Технологічне мастило для металевих форм
Номер патенту: 70802
Опубліковано: 15.10.2004

Формула / Реферат
Технологічне мастило для металевих форм, що містить нафтову оливу, яке відрізняється тим, що додатково містить естери холестерину і вищих карбонових кислот та каніфоль при наступному співвідношенні компонентів, мас.%:
естери холестерину і вищих карбонових кислот
0,2-3,0
каніфоль
0,2-2,0
нафтова олива
до 100.
Текст
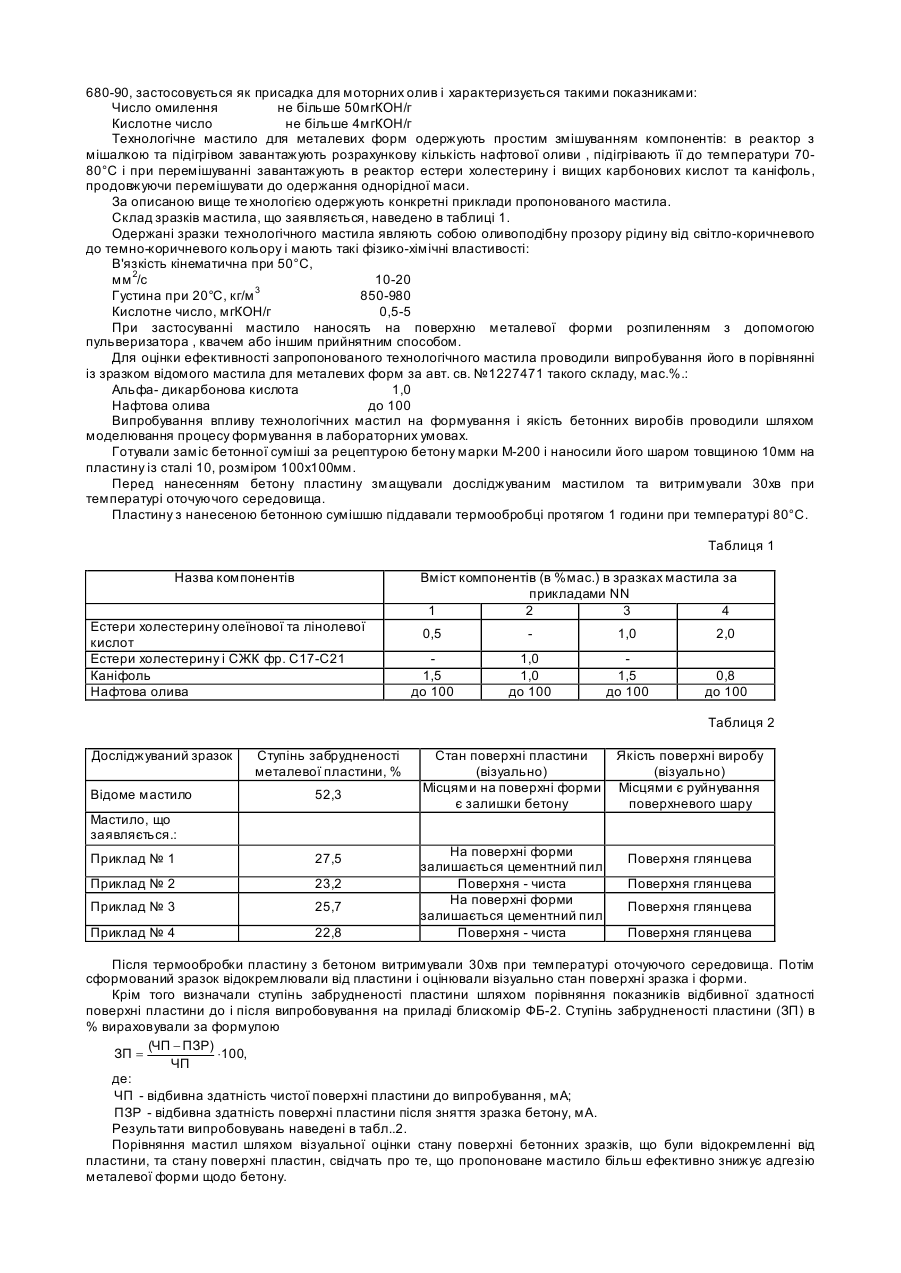
Винахід, що заявляється, відноситься до процесів формування виробів з бетону і залізобетону і стосується матеріалів для змащування металевих форм. Відоме мастило для змащування металевих форм при виготовленні залізобетонних конструкцій, що містить в вагових частинах: Солідол -2 Розчинник (уайт-спиріт, бензин та інш.) -0,5-30 Парафін -0,5-16 [Авторське свідоцтво СРСР №399375, МПКВ28В7/36 опубл. 29.01.74р.] Відоме мастило забезпечує добре змащування поверхні металевої форми при виготовленні залізобетонних виробів і завдяки присутності розчинника характеризується низькими витратами на одиницю поверхні форми. Однак, наявність у складі мастила бензину або іншого розчинника підвищує пожежну небезпеку процесу формування. Відоме мастило для металевих форм, що містить в вагови х частинах: Масло кремнієорганічне ГКЖ 94-100 Гас 30-70 Солідол 30-70 [Авторське свідотцтво СРСР.№419393, МПКВ28В7/36, опубл. 8.04.75р.] Дане мастило забезпечує необхідну якість змащування поверхні металевих форм при виготовленні залізобетонних виробів, відбувається гідрофобізація виробів і зменшення їх адгезії до поверхні форми. Однак, мастило містить легкозаймисту речовину - гас, що створює пожежонебезпечні умови на виробництві, а його висока леткість зумовлює забруднення повітря робочої зони і значне погіршення санітарно-гігієнічних умов праці обслуговуючого персоналу та екологічної ситуації в о точуючому середовищі. Відоме мастило для змащування металевих форм при виготовленні залізобетонних конструкцій, що містить в ваг.%: Парафін 62-70 Каніфоль 30-38 [Авторське свідоцтво СРСР №1227471, МПКВ10В7/38, Бюл. №16, 30.04.86р.] Дане мастило забезпечує ефективне змащування поверхні металевих форм при виготовленні залізобетонних виробів завдяки високій адгезії міцного мастильного шару до металевої поверхні. Однак мастило .наноситься на поверхню форми при температурі 70-80°С, тобто при постійному підігріві як суміші так і самої форми, що незручно і потребує додаткових витрат робочої сили та електроенергії, особливо в зимовий період, та унеможливлює його застосування на відкритих майданчиках при будівництві споруд каркасно-монолітним методом. При цьому така висока температура нанесення робочої суміші не завжди забезпечує рівномірність покриття поверхні форми, що в свою чергу зумовлює появу прихоплень бетону до поверхні форми та може привести до втрати виробом свого товарного вигляду. Найбільш близьким за складом аналогом мастила, що заявляється, є відоме мастило для металевих форм, яке містить. %мас.: Альфа-дікарбонову кислоту (щавлева кислота) 0,1-2,0 Нафтова олива до 100 [Авторське свідоцтво СРСР №546 477, МПКВ28В7/38, опубл. 25.03. 77р.] Відоме мастило забезпечує зменшення адгезії бетону до поверхні форми, однак внаслідок нерівномірного розподілу альфа-дікарбонової кислоти в середовищі оливи , якість змащування все ж таки недостатня. Внаслідок цього на деяких ділянках поверхні металевої форми спостерігається прилипання бетонної суміші, що негативно відбивається на якості виробів і ускладнює процес очистки форми. Задачею винаходу є створення нового технологічного мастила для металевих форм, яке забезпечувало б високу якість змащування форми та ефективно зменшувало б адгезію металевої поверхні форми щодо бетону і завдяки цьому сприяло б покращенню якості виробленої продукції та полегшенню очищення форми. Поставлена задача вирішується створенням технологічного мастила для металевих форм на основі нафтової оливи, яке додатково містить естери холестерину і вищи х карбонових кислот та каніфоль при такому співвідношенні компонентів, %мас.: Естери холестерину і ви щих карбонових кислот 0,2-3,0 Каніфоль 0,2-2,0 Нафтова олива До 100 Як показано нижче (див.табл.1, 2), введення до складу мастила на основі нафтової оливи естерів холестерину і вищи х карбонових кислот та каніфолі при дотримуванні запропонованого кількісного співвідношення компонентів забезпечує створення нового технологічного мастила для металевих форм, застосування якого в процесах формування залізобетонних виробів дозволяє підвищити якість змащування поверхні форми і зменшити її адгезію щодо бетону. Таким чином, завдання винаходу виконано при досягненні необхідного технічного результату. В якості основи технологічного мастила, що пропонується, можна використовувати товарні нафтові оливи, або суміші таких олив. Каніфоль також є доступним продуктом, що виробляється промисловістю. Естери холестерину і вищи х карбонових кислот ( олеїнової, лінолевої, синтетичних жирних кислот та ін.) є відомими сполуками, склад і способи одержання яких описані в літературних джерелах [ див. наприклад, Тютюнников Б. Н. Химия жиров, М. Изд. Пищевая промишленность, 1968, с.116-123,372-376]. Для одержання технологічного мастила, що заявляється, можна застосувати товарний продукт на основі естерів холестерину і олеїнової та лінолевої кислот, що виробляється під назвою присадка ЛП-2 за ТУ6-09-26 680-90, застосовується як присадка для моторних олив і характеризується такими показниками: Число омилення не більше 50мгКОН/г Кислотне число не більше 4мгКОН/г Технологічне мастило для металевих форм одержують простим змішуванням компонентів: в реактор з мішалкою та підігрівом завантажують розрахункову кількість нафтової оливи , підігрівають її до температури 7080°С і при перемішуванні завантажують в реактор естери холестерину і вищих карбонових кислот та каніфоль, продовжуючи перемішувати до одержання однорідної маси. За описаною вище те хнологією одержують конкретні приклади пропонованого мастила. Склад зразків мастила, що заявляється, наведено в таблиці 1. Одержані зразки технологічного мастила являють собою оливоподібну прозору рідину від світло-коричневого до темно-коричневого кольору і мають такі фізико-хімічні властивості: В'язкість кінематична при 50°С, мм 2/с 10-20 Густина при 20°С, кг/м 3 850-980 Кислотне число, мгКОН/г 0,5-5 При застосуванні мастило наносять на поверхню металевої форми розпиленням з допомогою пульверизатора , квачем або іншим прийнятним способом. Для оцінки ефективності запропонованого технологічного мастила проводили випробування його в порівнянні із зразком відомого мастила для металевих форм за авт. св. №1227471 такого складу, мас.%.: Альфа- дикарбонова кислота 1,0 Нафтова олива до 100 Випробування впливу технологічних мастил на формування і якість бетонних виробів проводили шляхом моделювання процесу формування в лабораторних умовах. Готували заміс бетонної суміші за рецептурою бетону марки М-200 і наносили його шаром товщиною 10мм на пластину із сталі 10, розміром 100х100мм. Перед нанесенням бетону пластину змащували досліджуваним мастилом та витримували 30хв при температурі оточуючого середовища. Пластину з нанесеною бетонною сумішшю піддавали термообробці протягом 1 години при температурі 80°С. Таблиця 1 Назва компонентів Вміст компонентів (в %мас.) в зразках мастила за прикладами NN 1 2 3 4 Естери холестерину олеїнової та лінолевої кислот Естери холестерину і СЖК фр. С17-С21 Каніфоль Нафтова олива 0,5 1,0 2,0 1,5 до 100 1,0 1,0 до 100 1,5 до 100 0,8 до 100 Таблиця 2 Досліджуваний зразок Відоме мастило Ступінь забрудненості металевої пластини, % 52,3 Стан поверхні пластини (візуально) Місцями на поверхні форми є залишки бетону Якість поверхні виробу (візуально) Місцями є руйнування поверхневого шару На поверхні форми залишається цементний пил Поверхня - чиста На поверхні форми залишається цементний пил Поверхня - чиста Поверхня глянцева Мастило, що заявляється.: Приклад № 1 27,5 Приклад № 2 23,2 Приклад № 3 25,7 Приклад № 4 22,8 Поверхня глянцева Поверхня глянцева Поверхня глянцева Після термообробки пластину з бетоном витримували 30хв при температурі оточуючого середовища. Потім сформований зразок відокремлювали від пластини і оцінювали візуально стан поверхні зразка і форми. Крім того визначали ступінь забрудненості пластини шляхом порівняння показників відбивної здатності поверхні пластини до і після випробовування на приладі блискомір ФБ-2. Ступінь забрудненості пластини (ЗП) в % вираховували за формулою (ЧП - ПЗР) ЗП = ×100, ЧП де: ЧП - відбивна здатність чистої поверхні пластини до випробування, мА; ПЗР - відбивна здатність поверхні пластини після зняття зразка бетону, мА. Результати випробовувань наведені в табл..2. Порівняння мастил шляхом візуальної оцінки стану поверхні бетонних зразків, що були відокремленні від пластини, та стану поверхні пластин, свідчать про те, що пропоноване мастило більш ефективно знижує адгезію металевої форми щодо бетону. Дані про ступінь забрудненості пластини, одержані за допомогою блискоміру, показують, що нове мастило в 1,7-3,3 рази перевищує відоме і за якістю змащування металевої поверхні, чим забезпечує більш високу її чистоту після відокремлення сформованого матеріалу. Слід відзначити також легкість нанесення нового мастила на металеву поверхню без підігріву, що дозволить застосовувати його при роботах на відкритих будівельних майданчиках в любу пору року. Таким чином, застосування технологічного мастила, що заявляється, дозволить спростити процес формування бетонних та залізобетонних виробів та підвищити їх якість.
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess lubricant of metallic molds
Автори англійськоюProtsyshyn Vira Tomivna, Nyrkov Maksym Anatoliiovych
Назва патенту російськоюТехнологическая смазка для металлических форм
Автори російськоюПроцишин Вера Томовна, Нырков Максим Анатольевич
МПК / Мітки
МПК: B28B 7/38
Мітки: мастило, металевих, технологічне, форм
Код посилання
<a href="https://ua.patents.su/3-70802-tekhnologichne-mastilo-dlya-metalevikh-form.html" target="_blank" rel="follow" title="База патентів України">Технологічне мастило для металевих форм</a>
Мастило для металевих форм
Номер патенту: 55124
Опубліковано: 17.03.2003
Автори: Ваврик Василь Іванович, Шафранова Світлана Георгіївна, Бороденко Тетяна Олексіївна, Шапошник Олександр Васильович, Македонський Олег Олександрович, Терехова Генріета Федорівна, Стахурський Олександр Дмитрович
МПК: C10M 173/00, B28B 7/38
Мітки: мастило, металевих, форм
Формула / Реферат:
Мастило для металевих форм, що є емульсією на основі мінеральної оливи, кальцинованої соди і води, яке відрізняється тим, що додатково містить кислоти, виділені з рослинних олій, або синтетичні жирні кислоти фракції С17 і вище при наступному співвідношенні компонентів, мас. %: олива індустріальна И - 20А або олива базова експортна САЕ-10 8,7-9,5 кислоти, виділені з рослинних олій,...
Мастило для форм
Номер патенту: 69924
Опубліковано: 15.09.2004
Автори: Школяр Сергій Петрович, Прасолов Євген Якович
МПК: B28B 7/38
Формула / Реферат:
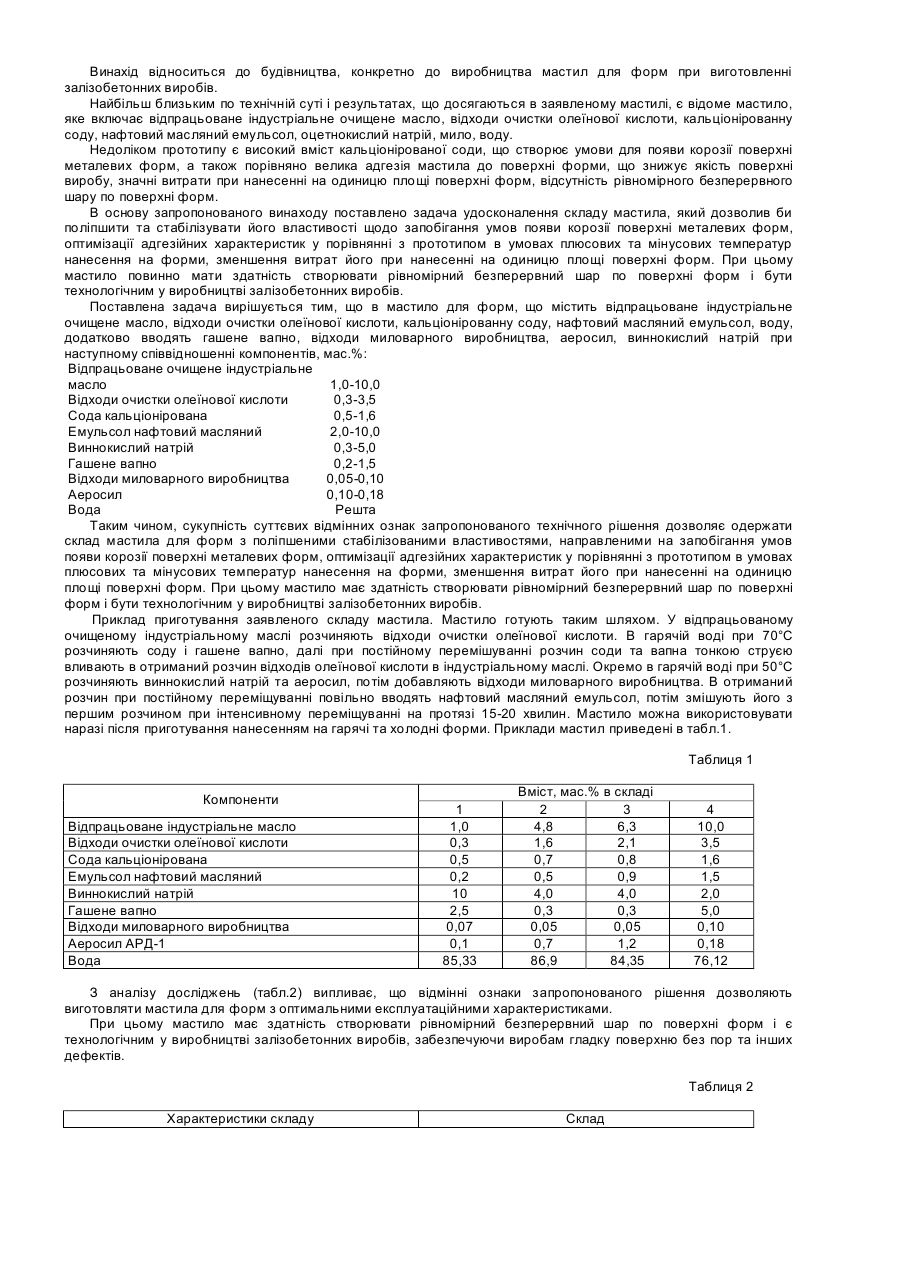
Мастило для форм, що містить відпрацьоване індустріальне очищене масло, відходиочистки олеїнової кислоти, кальциновану соду, нафтовий масляний емульсол, воду, яке відрізняється тим, що воно додатково містить гашене вапно, відходи миловарного виробництва, аеросил, виннокислий натрій при наступному співвідношенні компонентів, мас. %: відпрацьоване очищене індустріальне масло 1,0-10,0 відходи ...
Мастило для металевих форм
Номер патенту: 756
Опубліковано: 15.12.1993
Автори: Лемешко Валентина Анікіївна, Іванов Михайло Юрьєвич, Стойло Олександр Феліксович, Баглай Анатолій Прохорович, Скрицький Олександр Георгійович
МПК: B28B 7/38
Мітки: мастило, металевих, форм
Формула / Реферат:
Формула изобретенияСмазка для металлических форм при изготовлении бетонных и железобетонных изделий, включающая кислый синтетический эмульсол, добавку и воду, отличающаяся тем, что, с целью снижения адгезии бетона к форме, она содержит в качестве добавки мыльно-щелочной раствор - отход щелочной рафинации масел и саломаса с содержанием общего жира не менее 8%, в том числе жирных кислот не менее 7%, при следующем соотношении компонентов,...
Мастило для форм
Номер патенту: 30885
Опубліковано: 15.12.2000
Автори: Сиволап Олександр Володимирович, Підгорний Валерій Миколайович, Андрющенко Олександр Павлович, Шмигальський Володимир Никифорович
МПК: B28B 7/38
Формула / Реферат:
Мастило для форм, що складається з плівкоутворюючої речовини і вапна, яке відрізняється тим, що містить у своєму складі за плівкоутворюючу речовину відходи очищення сталевих канатів і додатково містить золу виносу сміття-спалюючого заводу, а також воду, вапно-кипілку, при такому співвідношенні інгредієнтів, мас.%: відходи очищення сталевих канатів 37 - 39; вапно-кипілка 18 - ...
Технологічне мастило
Номер патенту: 69773
Опубліковано: 15.09.2004
Автори: Савчук Олег Анатолійович, Ганжа Валерій Валентинович, Фрідлянд Михайло Аронович, Каплан Анатолій Лазарович, Зельцер Леонід Семенович, Присяжний Володимир Ілліч
МПК: C10M 103/00
Мітки: мастило, технологічне
Формула / Реферат:
...
Попередній патент: Барабанний магнітний сепаратор
Наступний патент: Спосіб низькотемпературного консервування сперми донорів
Випадковий патент: Спосіб одержання антигену для діагностики вірусної діареї великої рогатої худоби