Спосіб профілювання абразивного інструмента
Номер патенту: 71382
Опубліковано: 15.11.2004
Автори: Доброскок Володимир Ленінмирович, Філімонов Євген Васильович, Грабченко Анатолій Іванович

Формула / Реферат
Спосіб профілювання абразивного інструмента інструментом, твірна якого відповідає профілю деталі, що шліфується, який відрізняється тим, що твірну абразивного інструмента розбивають на ряд ділянок, сполучених із відповідною ділянкою профілюючого інструмента, всередині кожної ділянки задають знімання за нормаллю до поверхні ![]() при наступному процесі абразивної обробки, на межі кожної ділянки абразивного інструмента визначають відступ
при наступному процесі абразивної обробки, на межі кожної ділянки абразивного інструмента визначають відступ ![]() за формулою:
за формулою:
 , де
, де
![]() = 0,8-1,4 - технологічний коефіцієнт;
= 0,8-1,4 - технологічний коефіцієнт;
![]() - знос матеріалу в точці за нормаллю до поверхні при абразивній обробці;
- знос матеріалу в точці за нормаллю до поверхні при абразивній обробці;
![]() - середньоарифметичний діаметр абразивних зерен;
- середньоарифметичний діаметр абразивних зерен;
![]() - необхідна шорсткість поверхні деталі, що шліфується;
- необхідна шорсткість поверхні деталі, що шліфується;
![]() = 0,3-0,5 - емпіричний коефіцієнт, що залежить від оброблюваного матеріалу;
= 0,3-0,5 - емпіричний коефіцієнт, що залежить від оброблюваного матеріалу;
![]() = 0,1-0,4 - емпіричний коефіцієнт, що залежить від структури абразивного інструмента;
= 0,1-0,4 - емпіричний коефіцієнт, що залежить від структури абразивного інструмента;
![]() - нормальне навантаження в точці;
- нормальне навантаження в точці;
![]() - швидкість різання;
- швидкість різання;
![]() - тривалість контакта;
- тривалість контакта;
і задають профілюючому інструменту мимобіжні переміщення, що забезпечують заданий відступ у межах кожної ділянки.
Текст
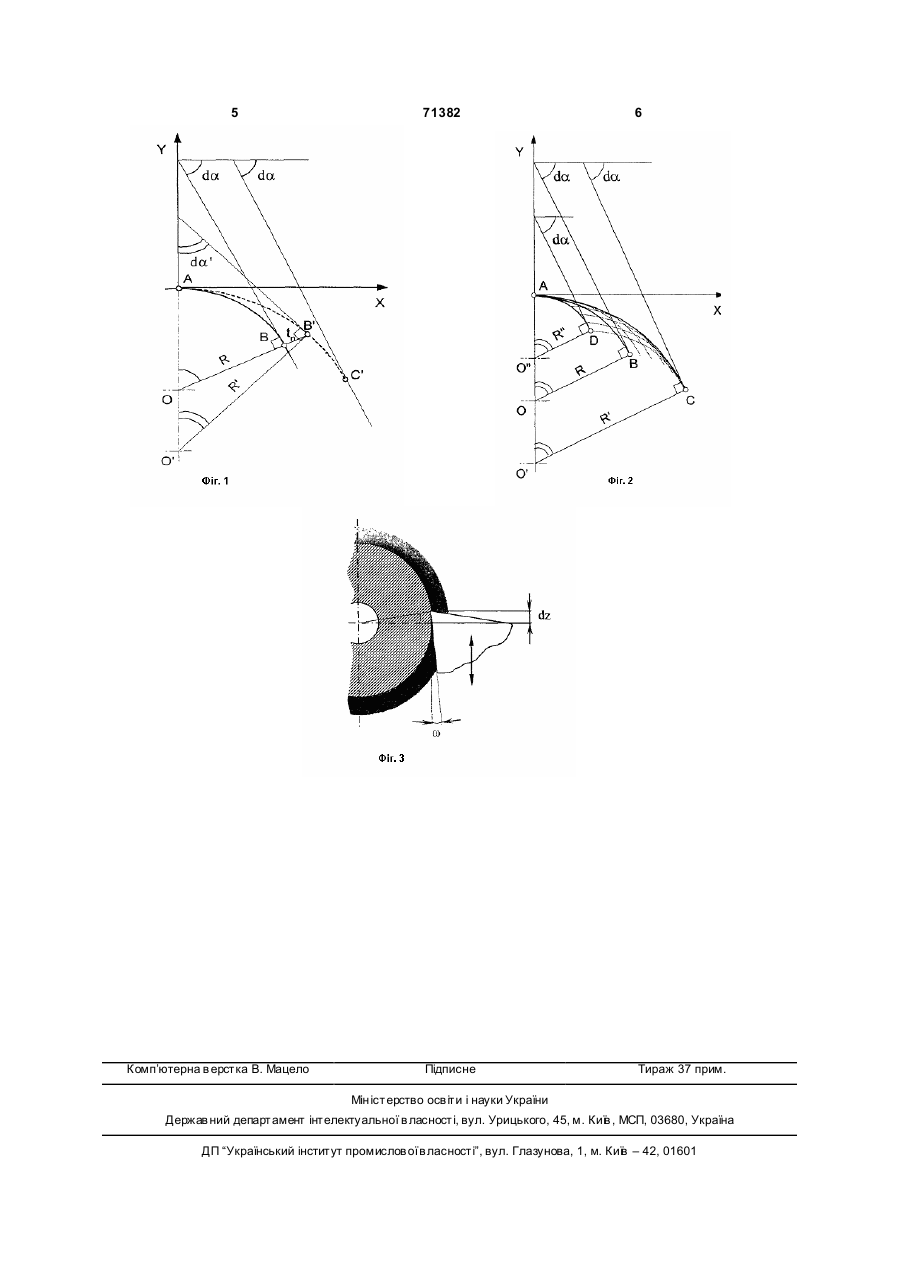
Спосіб профілювання абразивного інструмента інструментом, твірна якого відповідає профілю деталі, що шліфується, який відрізняється тим, що твірну абразивного інструмента розбивають на ряд ділянок, сполучених із відповідною ділянкою профілюючого інструмента, всередині кожної ділянки задають знімання за нормаллю до поверхні ln при наступному процесі абразивної обробки, на межі кожної ділянки абразивного інструмента визначають відступ tn за формулою: 2 3 71382 4 Недоліком цього способу є тривалість обробДотичну і нормаль дуг в опорній точці (точка А) ки, зв'язана з використанням універсального інприймають за початок координат. Довжину відрізка струмента простого профілю і малого розміру. d", що відповідає ділянці профілюємого інструменЗадачею винаходу є підвищення продуктивнота із заданим відступом АВ' визначають по залежсті, точності і якості наступної обробки на основі ності: регулювання процесу за рахунок мимобіжних пеdS" = t 2 + 2R(R + t n )(1 - cos(da)), n реміщень профілюючого інструмента відповідного профілю деталі, що шліфується, забезпечуючи в де da - кут на хилу напівдотичної дуги ділянки наступному процесі шліфування форму абразивдеталі, що шліфується; ного інструмента, що має необхідне положення R - радіус кривизни дуги ділянки деталі. контактних поверхонь у межах заданої зони, коли Тоді радіус R’ ділянки профілюємого інструмеформотворна поверхня буде мати задану обробнта АВ'С' визначають по залежності: лювану здатність. dS" Для визначення профілю абразивного інструR' = æ æ (R + t n )sin(da ö ö мента твірну оброблюваної деталі апроксимують 2 cosç a sinç ÷÷ ç ÷ кривими, що складаються з ряду дуг окружностей dS" è øø è різних радіусів. На фіг.1 показаний відрізок елемеВизначають довжину ділянки профілюємого нтарної кривої d, що відповідає ділянці АВ профіінструмента, прийнявши кут нахилу напівдотичної люючого інструмента чи деталі. дуги рівним відповідному куту da ділянки деталі, Відомо, що питома продуктивність при шліфуколи при сполученні опорної точки С’ профілюємованні (тобто знімання матеріалу при одиничному го інструмента і наступної опорної точки В деталі, зусиллі на одиницю часу) є функцією координат їхньої нормалі збіжаться оброблюваного інструмента при фіксованому знаd’=R' da ченні навантажень і швидкості різання. Відповідно При формуванні кожної елементарної дуги до винаходу, твірну абразивного інструмента розпрофілюємого інструмента використовують прибивають на ряд ділянок, сполучених із відповіднистрій кругової інтерполяції ЧПУ. На фіг.2 показані ми ділянками профілюючого інструмента, у серевідрізок кривої ЛВ ділянки крайки профілюсмого дині кожної ділянки задають знімання по нормалі інструмента, що відповідає відрізку АС дуги діляндо поверхні Іп при наступній абразивній обробці, ки профілючого інструмента Точку А профілюємона границі кожної ділянки абразивного інструмента го інструмента переміщають по траєкторії відповівизначають відступ tп по формулі: дній відрізку дуги окружності AD поки при ковзанні b крайки профілючого інструмента по поверхні проæ d ö ÷ k a ×I п × ç філюємого інструмента точки В і С не збіжаться. çR ÷ è zø Радіус цієї дуги R'' визначають по формулі: tп = Rп × V × T R"=R'-R де, k - технологічний коефіцієнт, що залежить Таким чином, для кожної ділянки профілюємовід оброблюваною матеріалу; го інструмента, що відповідає точці С, визначають Іn - знос матеріалу в точці по нормалі до повекоординати переміщення в горизонтальній площирхні при абразивній обробці; ні dx, dy у залежності від відступу tn і переміщення d – середньоарифметичний пічний діаметр у вертикальній площині dz, у залежності від кута абразивних зерен; нахилу крайки (У профілюючого інструмент Rz - необхідна шорсткість поверхні деталі, що (фіг.3а). шліфується; dх=R"sin( da ) а=0.3... 05 - емпіричний коефіцієнт, що залеdy=R"(cos( da )+cos( dw )-2 жить від оброблюваного матеріалу; dz=R" sin( dw ) b – 0,1... 04 - емпіричний коефіцієнт, що залеПотім координати вершини (нуля інструмента) жить від структури aбразивного інструмента; переносять у наступну його опорну точку, що відРN - нормальне навантаження в точці; повідає точці С, розраховується радіус R" для наV - швидкість різання; ступної дуги і виконують наступне переміщення Т - тривалість контакту. профілюючого інструмента. Параметри цього емпіричного рівняння визнаПропонований спосіб може бути реалізований чені з умов, з одного боку, виключення мікроскопів на верстаті з ЧПУ без використання додаткових і розтріскувань на поверхні, що шліфується, з інпристосувань і дозволяє профілювати спеціальний шого боку- прагненням підвищити продуктивність абразивний інструмент із регулярною криволінійпроцесу. Значення коефіцієнта приймають k=0,8 ною утворюючою. У той же час, за рахунок локапри чистовій обробці чавунів, k=1,0 для вуглецевільності контакту спосіб має широкі можливості стих сталей і k=1,4 для легованих сталей. Більші оптимізації режимів обробки. Особливо чітко ці значення коефіцієнт а варто приймати для більш переваги виявляються при профілюванні спеціаламких матеріалів, а більші значення коефіцієнта льного абразивного інструмента для чистової обb варто приймати для більш щільної структури робки складних несиметричних криволінійних краабразивного інструмента. йок і поверхонь в умовах серійного виробництва. 5 Комп’ютерна в ерстка В. Мацело 71382 6 Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for shaping the abrasive tool
Автори англійськоюHrabchenko Anatolii Ivanovych
Назва патенту російськоюСпособ профилирования абразивного инструмента
Автори російськоюГрабченко Анатолий Иванович
МПК / Мітки
МПК: B24B 53/06
Мітки: абразивного, інструмента, профілювання, спосіб
Код посилання
<a href="https://ua.patents.su/3-71382-sposib-profilyuvannya-abrazivnogo-instrumenta.html" target="_blank" rel="follow" title="База патентів України">Спосіб профілювання абразивного інструмента</a>
Композиція для виготовлення абразивного інструмента та спосіб його одержання
Номер патенту: 6475
Опубліковано: 29.12.1994
Автори: Черняк Борис Іванович, Ключківський Юрій Андрійович, Срібний Василь Михайлович, Ключківський Андрій Іванович, Багрійчук Василь Олексійович, Козак Степан Іванович, Кривошня Наталія Степанівна, Ключківська Марія Степанівна, Никипанчук Михайло Васильович
МПК: B24D 5/00, B24D 7/00, C08J 5/14
Мітки: абразивного, одержання, інструмента, композиція, спосіб, виготовлення
Формула / Реферат:
1. Композиція для виготовлення абразивного інструменту, що містить абразив, органічну зв'язку і наповнювач, яка відрізняється тим, що як органічну зв'язку вона містить карбамідноформальдегідну смолу, а як наповнювач - виносну кам'яновугільну золу такого складу, мас. %: SiO2 45,23-49,10 Аl2О3 27,42-27,74 Fе2O3+FеО 14,87-16,03 СаO ...
Зв’язка абразивного інструмента

Номер патенту: 17035
Опубліковано: 18.03.1997
Автори: Черних Валентина Петрівна, Шепелев Анатолій Олександрович, Рубан Феодосій Григорович
МПК: B24D 3/06
Мітки: зв'язка, інструмента, абразивного
Формула / Реферат:
1. Связка абразивного инструмента, содержащая боросиликатное стекло, алюминий, медь, титан и наполнители, отличающаяся тем, что она содержит в качестве наполнителей цинк и нитрид кремния, при следующем соотношении компонентов, мас.%:2. Связка по п.1, отличающаяся тем, что боросиликатное стекло имеет следующий состав, мас.%:
Прес-форма для виготовлення абразивного інструмента, переважно відрізних кругів
Номер патенту: 30100
Опубліковано: 17.02.2003
Автор: Ігнатенко Валерій Іванович
МПК: B30B 15/00, B22F 3/14
Мітки: інструмента, відрізних, переважно, прес-форма, кругів, абразивного, виготовлення
Формула / Реферат:
1. Прес-форма для виготовлення абразивного інструмента, переважно відрізних кругів, що містить матрицю, яка охоплює зустрічно встановлені пуансони і розміщені усередині них накладки, що утворюють у зборі пресову камеру, причому кожна з накладок складається з двох елементів: вертикального, який обмежує пресову камеру зсередини, і горизонтального, призначеного для взаємодії з корпусом інструмента, яка відрізняється тим, що матриця виконана у...
Зв’язка алмазно-абразивного інструмента
Номер патенту: 942
Опубліковано: 15.12.1993
Автори: Бондарев Євгеній Костянтинович, Піший Михайло Павлович, Спіцина Галина Степанівна, Рубан Феодосій Григорович, Шепелєв Анатолій Олександрович
МПК: B24D 3/14
Мітки: зв'язка, алмазно-абразивного, інструмента
Текст:
...жолоба вище за 3,0 та по ширині вище за 0,4 від розміру внутрішнього діаметра горна доменної печі невиправдано збільшує габарити пристрою, практично не впливаючи на зашлакування чавуну та відділення від нього шлаку. Пристрій для випуску чавун у та шлаку з доменної печі пояснюється кресленнями, де на фіг.1 зображений загальний вигляд у розрізі, на фіг.2 – розріз по А-А перевалу для шлаку головного жолоба. Пристрій для випуску чавун у та шлаку...
Спосіб визначення механізму абразивного зносу при різанні
Номер патенту: 57552
Опубліковано: 16.06.2003
Автори: Олейник Галина Сергіївна, Антонюк Віктор Степанович, Аврамчук Світлана Костянтинівна, Возненко Вікторія Віталіївна, Волкогон Володимир Михайлович
МПК: G01N 3/56
Мітки: абразивного, зносу, механізму, спосіб, визначення, різанні
Формула / Реферат:
1. Спосіб визначення механізму абразивного зносу при різанні, що включає аналіз зношених робочих поверхонь інструмента на предмет виявлення борозен-проточин і зіставлення кроку борозен-проточин з величиною поздовжньої подачі, який відрізняється тим, що досліджувану різальну пластину закріплюють в поворотній головці з можливістю встановлення різного кута нахилу пластини, тобто надання їй різних значень заднього і переднього кутів різання,...
Попередній патент: Фруктовий напій
Наступний патент: Спосіб виявлення очисних пристроїв, що переміщуються в трубопроводі
Випадковий патент: Спосіб вирощування бобів кормових