Мастило для форм
Номер патенту: 30885
Опубліковано: 15.12.2000
Автори: Андрющенко Олександр Павлович, Сиволап Олександр Володимирович, Шмигальський Володимир Никифорович, Підгорний Валерій Миколайович
Формула / Реферат
Мастило для форм, що складається з плівкоутворюючої речовини і вапна, яке відрізняється тим, що містить у своєму складі за плівкоутворюючу речовину відходи очищення сталевих канатів і додатково містить золу виносу сміття-спалюючого заводу, а також воду, вапно-кипілку, при такому співвідношенні інгредієнтів, мас.%:
відходи очищення сталевих канатів
37 - 39;
вапно-кипілка
18 - 20;
зола виносу сміття-слалюючого заводу
8 - 10;
вода
решта
Текст
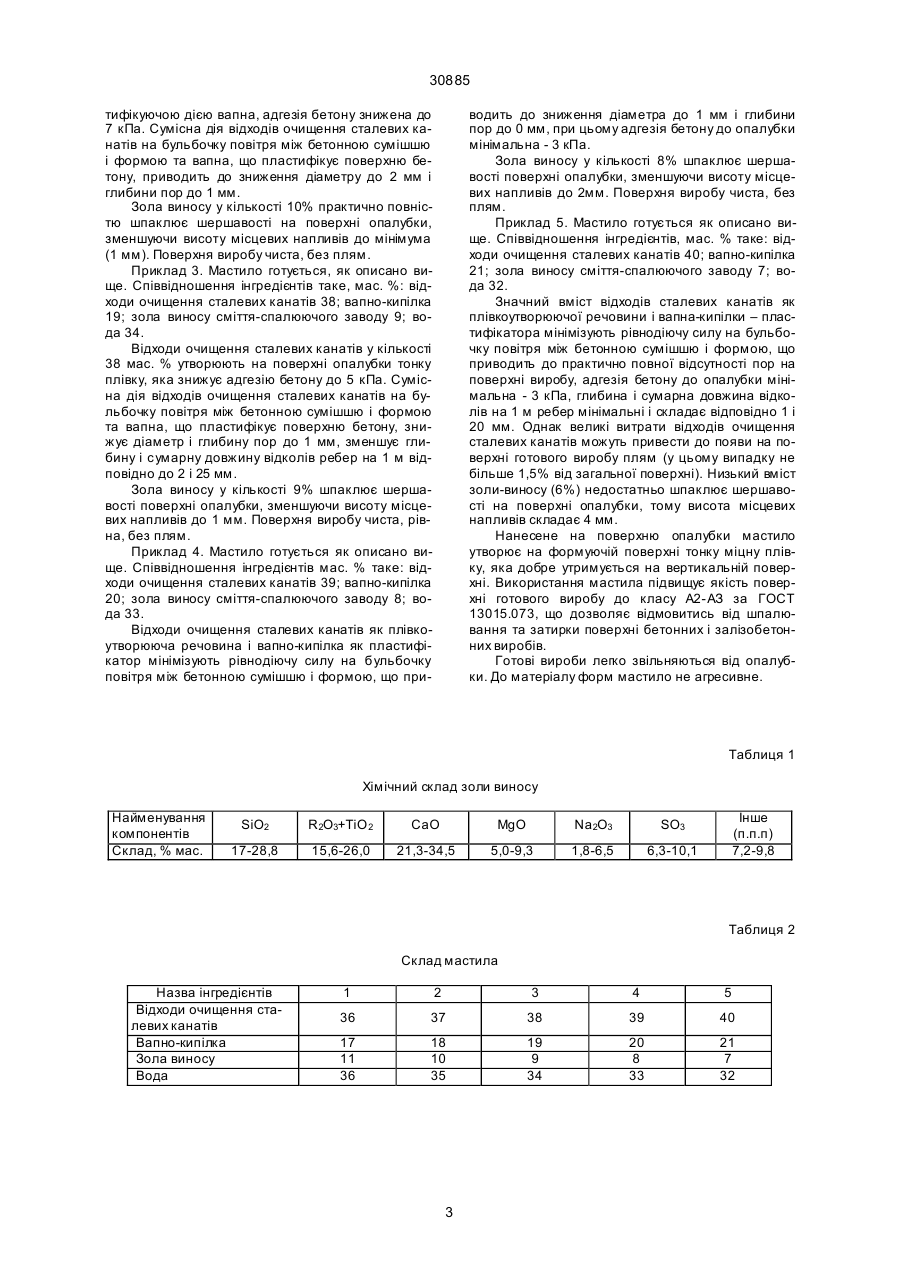
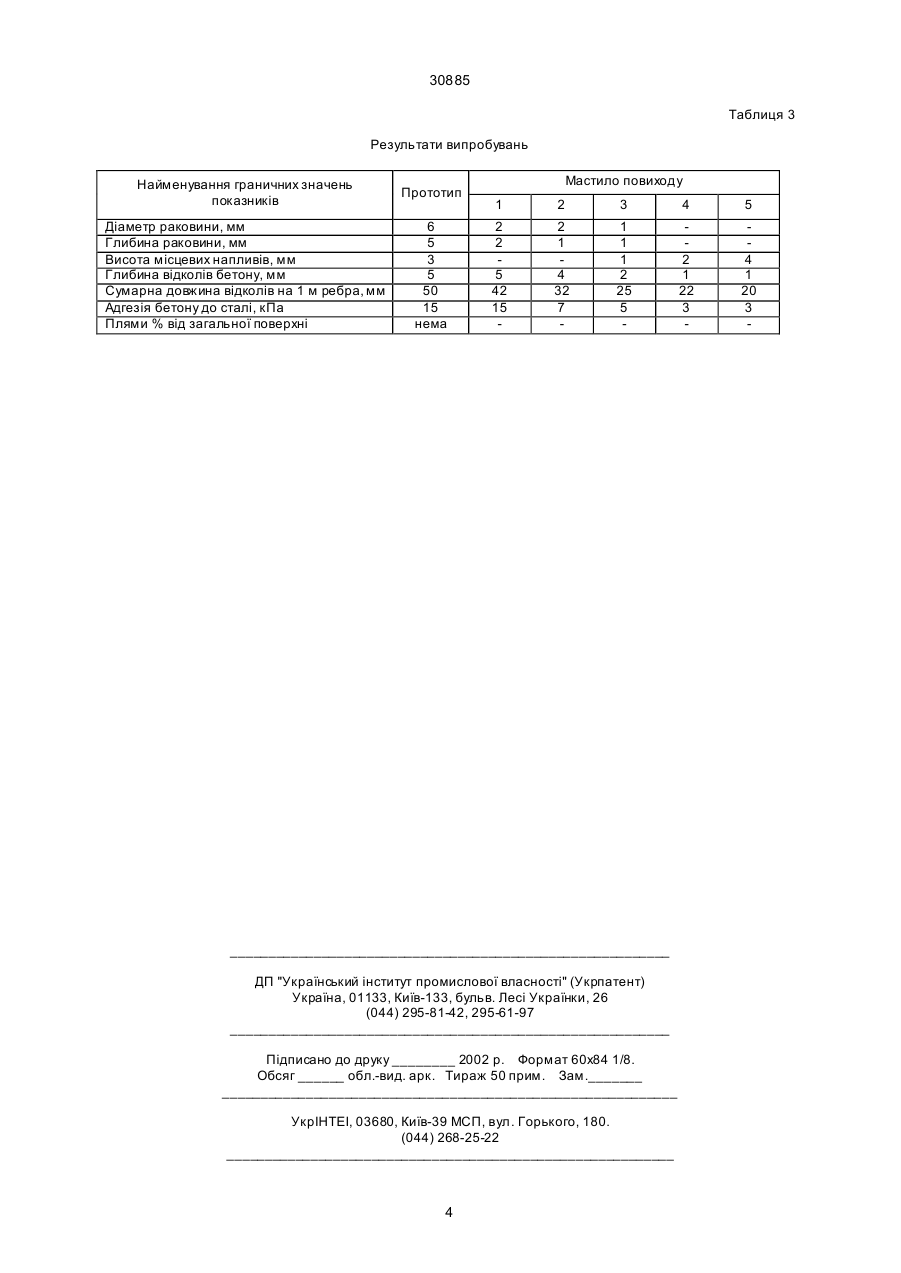
Мастило для форм, що складається з плівкоутворюючої речовини і вапна, яке відрізняється тим, що містить у своєму складі за плівкоутворюючу речовину відходи очищення сталевих канатів і додатково містить золу виносу сміття-спалюючого заводу, а також воду, вапно-кипілку, при такому співвідношенні інгредієнтів мас. %: відходи очищення сталевих канатів 37-39; вапно-кипілка 18-20; зола виносу сміття-спалюючого заводу 8-10; вода решта. (19) (21) 98063117 (22) 16.06.1998 (24) 15.12.2000 (33) UA (46) 15.12.2000, Бюл. № 7, 2000 р. (72) Шмигальський Володимир Никифорович, Сиволап Олександр Володимирович, Андрюшенко Олександр Володимирович, Підгорний Валерій Миколайович (73) ВІДКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "КРИМГІДРОСПЕЦБУД" 30885 відходи очищення сталевих канатів 37-39; вапно-кипілка 18-20; зола виносу сміття спалювального заводу 8-10; вода решта. Головний інгредієнт, що знижує адгезійну стійкість бетону до опалубки, це відходи очищення сталевих канатів, які являють з себе машинні олії, оброблені кальцієвими милами. Густина відходів 840-870 кг/м 3. Уповільнювач тужавіння - зола виносу сміття опалювального заводу є тонкодисперсний порошок темно-сірого кольору з питомою поверхнею 2700-3200 см 2/г. Хімічний склад золи наведено у табл. 1. Між сукупністю суттєви х ознак винаходу і технічним результатом, якого можна досягти, існує такий причинно-наслідковий зв'язок: при наявності усі х достатніх суттєви х ознак у мастилі для форм є можливим отримання очікуваного технічного результату. При відсутності суттєви х ознак технічний результат досягти неможливо. Це випливає з таких міркувань. Підвищення класу лицьової поверхні бетону, використання для мастила вертикальних поверхонь опалубки і зниження адгезії бетону до форми забезпечується: - плівкоутворюючою речовиною - відходами очищення сталевих канатів, яка утворює на поверхні палуби незмочувану плівку, що добре утримується на вертикальних поверхнях, чим знижує результатуючу поверхневих сил бетонної суміші і форми, що діє на бульбочку повітря, утягнену у простір між бетонною сумішшю і формою, і як наслідок цього, підвищує якість лицьової поверхні виробу та знижує адгезію бетону до форми; - уповільнювачем тужавіння - золою виносу сміття-спалюючого заводу, що змінює фізикомеханічні характеристики бетону до моменту розпалубки і тим самим сприяє зменшенню адгезії бетону до форми. Водночас з цим зола, яка виступає як мікронаповнювач, знижує молекулярні сили, що залежать від чистоти поверхні форми, шпаклює шершавості від механічної обробки поверхні опалубки, покращуючи при цьому якість лицьової поверхні виробів; - пластифікатором у вигляді вапна-кипілки, що зменшує поверхневу порува тість бетону і, як наслідок, покращує якість лицьової поверхні виробів. Готується мастило для форм таким чином. Відходи очищення сталевих канатів розігрівають до температури 70-80°С, а воду доводять до кипіння і завантажують у змішувач примусової дії та оброблюють вапном-кипілкою при перемішуванні протягом 15-20 хв. При гасінні вапна відходи очищення сталевих канатів диспергуються з утворенням пастоподібної емульсії, золу виносу сміттяспалюючого заводу уводять у змішувач у підготовлену композицію. До робочої консистенції мастило доводять розчиненням гарячою водою. Мастило наноситься на поверхню металевих та дерев'яних форм ручним або механізованим способом і утворює на ній суцільну стійку плівку, що добре утримується на вертикальній поверхні. Приклади мастил наведено у табл. 2. Для визначення адгезії бетону на пластині з Ст.3 з нанесеним мастилом формують бетонні кубики розміром 7,07´7,07´7,07 см з заформованими анкерними кільцями, за допомогою яких можна визначити динамометром зусилля, необхідне для відривання бетонного кубика від пластини. Відформовані зразки витримують протягом 2 годин, а потім піддають гідротермальній обробці. Результати визначення адгезії і якості поверхні мастил наведено у табл. 3. Приклад 1. Готують мастило такого складу, мас. %: відходи очищення сталевих канатів 36; вапно-кипілка 17; зола виносу сміття-спалюючого заводу 11, вода 36. Для цього 36% відходів канатів завантажують у бак, де їх перемішують і підігрівають до 70-80°С для розрідження. Одночасно у другому резервуарі воду доводять до кипіння. У змішувач воду уводять за два етапи: 2/3 загальної кількості для створення умов гасіння вапна і 1/3 об'єму після закінчення гасіння для отримання необхідної консистенції. Порядок приготування мастила такий. Спочатку до змішувача надається 24% гарячої води, потім 36% розігрітих відходів очищення сталевих канатів і все ретельно перемішується. Оптимальним є перемішування з частотою 80-100 обертів за хвилину. Потім у працюючий змішувач надають 17% вапна-кипілки (бажано молотої). Процес диспергації починається через 0,5-3 хв і закінчується не пізніше 10 хв (в залежності від швидкості гасіння вапна). Закінчення процесу гасіння вапна визначають по рівномірному загустінню суміші і закінченню паровиділення. Далі у безперервно працюючий змішувач надають 11% золи виносу, перемішують 1-2 хв і поступово прибавляють 12% гарячої води. Після того, як консистенція маси стане однорідною, перемішування припиняють. Мастило вважається готовим. Для отримання робочої консистенції перед роботою мастило розводять водою у відношенні 1:35 (в залежності від способу нанесення). Враховуючи збільшення об'єму суміші в процесі диспергування (гасіння вапна), місткість змішувача повинна бути більша об'єму завантажуваних інгредієнтів не менш, ніж на 40%. Час приготування мастила 15-20 хв і залежить він від швидкості гасіння вапна. Внаслідок недостатньої кількості вапна-кипілки при приготуванні мастила неповно диспергують відходи очищення сталевих канатів. Крім цього низький вміст відходів очи щення сталевих канатів приводить до утворення несуцільної плівки на поверхні і до збільшення агдезії бетона до форми (до 15 кПа), та сумарної довжини відколів бетону на 1 м ребра (42 мм), значний вміст золи виносу зумовлює достатньо повне шпаклювання шершавостей опалубки і відсутність місцевих напливів. Поверхня виробу чиста, без плям. Приклад 2. Мастило готується як описано вище. Співвідношення інгредієнтів таке, мас. %: відходи очищення сталевих канатів 37; вапно-кипілка 18; зола виносу сміття-спалюючого заводу 10; вода 35. Витрати відходів очищення сталевих канатів плівкоутворюючої речовини - компенсується плас 2 30885 тифікуючою дією вапна, адгезія бетону знижена до 7 кПа. Сумісна дія відходів очищення сталевих канатів на бульбочку повітря між бетонною сумішшю і формою та вапна, що пластифікує поверхню бетону, приводить до зниження діаметру до 2 мм і глибини пор до 1 мм. Зола виносу у кількості 10% практично повністю шпаклює шершавості на поверхні опалубки, зменшуючи висоту місцевих напливів до мінімума (1 мм). Поверхня виробу чиста, без плям. Приклад 3. Мастило готується, як описано вище. Співвідношення інгредієнтів таке, мас. %: відходи очищення сталевих канатів 38; вапно-кипілка 19; зола виносу сміття-спалюючого заводу 9; вода 34. Відходи очищення сталевих канатів у кількості 38 мас. % утворюють на поверхні опалубки тонку плівку, яка знижує адгезію бетону до 5 кПа. Сумісна дія відходів очищення сталевих канатів на бульбочку повітря між бетонною сумішшю і формою та вапна, що пластифікує поверхню бетону, знижує діаметр і глибину пор до 1 мм, зменшує глибину і сумарну довжину відколів ребер на 1 м відповідно до 2 і 25 мм. Зола виносу у кількості 9% шпаклює шершавості поверхні опалубки, зменшуючи висоту місцевих напливів до 1 мм. Поверхня виробу чиста, рівна, без плям. Приклад 4. Мастило готується як описано вище. Співвідношення інгредієнтів мас. % таке: відходи очищення сталевих канатів 39; вапно-кипілка 20; зола виносу сміття-спалюючого заводу 8; вода 33. Відходи очищення сталевих канатів як плівкоутворююча речовина і вапно-кипілка як пластифікатор мінімізують рівнодіючу силу на бульбочку повітря між бетонною сумішшю і формою, що при водить до зниження діаметра до 1 мм і глибини пор до 0 мм, при цьому адгезія бетону до опалубки мінімальна - 3 кПа. Зола виносу у кількості 8% шпаклює шершавості поверхні опалубки, зменшуючи висоту місцевих напливів до 2мм. Поверхня виробу чиста, без плям. Приклад 5. Мастило готується як описано вище. Співвідношення інгредієнтів, мас. % таке: відходи очищення сталевих канатів 40; вапно-кипілка 21; зола виносу сміття-спалюючого заводу 7; вода 32. Значний вміст відходів сталевих канатів як плівкоутворюючої речовини і вапна-кипілки – пластифікатора мінімізують рівнодіючу силу на бульбочку повітря між бетонною сумішшю і формою, що приводить до практично повної відсутності пор на поверхні виробу, адгезія бетону до опалубки мінімальна - 3 кПа, глибина і сумарна довжина відколів на 1 м ребер мінімальні і складає відповідно 1 і 20 мм. Однак великі витрати відходів очищення сталевих канатів можуть привести до появи на поверхні готового виробу плям (у цьому випадку не більше 1,5% від загальної поверхні). Низький вміст золи-виносу (6%) недостатньо шпаклює шершавості на поверхні опалубки, тому висота місцевих напливів складає 4 мм. Нанесене на поверхню опалубки мастило утворює на формуючій поверхні тонку міцну плівку, яка добре утримується на вертикальній поверхні. Використання мастила підвищує якість поверхні готового виробу до класу А2-АЗ за ГОСТ 13015.073, що дозволяє відмовитись від шпалювання та затирки поверхні бетонних і залізобетонних виробів. Готові вироби легко звільняються від опалубки. До матеріалу форм мастило не агресивне. Таблиця 1 Хімічний склад золи виносу Найменування компонентів Склад, % мас. SiO2 R2O3+TiO 2 CaO MgO Na2O3 17-28,8 15,6-26,0 21,3-34,5 5,0-9,3 1,8-6,5 Інше (п.п.п) 7,2-9,8 SO3 6,3-10,1 Таблиця 2 Склад мастила Назва інгредієнтів Відходи очищення сталевих канатів Вапно-кипілка Зола виносу Вода 1 2 3 4 5 36 37 38 39 40 17 11 36 18 10 35 19 9 34 20 8 33 21 7 32 3 30885 Таблиця 3 Результати випробувань Найменування граничних значень показників Прототип Діаметр раковини, мм Глибина раковини, мм Висота місцевих напливів, мм Глибина відколів бетону, мм Сумарна довжина відколів на 1 м ребра, мм Адгезія бетону до сталі, кПа Плями % від загальної поверхні 6 5 3 5 50 15 нема Мастило повиходу 1 2 3 4 5 2 2 5 42 15 2 1 4 32 7 1 1 1 2 25 5 2 1 22 3 4 1 20 3 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюOil for moulds
Автори англійськоюShmyhalskyi Volodymyr Nykyforovych, Syvolap Oleksandr Volodymyrovych, Andriuschenko Oleksandr Pavlovych, Pidhornyi Valerii Mykolaiovych
Назва патенту російськоюСмазка для форм
Автори російськоюШмигальский Владимир Никифорович, Сиволап Александр Владимирович, Андрющенко Александр Павлович, Подгорный Валерий Николаевич
МПК / Мітки
МПК: B28B 7/38
Код посилання
<a href="https://ua.patents.su/4-30885-mastilo-dlya-form.html" target="_blank" rel="follow" title="База патентів України">Мастило для форм</a>
Мастило для гумових форм
Номер патенту: 331
Опубліковано: 30.04.1993
Автори: Бурлика Анатолій Пилипович, Ларіонов Михайло Тихонович, Костюк Богдана Василівна, Фрідман Роман Аркадійович, Куліченко Людмила Андрійовна
МПК: B28B 7/38
Формула / Реферат:
Формула изобретенияСмазка для резиновых форм при изготовлении гипсовых изделий, включающая антиадгезионный компонент и воду, отличающаяся тем, что, с целью повышения качества поверхности изделия и удлинения срока службы резиновых форм, она содержит в качестве антиадгезивного компонента водный раствор алюмометилсиликоната натрия и полиметилсилоксановую жидкость при следующем соотношении компонентов, мас.%:
Мастило для металевих форм
Номер патенту: 756
Опубліковано: 15.12.1993
Автори: Стойло Олександр Феліксович, Баглай Анатолій Прохорович, Лемешко Валентина Анікіївна, Іванов Михайло Юрьєвич, Скрицький Олександр Георгійович
МПК: B28B 7/38
Мітки: металевих, форм, мастило
Формула / Реферат:
Формула изобретенияСмазка для металлических форм при изготовлении бетонных и железобетонных изделий, включающая кислый синтетический эмульсол, добавку и воду, отличающаяся тем, что, с целью снижения адгезии бетона к форме, она содержит в качестве добавки мыльно-щелочной раствор - отход щелочной рафинации масел и саломаса с содержанием общего жира не менее 8%, в том числе жирных кислот не менее 7%, при следующем соотношении компонентов,...
Пластичне мастило для різьбових з’єднань
Номер патенту: 28737
Опубліковано: 16.10.2000
Автори: Чернов Борис Олександрович, Кулінін Тарас Михайлович, Климишин Ярослав Данилович
МПК: C10M 101/00
Мітки: різьбових, з'єднань, мастило, пластичне
Формула / Реферат:
Пластичне мастило для різьбових з'єднань, яке вміщує мінеральне масло, графіт, порошок міді, який відрізняється тим, що мастило додатково містить каніфоль, деревні гранули, шкіряний пил в наступному співвідношенні компонентів, мас. %: деревні гранули (відходи) 17,0-20,0 каніфоль 11,0-14,0 шкіряний пил (відходи) 7,5-9,0 ...
Середньотемпературне мастило для важконавантажених вузлів тертя

Номер патенту: 24433
Опубліковано: 17.07.1998
Автори: Букін Віктор Євгенович, Чередніченко Петро Георгійович
МПК: C10M 101/02, C10M 125/02, C10M 137/00, C10M 117/00, C10M 159/24
Мітки: тертя, мастило, вузлів, важконавантажених, середньотемпературне
Текст:
...верхня температурна межа працездатності мастила підвищується до 150-180°С, а в поєднанні з наповнювачами - графітом та дисульфідом молібдену - 35 200°С. Ф о с ф о р о р г а н і ч н а присадка являє собою суміш Ізомерів, що одержані шляхом взаємодії діетилфосфіту та арилсульфонілхіноніміну по реакції: II + (Формула 1) Присадку одержують таким чином: до 1,25 моля діетилфосфіту при перемішуванні та температурі 125°С порціями додають 1 моль...
Мастило для холодної деформації виробів з міді та її сплавів
Номер патенту: 21973
Опубліковано: 30.04.1998
Автори: Кочірко Богдан Федорович, Носар Валентина Дмитрівна, Турянчик Іван Георгійович, Стасовський Юрій Миколайович
МПК: C10M 105/00, C10M 169/00
Мітки: деформації, міді, сплавів, виробів, холодної, мастило
Формула / Реферат:
Мастило для холодної деформації виробів з міді та її сплавів на основі масла, яке відрізняється тим, що в якості масла використовують продукт конденсації триетиленгліколю з олеїновою та адипіновою кислотами в каталітичній присутності природної сірки та трибутилфосфату при їх масовому співвідношенні 1:1,7 - 2,1:0,46 - 0,52:0,005 -0,011:0,025 - 0,33, при цьому в мастилі додатково присутні статичний сополімер окису етилену і окису пропілену,...
Попередній патент: Спосіб визначення пускового моменту електродвигуна
Наступний патент: Цифровий телефонний апарат
Випадковий патент: Спосіб керування гальмом залізничного транспортного засобу