Прес-форма для виготовлення абразивного інструмента, переважно відрізних кругів

Формула / Реферат
1. Прес-форма для виготовлення абразивного інструмента, переважно відрізних кругів, що містить матрицю, яка охоплює зустрічно встановлені пуансони і розміщені усередині них накладки, що утворюють у зборі пресову камеру, причому кожна з накладок складається з двох елементів: вертикального, який обмежує пресову камеру зсередини, і горизонтального, призначеного для взаємодії з корпусом інструмента, яка відрізняється тим, що матриця виконана у вигляді двох кілець, що контактують між собою зустрічними торцями, причому площина контакту згаданих кілець знаходиться на рівні горизонтальної площини, яка проходить через середину пресової камери.
2. Прес-форма за п. 1, яка відрізняється тим, що згадані елементи накладок виконані окремо у вигляді окремих деталей.
3. Прес-форма за пп. 1, 2, яка відрізняється тим, що вертикальні елементи накладок і кільця матриць підпружинені назустріч один одному.
4. Прес-форма за п. 1, яка відрізняється тим, що вона виконана багатомісною, при цьому між верхнім та нижнім пуансонами встановлені проміжні пуансони, які разом з ідентичними згаданими додатково введеними у пристрій матрицями і накладками утворюють зміщені по висоті пресові камери.
Текст
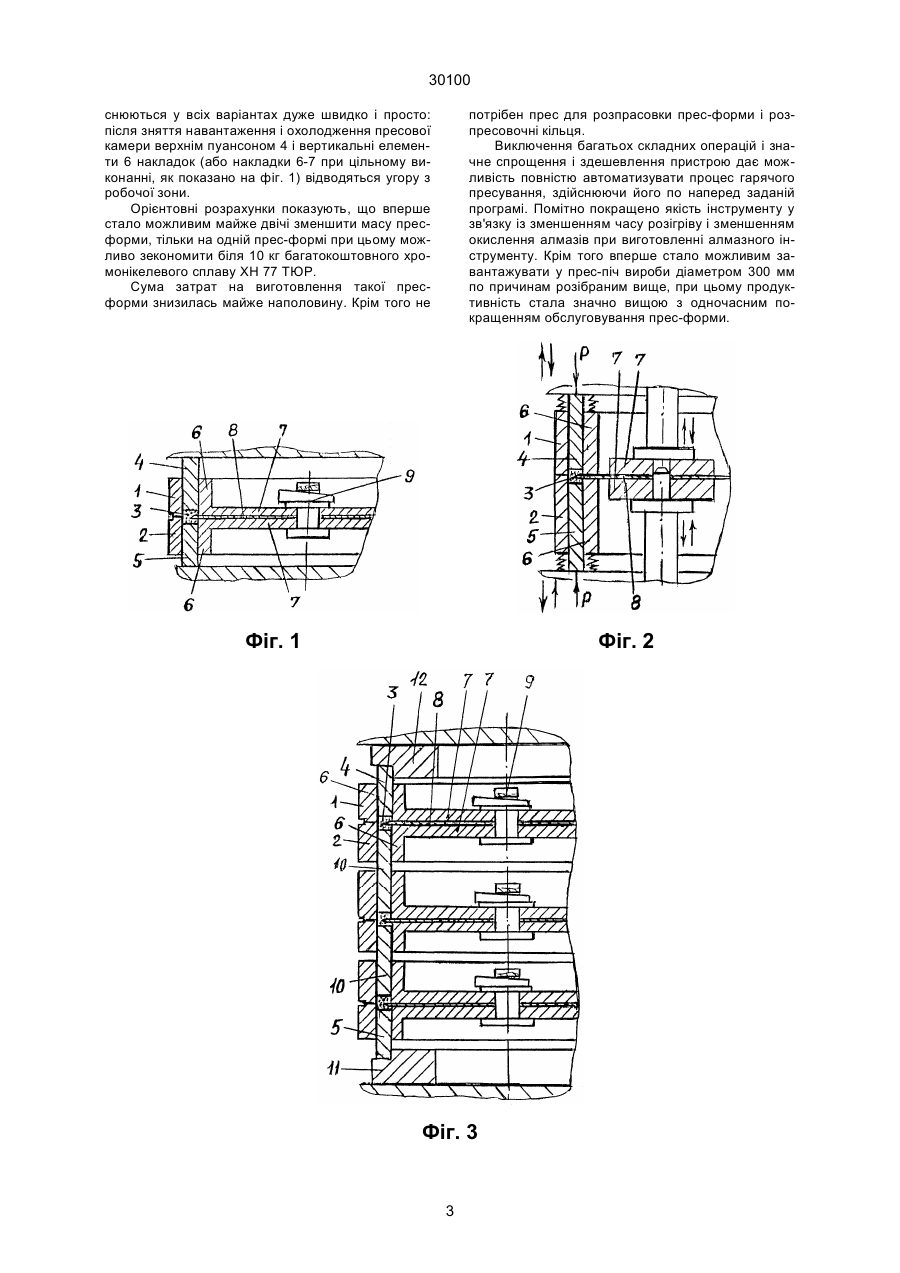
1. Прес-форма для виготовлення абразивного інструменту, переважно відрізних кругів, що містить матрицю, яка охоплює зустрічно встановлені пуансони і розміщені усередині них накладки, що утворюють у зборі пресову камеру, причому кожна з накладок складається з двох елементів: вертикального, який обмежує пресову камеру зсередини, і горизонтального, призначеного для взаємодії з корпусом інструменту, яка відрізняється тим, що матриця виконана у вигляді двох кілець, що 30100 меру, причому кожна з накладок складається з двох елементів: вертикального, який обмежує пресову камеру зсередини і горизонтального, призначеного для взаємодії з корпусом інструменту, згідно винаходу, матриця виконана у вигляді двох кілець, що контактують між собою зустрічними торцями, причому площина контакту згаданих кілець знаходиться на рівні горизонтальної площини, яка проходить через середину пресової камери, крім того згадані елементи накладок можуть бути виконані окремо у вигляді окремих деталей, вертикальні елементи накладок і матриці підпружинені назустріч один одному, а прес-форма може бути виконана багатомісною, при цьому між верхнім та нижнім пуансонами встановлені проміжні пуансони, які разом з ідентичними згаданими додатково введеними у пристрій матрицями і накладками утворюють зміщені по висоті пресові камери. Причинно-наслідковий зв'язок між сукупністю ознак, що пропонується і технічними результатами, що досягаються при її реалізації, полягає у наступному. У зв'язку з тим, що матриця виконана у вигляді двох кілець, що контактують між собою торцями і у прес-формі немає вже великогабаритної металоємкої обойми (негативна новизна!), забезпечується можливість швидкої зборки і розпресовки прес-форми, зменшення її габаритів, спрощення конструкції, а значить і зменшення витрат електроенергії на її розігрів, оскільки зменшені габарити самої прес-форми стає можливим виготовити інструмент більших розмірів, тому що при наступній загрузці прес-форми у муфельну піч досягається можливість розмістити у тій самій печі пресформи більших розмірів. Ці ж самі причини призведуть до значної економії хромо-нікелеві сплавів на виготовлення прес-форми. А у зв'язку із збільшенням швидкості розігріву менш металоемної прес-форми значно зменшується можливість окислення алмазів, що впливає на якість інструменту, який виготовляється у даній прес-формі. Винахід ілюструється слідуючими графічними матеріалами: - фіг. 1 - загальний вигляд прес-форми (продольний розтин) з накладкою, виконаною цільною, - фіг. 2 - те ж саме, з накладкою виконаною у вигляді двох окремих деталей, - фіг. 3 - багатомістна прес-форма. Прес-форма для виготовлення абразивного інструменту, переважно відрізних кругів, (фіг. 1-3) містить матрицю, що складається з двох кілець 1, 2, які контактують між собою зустрічними торцями, площина контакту кілець 1-2 знаходиться на рівні горизонтальної площини, що проходить через середину пресової камери 3. Матриця 1-2 охоплює зустрічно встановлені верхній і нижній пуансони 4, 5 відповідно і розміщені усередині них накладки, кожна з яких складається з двох елементів: вертикального елемента 6, який обмежує зсередини пресову камеру 3, утворену всіма перерахованими вище конструктивними елементами 1-6 і горизонтального елемента 7, призначеного для взаємодії з корпусом 8 інструменту, розташованим між двома горизонтальними елементами 7. Накладки на фіг. 1, 3 виконані цільними у вигляді однієї деталі, елементи якої 6 і 7 жорство з'єднані між собою. Накладки на фіг. 2 складаються з двох окремих елементів, вертикальні елементи 6 кожної накладки і матриці 1, 2 підпружинені назустріч один одному (за допомогою пружин або будь-яких механізмів з пружним середовищем). Такий зв'язок між елементами конструкції обумовлений неможливістю зміщень цих деталей при нагруженні пуансонів зусиллями пресування. У всіх варіантах конструкції прес-форми, що пропонується, в горизонтальних елементах 7 накладок виконаний центральний отвір, в якому розміщений зажимний елемент 9. Прес-форма для виготовлення абразивного інструменту, що пропонується може бути виконана багатомісною (фіг. 3), в цьому випадку між верхнім 4 і нижнім 5 пуансонами, на робочих торцях яких можуть бути профільні виступи або канавки, встановлені проміжні 10 пуансони, які разом з ідентичними згаданим введеними у пристрій додатковими матрицями 1-2 і накладками 6-7 утворюють зміщені по висоті додаткові пресові камери 3 з розміщеними в них заготовками. Робота прес-форми для виготовлення абразивного інструменту показана на прикладі виготовлення відрізного круга (АО К) діаметром 150 мм, товщиною корпуса 0,6 мм, алмазоносного шару 0,8 мм, шириною 5 мм. Виготовлену заздалегідь холодним формуванням в будь якій прес-формі (у відомій або в пресформі, що пропонується) заготовку з корпусом 8 розміщують таким чином, щоб абразивовмістна частина розташувалась у пресовій камері між пуансонами 4-5 (фіг. 1, 2), а корпус 8 - між двома горизонтальними 7 елементами накладок 6-7, стягують цю збірку за допомогою зажимного елемента 9, потім встановлюють на підкладці (на кресленнях умовно не показана), розміщеній на нижній опорній плиті 11 (фіг. 1-3). У варіанті багатомісної прес-форми нижня опорна плита 11 виконує одночасно функцію центруючого елементу. Те ж саме відноситься і до функції верхньої опорної плити 12, з якою аналогічно взаємодіє верхній пуансон 4. Далі прес-форму розігрівають до температури гарячого пресування 780°С і за допомогою верхньої опорної плити 12 здійснюють навантаження робочим тиском 80 МПа. Після закінчення пресування нагрівання вимикають, відводять верхню плиту 12, охолоджену прес-форму знімають на верстак, де здійснюють її розборку і витягнення готового інструменту. Багатомісна прес-форма являє собою практично пакет описаних вище прес-форм, які з'єднані між собою за допомогою проміжних 10 пуансонів, а для центровки збірки в нижній опорній плиті 11 і верхній опорній плиті 12 виконані кільцеві проточки, які сполучені з нижнім 5 і верхнім 4 пуансонами, відповідно. Зібраний таким чином пакет пресформ загружають у герметичний муфель преспечі. Далі робота пристрою аналогічна описаній вище. Елементи конструкції 1-6, що утворюють пресову камеру можуть бути розігріті одним з відомих шляхів: прямим пропусканням струму, індукційним нагріванням, електроімпульснии, електронно-променевим, або непрямим шляхом. На відміну від відомої по прототипу розборка прес-форми і витягання готового інструменту здій 2 30100 снюються у всіх варіантах дуже швидко і просто: після зняття навантаження і охолодження пресової камери верхнім пуансоном 4 і вертикальні елементи 6 накладок (або накладки 6-7 при цільному виконанні, як показано на фіг. 1) відводяться угору з робочої зони. Орієнтовні розрахунки показують, що вперше стало можливим майже двічі зменшити масу пресформи, тільки на одній прес-формі при цьому можливо зекономити біля 10 кг багатокоштовного хромонікелевого сплаву ХН 77 ТЮР. Сума затрат на виготовлення такої пресформи знизилась майже наполовину. Крім того не потрібен прес для розпрасовки прес-форми і розпресовочні кільця. Виключення багатьох складних операцій і значне спрощення і здешевлення пристрою дає можливість повністю автоматизувати процес гарячого пресування, здійснюючи його по наперед заданій програмі. Помітно покращено якість інструменту у зв'язку із зменшенням часу розігріву і зменшенням окислення алмазів при виготовленні алмазного інструменту. Крім того вперше стало можливим завантажувати у прес-піч вироби діаметром 300 мм по причинам розібраним вище, при цьому продуктивність стала значно вищою з одночасним покращенням обслуговування прес-форми. Фіг. 1 Фіг. 2 Фіг. 3 3 30100 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMold for preparing of abrasive tool, predominantly cutting wheels
Автори англійськоюIhnatenko Valerii Ivanovych
Назва патенту російськоюПресс-форма для изготовления абразивного инструмента, преимущественно отрезных кругов
Автори російськоюИгнатенко Валерий Иванович
МПК / Мітки
МПК: B30B 15/00, B22F 3/14
Мітки: прес-форма, інструмента, переважно, кругів, виготовлення, абразивного, відрізних
Код посилання
<a href="https://ua.patents.su/4-30100-pres-forma-dlya-vigotovlennya-abrazivnogo-instrumenta-perevazhno-vidriznikh-krugiv.html" target="_blank" rel="follow" title="База патентів України">Прес-форма для виготовлення абразивного інструмента, переважно відрізних кругів</a>
Прес-форма для виготовлення абразивного інструменту, переважно відрізних кругів
Номер патенту: 30100
Опубліковано: 15.11.2000
Автор: Ігнатенко Валерій Іванович
МПК: B22F 3/14, B30B 15/00
Мітки: абразивного, прес-форма, переважно, відрізних, кругів, виготовлення, інструменту
Формула / Реферат:
1. Прес-форма для виготовлення абразивного інструмента, переважно відрізних кругів, що містить матрицю, яка охоплює зустрічно встановлені пуансони і розміщені усередині них накладки, що утворюють у зборі пресову камеру, причому кожна з накладок складається з двох елементів: вертикального, який обмежує пресову камеру зсередини, і горизонтального, призначеного для взаємодії з корпусом інструмента, яка відрізняється тим, що матриця виконана у...
Прес-форма для виготовлення абразивного інструменту, переважно відрізних кругів
Номер патенту: 38317
Опубліковано: 15.05.2001
Автори: Муровський Валерій Олександрович, Ігнатенко Валерій Іванович, Петренко Анатолій Петрович
МПК: B22F 3/14, B30B 15/02
Мітки: виготовлення, відрізних, кругів, абразивного, інструменту, прес-форма, переважно
Текст:
...двох згаданих кілець 1,2 і ступінчастим кільцем 9 встановлено два кільцеві вкладиші II, внутрішня поверхня яких і двох згаданих кілець 1,2 обмежує пресові камери 7 зовні. Описане складання /зборку/ можна не скріплювати болтовим з'єднанням 10, а просто підпресувати елементи між собою. Робочий торець кожного пуансона 3,4 і звернена до них поверхня ступінчастого кільця 9 мають западини 12, призначені для створення відповідних виступів на...
Спосіб виготовлення абразивного інструменту, переважно з надтвердих матеріалів, та пристрій для гарячого пресування при його виготовленні
Номер патенту: 29119
Опубліковано: 16.10.2000
Автори: Петренко Анатолій Петрович, Ігнатенко Валерій Іванович, Муровський Валерій Олександрович, Шепелєв Анатолій Олександрович
Мітки: спосіб, надтвердих, інструменту, пресування, виготовлення, гарячого, матеріалів, виготовленні, абразивного, переважно, пристрій
Формула / Реферат:
1. Спосіб виготовлення абразивного інструменту, переважно з надтвердих матеріалів, що включає змішування компонентів шихти, холодне формування заготовки, загрузку її в пресову камеру з наступним гарячим пресуванням шляхом нагрівання заготовки і докладання до неї тиску, який відрізняється тим, що нагрівання здійснюють локально безпосередньо пресової камери або периферійної частини поверхні, яка еквідистантно охоплює пресову камеру разом з...
Спосіб виготовлення абразивних відрізних та шліфувальних дискових кругів та спосіб отримання абразиву
Номер патенту: 48200
Опубліковано: 15.08.2002
Автор: Нємєц Стефан
МПК: B24D 3/20
Мітки: спосіб, виготовлення, відрізних, отримання, абразиву, шліфувальних, кругів, абразивних, дискових
Формула / Реферат:
1. Спосіб виготовлення абразивних відрізних та шліфувальних дискових кругів, укріплених бакелітовою смолою і зміцнених сіткою із скловолокна, який відрізняється тим, що додають одну частину абразиву в формі грубих шматків, одержаних з залишків укріплених смолою кругів таким шляхом, що під час виготовлення суміші абразивні грубі шматки спочатку змочують смолою, а потім додають інші компоненти згідно з уже відомою методикою.2. Спосіб...
Композиція для виготовлення абразивного інструмента та спосіб його одержання
Номер патенту: 6475
Опубліковано: 29.12.1994
Автори: Ключківська Марія Степанівна, Черняк Борис Іванович, Багрійчук Василь Олексійович, Ключківський Андрій Іванович, Кривошня Наталія Степанівна, Никипанчук Михайло Васильович, Ключківський Юрій Андрійович, Козак Степан Іванович, Срібний Василь Михайлович
МПК: B24D 7/00, B24D 5/00, C08J 5/14
Мітки: композиція, одержання, виготовлення, абразивного, спосіб, інструмента
Формула / Реферат:
1. Композиція для виготовлення абразивного інструменту, що містить абразив, органічну зв'язку і наповнювач, яка відрізняється тим, що як органічну зв'язку вона містить карбамідноформальдегідну смолу, а як наповнювач - виносну кам'яновугільну золу такого складу, мас. %: SiO2 45,23-49,10 Аl2О3 27,42-27,74 Fе2O3+FеО 14,87-16,03 СаO ...
Попередній патент: Вузькозахоплювальний очисний комбайн
Наступний патент: Просочувальний склад для виготовлення пакувального паперу
Випадковий патент: Протипожежний захист конструктивного елемента