Пристрій для автоматичного регулювання фази розтиральних циліндрів фарбових апаратів друкарських машин
Номер патенту: 70809
Опубліковано: 15.10.2004
Автори: Никифорук Богдан Васильович, Бабінець Василь Михайлович, Гук Ігор Богданович, Верхола Михайло Іванович

Формула / Реферат
Пристрій для автоматичного регулювання фази розтиральних циліндрів фарбових апаратів друкарських машин, який включає розтиральні циліндри, кожний з яких через двоплечий важіль рухомо з'єднаний з втулкою, що охоплює частину пазового кулачка, пару зубчастих коліс, вал, електродвигун приводу вала, з'єднаний механічно через редуктор з валом, а електрично - з реверсивним блоком керування швидкістю, вхід якого через підсилювач і цифро-аналоговий перетворювач зв'язаний з виходом алгебраїчного суматора, перший вхід якого з'єднаний через перший цифро-аналоговий перетворювач з датчиком кутового положення вала, а другий вхід алгебраїчного суматора зв'язаний з першим виходом першого демультиплекса, першим і другим входами з'єднаного, відповідно, з першим і третім виходами мікроконтролера, який відрізняється тим, що у склад системи додатково входять фотоелектронні датчики, виходами зв'язані через вторинні перетворювачі з першими входами першого та другого комутаторів, другі входи яких з'єднані з виходом блока синхронізації, другим входом зв'язаного з датчиком фіксації друкарської форми, першим - з другим виходом мікро-ЕОМ, а виходи першого і другого комутаторів з'єднані, відповідно, з входами другого та третього аналого-цифрових перетворювачів, виходи яких, як і виходи задавача форматів, сканера, RIP-процесора та першого аналого-цифрового перетворювача, зв'язані через вхідний інтерфейс з входом мікро-ЕОМ, другим виходом з'єднаної з цифровим дисплеєм, а першим - з контролером, другий вихід якого зв'язаний через перший вхід другого демультиплекса з блоком задавання товщини шару фарби в зонах, а другий вхід другого демультиплекса з'єднаний з третім виходом контролера.
Текст
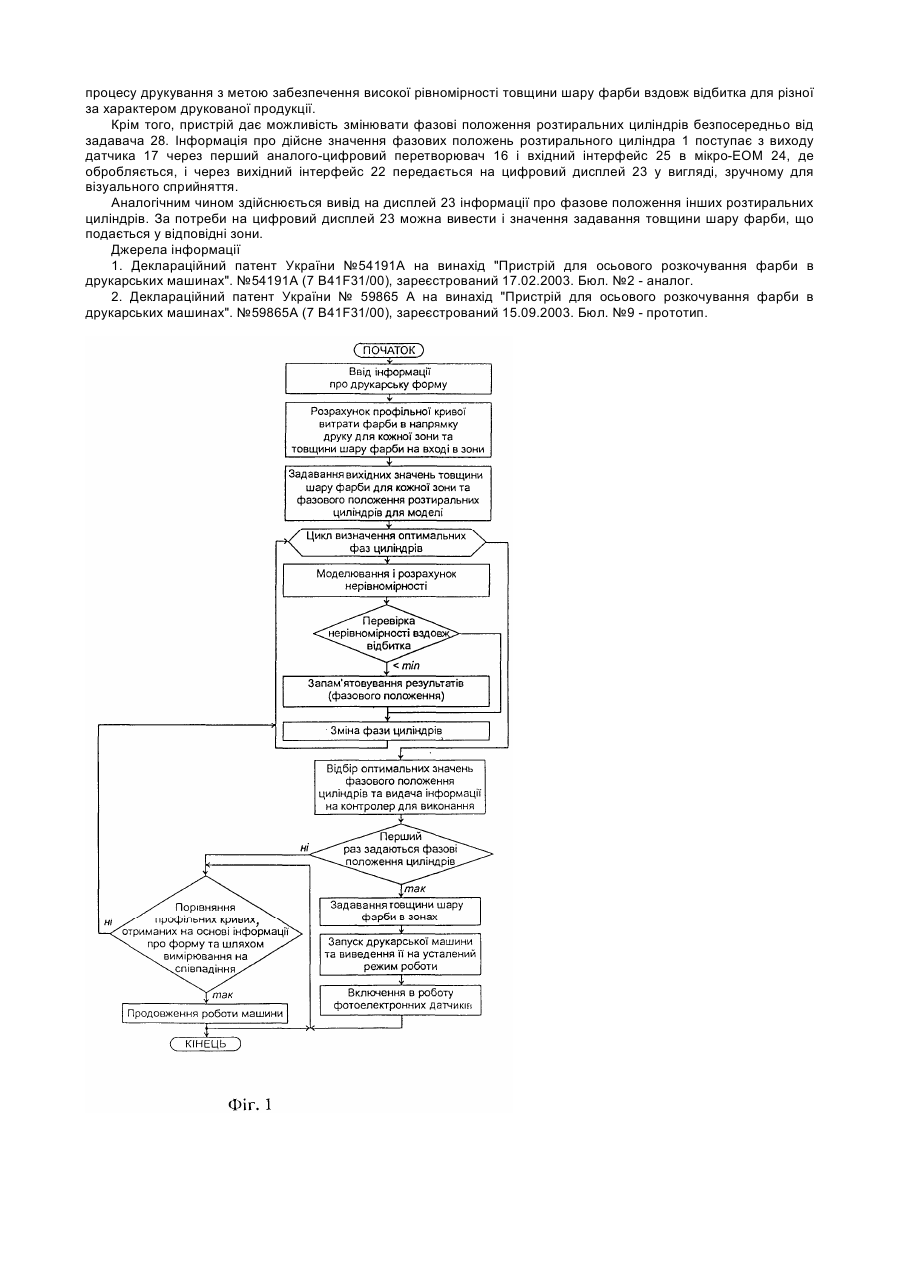
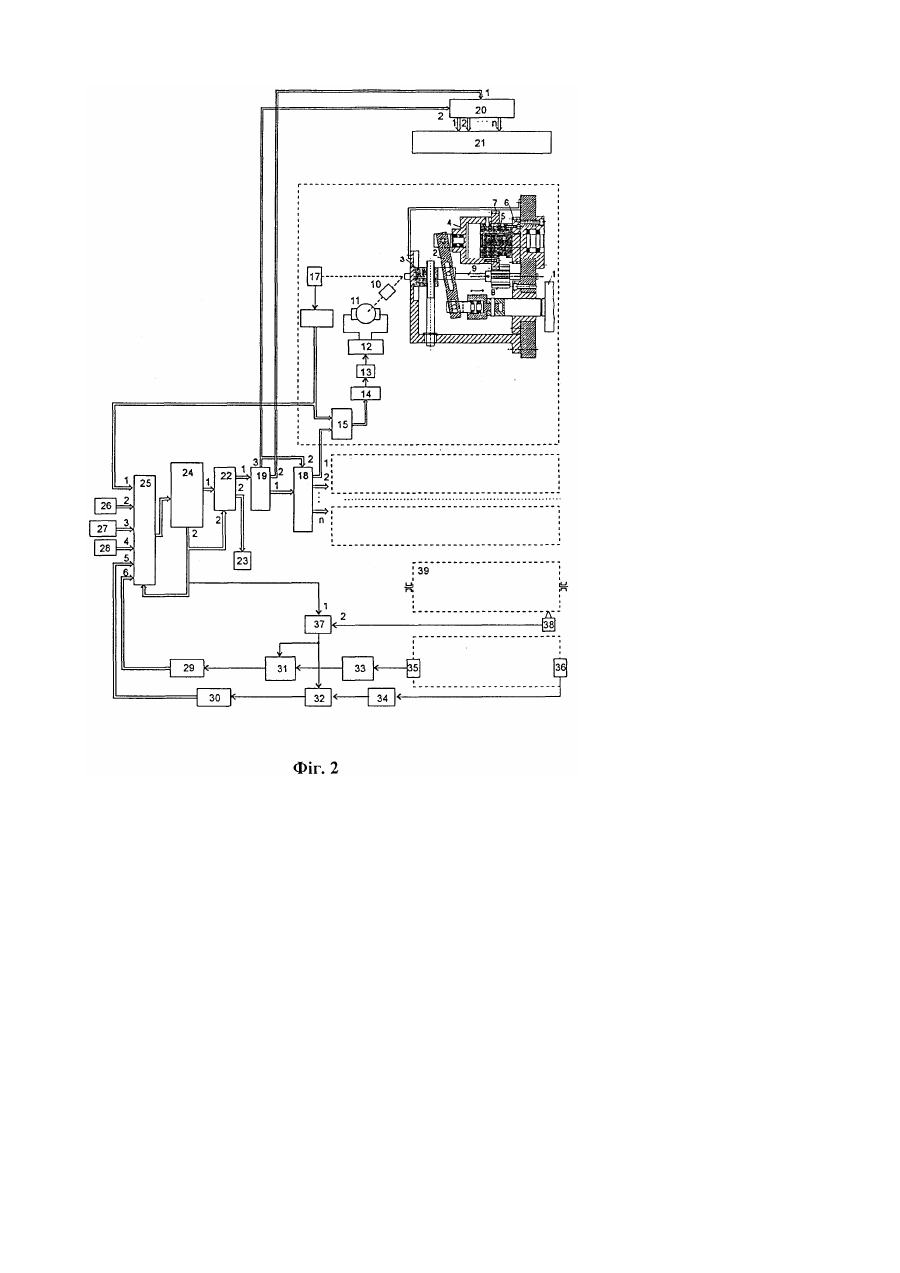
Винахід відноситься до галузі поліграфічного машинобудування і може бути використаний для автоматизації фарбових апаратів друкарських машин офсетного та високого друку, до складу яких входять розтиральні циліндри, що мають, крім обертового руху, ще й осьове переміщення. Відомий пристрій для осьового розкочування фарби, що включає розтиральні циліндри, кожний з яких кінематичне зв'язаний з втулкою, що охоплює частину пазового кулачка, на якій встановлено ролик, регулювальне колесо траєкторії руху розтирального циліндра, з'єднане з валом, та механізм регулювання осьового ходу розтиральних циліндрів. Недоліками цього пристрою є те, що регулювання фазового положення та амплітуди осьового переміщення розтирального циліндра здійснюється лише за результатами аналізу відбитків у процесі підготовки друкарської машини до роботи, що вимагає додаткових витрат часу і матеріалів та високої кваліфікації обслуговуючого персоналу [1]. Відомий пристрій для осьового розкочування фарби в друкарських машинах, що включає в себе розтиральні циліндри, кожний з яких через двоплечий важіль рухомо з'єднаний з втулкою, що охоплює частину пазового кулачка, пару зубчастих коліс, вал, електродвигун привода вала, з'єднаний механічно через редуктор з валом, а електричне -з реверсивним блоком керування швидкістю, вхід якого через підсилювач і цифро-аналоговий перетворювач зв'язаний з виходом алгебраїчного суматора, перший вхід якого з'єднаний через перший цифроаналоговий перетворювач з датчиком кутового положення вала, а другий вхід алгебраїчного суматора зв'язаний з першим виходом першого демультиплекса, першим і другим входами з'єднаного, відповідно, з першим і третім виходами мікроконтролера. Недоліком цього пристрою є те, що він забезпечує автоматичне задавання амплітуди осьового руху та фазового положення розтиральних циліндрів лише під час попереднього налагодження друкарської машини до роботи, що не гарантує оптимальних параметрів фазового положення розтиральних циліндрів після виходу друкарської машини на усталений режим роботи. Крім того, нерівномірність товщини шару фарби в напрямку друку, яка виникатиме в процесі друкування, може бути усунена лише після вилучення відбитків, вимірювання денситометром оптичної густини зображувальних елементів, виконання розрахунків нерівномірності та введення відповідної корекції у фазове положення циліндрів, що вимагає додаткових витрат часу та матеріалів [2]. В основу винаходу поставлено завдання шляхом зміни конструкції створити пристрій для автоматичного регулювання фази розтиральних циліндрів фарбових апаратів друкарських машин, який давав би можливість автоматизувати не тільки процес задавання величини фазового положення розтиральних циліндрів при підготовці друкарської машини до роботи, але й здійснювати автоматичне регулювання фазового положення розтиральних циліндрів в процесі друкування, забезпечуючи таким чином високу якість друкованої продукції та зменшення витрат часу на обслуговування друкарських машин. Поставлене завдання вирішується за допомогою пристрою для автоматичного регулювання фази розтиральних циліндрів фарбових апаратів друкарських машин, що включає в себе розтиральні циліндри, кожний з яких через двоплечий важіль рухомо з'єднаний з втулкою, що охоплює частину пазового кулачка, пару зубчастих коліс, вал, електродвигун привода вала, з'єднаний механічно через редуктор з валом, а електричне -з реверсивним блоком керування швидкістю, вхід якого через підсилювач і цифро-аналоговий перетворювач зв'язаний з виходом алгебраїчного суматора, перший вхід якого з'єднаний через перший цифро-аналоговий перетворювач з датчиком кутового положення вала, а другий вхід алгебраїчного суматора зв'язаний з першим виходом першого демультиплекса, першим і другим входами з'єднаного відповідно з першим і третім виходами мікроконтролера, фотоелектронні датчики, виходами зв'язані через вторинні перетворювачі з першими входами першого та другого комутаторів, другі входи яких з'єднані з виходом блока синхронізації, другим входом зв'язаного з датчиком фіксації друкарської форми, першим - з другим виходом мікро-ЕОМ, а виходи першого і другого комутаторів з'єднані відповідно з входами другого та третього аналого-цифрових перетворювачів, виходи, яких, як і виходи задавача форматів, сканера, RIP-процесора та першого аналого-цифрового перетворювача, зв'язані через вхідний інтерфейс з входом мікро-ЕОМ, другим виходом з'єднаної з цифровим дисплеєм, а першим - з контролером, другий вихід якого зв'язаний через перший вхід другого демультиплексора з блоком завдання товщини шару фарби в зонах, а другий вхід другого демультиплекса з'єднаний з третім виходом контролера. Таким чином, пристрій для автоматичного регулювання фази розтиральних циліндрів фарбових апаратів друкарських машин, що заявляється, відповідає критерію винаходу "новизна". Суть винаходу пояснюється за допомогою ілюстрацій, де на фіг.1 подано схему послідовності операцій процесу автоматичного регулювання фази розтиральних циліндрів фарбових апаратів друкарських машин, а на фіг.2 наведено блок-схему та переріз загального вигляду пристрою. Пристрій для автоматичного регулювання фази розтиральних циліндрів фарбових апаратів містить розтиральні циліндри 1, кожний з яких через двоплечий важіль 2, середина якого рухомо з'єднана з опорою 3, зв'язаний з втулкою 4, що охоплює пазовий кулачок 5, який отримує обертовий рух від привода машини через зубчасте колесо 6, а втулка 4 приводиться від з'єднаного з нею зубчастого колеса 7, яке контактує з колесом 8, встановленим на валу 9, зв'язаним через редуктор 10 з електродвигуном 11, електричне з'єднаним з реверсивним блоком керування швидкістю 12, вхід якого через підсилювач 13 і цифро-аналоговий перетворювач 14 зв'язаний з виходом алгебраїчного суматора 15, перший вхід якого зв'язаний через перший аналого-цифровий перетворювач 16 з вхідним інтерфейсом 25 та датчиком кутового положення 17 вала 9, а другий вхід суматора 15 з'єднаний з першим виходом першого демультиплекса 18, першим і другим входами зв'язаного з першим і третім виходами мікроконтролера 19, другим виходом зв'язаного з першим входом другого демультиплекса 20, виходами з'єднаного з блоком задавання товщини шару фарби в зонах 21, а другим входом - з третім виходом мікроконтролера 19, входом зв'язаного з першим виходом вихідного інтерфейса 22, другим виходом з'єднаного з цифровим дисплеєм 23, а першим і другим входами - з відповідними виходами мікро-ЕОМ 24, вхід якої зв'язаний через вхідний інтерфейс 25 з RIP-процесором 26, сканером 27, задавачем фазового положення розтиральних циліндрів 28 та з другим і третім аналого-цифровими перетворювачами 29 та 30, входами з'єднаними з першим та другим комутаторами 31 та 32, перші входи яких через вторинні перетворювачі 33 та 34 зв'язані з фотоелектронними датчиками 35 та 36, а другі -з виходом блока синхронізації 37, першим входом з'єднаного з другим виходом мікро-ЕОМ 24, а другим входом - з датчиком фіксації друкарської форми 38, яка закріплена на формному циліндрі 39. Пристрій для автоматичного регулювання фази розтиральних циліндрів фарбових апаратів друкарських машин працює наступним чином: спочатку здійснюється попереднє налагодження фазового положення розтиральних циліндрів, тобто сканується поверхня друкарської форми сканером 27 або інформація про неї зчитується з RIP-процесора 26 і через вхідний інтерфейс 25, як і зі сканера 27 за командою, що надходить на вхід керування, з другого виходу мікро-ЕОМ передається в мікро-ЕОМ 24, де обробляється за алгоритмом, представленим на фіг.2. За отриманими даними розраховують профільні криві витрати фарби для кожної зони в напрямку друку та на їх основі товщини шарів фарби, що подається у відповідні зони. Після цього для моделі задаються вихідні значення товщини шару фарби в кожній зоні подачі та фазового положення розтиральних циліндрів і реалізується цикл визначення оптимальних значень фазових положень розтиральних циліндрів стосовно фази формного циліндра. Значення фазових положень циліндрів отримують внаслідок моделювання процесу розкочування і передачі фарби на основі математичної моделі, яка імітує роботу фарбового і друкарського апаратів машини. У залежності від типу друкарської машини моделюють стільки циклів роботи віртуальної машини (моделі), за скільки реальна друкарська машина вийде на усталений режим, і тоді розраховують нерівномірність товщини шару фарби вздовж відбитка (за ходом його переміщення) та запам'ятовуються її значення. Після цього змінюється з певним кроком задавання фазового положення одного з розтиральних циліндрів, і процес моделювання повторюється. Вираховують нові значення нерівномірності товщини шару фарби вздовж відбитка та порівнюють з попередніми, і для кращого варіанту запам'ятовують значення фазового положення розтиральних циліндрів. Процес обчислень повторюється до моменту завершення опрацювання всіх комбінацій фазових положень розтиральних циліндрів. Після закінчення циклу визначення фазових положень розтиральних циліндрів запам'ятовують їхні оптимальні значення, виходячи з умови забезпечення найкращої рівномірності товщини шару фарби вздовж відбитка. Далі ці значення фазових положень розтиральних циліндрів передаються через вихідний інтерфейс 22 на цифровий дисплей 23 та на вхід мікроконтролера 19, сигнал з першого виходу якого надходить на перший вхід першого демультиплекса 18 і по команді керування, що діє на його другий вхід з третього виходу мікроконтролера 19, передається на один із виходів демультиплекса 18, та далі поступає на другий вхід алгебраїчного суматора 15. Цифровий сигнал з виходу останнього подається через цифро-аналоговий перетворювач 14 та підсилювач 13 на вхід реверсивного блока керування швидкістю 12 електродвигуна 11, що через редуктор 10 обертає вал 9, кутове положення якого вимірюється датчиком 17. Обертовий рух вала через шестерні 8 і 7 передається втулці 4, яка через двоплечий важіль 2 переміщає розтиральний циліндр 1, змінюючи таким чином його фазове положення. Сигнал з виходу датчика кутового положення 17 через перший аналого-цифровий перетворювач 16 надходить на перший вхід алгебраїчного суматора 15, де віднімається від сигналу, що надходить на його другий вхід, забезпечуючи таким чином відпрацювання двигуном завдання, а відповідно, і фазового положення розтирального циліндра. Аналогічним чином здійснюється задавання фазового положення інших розтиральних циліндрів (кількість яких залежить від конструкції фарбового апарата), інформація про значення фази яких поступає з інших виходів інтерфейса 18. Практично, одночасно з подачею інформації на вхід першого демультиплекса 18, через який здійснюється керування фазовим положенням циліндрів, цифрові сигнали також надходять з другого виходу контролера 19 на перший вхід другого демультиплекса 20 і передаються на вхід блока задавання 21 товщини шару фарби в зонах за командою, що надходить на його другий вхід з третього виходу контролера 19. Блок 21 регулює величину щілини між дукторним циліндром і дукторним ножем у кожній зоні - відповідно до розрахованого завдання. Після завершення процесу відпрацювання задавання фазових положень циліндрів та товщини шару фарби, що подається у відповідні зони на вході фарбового апарата, друкарська машина запускається на процес друкування. Після виходу машини на усталений режим роботи, тобто відпрацювання певної кількості циклів, яка для різних типів машин є різною, по одній з ліній із другого виходу мікро-ЕОМ надходить сигнал на другий вхід блока синхронізації 37, який дає дозвіл на його роботу. При проходженні форми, закріпленої на формному циліндрі 39 під датчиком фіксації друкарської форми 38, сигнал з виходу якого поступає на перший вхід блока надходить на другі входи аналогових комутаторів 31 та 32, які дають дозвіл на проходження сигналів на входи другого і третього аналого-цифрових перетворювачів 29 та 30 з виходів вторинних перетворювачів 33 та 34, на вхід яких надходять сигнали від фотоелектронних датчиків 35 та 36. Блок синхронізації забезпечує зняття інформації про оптичну густину, яка зв'язана з товщиною фарбового шару лише в момент проходження друкарської форми під датчиками 35 та 36. З виходів аналого-цифрових перетворювачів 29 та 30 сигнали у вигляді цифрових кодів за командою з другого виходу мікро-ЕОМ на вхід керування вхідного мультиплексора 25 передаються через останній на вхід мікро-ЕОМ 24, де запам'ятовуються і порівнюються із розрахунковими значеннями профільних кривих витрат фарби в напрямку друку для тих зон, в яких встановлені датчики 35 та 36. У випадках, коли потрібно забезпечити майже стопроцентну рівномірність в напрямку друку, по краях відбитка можна друкувати суцільні смужки, які потрібно враховувати і при моделюванні. Після порівняння характеру профільних кривих, отриманих шляхом моделювання та вимірювання, якщо виявлено відхили, здійснюється відповідна корекція і повторюється процес моделювання, внаслідок чого отримують нові значення фазових положень розтиральних циліндрів, а їхній вплив на рівномірність товщини шару фарби вимірюється датчиками 35 та 36, та за потреби моделюється процес і вносяться відповідні корекції фазових положень розтиральних циліндрів, при цьому всі зазначені процеси відбуваються під час роботи друкарської машини. Отже, запропонований пристрій дає можливість не тільки визначати та задавати фазові положення розтиральних циліндрів при підготовці машини до друку, але й регулювати фазові положення циліндрів під час процесу друкування з метою забезпечення високої рівномірності товщини шару фарби вздовж відбитка для різної за характером друкованої продукції. Крім того, пристрій дає можливість змінювати фазові положення розтиральних циліндрів безпосередньо від задавача 28. Інформація про дійсне значення фазових положень розтирального циліндра 1 поступає з виходу датчика 17 через перший аналого-цифровий перетворювач 16 і вхідний інтерфейс 25 в мікро-ЕОМ 24, де обробляється, і через вихідний інтерфейс 22 передається на цифровий дисплей 23 у вигляді, зручному для візуального сприйняття. Аналогічним чином здійснюється вивід на дисплей 23 інформації про фазове положення інших розтиральних циліндрів. За потреби на цифровий дисплей 23 можна вивести і значення задавання товщини шару фарби, що подається у відповідні зони. Джерела інформації 1. Деклараційний патент України №54191А на винахід "Пристрій для осьового розкочування фарби в друкарських машинах". №54191А (7 B41F31/00), зареєстрований 17.02.2003. Бюл. №2 - аналог. 2. Деклараційний патент України № 59865 А на винахід "Пристрій для осьового розкочування фарби в друкарських машинах". №59865А (7 B41F31/00), зареєстрований 15.09.2003. Бюл. №9 - прототип.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for automatic phasing of pulverizing cylinders of inking apparatuses of printing presses
Автори англійськоюVerkhola Mykhailo Ivanovych, Nykyforuk Bohdan Vasyliovych, Huk Ihor Bohdanovych, Babinets Vasyl' Mykhailovych
Назва патенту російськоюУстройство для автоматической регулировки фазы растиральных цилиндров красочных аппаратов печатных машин
Автори російськоюВерхола Михаил Иванович, Никифорук Богдан Васильевич, Гук Игорь Богданович, Бабинец Василий Михайлович
МПК / Мітки
МПК: B41F 31/00
Мітки: фарбових, розтиральних, пристрій, автоматичного, циліндрів, регулювання, машин, апаратів, фазі, друкарських
Код посилання
<a href="https://ua.patents.su/4-70809-pristrijj-dlya-avtomatichnogo-regulyuvannya-fazi-roztiralnikh-cilindriv-farbovikh-aparativ-drukarskikh-mashin.html" target="_blank" rel="follow" title="База патентів України">Пристрій для автоматичного регулювання фази розтиральних циліндрів фарбових апаратів друкарських машин</a>
Пристрій для осьового переміщення розтиральних циліндрів друкарських машин
Номер патенту: 62391
Опубліковано: 15.12.2003
Автори: Верхола Михайло Іванович, Бабінець Василь Михайлович, Гук Ігор Богданович, Никифорук Богдан Васильович
МПК: B41F 31/00
Мітки: друкарських, машин, переміщення, циліндрів, пристрій, осьового, розтиральних
Формула / Реферат:
Пристрій для осьового переміщення розтиральних циліндрів друкарських машин, що включає пазовий кулачок, двоплечі важелі з опорами, який відрізняється тим, що осьове переміщення двох і більше розтиральних циліндрів фарбового апарата друкарських машин забезпечує лише один закріплений на валу формного циліндра пазовий кулачок, у спіралеподібний замкнутий паз якого, що задає закон осьового руху розтиральних циліндрів, встановлені ролики, рухомо...
Пристрій для автоматичного регулювання періоду подавання фарби у фарбових апаратах друкарських машин
Номер патенту: 57339
Опубліковано: 16.06.2003
Автори: Бабінець Василь Михайлович, Верхола Михайло Іванович, Никифорук Богдан Васильович
МПК: B41F 31/00
Мітки: подавання, періоду, автоматичного, пристрій, регулювання, фарбових, машин, апаратах, друкарських, фарби
Формула / Реферат:
Пристрій для автоматичного регулювання періоду подавання фарби у фарбових апаратах друкарських машин, який містить електродвигун, механічно з'єднаний, через кулачок, з передавальним валиком, а електрично - з блоком керування швидкістю обертання, імпульсні датчики швидкості обертання, входами механічно з'єднані з валом електродвигуна приводу формного циліндра та валом електродвигуна приводу передавального валика, а виходами - електрично з...
Пристрій для автоматичного регулювання процесу розкочування фарби в друкарських машинах
Номер патенту: 54192
Опубліковано: 17.02.2003
Автори: Гук Ігор Богданович, Верхола Михайло Іванович, Никифорук Богдан Васильович, Бабінець Василь Михайлович
МПК: B41F 31/00
Мітки: машинах, друкарських, фарби, розкочування, регулювання, процесу, автоматичного, пристрій
Формула / Реферат:
Пристрій для автоматичного регулювання процесу розкочування фарби в друкарських машинах, що містить розтиральний циліндр, пазовий кулачок, механічно зв'язаний з валом електродвигуна, вхід якого з'єднаний з блоком керування швидкістю обертання, задавальні елементи перетворення кута повороту в код, кінематично зв'язані входами з формним циліндром і пазовим кулачком, а виходами електрично зв'язані з входами першого суматора, імпульсні задавальні...
Пристрій для осьового розкочування фарби у друкарських машинах

Номер патенту: 59865
Опубліковано: 15.09.2003
Автори: Верхола Михайло Іванович, Гук Ігор Богданович, Бабінець Василь Михайлович, Никифорук Богдан Васильович
МПК: B41F 31/00
Мітки: осьового, машинах, фарби, розкочування, пристрій, друкарських
Формула / Реферат:
Пристрій для осьового розкочування фарби в друкарських машинах, який складається із системи для визначення і автоматичного задавання та регулювання фазового положення осьового руху розтиральних циліндрів, що містить розтиральні циліндри, кожний з яких через двоплечий важіль рухомо з'єднаний з втулкою, що охоплює частину пазового кулачка, пару зубчастих коліс, вал, рухому опору, зв'язану із серединою двоплечого важеля, гвинт, який...
Пристрій для автоматичного регулювання фази випуску в двотактному двигуні
Номер патенту: 67222
Опубліковано: 15.06.2004
Автори: Паляниця Євген Олександрович, Васильєв Ігор Павлович, Грибов Михайло Іванович, Савченко Степан Петрович
МПК: F01L 5/00
Мітки: регулювання, двотактному, пристрій, фазі, автоматичного, двигуні, випуску
Формула / Реферат:
Пристрій для автоматичного регулювання фази випуску в двотактному двигуні, що містить кривошипну камеру з колінчатим валом, з'єднаним через шатун з поршнем, що переміщується по гільзі, розташованій в блоці, зі свічкою запалювання, впускний і випускний канали і не менше двох пропускних каналів, що з'єднують об'єм кривошипної камери з об'ємом надпоршневого простору, який відрізняється тим, що у випускному каналі розташовано заслінку, з...
Попередній патент: Спосіб визначення крайового кута змочування промислових металургійних розплавів
Наступний патент: Спосіб монтажу (демонтажу) мостових кранів
Випадковий патент: Інтрасклеральний імплантат "окоформ" для проведення антиглаукоматозних операцій