Вузол валків прокатної кліті штабового стану
Номер патенту: 5713
Опубліковано: 28.12.1994
Автори: Хуго Фельдманн, Хорст Гертнер, Фрідріх Холльманн, Герд Байсеманн
Формула / Реферат
Узел валков прокатной клетки полосового стана, содержащий два комплекта валков, верхний и нижний, каждый из которых имеет один рабочий и по меньшей мере один опорный валки, причем по меньшей мере два соседних валка из каждого комплекта выполнены профилированными с криволинейным центрально-симметричным и взаимносовпадающим по форме контуром бочки, а контуры бочек одноименных валков разных комплектов расположены центрально-симметрично относительно линии прокатки в среднем положении валков, а также средства осевого перемещения одного из профилированных валков каждого комплекта, отличающийся тем, что, с целью уменьшения поперечной разнотолщинности прокатываемой полосы, прочие профилированные валки узла также снабжены индивидуальными средствами их осевого перемещения.
Текст
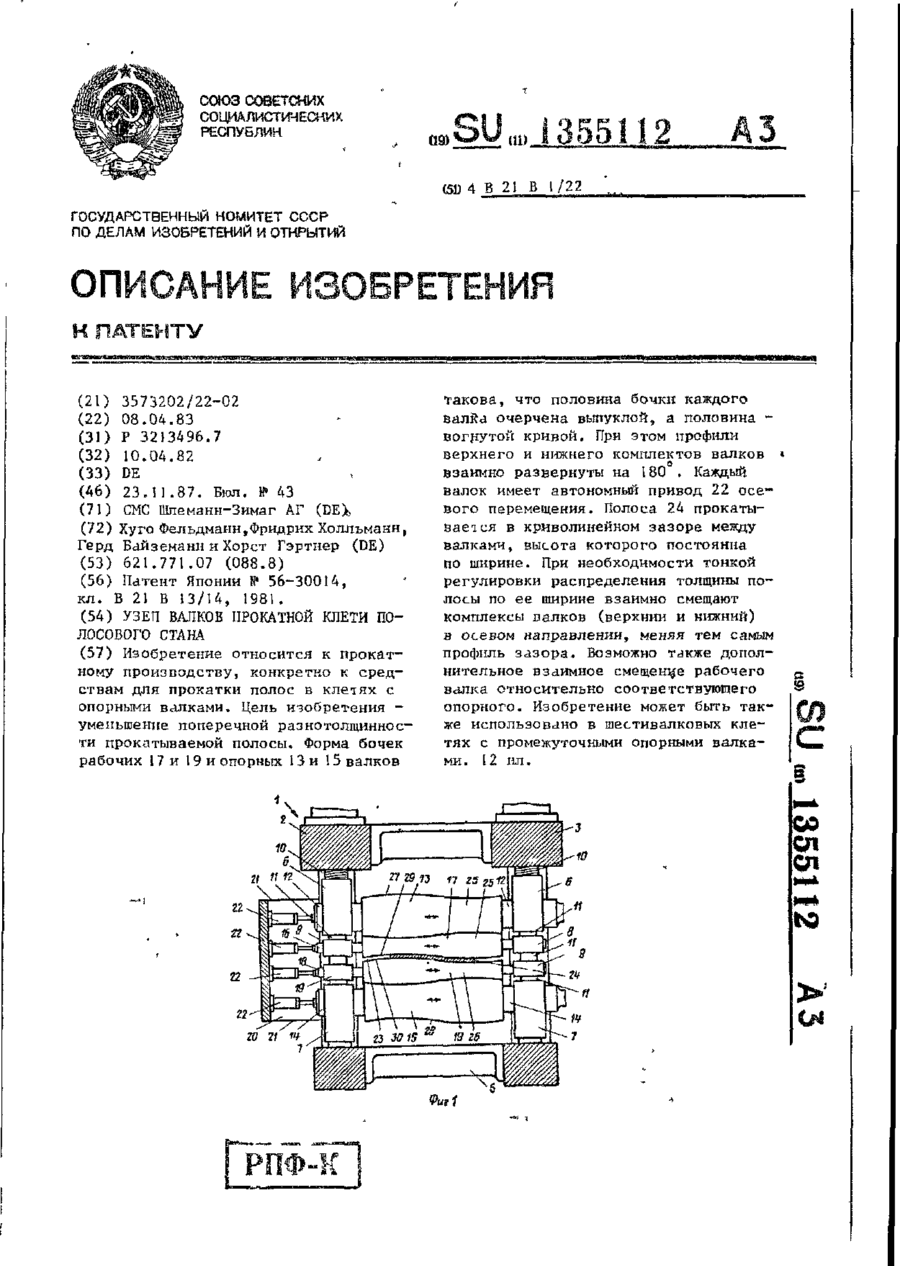
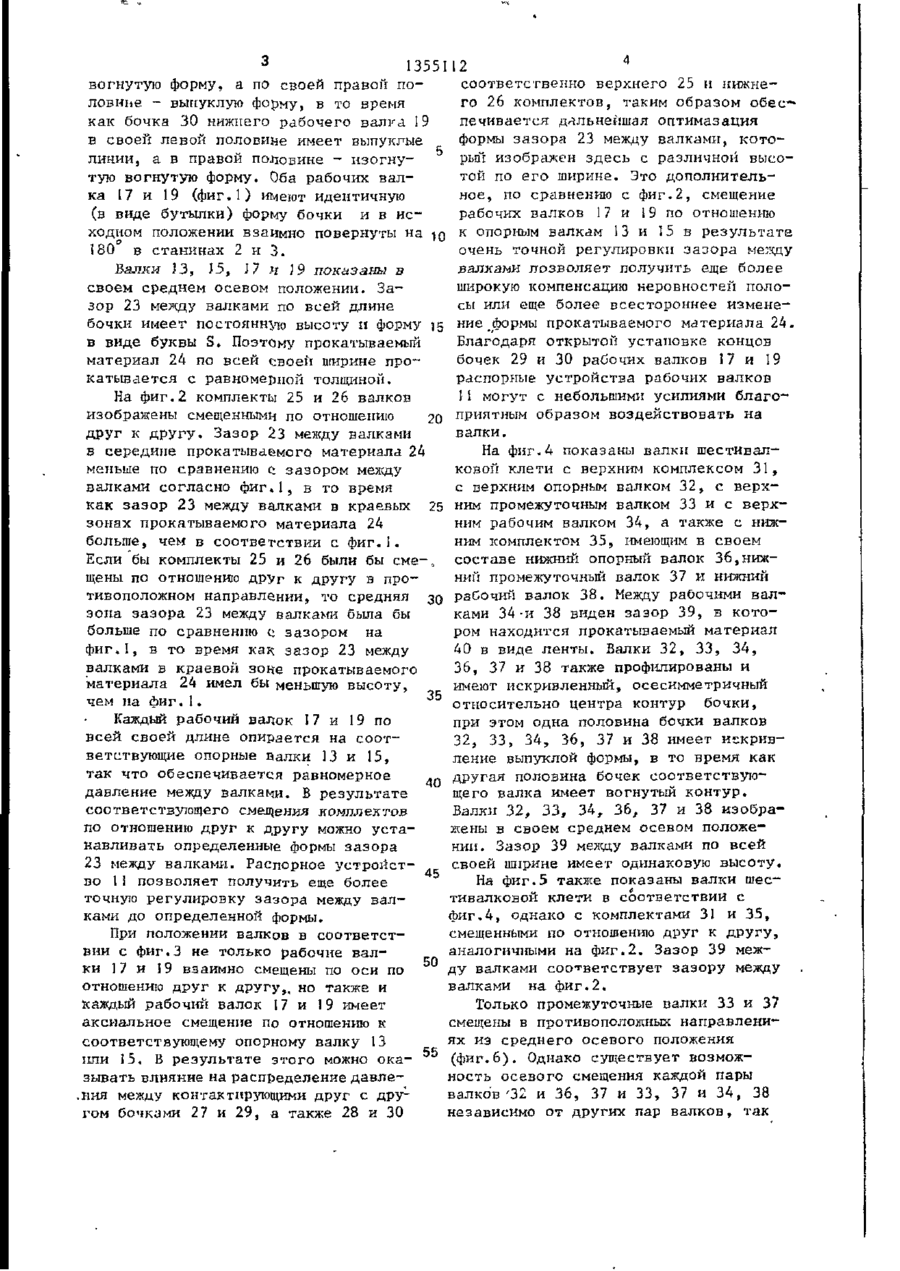
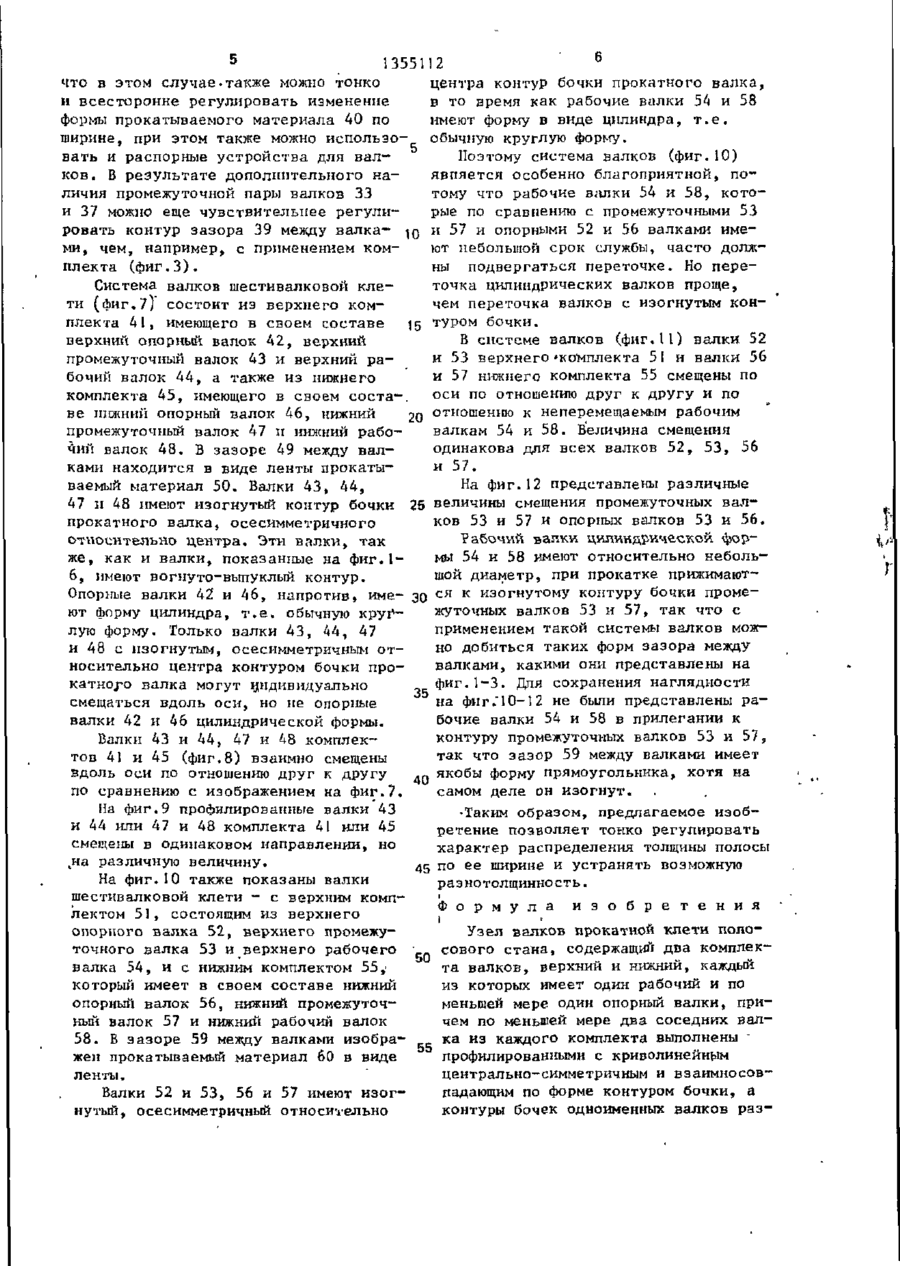
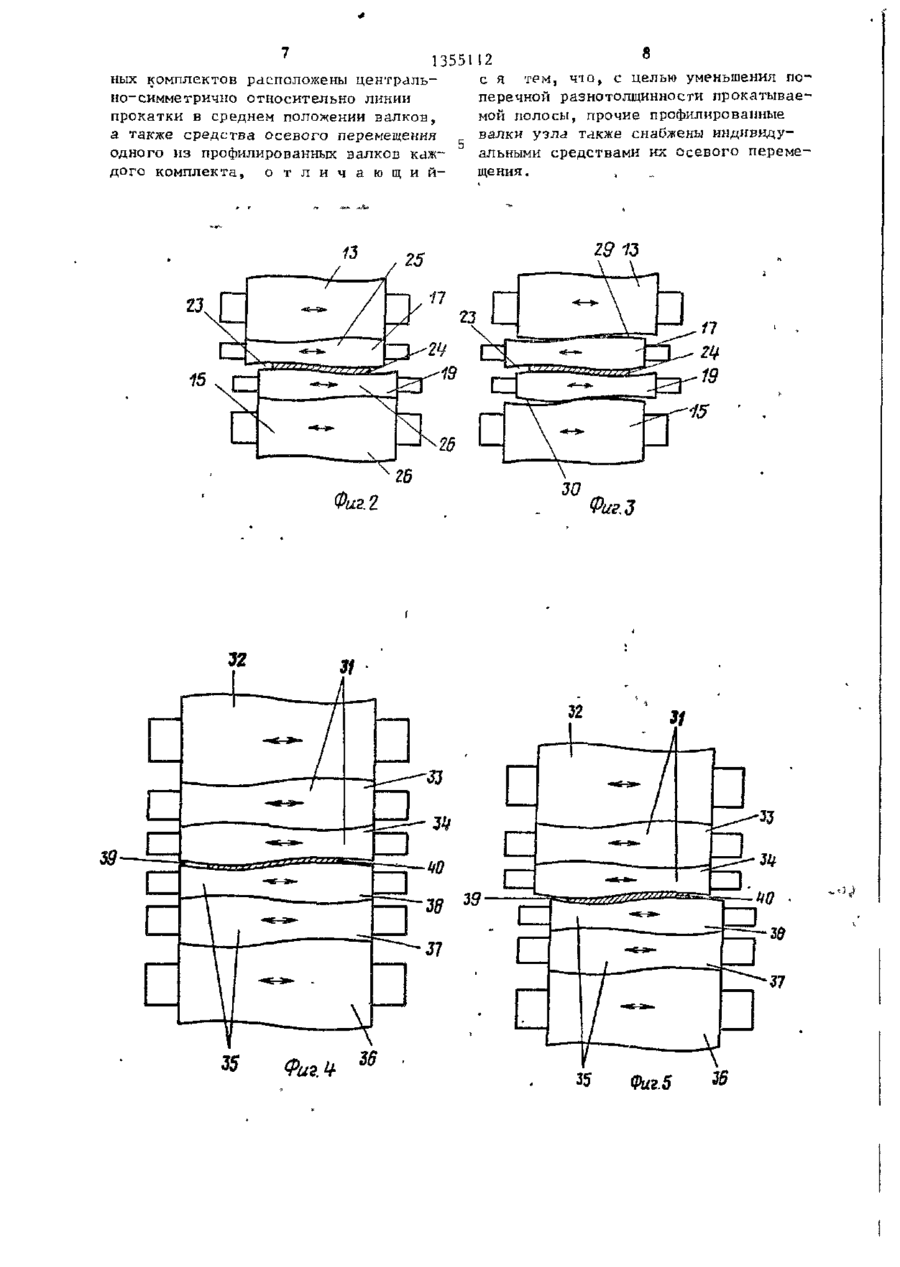
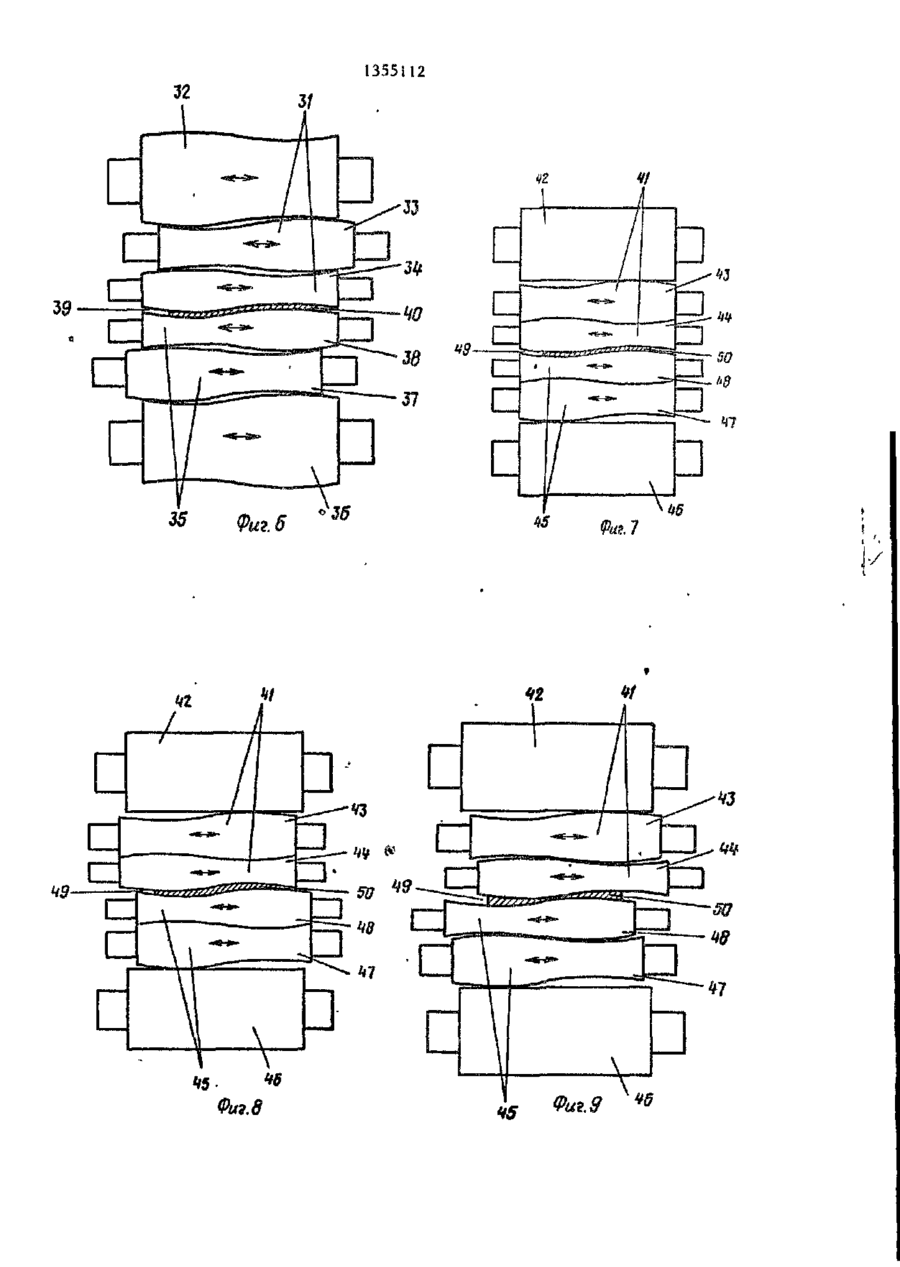
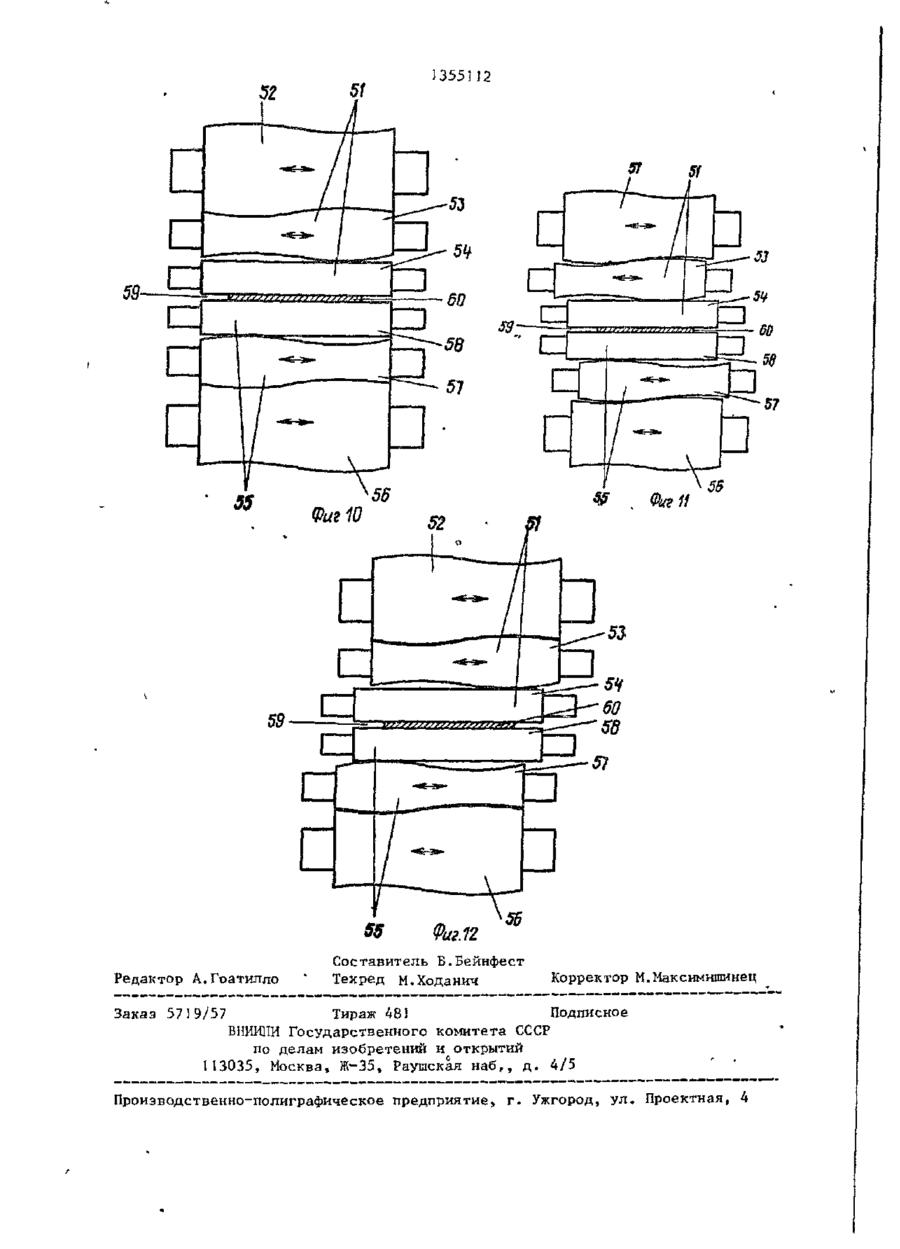
Изобретение относится к прокатному производству, конкретно к средствам для прокатки полос в клетях с опорными валками. Цель изобретения уменьшение поперечной раз ното лщинности прокатываемой полосы. Форма бочек рабочих 1 7 и 1 9 и опорных 13 и 15 валков такова, что половина бочкн каждого валка очерчена выпуклой, а половина вогнутой кривой. При этом профили верхнего и нижнего комплектов валков взаимно развернуты на 180 . Каждый валок имеет автономный привод 22 осевого перемещения. Полоса 24 прокатывается в криволинейном зазоре между валкамиу высота которого постоянна по ширине. При необходимости тонкой регулировки распределения толщины полосы по ее ширине взаимно смещают комплексы валков (верхний и нижний) в осевом направлении, меняя тем самым профиль зазора. Возможно также дополнительное взаимное смещение рабочего а валка относительно соответствующего опорного. Изобретение может быть так- «о же использовано в шестивалковых клетях с промежуточными опорными валками. 12 іш. 00 СП Я29П п 25г5і2 ел 1 13551 12 Изобретение относится к прокатнодушках 9 - цапфы 18 нижнего рабочего му производству, конкретно к средствалка 19, причем эти цапфы вращающиевам для прокатки полос в клетях с ся. Удлинение цапф 12 и 14 за станиопорными валками. ну 3 прокатной клети обеспечивает соединение с приводом поворота (не Цель изобретения - уменьшение попоказан). перечной разнотолщинности прокатываемой полосы. На станине 2 закреплена траверНа фиг.1 дана прокатная клеть са 20, выполненная в поперечном сечекварто, общий вид; на фиг.2 - положе- ю ний в виде буквы U, причем это крепние валков прокатной клети при разноление обеспечивается двумя ее фланцастороннем осевом сдвиге верхнего и ми 21. На траверсе 20 предусмотрены нижнего комплектов; на фиг.З - то же, четыре исполнительных органа (привопрн взаимном разностороннем осевом да) 22, которые воздействуют на валсдвиге валков внутри каждого комплек- 15 ки 13, 15, 17 и 19. С помощью исполта; па фиг.4 - узел валков шестивалнительных органов 22 валки 13, 15, ковой прокатной клети со всеми профи17 и 19 могут перемещаться в осевом лированными валками, общий вид; на направлении, фиг.5 - то же, при разностороннем Зазор 21 между валками ограничиваосевом сдвиге верхнего и нижнего ком- 20 ется рабочими валками 17 и 19. В заплектов; на фиг.6 - то же, при раззоре 23, высота которого регулируетностороннем осевом сдвиге промежуся посредством регулирующего устройточных опорных валков; на фиг.7 ства 10 для валков, находится прокаузел валков шестивалковой прокатной тываемый материал (полоса) 24. клети с цилиндрическими опорными вал- 25 Валки 13 и 17 образуют верхний ками, общий вид; на фиг.8 - то же, комплект 25, в то время как нижний при разностороннем осевом сдвиге верхкомплект 26 состоит из валков 15 и 19. них профилированных валков относительВалки одинакового назначения, т.е. оба рабочих валка 17 и 19 и оба опорно нижних; на фиг.9 - то же, при взаимном осевом сдвиге профилирован- 30 ных валка 13 и 15 составляют в каждом ных валков в каждом комплекте; на случае соответственную пару валков. Все валки 13, 15, 17 и 19 профилироф и г . Ю - узел валков шестивалковой ваны. Бочки 27-30 этих валков имеют прокатной клети с цилиндрическими раосесимметричныи относительно центра бочими валками, общий вид; на фиг.11 то же, при разностороннем осевом -, криволинейный контур. ,Контур верхних опорных валков 13 сдвиге верхних профилированных валков проходит при этом по левой половине относительно нижних; на фиг.12 - то бочки прокатного валка 27 выпукло, по же, при взаимном осевом сдвиге профиправой половине бочки прокатного валлированных валков в каждом комплекте. На фиг.1 показана прокатная клеть 1 4 Q ка - вогнуто, в то время как в нижнем опорном валке 15 левая половина бочки с четырьмя прокатными валками, котопрокатного валка 28 имеет вогнутую рая имеет станины 2 и 3. Станины '2 форму, а правая половина его - выпуки 3 соединены друг с другом с помо- і ло-сводчатую форму. Оба участка бощыо верхней жесткой поперечины 4 и .такой же нижней поперечины 5. В каж- 4 5 чек 27 и 28 очерчены при этом одинаковыми кривыми, а (фиг.1) оба опорных дой из станин 2 и 3 установлены верхвалка 13 и 15 имеют идентичную (в виняя 6 и нижняя 7 подушки опорного де бутылки) форму бочек 27 и 28, а в валка, а также верхняя 8 и нижняя 9 станинах 2 и 3 прокатной клети 1 они подушки рабочего валка, которые могут (исходное-положение) взаимно повернусмещаться в вертикальном направлении 50 ты на 180 . С помощью регулирующих устройств 10 Рабочие валки 17 и 19 имеют бочки для установки прокатных валков и рассоответственно 29 и 30 с контуром, порных устройств 11 можно оказывать искривленным по всей длине, при этом усилия на подушки 6-9. он расчитан дополнительно к контуру Б подушках 6 установлены цапфы 12 55 бочки 27 или/и 28 соседнего опорного верхнего опорного валка 13, в подушвалка 13 или 15. В соответствии с ках 7 - цапфы 14 нижнего опорного этим бочка 29 верхнего рабочего валвалка 15, в подушках 8 - цапфы 16 ка 17 по своей левой половине имеет верхнего рабочего валка 17, а в по-: 1355112 соответственно верхнего 25 и нижневогнутую форму, а по своей правой пого 26 комплектов, таким образом обес—• ловине - выпуклую форму, в то время печивается дальнейшая оптимизация как бочка 30 нижнего рабочего валка 19 формы зазора 23 между валками, котов своей левой половине имеет выпуклые рый изображен здесь с различной высолинии, а в правой половине - изогнутой по его ширине. Это дополнительтую вогнутую форму. Оба рабочих валное, по сравнению с фиг.2, смещение ка 17 и 19 (фиг.1) имеют идентичную рабочих валков 17 и і 9 по отношению (в виде бутылки) форму бочки и в иск опорным валкам 13 и 15 в результате ходном положении взаимно повернуты на очень точной регулировки зазора между 180 в станинах 2 и 3. валками позволяет получить еще более Валки 33, 15, 17 ч 19 показаны в широкую компенсацию неровностей полосвоем среднем осевом положении. Засы или еще более всестороннее изменезор 23 между валками по всей длине бочки имеет постоянную высоту и форму is ние_формы прокатываемого материала 24. Благодаря открытой установке концов в виде буквы S. Поэтому прокатываемый бочек 29 и 30 рабочих валков 17 и 19 материал 24 по всей своей ширине прораспорные устройства рабочих валков катывается с равномерной толщиной. 1 Ї могут с небольшими усилиями благоНа фиг.2 комплекты 25 и 26 валков приятным образом воздействовать на изображены смещенными по отношению 20 валки. друг к другу. Зазор 23 между валками На фиг.4 показаны валки шестивалв середине прокатываемого материала 24 ковой клети с верхним комплексом 31, меньше по сравнению с зазором между с верхним опорным валком 32, с верхвалками согласно фиг,1, в то время как зазор 23 между валками в краевых 25 ним промежуточным валком 33 и с верхним рабочим валком 34, а также с нижзонах прокатываемого материала 24 ним комплектом 35, имеющим в своем больше, чем в соответствии с фиг.1. Если бы комплекты 25 и 26 были бы сме-, составе нижний опорный валок 36,нижний промежуточный валок 37 и нижний щены по отношению друг к другу в противоположном направлении, то средняя 30 рабочий валок 38. Между рабочими валками 34-и 38 виден зазор 39, в котозона зазора 23 между валками была бы ром находится прокатываемый материал больше по сравнению с зазором на 40 в виде ленты. Балки 32, 33, 34, фиг.1, в то время как зазор 23 между 36, 37 и 38 также профилированы и валками в краевой зоне прокатываемого имеют искривленный, осесимметричный материала 24 имел бы меньшую высоту, 35 относительно центра контур бочки, чем на фиг.1. при этом одна половина бочки валков Каждый рабочий валок 17 и 19 по 32, 33, 34, 36, 37 и 38 имеет искриввсей своей длине опирается на соотление выпуклой формы, в то время как ветствующие опорные валки 13 и 15, другая половина бочек соответствуютак что обеспечивается равномерное щего валка имеет вогнутый контур. давление между валками. В результате Валки 32, 33, 34, 36, 37 и 38 изобрасоответствующего смещения комплектов жены в своем среднем осевом положепо отношению друг к другу можно устании. Зазор 39 между валками по всей навливать определенные формы зазора своей ширине имеет одинаковую высоту. 23 между валками. Распорное устройст45 На фиг.5 также показаны валки шесво 11 позволяет получить еще более тивалковой клети в соответствии с точную регулировку зазора между валфиг.4, однако с комплектами 31 и 35, ками до определенной формы. смещенными по отношению друг к другу, При положении валков в соответстаналогичными на фиг.2. Зазор 39 межвии с фиг.З не только рабочие вал50 ду валками соответствует зазору между ки 17 и 19 взаимно смещены по оси по валками на фиг.2. отношению друг к другу,, но также и Только промежуточные валки 33 и 37 каждый рабочий валок 17 и 19 имеет смещены в противоположных направлениаксиальное смещение по отношению к ях из среднего осевого положения соответствующему опорному валку 13 55 (фиг.6). Однако существует возможили 15. В результате этого можно оканость осевого смещения каждой пары зывать влияние на распределение давлевалков '32 и 36, 37 и 33, 37 и 34, 38 .ния между контактирующими друг с друнезависимо от других пар валков, так гом бочками 27 и 29, а также 28 и 30 1355112 6 центра контур бочки прокатного валка, что в этом случае.также можно тонко в то время как рабочие валки 54 и 58 и всесторонне регулировать изменение имеют форму в виде цилиндра, т.е. формы прокатываемого материала 40 по обычную круглую форму. ширине, при этом также можно испольэо Поэтому система валков (фиг.10) вать и распорные устройства для валявпяется особенно благоприятной, поков. В результате дополнительного натому что рабочие валки 54 и 58, котоличия промежуточной пары валков 33 рые по сравнению с промежуточными 53 и 37 можно еще чувствительнее регулировать контур зазора 39 между валка- ig и 57 и опорными 52 и 56 валками имеют небольшой срок службы, часто должми, чем, например, с применением комны подвергаться переточке. Но переплекта (фиг.3). точка цилиндрических валков проще, Система валков шестивалковой клечем переточка валков с изогнутым конти (фиг.7) состоит из верхнего ком15 туром бочки. плекта 41, имеющего в своем составе В системе валков (фиг.11) валки 52 верхний опорный валок 42, верхний и 53 верхнего«комплекта 51 и валки 56 промежуточный валок 43 и верхний раи 57 нижнего комплекта 55 смещены по бочий валок 44, а также из нижнего комплекта 45, имеющего в своем соста-. оси по отношению друг к другу и по ве нижний опорный валок 46, нижний 20 отношению к неперемещаемым рабочим валкам 54 и 58. Величина смещения промежуточный валок 47 и нижний рабоодинакова для всех валков 52, 53, 56 чий валок 48. В зазоре 49 между вали 57. ками находится в виде ленты прокатыНа фиг.12 представлены различные ваемый материал 50. Валки 43, 44, 47 и 48 имеют изогнутый контур бочки 25 величины смещения промежуточных валпрокатного валка, осесимметричного ков 53 и 57 и опорных валков 53 и 56. относительно центра. Эти валки, так Рабочий валки цилиндрической форже, как и валки, показанные на фиг.1мы 54 и 58 имеют относительно неболь6, имеют вогнуто-выпуклый контур. той диаметр, при прокатке прижимаютОпорные валки 42 и 46, напротив, йме- ЗО с Я к изогнутому контуру бочки промеют форму цилиндра, т.е. обычную круґжуточных валков 53 и 57, так что с применением такой системы валков можлую форму. Только валки 43, 44, 47 но добиться таких форм зазора между и 48 с изогнутым, осесимметричным относительно центра контуром бочки провалками, какими они представлены на катного валка могут индивидуально фиг.1-3. Для сохранения наглядности 35 смещаться вдоль оси, но не опорные на фиг."10-12 не были представлены равалки 42 и 46 цилиндрической формы. бочие валки 54 и 58 в прилегании к контуру промежуточных валков 53 и 57, Валки 43 и 44, 47 и 48 комплектак что зазор 59 между валками имеет тов 41 и 45 (фиг.8) взаимно смещены якобы форму прямоугольника, хотя на вдоль оси по отношению друг к другу д п самом деле он изогнут. по сравнению с изображением на фиг.7. На фиг.9 профилированные валки 43 •Таким образом, предлагаемое изоби 44 или 47 и 48 комплекта 41 или 45 ретение позволяет тонко регулировать сменены в одинаковом направлении, но характер распределения толщины полосы на различную величину. ( 45 по ее ширине и устранять возможную На фиг.10 также показаны валки разнотолщинность. шестивалковой клети - с верхним компФ о р м у л а и з о б р е т е н и я лектом 51, состоящим из верхнего опорного валка 52, верхнего промежуУзел валков прокатной клети полоточного валка 53 и верхнего рабочего сового стаиа, содержащий два комплек50 валка 54, и с нижним комплектом 55,' та валков, верхний и нижний, каждый который имеет в своем составе нижний из которых имеет один рабочий и по опорный валок 56, нижний промежуточменьшей мере один опорный валки, приный валок 57 и нижний рабочий валок чем по меньшей мере два соседних вал58. В зазоре 59 между валками изобрака из каждого комплекта выполнены ' жен прокатываемый материал 60 в виде 55 профилированными с криволинейным ленты. центрально-симметричным и взаимносовпадающим по форме контуром бочки, а Валки 52 и 53, 56 и 57 имеют изогконтуры бочек одноименных валков разнутый, осесимметричный относительно 7 8 1355112 ных комплектов расположены центральс я тем, что, с целью уменьшения поно-симметрично относительно линии перечной разнотолщинности прокатывавпрокатки в среднем положении валков, мой полосы, прочие профилированные а также средства осевого перемещения валки узла также снабжены индивидуодного из профилированных залков кажальными средствами их осевого перемедого комплекта, о т л и ч а ю щ и й щения. Фиг.З Фиг.5 1355112 Фиг 6 Sf Фиг.12 Редактор А.Гоатилло Составитель Б.Бейнфест Техред М.Ходанич Корректор М.Максимншинец Заказ 5719/57 Тираж 48! Подписное В И Т Государственного комитета СССР Н ШИ по делам изобретений н открытий 113035, Москва, Ж-35, Раушская н а б , , д . 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюUnit of rolls of rolling stand of bar mill
Назва патенту російськоюУзел валков прокатной клети полосового стана
МПК / Мітки
МПК: B21B 1/22
Мітки: вузол, штабового, валків, кліті, прокатної, стану
Код посилання
<a href="https://ua.patents.su/8-5713-vuzol-valkiv-prokatno-kliti-shtabovogo-stanu.html" target="_blank" rel="follow" title="База патентів України">Вузол валків прокатної кліті штабового стану</a>
Вузол валків прокатної кліті кварто
Номер патенту: 1641
Опубліковано: 25.10.1994
Автори: Романов Микола Митрофанович, Мірошниченко Анатолій Костянтинович, Костюченко Михайло Іванович, Самченко Анатолій Іванович, Архипенко Євген Іванович, Костигов Валентин Михайлович, Малахов Віктор Григорович, Дишковець Геннадій Анатолійович, Стрємоухов Віталій Сергійович, Гуськов Олександр Миколайович, Кізійов Володимир Григорович
МПК: B21B 27/02
Мітки: прокатної, кварто, валків, кліті, вузол
Формула / Реферат:
1. Узел валков прокатной клети кварто, содержащий опорные и рабочие валки, один из которых имеет гладкие бандажи с винтовыми гребнями, отличающийся тем, что, с целью повышения срока службы валков, гладкие бандажи выполнены с диаметром на 30—50 % выше высоты бандажей с гребнями и твердостью, равной 0,7—0,9 твердости контактирующих с ними валков. 2. Узел по п. 1, отличающийся тем, что бандажи с гребнями выполнены с упрочненным...
Вузол валків
Номер патенту: 2619
Опубліковано: 26.12.1994
Автори: Мирошниченко Анатолій Васильович, Хорошілов Микола Макарович, Дорожко Іван Кирилович, Гавриленко Євген Дмитрович, Кірієнко Анатолій Іванович, Локтіонов Петро Якович, Чудновець Олександр Миколайович, Міронов Євген Костянтинович, Скороход Микола Михайлович, Данилович Георгій Володимирович
МПК: B21B 27/02
Формула / Реферат:
Узел валков для прокатки швеллерных профилей, содержащий валок с одногребневым ручьем и валок с двухгребневым ручьем с подгибкой полосового раската, отличающийся тем, что валок с одногребневым ручьем снабжен дополнительными гребнями с высотой, в 1,05-1,5 раза превышающей высоту основного гребня, расположенными по обе стороны от гребней двухгребневого ручья другого валка, а на боковых поверхностях дополнительных гребней со стороны, примыкающей...
Кліть прокатного стану
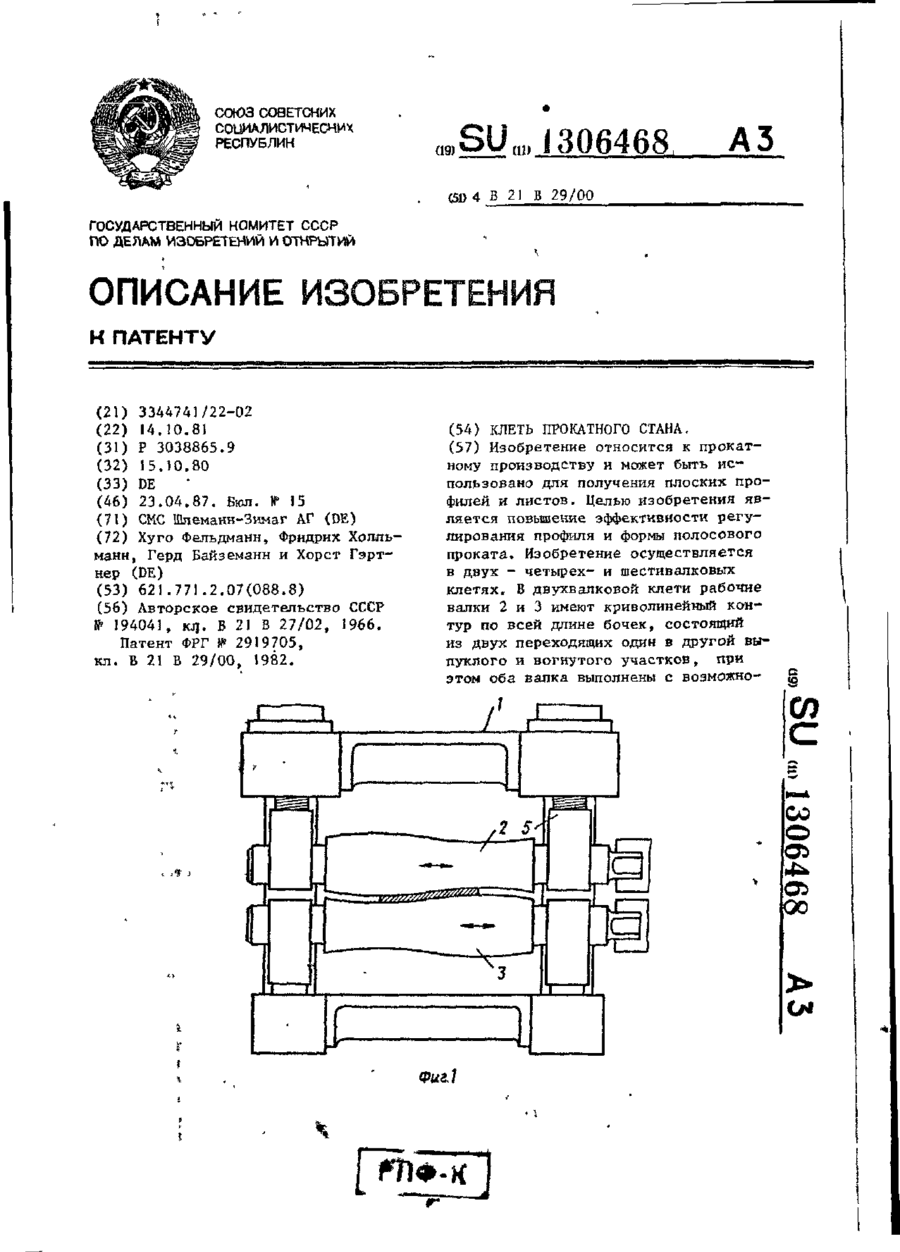
Номер патенту: 3684
Опубліковано: 27.12.1994
Автори: Герд Байсеманн, Хорст Гертнер, Фрідріх Холльманн, Хуго Фельдман
МПК: B21B 29/00
Мітки: кліть, прокатного, стану
Формула / Реферат:
1. Клеть прокатного стана, содержащая верхний и нижний комплекты валков в составе пары рабочих валков или пары рабочих валков и по одному опорному валку в каждом комплекте и(или) пары рабочих валков, одному промежуточному и одному опорному валкам в каждом комплекте, причем оба валка одной из одноименных пар валков имеют возможность возвратно-поступательного перемещения в осевом направлении, а каждый из смещаемых валков имеет по меньшей...
Спосіб відцентрового лиття прокатних валків

Номер патенту: 1640
Опубліковано: 25.10.1994
Автори: Воронцов Микола Михайлович, Темніков Едуард Михайлович, Свистунов Ігор Олександрович, Токар Галина Миколаївна, Долуда Анатолій Олександрович, Гольдштейн Леонід Борисович
МПК: B22D 13/02
Мітки: прокатних, відцентрового, валків, спосіб, лиття
Формула / Реферат:
Способ центробежного литья прокатных валков, включающий заливку жидкого металла в литейную форму, скорость вращения которой соответствует значениям гравитационного коэффициента 50—150, для формообразования рабочего слоя валка и последующую заливку жидкого металла для формообразования сердцевины и шеек валков на затвердевший рабочий слой валка, отличающийся тем, что, с целью улучшения качества литых валков за счет уменьшения разрушения...
Валок прокатного стану
Номер патенту: 598
Опубліковано: 15.12.1993
Автори: Луценко Віктор Олександрович, Дяченко Михайло Григорович, Луцький Михайло Борисович, Чічкан Артур Олексійович, Дорожко Іван Кирилович
МПК: B21B 27/02
Мітки: валок, стану, прокатного
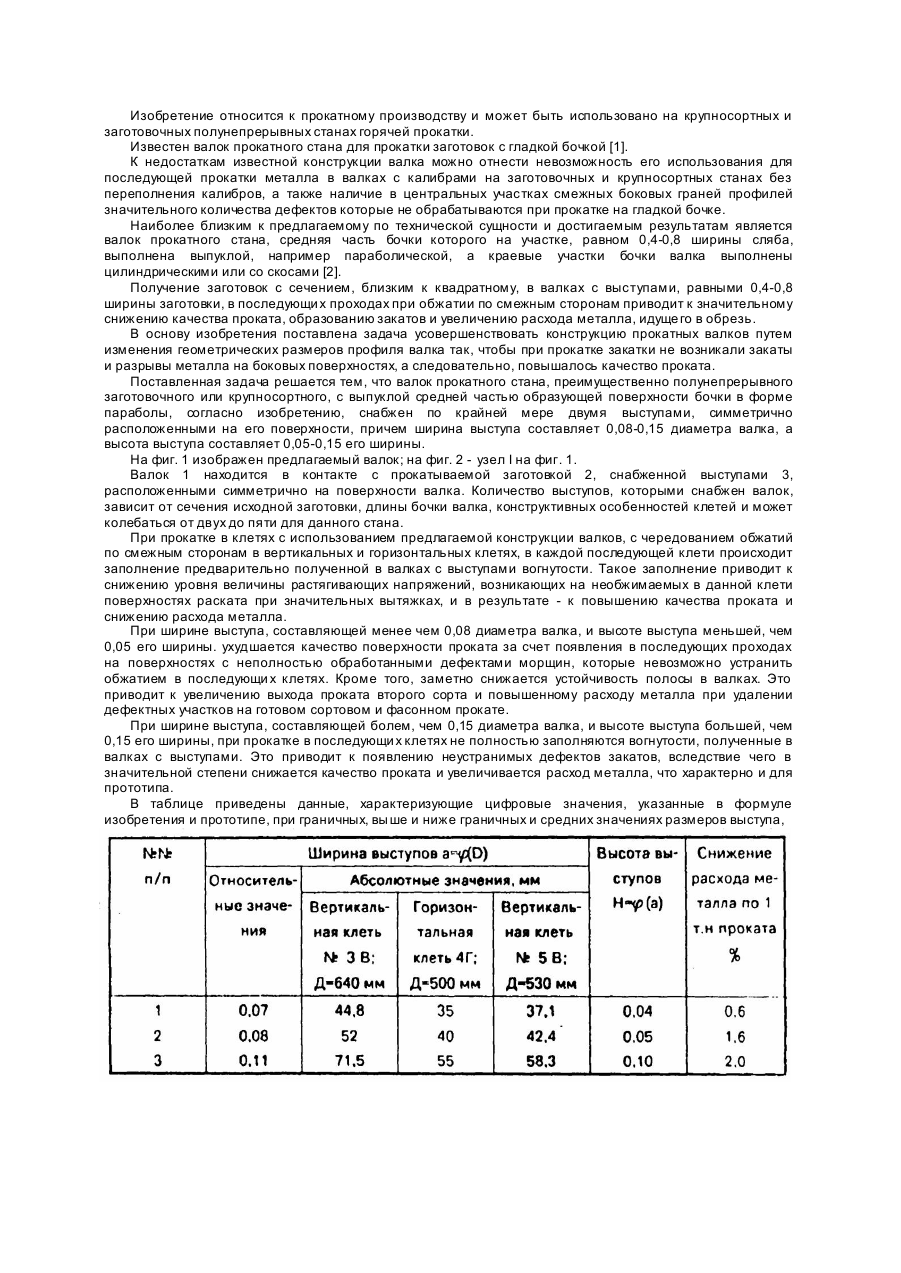
Формула / Реферат:
Валок прокатного стана, преимущественно полунепрерывного заготовочного или крупносортного, с выпуклой средней частью образующей поверхности бочки в форме параболы, отличающийся тем, что валок снабжен, по крайней мере, двумя выступами, симметрично расположенными на его поверхности, причем ширина выступа составляет 0,08-0,15 диаметра валка, а высота выступа составляет 0,05-0,15 его ширины.
Попередній патент: Спосіб отримання припоєчного боросвинцового скла
Наступний патент: Спосіб створення та добору рослин з високим вмістом ефірної олії
Випадковий патент: Спосіб виготовлення вуглеграфітового колектора електричної машини