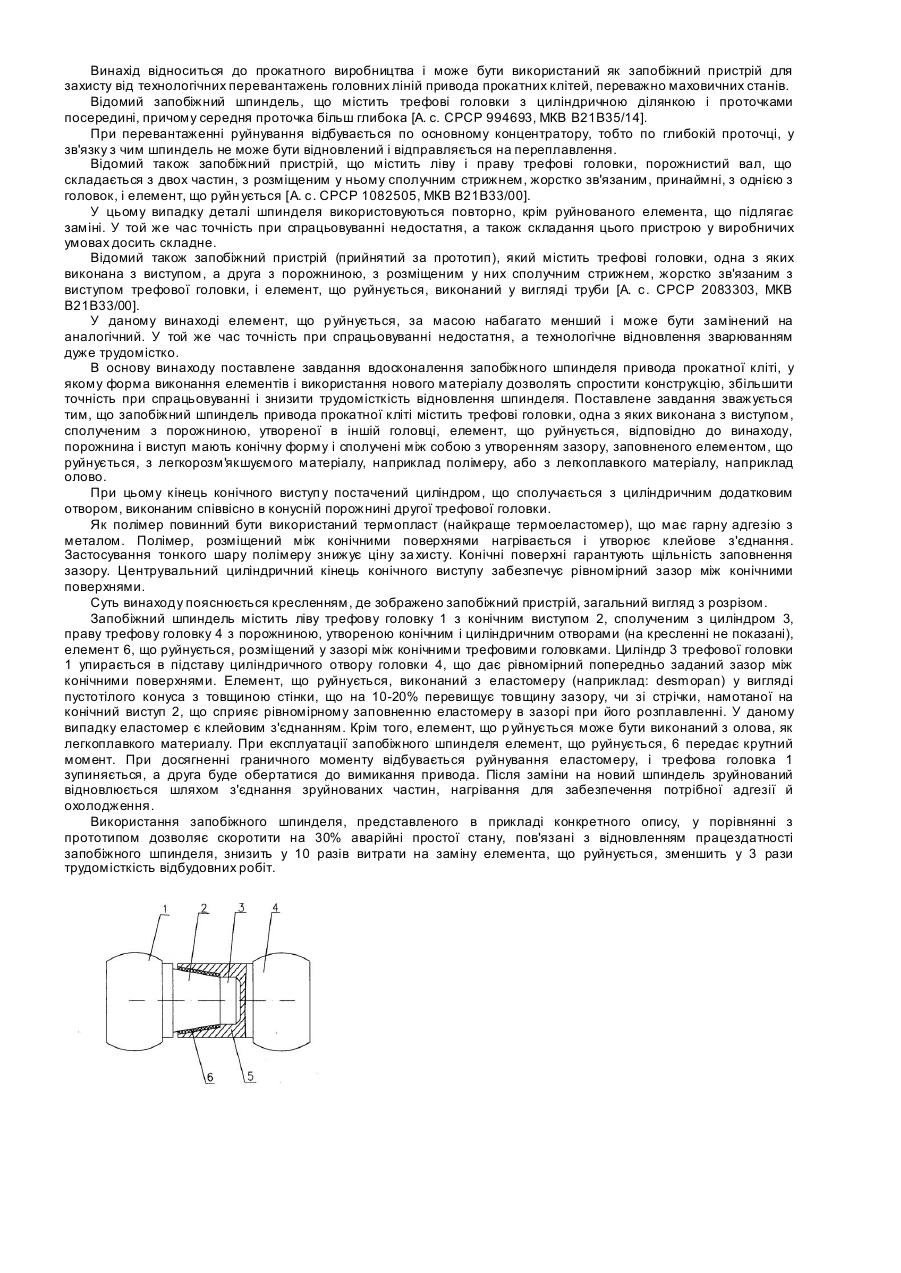
1. Запобіжний шпиндель приводу прокатної кліті, що містить трефові головки, одна з яких виконана з виступом, сполученим з порожниною, утвореною в іншій головці, та елемент, що руйнується, який відрізняється тим, що порожнина і виступ мають конічну форму і сполучені між собою з утворенням зазору, заповненого елементом, що руйнується, з легкорозм’якшуваного або з легкоплавкого матеріалу.2. Запобіжний шпиндель за п. 1, який відрізняється...
Шпиндельний пристрій лінії прокатної кліті
Номер патенту: 12948
Опубліковано: 28.02.1997
Автор: Одін Леонід Йосипович
МПК: B21B 35/14
Мітки: шпіндельний, лінії, пристрій, прокатної, кліті
Формула / Реферат:
(57)Шпиндельное устройство линии прокатной клети, состоящее из шпинделей, механизмов их уравновешивания и механизма фиксации при перевалке, содержащего поршневой гидроцилиндр, шток которого соединен с подъемно-опускающимися опорами шпинделей, при этом поршневая и штоковая полости гидроцилиндра сообщены с нагнетательным и сливным трубопроводами, отличающееся тем, что поршневая и штоковая полости гидроцилиндра фиксации выполнены с возможностью...
Спосіб врівноважування шпинделя приводу валків кліті прокатного стану
Номер патенту: 67591
Опубліковано: 15.06.2004
Автори: Єлецьких Володимир Іванович, Каушанський Ігор Борисович, Стеч Володимир Станіславович, Кожевніков Георгій Васильович, Барабаш Андрій Володимирович, Литвинов Володимир Ілліч, Бражнов Володимир Федорович, Стрельников Миколай Миколайович
МПК: B21B 35/14
Мітки: стану, приводу, шпинделя, прокатного, врівноважування, валків, спосіб, кліті
Формула / Реферат:
Спосіб врівноважування шпинделя приводу валків кліті прокатного стану, який включає створення компенсуючого зусилля від плунжера гідравлічного циліндра, у робочу порожнину якого подають рідину під тиском і який взаємодіє зі шпинделем у центрі його ваги, який відрізняється тим, що у залежності від величини зсуву центра ваги шпинделя від геометричної осі обертання для одержання компенсуючого зусилля змінюють тиск рідини в робочій порожнині...
Запобіжний шпіндель, що не руйнується, приводу прокатної кліті
Номер патенту: 17608
Опубліковано: 29.12.1999
Автори: Артюх Віктор Генадійович, Артюх Генадій Васильович
МПК: B21B 35/14
Мітки: запобіжний, приводу, шпиндель, прокатної, руйнується, кліті
Формула / Реферат:
1. Неразрушающийся предохранительный шпиндель привода прокатной клети, включающий разъемный вал, образованный трефовыми головками, отличающийся тем, что цилиндрический выступ одной из головок размещен в цилиндрической полости другой головки с зазором, снабженным втулкой из эластомера, контактирующей с фланцем, свободно посаженным на цилиндрический выступ и соединенным с полой трефовой головкой.2. Неразрушающийся предохранительный...
Вузол валків прокатної кліті штабового стану
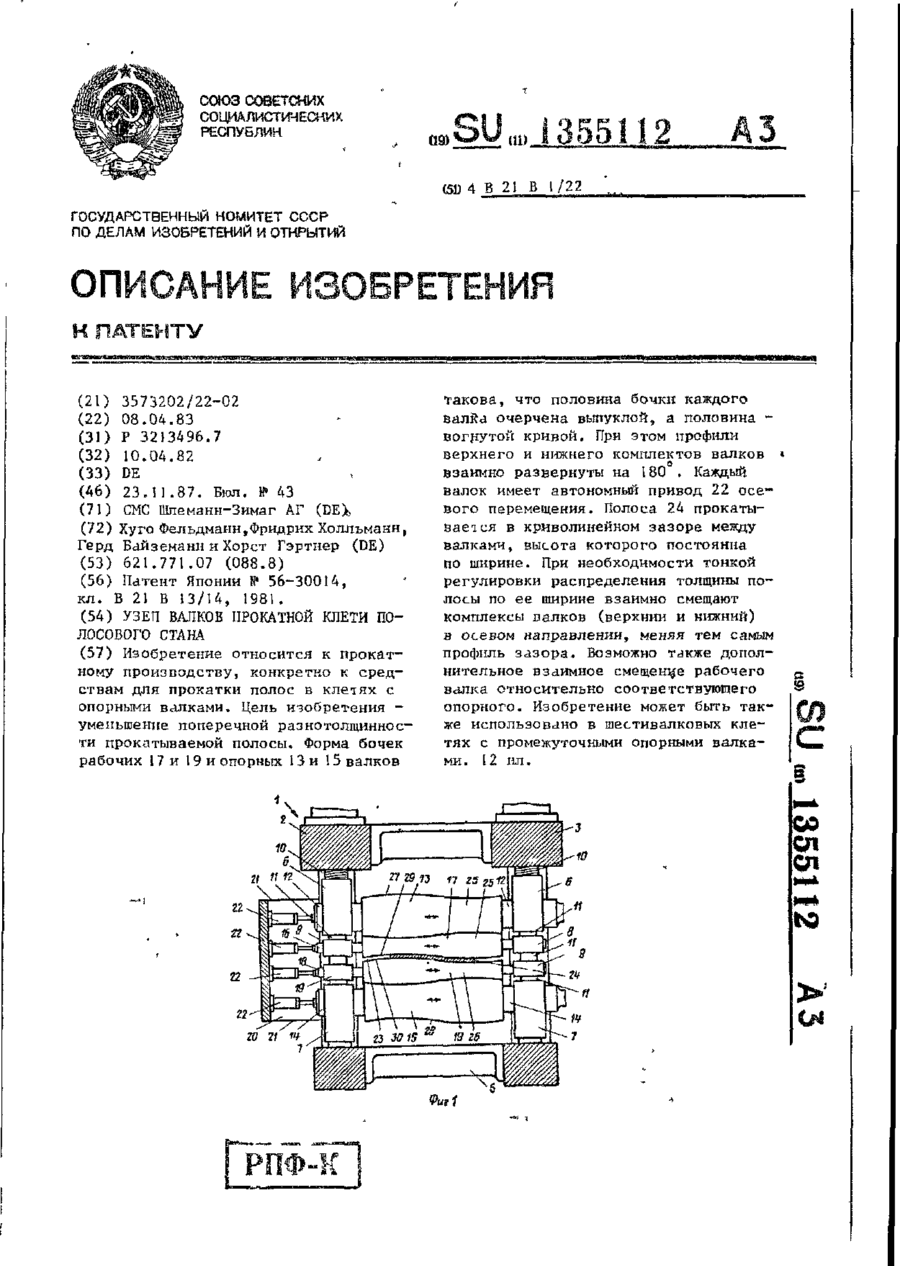
Номер патенту: 5713
Опубліковано: 28.12.1994
Автори: Герд Байсеманн, Хуго Фельдманн, Фрідріх Холльманн, Хорст Гертнер
МПК: B21B 1/22
Мітки: штабового, кліті, валків, стану, вузол, прокатної
Формула / Реферат:
Узел валков прокатной клетки полосового стана, содержащий два комплекта валков, верхний и нижний, каждый из которых имеет один рабочий и по меньшей мере один опорный валки, причем по меньшей мере два соседних валка из каждого комплекта выполнены профилированными с криволинейным центрально-симметричным и взаимносовпадающим по форме контуром бочки, а контуры бочек одноименных валков разных комплектов расположены центрально-симметрично...
Попередній патент: Спосіб виділення штамів хламідій
Наступний патент: Харчожирова композиція масла м’якого збагаченого “кримське”
Випадковий патент: Кант оздоблювальний плетений