Спосіб визначення крайового кута змочування промислових металургійних розплавів
Номер патенту: 70808
Опубліковано: 15.10.2004
Автори: Левицька Тетяна Олександрівна, Харлашин Петро Степанович
Формула / Реферат
1. Спосіб визначення крайового кута змочування промислових металургійних розплавів, що включає вимір цієї величини за формою краплі, поміщеної на тверду поверхню з досліджуваного матеріалу, який відрізняється тим, що формування краплі здійснюють видавлюванням її з внутрішнього об’єму розплаву через вертикальний канал після формування оксидної плівки.
2. Спосіб по п. 1, який відрізняється тим, що параметри вертикального каналу визначають з виразу ![]() , де d - діаметр каналу, h - висота каналу.
, де d - діаметр каналу, h - висота каналу.
Текст
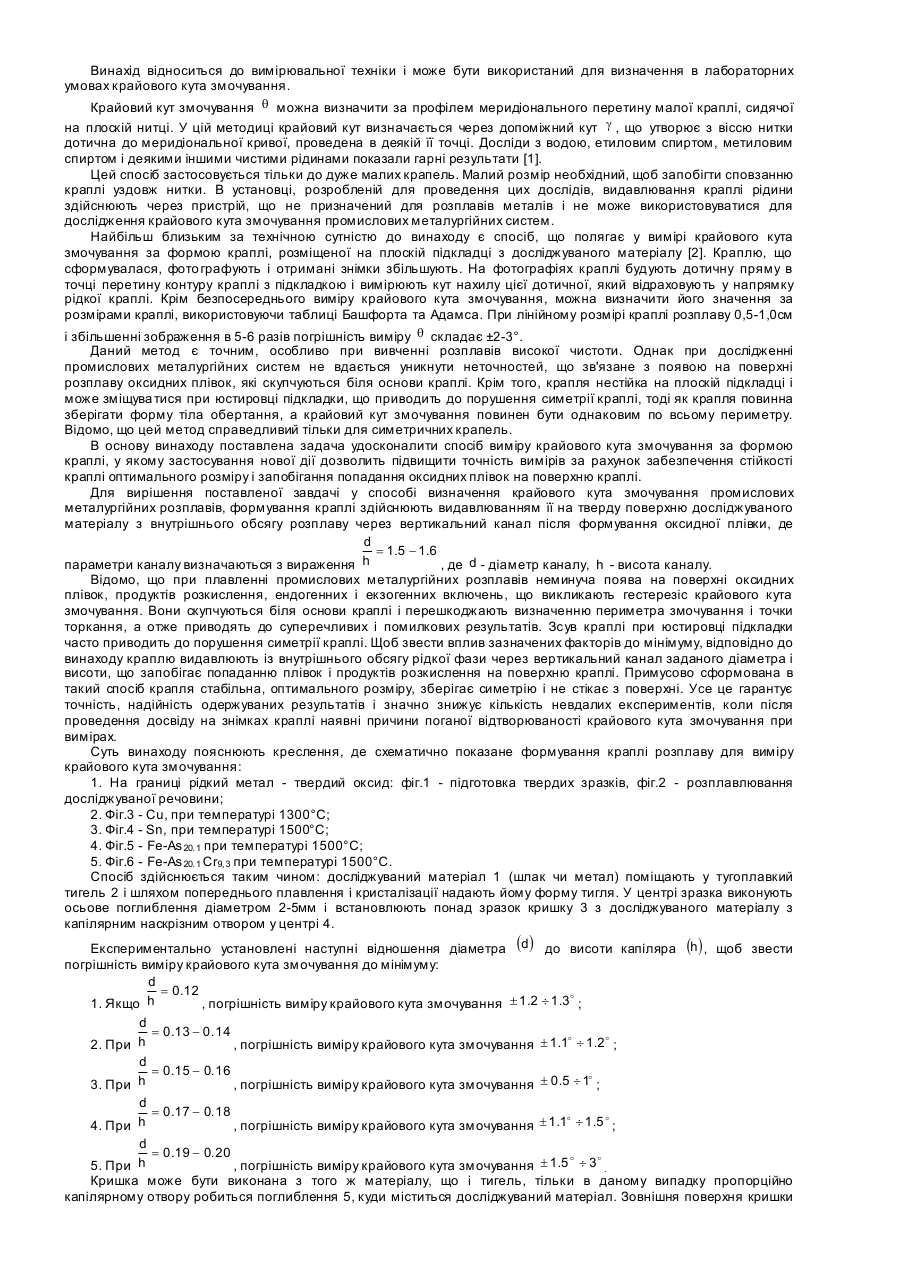
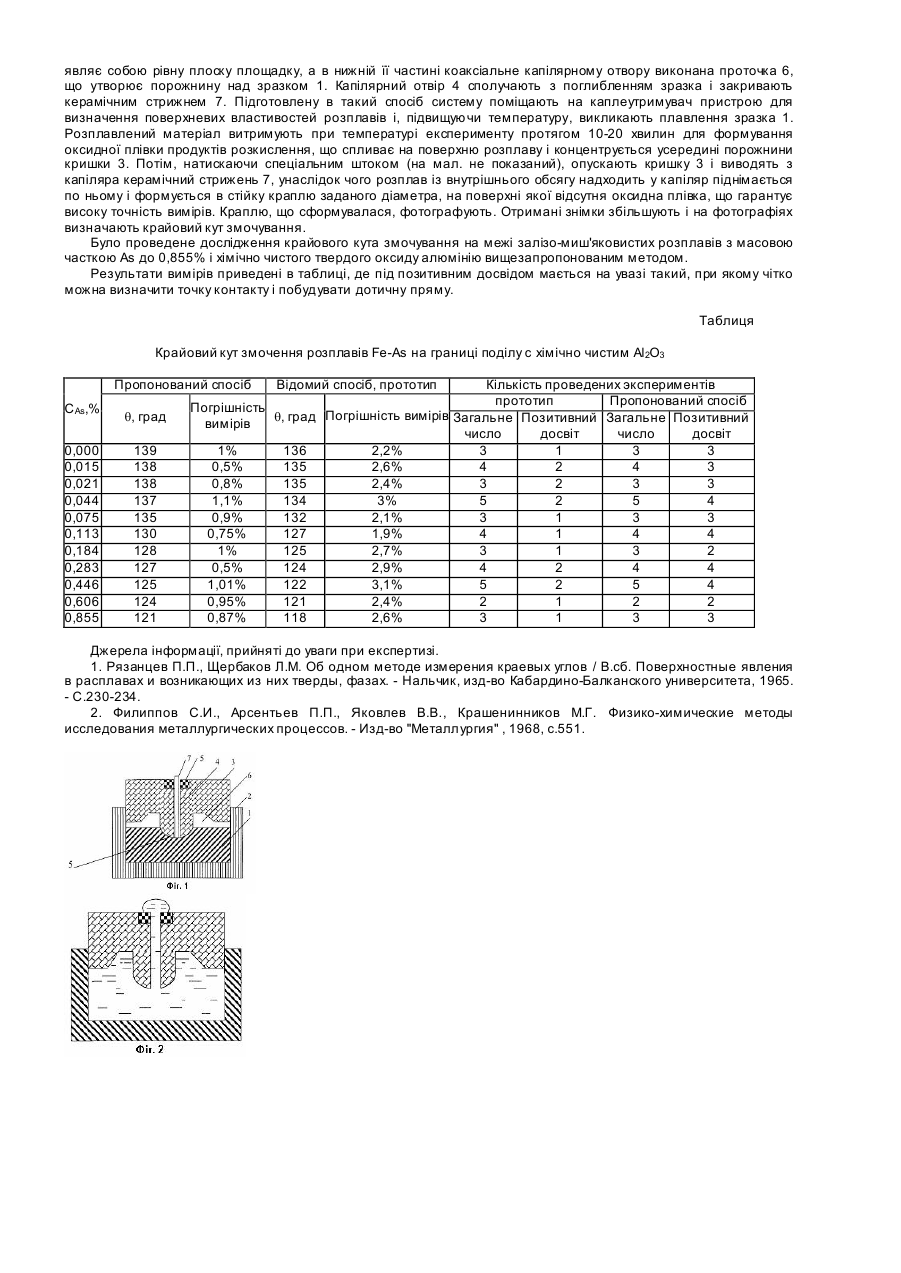
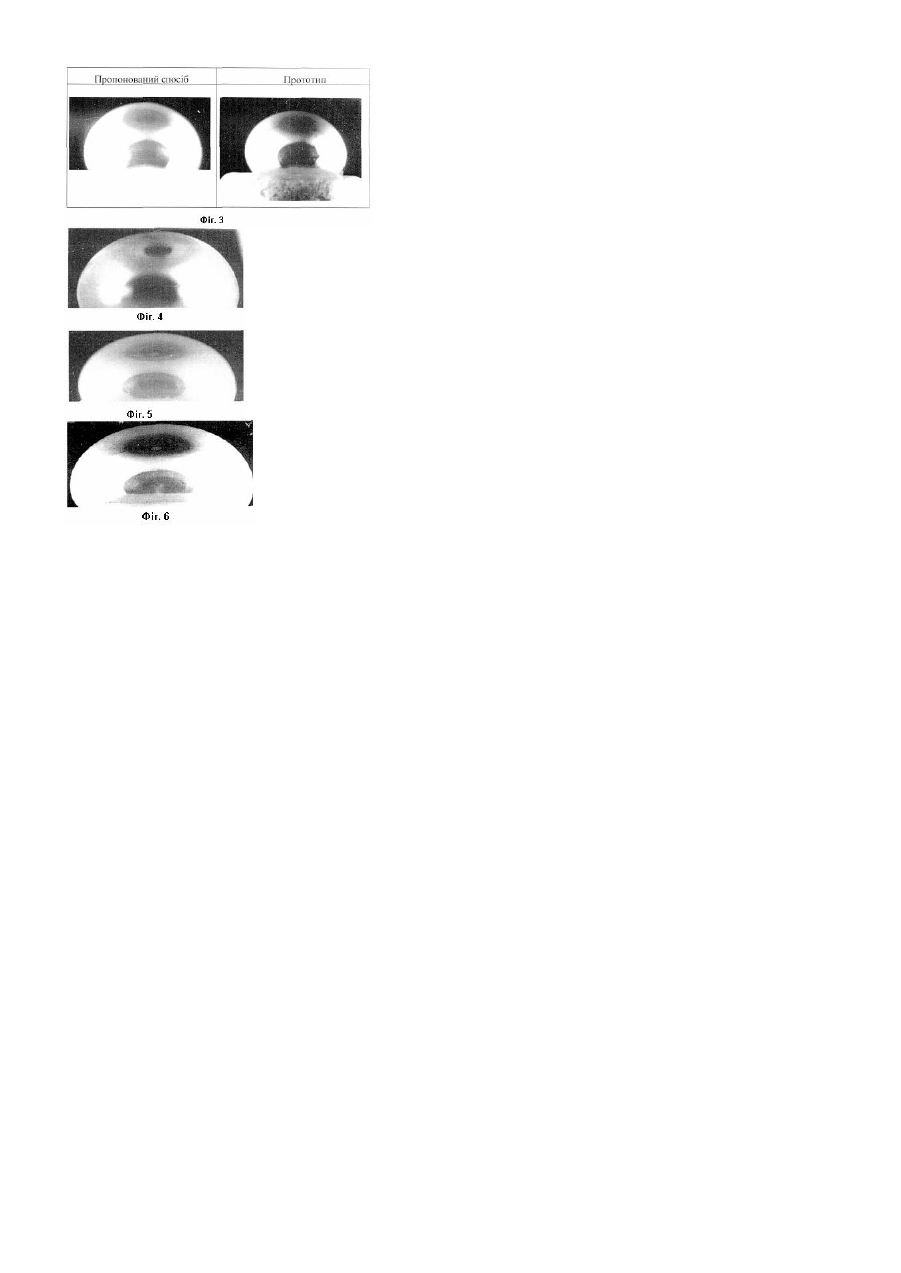
Винахід відноситься до вимірювальної техніки і може бути використаний для визначення в лабораторних умовах крайового кута змочування. Крайовий кут змочування q можна визначити за профілем меридіонального перетину малої краплі, сидячої на плоскій нитці. У цій методиці крайовий кут визначається через допоміжний кут g , що утворює з віссю нитки дотична до меридіональної кривої, проведена в деякій її точці. Досліди з водою, етиловим спиртом, метиловим спиртом і деякими іншими чистими рідинами показали гарні результати [1]. Цей спосіб застосовується тільки до дуже малих крапель. Малий розмір необхідний, щоб запобігти сповзанню краплі уздовж нитки. В установці, розробленій для проведення цих дослідів, видавлювання краплі рідини здійснюють через пристрій, що не призначений для розплавів металів і не може використовуватися для дослідження крайового кута змочування промислових металургійних систем. Найбільш близьким за технічною сутністю до винаходу є спосіб, що полягає у вимірі крайового кута змочування за формою краплі, розміщеної на плоскій підкладці з досліджуваного матеріалу [2]. Краплю, що сформувалася, фото графують і отримані знімки збільшують. На фотографіях краплі будують дотичну пряму в точці перетину контуру краплі з підкладкою і вимірюють кут нахилу цієї дотичної, який відраховують у напрямку рідкої краплі. Крім безпосереднього виміру крайового кута змочування, можна визначити його значення за розмірами краплі, використовуючи таблиці Башфорта та Адамса. При лінійному розмірі краплі розплаву 0,5-1,0см і збільшенні зображення в 5-6 разів погрішність виміру q складає ±2-3°. Даний метод є точним, особливо при вивченні розплавів високої чистоти. Однак при дослідженні промислових металургійних систем не вдається уникнути неточностей, що зв'язане з появою на поверхні розплаву оксидних плівок, які скупчуються біля основи краплі. Крім того, крапля нестійка на плоскій підкладці і може зміщува тися при юстировці підкладки, що приводить до порушення симетрії краплі, тоді як крапля повинна зберігати форму тіла обертання, а крайовий кут змочування повинен бути однаковим по всьому периметру. Відомо, що цей метод справедливий тільки для симетричних крапель. В основу винаходу поставлена задача удосконалити спосіб виміру крайового кута змочування за формою краплі, у якому застосування нової дії дозволить підвищити точність вимірів за рахунок забезпечення стійкості краплі оптимального розміру і запобігання попадання оксидних плівок на поверхню краплі. Для вирішення поставленої завдачі у способі визначення крайового кута змочування промислових металургійних розплавів, формування краплі здійснюють видавлюванням її на тверду поверхню досліджуваного матеріалу з внутрішнього обсягу розплаву через вертикальний канал після формування оксидної плівки, де d = 1 .5 - 1 .6 h параметри каналу визначаються з вираження , де d - діаметр каналу, h - висота каналу. Відомо, що при плавленні промислових металургійних розплавів неминуча поява на поверхні оксидних плівок, продуктів розкислення, ендогенних і екзогенних включень, що викликають гестерезіс крайового кута змочування. Вони скупчуються біля основи краплі і перешкоджають визначенню периметра змочування і точки торкання, а отже приводять до суперечливих і помилкових результатів. Зсув краплі при юстировці підкладки часто приводить до порушення симетрії краплі. Щоб звести вплив зазначених факторів до мінімуму, відповідно до винаходу краплю видавлюють із внутрішнього обсягу рідкої фази через вертикальний канал заданого діаметра і висоти, що запобігає попаданню плівок і продуктів розкислення на поверхню краплі. Примусово сформована в такий спосіб крапля стабільна, оптимального розміру, зберігає симетрію і не стікає з поверхні. Усе це гарантує точність, надійність одержуваних результатів і значно знижує кількість невдалих експериментів, коли після проведення досвіду на знімках краплі наявні причини поганої відтворюваності крайового кута змочування при вимірах. Суть винаходу пояснюють креслення, де схематично показане формування краплі розплаву для виміру крайового кута змочування: 1. На границі рідкий метал - твердий оксид: фіг.1 - підготовка твердих зразків, фіг.2 - розплавлювання досліджуваної речовини; 2. Фіг.3 - Сu, при температурі 1300°С; 3. Фіг.4 - Sn, при температурі 1500°С; 4. Фіг.5 - Fe-As 20.1 при температурі 1500°C; 5. Фіг.6 - Fe-As 20.1 Cr9,3 при температурі 1500°С. Спосіб здійснюється таким чином: досліджуваний матеріал 1 (шлак чи метал) поміщають у тугоплавкий тигель 2 і шляхом попереднього плавлення і кристалізації надають йому форму тигля. У центрі зразка виконують осьове поглиблення діаметром 2-5мм і встановлюють понад зразок кришку 3 з досліджуваного матеріалу з капілярним наскрізним отвором у центрі 4. Експериментально установлені наступні відношення діаметра (d) до висоти капіляра (h) , щоб звести погрішність виміру крайового кута змочування до мінімуму: d = 0 .12 o 1. Якщо h , погрішність виміру крайового кута змочування ± 1.2 ¸ 1.3 ; d = 0 .13 - 0 . 14 o o 2. При h , погрішність виміру крайового кута змочування ± 1.1 ¸ 1.2 ; d = 0 .15 - 0. 16 o h 3. При , погрішність виміру крайового кута змочування ± 0.5 ¸ 1 ; d = 0 .17 - 0. 18 o o 4. При h , погрішність виміру крайового кута змочування ± 1.1 ¸ 1.5 ; d = 0 .19 - 0. 20 o o 5. При h , погрішність виміру крайового кута змочування ± 1.5 ¸ 3 . Кришка може бути виконана з того ж матеріалу, що і тигель, тільки в даному випадку пропорційно капілярному отвору робиться поглиблення 5, куди міститься досліджуваний матеріал. Зовнішня поверхня кришки являє собою рівну плоску площадку, а в нижній її частині коаксіальне капілярному отвору виконана проточка 6, що утворює порожнину над зразком 1. Капілярний отвір 4 сполучають з поглибленням зразка і закривають керамічним стрижнем 7. Підготовлену в такий спосіб систему поміщають на каплеутримувач пристрою для визначення поверхневих властивостей розплавів і, підвищуючи температуру, викликають плавлення зразка 1. Розплавлений матеріал витримують при температурі експерименту протягом 10-20 хвилин для формування оксидної плівки продуктів розкислення, що спливає на поверхню розплаву і концентрується усередині порожнини кришки 3. Потім, натискаючи спеціальним штоком (на мал. не показаний), опускають кришку 3 і виводять з капіляра керамічний стрижень 7, унаслідок чого розплав із внутрішнього обсягу надходить у капіляр піднімається по ньому і формується в стійку краплю заданого діаметра, на поверхні якої відсутня оксидна плівка, що гарантує високу точність вимірів. Краплю, що сформувалася, фотографують. Отримані знімки збільшують і на фотографіях визначають крайовий кут змочування. Було проведене дослідження крайового кута змочування на межі залізо-миш'яковистих розплавів з масовою часткою As до 0,855% і хімічно чистого твердого оксиду алюмінію вищезапропонованим методом. Результати вимірів приведені в таблиці, де під позитивним досвідом мається на увазі такий, при якому чітко можна визначити точку контакту і побудувати дотичну пряму. Таблиця Крайовий кут змочення розплавів Fe-As на границі поділу с хімічно чистим Аl2O3 Пропонований спосіб CAs,% q, град 0,000 0,015 0,021 0,044 0,075 0,113 0,184 0,283 0,446 0,606 0,855 139 138 138 137 135 130 128 127 125 124 121 Відомий спосіб, прототип Кількість проведених экспериментів прототип Пропонований спосіб Погрішність q, град Погрішність вимірів Загальне Позитивний Загальне Позитивний вимірів число досвіт число досвіт 1% 136 2,2% 3 1 3 3 0,5% 135 2,6% 4 2 4 3 0,8% 135 2,4% 3 2 3 3 1,1% 134 3% 5 2 5 4 0,9% 132 2,1% 3 1 3 3 0,75% 127 1,9% 4 1 4 4 1% 125 2,7% 3 1 3 2 0,5% 124 2,9% 4 2 4 4 1,01% 122 3,1% 5 2 5 4 0,95% 121 2,4% 2 1 2 2 0,87% 118 2,6% 3 1 3 3 Джерела інформації, прийняті до уваги при експертизі. 1. Рязанцев П.П., Щербаков Л.М. Об одном методе измерения краевых углов / В.сб. Поверхностные явления в расплавах и возникающих из них тверды, фазах. - Нальчик, изд-во Кабардино-Балканского университета, 1965. - С.230-234. 2. Филиппов С.И., Арсентьев П.П., Яковлев В.В., Крашенинников М.Г. Физико-химические методы исследования металлургических процессов. - Изд-во "Металлургия" , 1968, с.551.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod fpr determining the limiting wetting angle of melted metal
Автори англійськоюKharlashyn Petro Stepanovych
Назва патенту російськоюСпособ определения краевого угла смачивания расплавленного металла
Автори російськоюХарлашин Петр Степанович
МПК / Мітки
МПК: G01N 13/00
Мітки: змочування, кута, крайового, металургійних, розплавів, промислових, визначення, спосіб
Код посилання
<a href="https://ua.patents.su/3-70808-sposib-viznachennya-krajjovogo-kuta-zmochuvannya-promislovikh-metalurgijjnikh-rozplaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення крайового кута змочування промислових металургійних розплавів</a>
Спосіб визначення геометричних параметрів краплі для розрахунку поверхневого натягу, щільності і крайового кута змочування металевих розплавів
Номер патенту: 70584
Опубліковано: 15.10.2004
Автори: Левицька Тетяна Олександрівна, Харлашин Петро Степанович
МПК: G01N 13/00
Мітки: поверхневого, визначення, кута, металевих, натягу, крайового, геометричних, спосіб, краплі, розплавів, щільності, змочування, параметрів, розрахунку
Формула / Реферат:
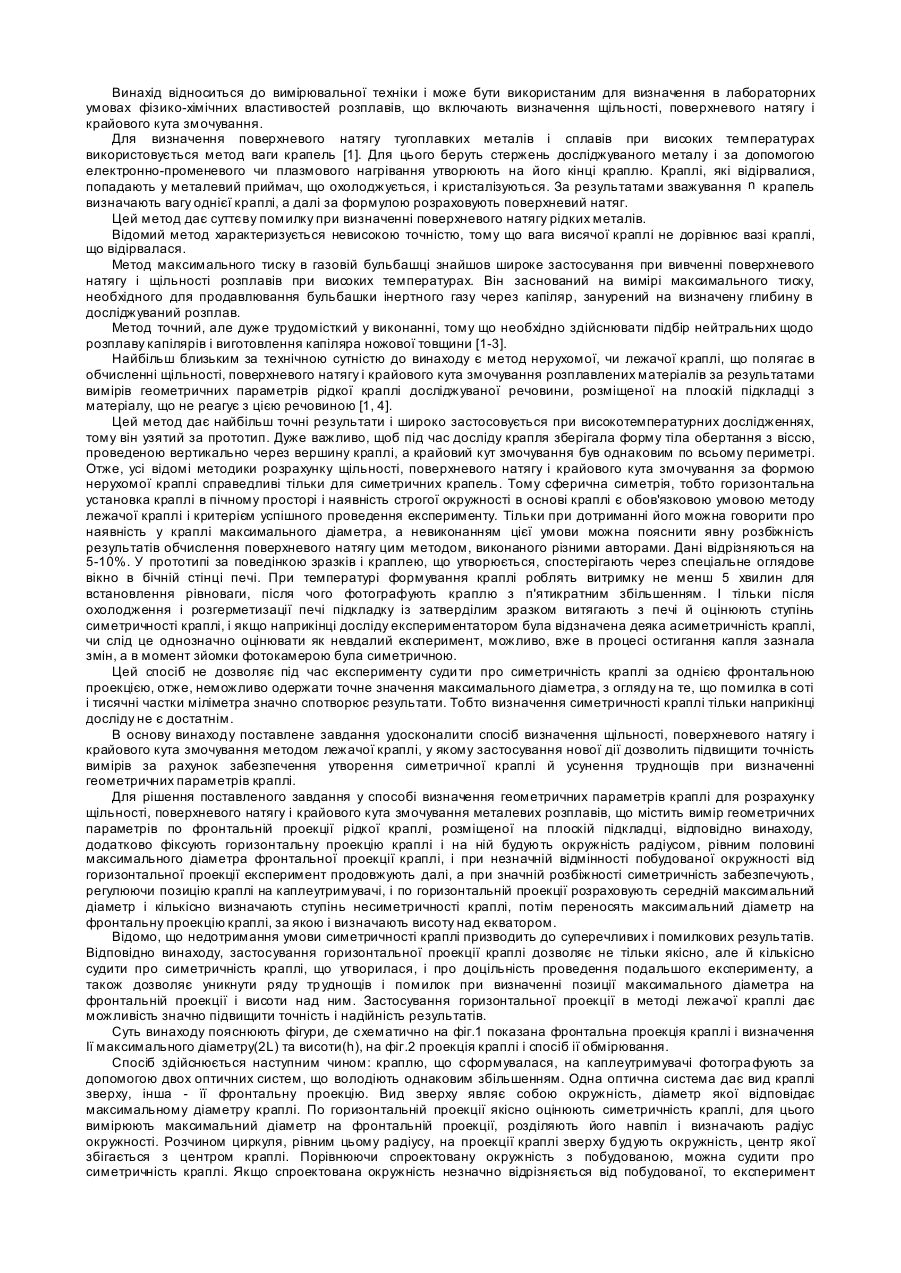
Спосіб визначення геометричних параметрів краплі для розрахунку щільності, поверхневого натягу і крайового кута змочування металевих розплавів, що включає вимір геометричних параметрів по фронтальній проекції рідкої краплі, розміщеної на плоскій підкладці, який відрізняється тим, що додатково фіксують горизонтальну проекцію краплі і на ній будують окружність радіусом, рівним половині максимального діаметра фронтальної проекції краплі, і при...
Пристрій для визначення крайового кута змочування
Номер патенту: 50444
Опубліковано: 15.10.2002
Автори: Кашуба Вадим Ігорович, Білинський Йосип Йосипович, Білошкурська Оксана Степанівна
МПК: G01N 13/00, G01B 11/26
Мітки: визначення, змочування, крайового, пристрій, кута
Формула / Реферат:
Пристрій для визначення крайового кута змочування, що містить основу, механізм переміщення, об'єктив, який відрізняється тим, що в нього введені лазер і лінійний об'єктив, які оптично зв'язані між собою, фотоматриця чутливих елементів, яка оптично зв'язана з виходом об'єктива, блок обробки інформації, вхід якого зв'язаний з виходом фотоматриці чутливих елементів, а механізм переміщення встановлений з можливістю вертикального переміщення.
Спосіб визначення крайового кута змочування пористих тіл
Номер патенту: 28746
Опубліковано: 16.10.2000
Автори: Кисіль Ігор Степанович, Бодник Андрій Андрійович
МПК: G01N 13/00
Мітки: кута, тіл, пористих, крайового, визначення, спосіб, змочування
Формула / Реферат:
Спосіб визначення крайового кута змочування пористих тіл, який полягає у створенні перепаду тиску між внутрішніми об'ємами двох сполучених камер, в яких знаходяться відповідно досліджувані рідина і зразок пористого тіла, вимірюванні тиску в камері із зразком в момент торкання рідини до нижнього торця і в процесі підняття в ньому рідини, визначенні висоти підняття рідини у зразку, який відрізняється тим, що на протязі процесу підйому рідини у...
Спосіб гранулювання розплавів
Номер патенту: 44860
Опубліковано: 15.03.2002
Автор: ХОЛІН Борис Георгійович
МПК: C05B 19/00, B01J 2/12, C05C 7/00, B22F 9/08, C05G 5/00, B01J 2/18, B01J 2/02
Мітки: розплавів, гранулювання, спосіб
Формула / Реферат:
1. Спосіб гранулювання розплавів, що включає подачу розплаву в порожнину осесиметричної камери з чашоподібним днищем, що обертається навколо вертикальної осі з певною частотою обертання і має отвори для витікання струменів розплаву, розміщені в днищі камери на різних відстанях від осі обертання і на різних рівнях і спрямовані під різними кутами до краю, витікання струменів розплаву через ці отвори під напором стовпа розплаву, дроблення...
Фурма для продування металургійних розплавів
Номер патенту: 28581
Опубліковано: 16.10.2000
Автори: Єрмоленко Ганна Володимирівна, Черненков Сергій Павлович, Бродський Сергій Сергійович, Несвіт Володимир Васильович, Оробцев Юрій Вікторович, Димченко Євген Миколайович, Харахулах Василь Сергійович, Літвінов Леонід Федорович, Брагинець Юрій Федорович, Авер'янов Олексій Венедиктович, Махницький Віктор Олександрович
МПК: C21C 5/48
Мітки: фурма, продування, металургійних, розплавів
Формула / Реферат:
Фурма для продування металургійних розплавів, яка містить у собі тракт подавання кисню, головку, змінне центральне сопло, що утворює кільцеве сопло з головкою фурми, в якій нижній зріз змінного центрального сопла знаходиться нижче торця головки, яка відрізняється тим, що змінне центральне і кільцеве сопле незалежно одне від одного з'єднані із загальним трактом подавання кисню за допомогою установки перед ними розподільного фланцю, при цьому...
Попередній патент: Процес вилучення механічних і рідинних домішок з газового середовища
Наступний патент: Пристрій для автоматичного регулювання фази розтиральних циліндрів фарбових апаратів друкарських машин
Випадковий патент: Резервуар пральної машини, оснащений зовнішньою зміцнювальною кришкою на нижній стінці