Спосіб охолодження безперервнолитої заготовки
Номер патенту: 70476
Опубліковано: 15.10.2004
Автори: Крутіков Василь Петрович, Воробйов Олександр Васильович, Кислиця Вячеслав Володимирович, Сабанський Микола Володимирович, Носоченко Олег Васильович, Малай Віктор Іванович, Жуков Олександр Іванович, Лепіхов Леонід Сергійович, Матюхін Олександр Васильович
Формула / Реферат
Спосіб охолодження безперервнолитої заготовки, що включає подачу води у першу зону охолодження через круглофакельні форсунки по всьому периметру заготовки і подачу водно-повітряної суміші через плоскофакельні форсунки на широкі грані заготовки у наступних зонах охолодження, який відрізняється тим, що в ділянці першої роликової секції (друга зона повторного охолодження) на вузькі грані заготовки здійснюють подачу водно-повітряної суміші через плоскофакельні форсунки, а об'ємну витрату води W в водно-повітряній суміші, що подають на вузькі грані заготовки, пов'язують зі швидкістю розливки V таким співвідношенням:
для тріщиночутливих марок сталей
W=V+(0,15...0,35) м3/год.
і для інших вуглецевих і низьколегованих марок сталей:
W=V+(0,2...0,55) м3/год.,
причому об'ємна витрата повітря для всіх марок сталей є постійною і знаходиться в межах 80...130 нм3/год. при допустимих відхиленнях об'ємної витрати води і повітря в межах ± 10 % від номінального для всіх марок сталей.
Текст
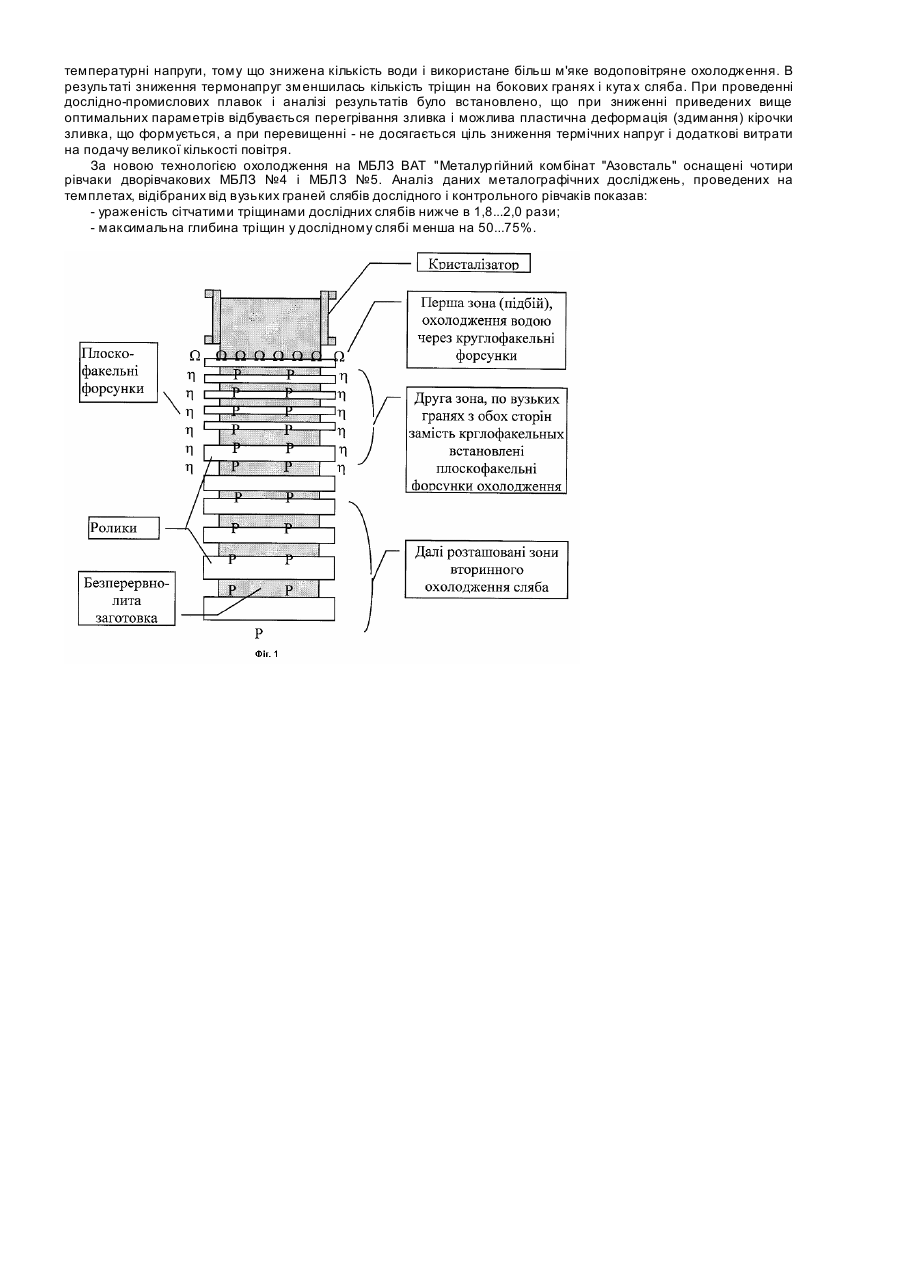
Винахід належить до галузі металургії сталі, зокрема до розділу безперервної розливки сталі на слябових машинах безперервного лиття заготовок (МБЛЗ). Відомий спосіб повторного охолодження при безперервній розливці низьколегованої сталі 10ХСНД на криволінійній МБЛЗ. Спосіб полягає в охолодженні заготовок водою у перших трьох зонах і водо-повітряною сумішшю у інших зонах з пониженою витратою води 0,23кг/т сталі (Носоченко О.В., Землянський В.П., Ємельянов В.В. та ін. Удосконалення режиму повторного охолодження при розливці низьколегованої сталі 10ХСНД на криволінійній МБЛЗ. Бюллетень ЦНДІ, 1986, №3,с.48). Відомий спосіб комбінованого охолодження слябової МБЛЗ, при якому охолодження у першій і другій зонах як по широких, так і по вузьких гранях виконується водою, а у наступних зонах сляб охолоджують водо-повітряною сумішшю (Машини безперервного лиття слябових заготовок. Нісковських В.М., Карлінський С.Є., Беренов О.Д., М., Металургія, 1991, с.272). Відомий спосіб комбінованої системи повторного охолодження слябів в МБЛЗ з використанням водоповітряних сумішей. Після виходу з кристалізатора заготовка охолоджується водою за допомогою форсунок (перша і друга зони). У наступних зонах охолодження сляба здійснюється водо-повітряною сумішшю, що змішується у спеціальних пристроях. Витрата повітря 35-40м 3/год., тиск 0,25-0,35МПа. Витрати води на одну форсунку 3,3-7,0л/хв. Швидкість розливки до 1м/хв. (Прототип) (Носоченко О.В., Єса улов B.C., Ніколаєв В.А. та ін. Комбінована система охолодження слябів МБЛЗ з використанням водо-повітряних сумішей. Бюллетень ЦНДІ, 1986, №3, c.48). Загальним недоліком аналогу і прототипів є використання в найбільш гарячих зонах, де температура сляба становить 1000-1100°С, водяного охолодження. При цьому термоцикл(циклізація) поверхні заготовки становить 200-250°С. Це приводить до появи на поверхні сляба великої кількості тріщин різноманітних конфігурацій, які при прокатці проявляються у вигляді дефектів сталевого листа. В основу винаходу поставлена задача зниження кількості тріщин на бокових гранях і кута х слябів шля хом зменшення температурних напруг в кірочці безперервно литого зливка, що виливається, за рахунок зменшення температурних перепадів на його поверхні, що забезпечить підвищення якості слябів і сталевого листа. При кристалізації рідкого металу на границях зерен утворюються області, насичені ліквітами, що знижує міцність кірочки зливка, який виливається. В результаті високих температурних перепадів в місці потрапляння водяної цівки в тонкій кірочці зливка, що виливається, виникають черезмірні напруги. А так як температура зливка в районі другої зони охолодження становить 1000...1100°С, то на границях зерен в результаті цих напруг утворюються тріщини різноманітних конфігурацій, які можуть розвиватися в глибину при розгинанні зливка чи проявлятися у вигляді різноманітних дефектів при прокатці заготовки у сталевий лист. Поставлена задача вирішується таким чином. На вузьких (бічних) гранях сляба, в районі першої роликової секції (друга зона повторного охолодження) замість круглофакельних водяних форсунок установлені плоскофакельні (щілинні) форсунки і охолодження виконується не водою, а воло-повітряною сумішшю. Параметри охолодження вузьких граней за новою технологією наведені нижче. На фіг.1 наведена схема технологічної лінії верхньої частини МБЛЗ (кристалізатор показаний у розрізі). Позначення форсунок: W - охолодження сляба водою (для довідок), h - пропоноване водо-повітряне охолодження бічних (вузьких) граней сляба замість водяного, що було раніше, Р - існуюче водо-повітряне охолодження широких граней (для довідок). За новим способом система охолодження працює таким чином. Зливок, що безперервно формується, витягається з кристалізатора приводними роликами (привід не показаний). Безпосередньо під кристалізатором збережене водяне охолодження. Далі на торцях сляба в районі другої зони встановлені плоскофакельні форсунки і здійснюється водо-повітряне охолодження (на малюнку щойно встановлені форсунки показані значком - h ) за новими параметрами витрат води і повітря, ув'язані з швидкістю розливки. По великому і малому радіусах збережене водо-повітряне охолодження, що було раніше. Параметри водо-повітряного охолодження вузьких граней сляба розраховані за відповідними методиками і перевірені на випробувальних стендах. Було встановлено, що об'ємна витрата води на кожну вузьку грань (праву і ліву) повинна бути пов'язана з швидкістю розливки і відповідати параметрам, наведеним в таблиці. Групи марок сталей 1 2 0,4 0,6-0,7 0,8 Об'ємна витрата води, м 3/год., при швидкості розливки, м/хв. 0,5 0,6 0,7 0,8 0,9 0,7-0,8 0,8-0,9 0,9-1,0 1,0-1,1 1,1-1,2 0,9 1,0 1,1 1,2 1,3 1,0 1,2-1,3 1,4 До першої групи марок сталей входять тріщиночутливі марки сталі – з вмістом Mn>1,2%; з вмістом С>0.35%; -мікролеговані Nb, V, Cr, Nі, В, Cu. До другої групи марок сталі входять інші вуглецеві та низьколеговані марки сталі За даними великої кількості дослідно-промислових плавок було встановлено, що об'ємна витрата води W повинна бути пов'язана з швидкістю розливки V таким співвідношенням: для тріщиночутливи х марок сталей W=V+(0,1...0,35)м 3/год. і для інших марок сталей: W=V+(0,2...0,55)м 3/год., при цьому об'ємна витрата повітря для всіх марок сталей є постійною і знаходиться в межах 80...130нм 3/год., при допустимих відхиленнях об'ємних витрат води і повітря в межах ±10% від номінального для всіх марок сталей. Використання плоскофакельних форсунок з спеціальними геометричними параметрами замість використовуваних круглофакельних і подача через них воло-повітряного струменя дозволило більш рівномірно розподілити охолоджуючий струмінь по поверхні і домогтися більш рівномірного тепловідведення. В результаті використання нової технології охолодження на бокових гранях безперервно литого зливка зменшились температурні напруги, тому що знижена кількість води і використане більш м'яке водоповітряне охолодження. В результаті зниження термонапруг зменшилась кількість тріщин на бокових гранях і кута х сляба. При проведенні дослідно-промислових плавок і аналізі результатів було встановлено, що при зниженні приведених вище оптимальних параметрів відбувається перегрівання зливка і можлива пластична деформація (здимання) кірочки зливка, що формується, а при перевищенні - не досягається ціль зниження термічних напруг і додаткові витрати на подачу великої кількості повітря. За новою технологією охолодження на МБЛЗ ВАТ "Металур гійний комбінат "Азовсталь" оснащені чотири рівчаки дворівчакових МБЛЗ №4 і МБЛЗ №5. Аналіз даних металографічних досліджень, проведених на темплетах, відібраних від вузьких граней слябів дослідного і контрольного рівчаків показав: - ураженість сітчатими тріщинами дослідних слябів нижче в 1,8...2,0 рази; - максимальна глибина тріщин у дослідному слябі менша на 50...75%.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for cooling of uninterruptedly-casted billet
Автори англійськоюNosochenko Oleh Vasyliovych, Vorobiov Oleksandr Vasyliovych, Lepikhov Leonid Serhiiovych, Krutikov Vasyl Petrovych, Krutikov Vasyl' Petrovych, Kyslytsia Viacheslav Volodymyrovych, Matiukhin Oleksandr Vasyliovych, Sabanskyi Mykola Volodymyrovych
Назва патенту російськоюСпособ охлаждения непрерывнолитой заготовки
Автори російськоюНосоченко Олег Васильевич, Воробьев Александр Васильевич, Лепихов Леонид Сергеевич, Крутиков Василий Петрович, Кислица Вячеслав Владимирович, Матюхин Александр Васильевич, Сабанский Николай Владимирович
МПК / Мітки
МПК: B22D 11/124
Мітки: заготовки, спосіб, охолодження, безперервнолитої
Код посилання
<a href="https://ua.patents.su/2-70476-sposib-okholodzhennya-bezperervnolito-zagotovki.html" target="_blank" rel="follow" title="База патентів України">Спосіб охолодження безперервнолитої заготовки</a>
Спосіб одержання біметалічної безперервнолитої заготовки
Номер патенту: 69114
Опубліковано: 16.08.2004
Автори: Тубольцев Леонід Григорьєвич, Герасименко Віктор Григорьєвич, Большаков Вадим Іванович, Тітова Тамара Михайлівна
МПК: B22D 11/00
Мітки: біметалічної, заготовки, спосіб, безперервнолитої, одержання
Формула / Реферат:
Спосіб одержання біметалічної безперервнолитої заготовки, що включає заливання в перший кристалізатор металу або сплаву одного складу, витягування отриманої заготовки в інший кристалізатор при одночасній подачі в нього металу або сплаву іншого складу з наступним витягуванням отриманої біметалічної заготовки в зону вторинного охолодження, який відрізняється тим, що біметалічну заготовку в зоні вторинного охолодження піддають диференційованому...
Пристрій для фізичного моделювання процесів, що відбуваються при відливанні і формуванні двошарової безперервнолитої заготовки з металів і сплавів
Номер патенту: 66065
Опубліковано: 15.04.2004
Автори: Тітова Тамара Михайлівна, Огурцов Анатолій Павлович, Бялик Гаррі Абрамович, Адамчук Станіслав Іванович, Луньов Валентин Васильович
МПК: B22D 11/16
Мітки: безперервнолитої, формуванні, відливанні, відбуваються, процесів, пристрій, двошарової, фізичного, моделювання, заготовки, сплавів, металів
Формула / Реферат:
Пристрій для фізичного моделювання процесів, які відбуваються при формуванні двошарової безперервнолитої заготовки з металів і сплавів, що включає формотворну ємність з одною або двома фронтальними стінками, виконаними з прозорого матеріалу, та бічними стінками, виготовленими з матеріалу з високою теплопровідністю, охолоджувальний блок, що складається з двох окремих рухливих водоохолоджуваних секцій, розташованих на кожній з бічних стінок...
Пристрій для фізичного моделювання процесів, що відбуваються при відливанні і формуванні безперервнолитої заготовки з металів і сплавів
Номер патенту: 62694
Опубліковано: 15.12.2003
Автори: Тітова Тамара Михайлівна, Бялик Гаррі Абрамович, Луньов Валентин Васильович, Огурцов Анатолій Павлович, Адамчук Станіслав Іванович
МПК: B22D 11/16
Мітки: заготовки, моделювання, формуванні, металів, відбуваються, процесів, безперервнолитої, відливанні, фізичного, сплавів, пристрій
Формула / Реферат:
Пристрій для фізичного моделювання процесів, що відбуваються при відливанні і формуванні безперервнолитої заготовки з металів і сплавів, який включає формотворну ємність з однією або двома прозорими фронтальними стінками, а також двома бічними теплопровідними водоохолодними стінками, і пристосування для розливу з патрубком, який відрізняється тим, що додатково оснащений охолодним блоком, який складається з двох окремих рухливих водоохолодних...
Спосіб охолодження слябів
Номер патенту: 64408
Опубліковано: 16.02.2004
Автори: Корніенко Олександр Іванович, Бойко Володимир Семенович, Климанчук Владислав Владиславович
МПК: B22D 11/124
Мітки: слябів, охолодження, спосіб
Формула / Реферат:
Спосіб охолодження слябів, який включає вторинне охолодження широких граней слябів по великому і малому радіусах машини безупинного лиття заготівель із зміною відношення витрати води в межах (1,5 - 1,25):1, який відрізняється тим, що при заданій стабільній швидкості розливання і постійній витраті води по великому радіусу сляба, витрата води по малому радіусу змінюється в залежності:
Спосіб охолодження повітря
Номер патенту: 66664
Опубліковано: 17.05.2004
Автори: Селіверстов Борис Олексійович, Міхненко Євгеній Олександрович, Міхненко Тетяна Олександрівна, Фельдман Аркадій Ісаакович
МПК: F24F 7/06
Мітки: повітря, охолодження, спосіб
Формула / Реферат:
Спосіб охолодження повітря, що включає контакт повітря, що рухається, з масообмінною поверхнею, на якій розподілена вода, випаровування води, який відрізняється тим, що вода на масообмінній поверхні розподіляється за рахунок капілярних сил.
Попередній патент: Нагрівач преформ
Наступний патент: Спосіб діагностики легкої черепно-мозкової травми
Випадковий патент: Спосіб удосконалення моделювання геміпаркінсонізму у щурів