Спосіб відливання біметалічної безперервнолитої заготовки
Номер патенту: 70473
Опубліковано: 15.10.2004
Автори: Павлюченков Игорь Александрович, Огурцов Анатолій Павлович, Герасименко Виктор Григорьевич, Адамчук Станіслав Іванович, Тітова Тамара Михайлівна, Бялик Гаррі Абрамович, Большаков Вадим Іванович

Формула / Реферат
Спосіб відливання біметалічної безперервнолитої заготовки, що включає заливання в кристалізатор металу або сплаву одного складу, витягування отриманої заготовки в інший кристалізатор при одночасному заливанні в нього металу або сплаву другого складу з наступним витягуванням отриманої біметалічної заготовки, який відрізняється тим, що заливання металу або сплаву другого складу роблять під шаром активного флюсу, що обігрівається.
Текст
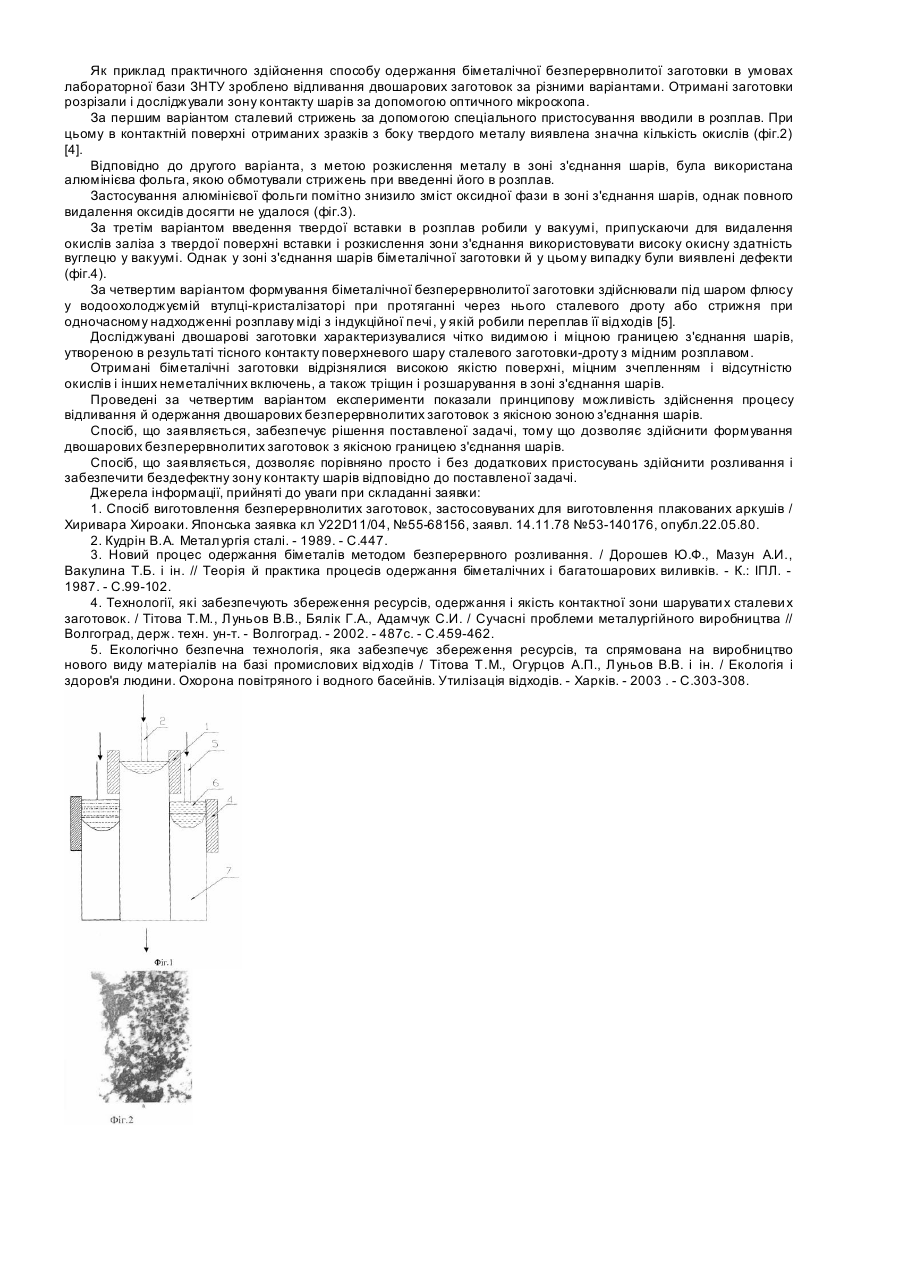
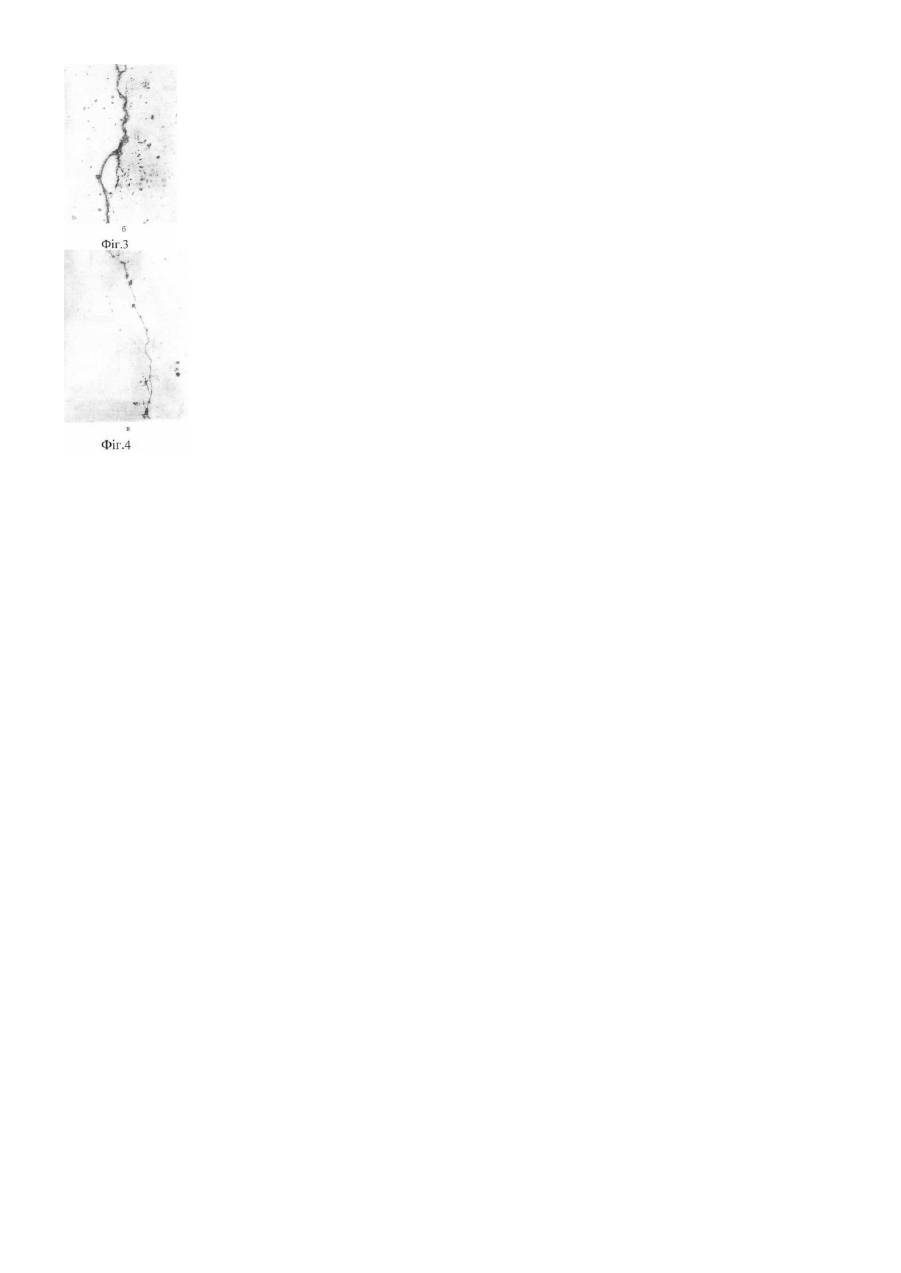
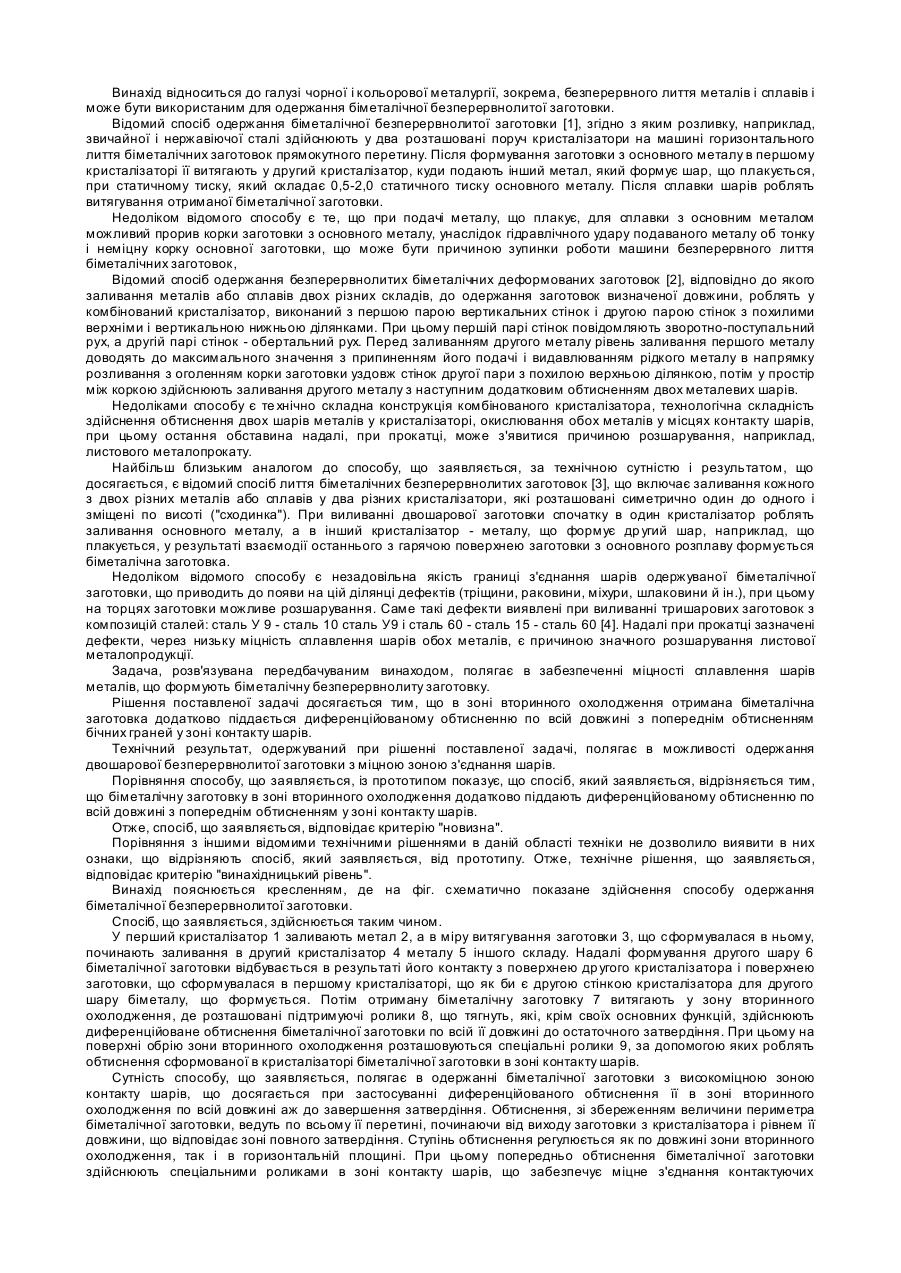
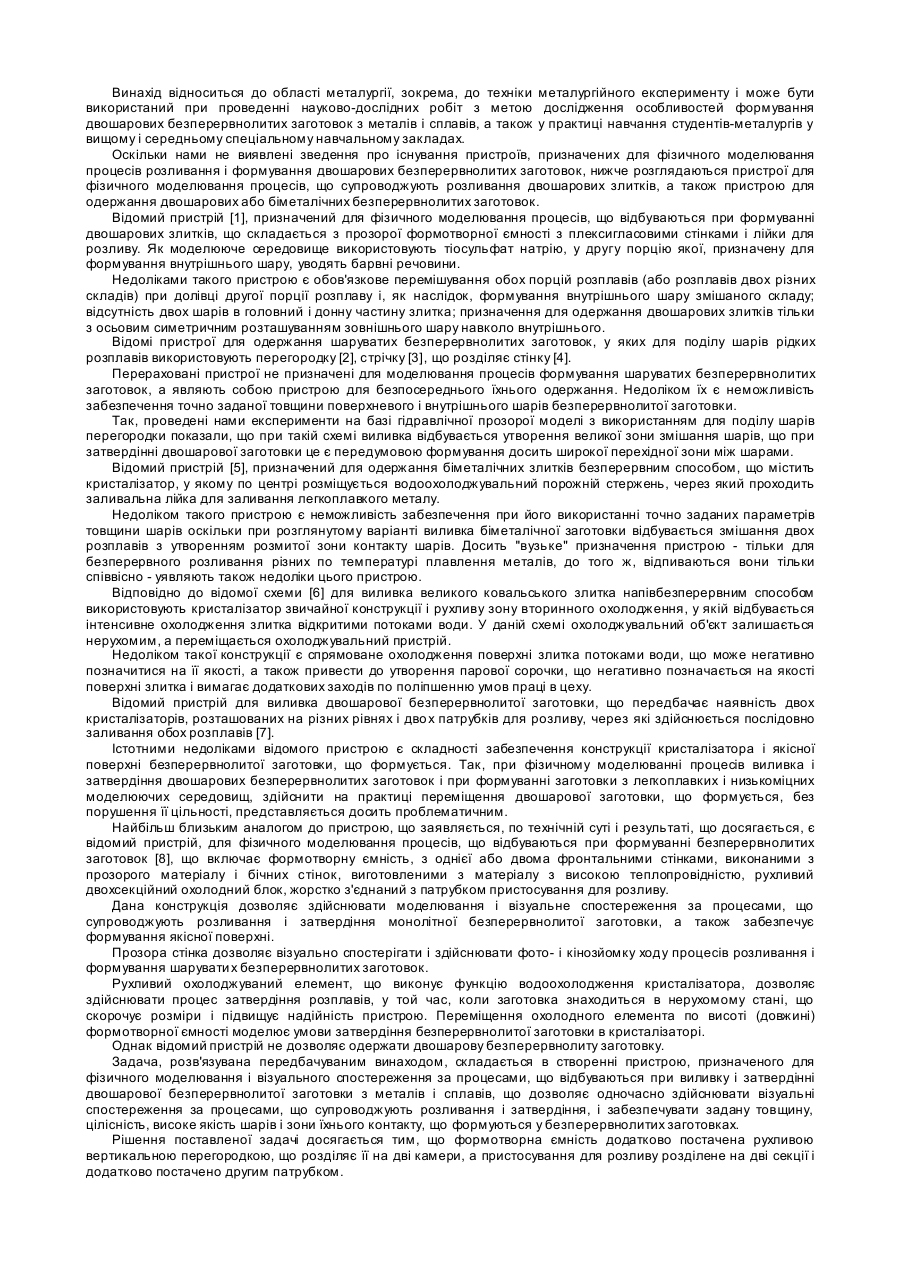
Винахід відноситься до галузі металургії, зокрема, до безперервного розливання і може бути використаним для відливання біметалічних заготовок. Відомий спосіб одержання біметалічної безперервнолитої заготовки [1], відповідно до якого розливання, наприклад, звичайної і нержавіючої сталі здійснюють у вертикально встановлений кристалізатор, у який для запобігання змішування двох різних за складом сталей подають металеву стрічку, з визначеною швидкістю, що забезпечує її розплавлювання після утворення шару нержавіючої сталі і на початку здійснення кристалізації шару, що прилягає до стрічки звичайної сталі. Недоліками такого способу є внесення зі стрічкою в розплав окислів і неметалічних включень, складність фіксації стрічки при забезпеченні визначеної товщини шару, що плакується, а також досить обмежені можливості в регулюванні товщини шару, що плакує, регламентованою необхідністю подачі стрічки на ранніх етапах кристалізації шару, що плакується. Відомий спосіб одержання біметалічної заготовки методом безперервного відливання [2] розливання двох різних розплавів здійснюють, відповідно, у кожний із двох, розташованих поруч кристалізаторів. Потім отримані дві заготовки витягають у зону вторинного охолодження, де за допомогою системи притискних напрямних роликів зближують і з'єднують зварюванням. Недоліками способу є: неміцність зв'язку шарів, утворених зварюванням (непровари); виникнення залишкових напруг у зоні звареного з'єднання, для зняття яких потрібне застосування додаткової дорогої операції, наприклад, гомогенізуючого відпалу, тому такий спосіб не вписується в загальну схему безперервного технологічного процесу. Найбільш близьким аналогом до способу, що заявляється, за технічною сутністю і результатом, що досягається, є відомий спосіб для відливання біметалічних безперервнолитих заготовок [3], що включає заливання в кристалізатор металу або сплаву одного складу, витягування отриманої заготовки в інший кристалізатор при одночасному заливанні в нього металу або сплаву другого складу з наступним витягуванням отриманої біметалічної заготовки. Відомий спосіб відливання безперервнолитої біметалічної заготовки передбачає розташування один над іншим двох кристалізаторів: верхнього - для формування заготовки з основного металу, а нижнього - з металу, що плакується. У процесі розливання заготовка, що кристалізується з основного металу, з верхнього кристалізатора надходить у нижній кристалізатор, у якій заливають метал або сплав другого складу. При взаємодії останнього з гарячою поверхнею заготовки з основного металу або сплаву утвориться біметалічна заготовка. Недоліком відомого способу є незадовільна якість межі з'єднання шарів одержуваної біметалічної заготовки, що є як наслідком інтенсивного окислювання поверхні першої заготовки (з металу або сплаву основного шару), що виникає в результаті взаємодії її з атмосферним повітрям і утворення окислів, так і затягування шлаку в зону контакту шарів при відливанні другої заготовки, що формує шар, який плакується. Спільний вплив цих двох факторів приводить до появи в зоні контакту шарів біметалічних заготовок таких дефектів, як тріщини, раковини, пузирі, шлаковини, а також розшарування на торцях заготовок. Саме такі дефекти були виявлені при відливанні тришарових заготовок з композицій сталей: сталь У9 - сталь 10 - сталь У9, сталь 60 - сталь 15 - сталь 60 [3]. Зазначені дефекти, надалі, у прокатаних заготовках спричиняють значне розшарування шаруватої листової металопродукції. Задача, розв'язувана передбачуваним винаходом, полягає у відновленні раніше утворених окислів на поверхні заготовки з першого металу або сплаву, запобіганні затягування шлаку й окислювання контактуючих шарів біметалічної заготовки, що формується. Рішення поставленої задачі досягається тим, що розливання сплаву або металу в др угий кристалізатор здійснюють під шаром активного флюсу, що обігрівається. Технічний результат, одержуваний при рішенні поставленої задачі, полягає в можливості одержання двошарової безперервнолитої заготовки з міцною і бездефектною зоною з'єднання шарів. Порівняння способу, що заявляється, із прототипом показує, що спосіб, що заявляється, відрізняється тим, що заливання металу або сплаву др угого складу здійснюють під шаром активного флюсу, що обігрівається. Перераховані істотні відмінності технічного рішення, що заявляється, від прототипу свідчать про його відповідність критерієві «новизна». Порівняння з іншими відомими технічним рішеннями не дозволило виявити в них ознаки, що відрізняють спосіб, що заявляється, від прототипу. Отже, те хнічне рішення, що заявляється, відповідає критерію «винахідницький рівень». Винахід пояснюється кресленнями, де на фіг.1 представлене схематичне зображення здійснення способу, що заявляється; на фіг.2 - приведені окисли, виявлені в зоні контакту шарів при введенні сталевого стрижня в розплав; на фіг.3 - показана зона контакту шарів у випадку використання алюмінієвої фольги; на фіг.4 - показано стан зони контакту шарів при здійсненні процесу формування біметалічної заготовки у вакуумі. Спосіб, що заявляється, здійснюють при наступному порядку виконання операцій. У перший кристалізатор 1 заливають перший сплав або метал 2, по мірі витягування заготовки, яка сформувалась в першому кристалізаторі 3, починають заливання в другий кристалізатор 4 другого сплаву або металу 5, на поверхні якого наводять шар активного флюсу, що обігрівається, 6. Надалі формування другого шару 7 відбувається в результаті контакту другого розплаву з поверхнею другого кристалізатору 4 і поверхнею заготовки 3. Сутність способу, що заявляється, полягає в одержанні біметалічної заготовки з якісною зоною контакту шарів, що досягається відливанням шару металу або сплаву другого складу під активним флюсом, що обігрівається, типу АНФ-6, якій є відновлювачем для раніше створених окислів на поверхні першої заготовки і забезпечує запобігання від окислювання і влучення екзогенних фаз у зону контакту шарів біметалічної заготовки, що формується. Рафінування металу й очищення його від неметалічних включень і шкідливих домішок відбувається при контакті поверхні заготовки, що сформувалася в першому кристалізаторі, а також у момент проходження рідкого розплаву, у процесі розливання металу в другому кристалізаторі через шар флюсу, і здійснюється за рахунок взаємодії шкідливих домішок з активними з'єднаннями (тому флюс називають «активним»), що входять до складу флюсу, наприклад, CaO, CaF2, Аl2О3 . Підтримування флюсу в постійно рідкому стані досягається за допомогою додаткового джерела обігріву. Здійснення розливання другого розплаву під шаром активного флюсу, що обігрівається, дозволяє вирішити поставлену задачу і досягти те хнічного результату. Як приклад практичного здійснення способу одержання біметалічної безперервнолитої заготовки в умовах лабораторної бази ЗНТУ зроблено відливання двошарових заготовок за різними варіантами. Отримані заготовки розрізали і досліджували зону контакту шарів за допомогою оптичного мікроскопа. За першим варіантом сталевий стрижень за допомогою спеціального пристосування вводили в розплав. При цьому в контактній поверхні отриманих зразків з боку твердого металу виявлена значна кількість окислів (фіг.2) [4]. Відповідно до другого варіанта, з метою розкислення металу в зоні з'єднання шарів, була використана алюмінієва фольга, якою обмотували стрижень при введенні його в розплав. Застосування алюмінієвої фольги помітно знизило зміст оксидної фази в зоні з'єднання шарів, однак повного видалення оксидів досягти не удалося (фіг.3). За третім варіантом введення твердої вставки в розплав робили у вакуумі, припускаючи для видалення окислів заліза з твердої поверхні вставки і розкислення зони з'єднання використовувати високу окисну здатність вуглецю у вакуумі. Однак у зоні з'єднання шарів біметалічної заготовки й у цьому випадку були виявлені дефекти (фіг.4). За четвертим варіантом формування біметалічної безперервнолитої заготовки здійснювали під шаром флюсу у водоохолоджуємій втулці-кристалізаторі при протяганні через нього сталевого дроту або стрижня при одночасному надходженні розплаву міді з індукційної печі, у якій робили переплав її відходів [5]. Досліджувані двошарові заготовки характеризувалися чітко видимою і міцною границею з'єднання шарів, утвореною в результаті тісного контакту поверхневого шару сталевого заготовки-дроту з мідним розплавом. Отримані біметалічні заготовки відрізнялися високою якістю поверхні, міцним зчепленням і відсутністю окислів і інших неметалічних включень, а також тріщин і розшарування в зоні з'єднання шарів. Проведені за четвертим варіантом експерименти показали принципову можливість здійснення процесу відливання й одержання двошарових безперервнолитих заготовок з якісною зоною з'єднання шарів. Спосіб, що заявляється, забезпечує рішення поставленої задачі, тому що дозволяє здійснити формування двошарових безперервнолитих заготовок з якісною границею з'єднання шарів. Спосіб, що заявляється, дозволяє порівняно просто і без додаткових пристосувань здійснити розливання і забезпечити бездефектну зону контакту шарів відповідно до поставленої задачі. Джерела інформації, прийняті до уваги при складанні заявки: 1. Спосіб виготовлення безперервнолитих заготовок, застосовуваних для виготовлення плакованих аркушів / Хиривара Хироаки. Японська заявка кл У22D11/04, №55-68156, заявл. 14.11.78 №53-140176, опубл.22.05.80. 2. Кудрін В.А. Металургія сталі. - 1989. - С.447. 3. Новий процес одержання біметалів методом безперервного розливання. / Дорошев Ю.Ф., Мазун А.И., Вакулина Т.Б. і ін. // Теорія й практика процесів одержання біметалічних і багатошарових виливків. - К.: ІПЛ. 1987. - С.99-102. 4. Технології, які забезпечують збереження ресурсів, одержання і якість контактної зони шарувати х сталеви х заготовок. / Тітова Т.М., Луньов В.В., Бялік Г.А., Адамчук С.И. / Сучасні проблеми металургійного виробництва // Волгоград, держ. техн. ун-т. - Волгоград. - 2002. - 487с. - C.459-462. 5. Екологічно безпечна технологія, яка забезпечує збереження ресурсів, та спрямована на виробництво нового виду матеріалів на базі промислових відходів / Тітова Т.М., Огурцов А.П., Луньов В.В. і ін. / Екологія і здоров'я людини. Охорона повітряного і водного басейнів. Утилізація відходів. - Харків. - 2003 . - С.303-308.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for casting the bimetallic uninterruptedly-casted billet
Автори англійськоюTitova Tamara Mykhailivna, Ohurtsov Anatolii Pavlovych, Bolshakov Vadym Ivanovych, Bialuk Harri Abramovych, Adamchuk Stanislav Ivanovych
Назва патенту російськоюСпособ отливки биметаллической непрерывнолитой заготовки
Автори російськоюТитова Тамара Михайловна, Огурцов Анатолий Павлович, Большаков Вадим Иванович, Бялик Гарри Абрамович, Адамчук Станислав Иванович
МПК / Мітки
МПК: B21D 11/06
Мітки: безперервнолитої, заготовки, відливання, біметалічної, спосіб
Код посилання
<a href="https://ua.patents.su/3-70473-sposib-vidlivannya-bimetalichno-bezperervnolito-zagotovki.html" target="_blank" rel="follow" title="База патентів України">Спосіб відливання біметалічної безперервнолитої заготовки</a>
Спосіб одержання біметалічної безперервнолитої заготовки
Номер патенту: 69114
Опубліковано: 16.08.2004
Автори: Тубольцев Леонід Григорьєвич, Большаков Вадим Іванович, Тітова Тамара Михайлівна, Герасименко Віктор Григорьєвич
МПК: B22D 11/00
Мітки: біметалічної, одержання, заготовки, безперервнолитої, спосіб
Формула / Реферат:
Спосіб одержання біметалічної безперервнолитої заготовки, що включає заливання в перший кристалізатор металу або сплаву одного складу, витягування отриманої заготовки в інший кристалізатор при одночасній подачі в нього металу або сплаву іншого складу з наступним витягуванням отриманої біметалічної заготовки в зону вторинного охолодження, який відрізняється тим, що біметалічну заготовку в зоні вторинного охолодження піддають диференційованому...
Пристрій для фізичного моделювання процесів, що відбуваються при відливанні і формуванні двошарової безперервнолитої заготовки з металів і сплавів
Номер патенту: 66065
Опубліковано: 15.04.2004
Автори: Бялик Гаррі Абрамович, Адамчук Станіслав Іванович, Тітова Тамара Михайлівна, Луньов Валентин Васильович, Огурцов Анатолій Павлович
МПК: B22D 11/16
Мітки: процесів, фізичного, пристрій, моделювання, формуванні, двошарової, металів, заготовки, безперервнолитої, відбуваються, сплавів, відливанні
Формула / Реферат:
Пристрій для фізичного моделювання процесів, які відбуваються при формуванні двошарової безперервнолитої заготовки з металів і сплавів, що включає формотворну ємність з одною або двома фронтальними стінками, виконаними з прозорого матеріалу, та бічними стінками, виготовленими з матеріалу з високою теплопровідністю, охолоджувальний блок, що складається з двох окремих рухливих водоохолоджуваних секцій, розташованих на кожній з бічних стінок...
Спосіб охолодження безперервнолитої заготовки
Номер патенту: 70476
Опубліковано: 15.10.2004
Автори: Жуков Олександр Іванович, Кислиця Вячеслав Володимирович, Матюхін Олександр Васильович, Носоченко Олег Васильович, Воробйов Олександр Васильович, Малай Віктор Іванович, Крутіков Василь Петрович, Лепіхов Леонід Сергійович, Сабанський Микола Володимирович
МПК: B22D 11/124
Мітки: заготовки, охолодження, спосіб, безперервнолитої
Формула / Реферат:
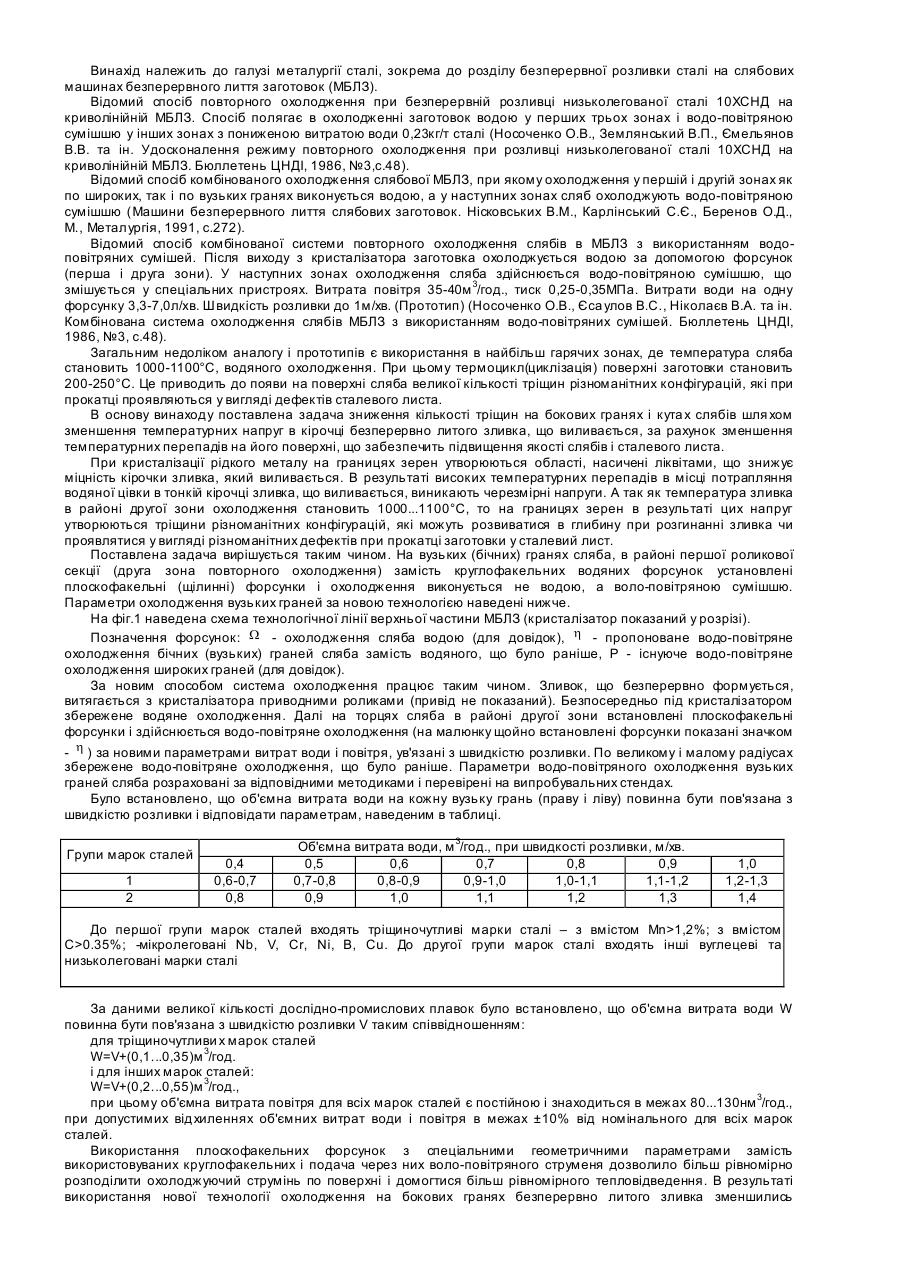
Спосіб охолодження безперервнолитої заготовки, що включає подачу води у першу зону охолодження через круглофакельні форсунки по всьому периметру заготовки і подачу водно-повітряної суміші через плоскофакельні форсунки на широкі грані заготовки у наступних зонах охолодження, який відрізняється тим, що в ділянці першої роликової секції (друга зона повторного охолодження) на вузькі грані заготовки здійснюють подачу водно-повітряної суміші через...
Спосіб відливання з металу заготовки перерізом, близьким до перерізу готового прокату, і пристрій для його здійснення
Номер патенту: 63011
Опубліковано: 15.01.2004
Автор: Урлау Ульріх
МПК: B22D 11/06
Мітки: пристрій, перерізом, перерізу, металу, спосіб, заготовки, прокату, близьким, здійснення, відливання, готового
Формула / Реферат:
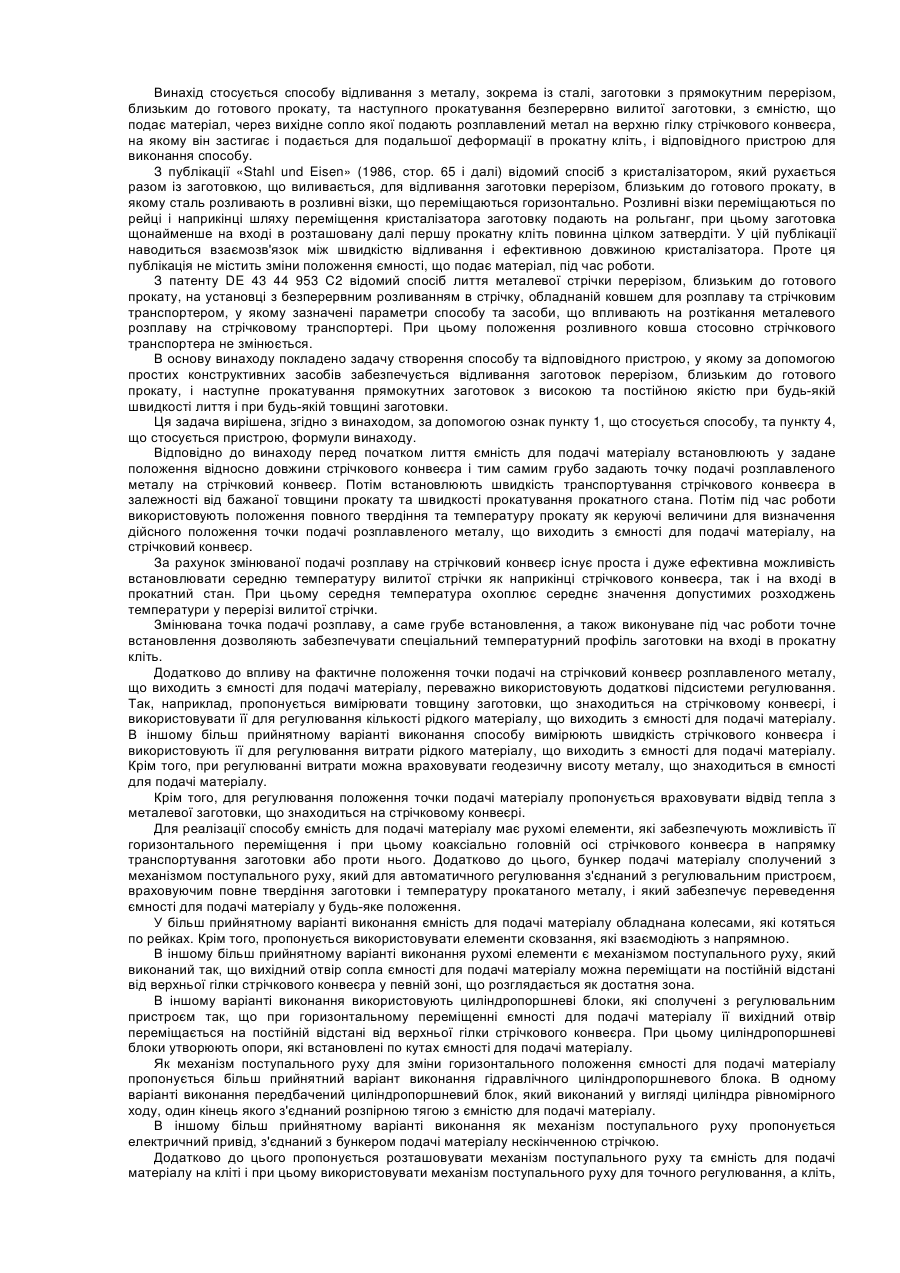
1. Спосіб відливання прямокутних заготовок перерізом, близьким до перерізу готового прокату, з металу, зокрема із сталі, та наступного прокатування безперервно вилитої заготовки, з використанням ємності, що подає матеріал, через вихідне сопло якої подають розплавлений метал на верхню гілку стрічкового конвеєра, на якому він твердне і подається для подальшої деформації в прокатну кліть, що включає наступні операції:а) перед початком...
Пристрій для фізичного моделювання процесів, що відбуваються при відливанні і формуванні безперервнолитої заготовки з металів і сплавів
Номер патенту: 62694
Опубліковано: 15.12.2003
Автори: Бялик Гаррі Абрамович, Луньов Валентин Васильович, Адамчук Станіслав Іванович, Тітова Тамара Михайлівна, Огурцов Анатолій Павлович
МПК: B22D 11/16
Мітки: відливанні, безперервнолитої, формуванні, процесів, заготовки, фізичного, пристрій, металів, відбуваються, моделювання, сплавів
Формула / Реферат:
Пристрій для фізичного моделювання процесів, що відбуваються при відливанні і формуванні безперервнолитої заготовки з металів і сплавів, який включає формотворну ємність з однією або двома прозорими фронтальними стінками, а також двома бічними теплопровідними водоохолодними стінками, і пристосування для розливу з патрубком, який відрізняється тим, що додатково оснащений охолодним блоком, який складається з двох окремих рухливих водоохолодних...
Попередній патент: Безвибуховий песор-заряд
Наступний патент: Композиція для обробки насіння і вегетуючих рослин
Випадковий патент: Спосіб безперервного визначення вологості сипучих харчових продуктів та пристрій для його здійснення