Оснастка для формування бетонних труб
Номер патенту: 71579
Опубліковано: 15.12.2004
Автори: Федоров Георгій Дмитрович, Крот Олександр Юлійович, Корінько Іван Васильович, Савченко Олександр Григорович
Формула / Реферат
Оснастка для формування бетонних труб, футерованих керамічними плитками, що містить конічне осердя, зовнішню оболонку і змонтовану на піддоні розтрубоутворюючу частину, яка відрізняється тим, що вона обладнана розташованим на розтрубоутворюючій частині опорним кільцем, яке охоплює нижню робочу поверхню конічного осердя, причому зовнішній діаметр опорного кільця приблизно дорівнює більшому діаметру конічного осердя.
Текст
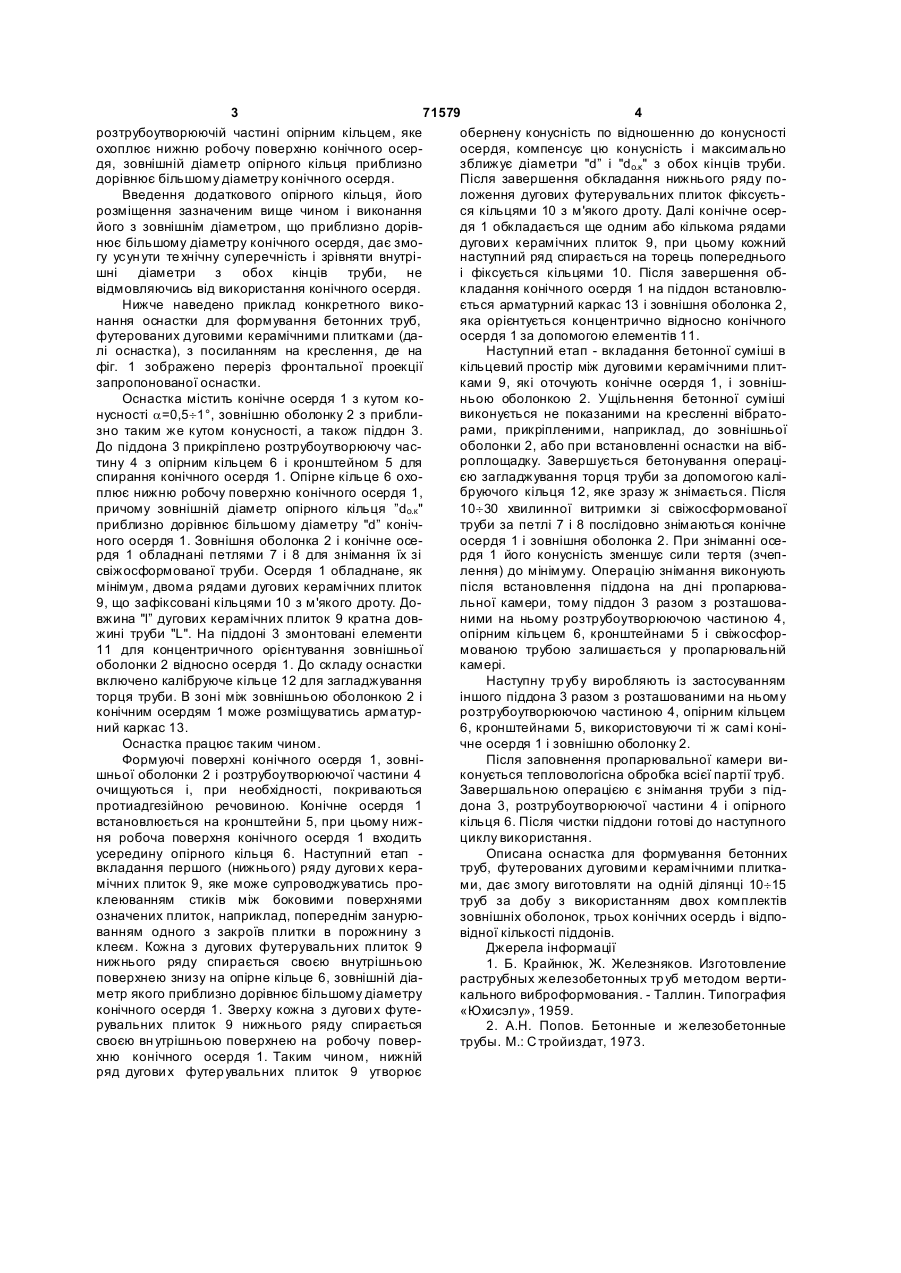
Оснастка для формування бетонних труб, футерованих керамічними плитками, що містить конічне осердя, зовнішню оболонку і змонтовану на піддоні розтрубоутворюючу частину, яка відрізняється тим, що вона обладнана розташованим на розтрубоутворюючій частині опорним кільцем, яке охоплює нижню робочу поверхню конічного осердя, причому зовнішній діаметр опорного кільця приблизно дорівнює більшому діаметру конічного осердя. Винахід відноситься до обладнання для виробництва бетонних труб, а саме до оснастки для їх виготовлення. Існує оснастка для виробництва коротких (довжиною до 5м) бетонних труб, що з'єднуються розтрубами [1]. Оснастка містить в собі осердя, зовнішню оболонку і змонтовану на піддоні розтрубоутворюючу частину. Бетонні труби, як свідчить практика, мають невелику стійкість в агресивних середовищах, наприклад, при використанні в каналізаційній мережі. Істотно поліпшити цей показник можна за рахунок футерування робочої поверхні труби, наприклад, керамічними дуговими плитками, стійкість яких майже на порядок вища в порівнянні з бетоном. Відома, вибрана як прототип, оснастка для виробництва коротких бетонних тр уб, до складу якої входять осердя і зовнішня оболонка, які виконані з невеликою конусністю для полегшення їх знімання зі сформованої труби [2]. Однак використання конструкції прототипу для виготовлення труб, футерованих дуговими керамічними плитками, приводить до утворення уступ у при стикуванні труб. Конусність осердя, яка необхідна для його витягання зі свіжосформованої труби, з умовлює різні внутрішні діаметри на кінцях труби. Ця різниця не тільки заважає рухові рідини по трубі, а й зводить нанівець переваги футерівки, оскільки у місці стикування при великій різниці в діаметрах агресивне середовище діє на незахищену футерівкою торцеву поверхню тр уби (зона "а" на Фіг.1). Таким чином, маємо технічну суперечність - для витягання осердя зі свіжосформованої труби без її пошкодження осердя повинно бути конічним, а для стикування труб без уступу протилежні діаметри осердя не повинні відрізнятися. На Фіг.1 зображена - схема з'єднання труб, футерованих керамічними плитками, у випадку застосування прототипу для виробництва труб (d і d1 - вн утрішні діаметри труби з різних її кінців). Даним винаходом розв'язується задача формування футерованих дуговими керамічними плитками бетонних тр уб з використанням конічного осердя, забезпечуючи однаковий діаметр з обох кінців труби. Поставлена задача розв'язується тим, що оснастка для формування бетонних труб, футерованих керамічними плитками, що містить конічне осердя, зовнішню оболонку і змонтовану на піддоні розтрубоутворюючу частин у, згідно винаходу, додатково обладнана розташованим на (19) UA (11) 71579 (13) C2 (21) 2001042768 (22) 24.04.2001 (24) 15.12.2004 (46) 15.12.2004, Бюл. №12, 2004р. (72) Федоров Георгій Дмитрович, Савченко Олександр Григорович, Крот Олександр Юлійович, Корінько Іван Васильович (73) Федоров Георгій Дмитрович (56) Б. Крайнюк, М. Железняков. Изготовление раструбных железобетонных тр уб методом вертикального виброформования. - Таллин. Типография "Юхисэлу", 1959. 3 71579 4 розтрубоутворюючій частині опірним кільцем, яке обернену конусність по відношенню до конусності охоплює нижню робочу поверхню конічного осеросердя, компенсує цю конусність і максимально дя, зовнішній діаметр опірного кільця приблизно зближує діаметри "d” і "dο.κ" з обох кінців труби. дорівнює більшому діаметру конічного осердя. Після завершення обкладання нижнього ряду поВведення додаткового опірного кільця, його ложення дугових футерувальних плиток фіксуєтьрозміщення зазначеним вище чином і виконання ся кільцями 10 з м'якого дроту. Далі конічне осерйого з зовнішнім діаметром, що приблизно дорівдя 1 обкладається ще одним або кількома рядами нює більшому діаметру конічного осердя, дає змодугови х керамічних плиток 9, при цьому кожний гу усун ути те хнічну суперечність і зрівняти внутрінаступний ряд спирається на торець попереднього шні діаметри з обох кінців труби, не і фіксується кільцями 10. Після завершення обвідмовляючись від використання конічного осердя. кладання конічного осердя 1 на піддон встановлюНижче наведено приклад конкретного викоється арматурний каркас 13 і зовнішня оболонка 2, нання оснастки для формування бетонних труб, яка орієнтується концентрично відносно конічного футерованих дуговими керамічними плитками (даосердя 1 за допомогою елементів 11. лі оснастка), з посиланням на креслення, де на Наступний етап - вкладання бетонної суміші в фіг. 1 зображено переріз фронтальної проекції кільцевий простір між дуговими керамічними плитзапропонованої оснастки. ками 9, які оточують конічне осердя 1, і зовнішОснастка містить конічне осердя 1 з кутом коньою оболонкою 2. Ущільнення бетонної суміші виконується не показаними на кресленні вібратонусності a=0,5¸1°, зовнішню оболонку 2 з приблирами, прикріпленими, наприклад, до зовнішньої зно таким же кутом конусності, а також піддон 3. оболонки 2, або при встановленні оснастки на вібДо піддона 3 прикріплено розтрубоутворюючу часроплощадку. Завершується бетонування операцітину 4 з опірним кільцем 6 і кронштейном 5 для спирання конічного осердя 1. Опірне кільце 6 охоєю загладжування торця труби за допомогою калібруючого кільця 12, яке зразу ж знімається. Після плює нижню робочу поверхню конічного осердя 1, причому зовнішній діаметр опірного кільця ”dо.к " 10¸30 хвилинної витримки зі свіжосформованої приблизно дорівнює більшому діаметру "d” конічтруби за петлі 7 і 8 послідовно знімаються конічне ного осердя 1. Зовнішня оболонка 2 і конічне осеосердя 1 і зовнішня оболонка 2. При зніманні осердя 1 обладнані петлями 7 і 8 для знімання їх зі рдя 1 його конусність зменшує сили тертя (зчепсвіжосформованої труби. Осердя 1 обладнане, як лення) до мінімуму. Операцію знімання виконують мінімум, двома рядами дугових керамічних плиток після встановлення піддона на дні пропарюва9, що зафіксовані кільцями 10 з м'якого дроту. Дольної камери, тому піддон 3 разом з розташовавжина "l” дугових керамічних плиток 9 кратна довними на ньому розтрубоутворюючою частиною 4, жині труби "L". На піддоні 3 змонтовані елементи опірним кільцем 6, кронштейнами 5 і свіжосфор11 для концентричного орієнтування зовнішньої мованою трубою залишається у пропарювальній оболонки 2 відносно осердя 1. До складу оснастки камері. включено калібруюче кільце 12 для загладжування Наступну тр убу виробляють із застосуванням торця труби. В зоні між зовнішньою оболонкою 2 і іншого піддона 3 разом з розташованими на ньому конічним осердям 1 може розміщуватись арматуррозтрубоутворюючою частиною 4, опірним кільцем ний каркас 13. 6, кронштейнами 5, використовуючи ті ж самі коніОснастка працює таким чином. чне осердя 1 і зовнішню оболонку 2. Формуючі поверхні конічного осердя 1, зовніПісля заповнення пропарювальної камери вишньої оболонки 2 і розтрубоутворюючої частини 4 конується тепловологісна обробка всієї партії труб. очищуються і, при необхідності, покриваються Завершальною операцією є знімання труби з підпротиадгезійною речовиною. Конічне осердя 1 дона 3, розтрубоутворюючої частини 4 і опірного встановлюється на кронштейни 5, при цьому нижкільця 6. Після чистки піддони готові до наступного ня робоча поверхня конічного осердя 1 входить циклу використання. усередину опірного кільця 6. Наступний етап Описана оснастка для формування бетонних вкладання першого (нижнього) ряду дугови х кератруб, футерованих дуговими керамічними плиткамічних плиток 9, яке може супроводжуватись проми, дає змогу виготовляти на одній ділянці 10¸15 клеюванням стиків між боковими поверхнями труб за добу з використанням двох комплектів означених плиток, наприклад, попереднім занурюзовнішніх оболонок, трьох конічних осердь і відпованням одного з закроїв плитки в порожнину з відної кількості піддонів. клеєм. Кожна з дугових футерувальних плиток 9 Джерела інформації нижнього ряду спирається своєю внутрішньою 1. Б. Крайнюк, Ж. Железняков. Изготовление поверхнею знизу на опірне кільце 6, зовнішній діараструбных железобетонных тр уб методом вертиметр якого приблизно дорівнює більшому діаметру кального виброформования. - Таллин. Типография конічного осердя 1. Зверху кожна з дугови х футе«Юхисэлу», 1959. рувальних плиток 9 нижнього ряду спирається 2. А.Н. Попов. Бетонные и железобетонные своєю вн утрішньою поверхнею на робочу повертрубы. М.: С тройиздат, 1973. хню конічного осердя 1. Таким чином, нижній ряд дугови х футер увальних плиток 9 утворює 5 Комп’ютерна в ерстка О. Воробей 71579 6 Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюFixture for forming of concrete tubes
Автори англійськоюFedorov Heorhii Dmytrovych, Savchenko Oleksandr Hryhorovych, Krot Oleksandr Yuliiovych, Korin'ko Ivan Vasyliovych
Назва патенту російськоюОснастка для формования бетонных труб
Автори російськоюФедоров Георгий Дмитриевич, Савченко Александр Григорьевич, Крот Александр Юлиевич, Коринько Иван Васильевич
МПК / Мітки
МПК: B28B 21/00
Мітки: труб, оснастка, формування, бетонних
Код посилання
<a href="https://ua.patents.su/3-71579-osnastka-dlya-formuvannya-betonnikh-trub.html" target="_blank" rel="follow" title="База патентів України">Оснастка для формування бетонних труб</a>
Пристрій для формування трубчастих виробів із бетонних сумішей
Номер патенту: 30766
Опубліковано: 17.06.2002
Автори: Шахов Сергій Олександрович, Нестеренко Микола Петрович, Орисенко Олександр Вікторович
МПК: B28B 21/02
Мітки: пристрій, виробів, формування, бетонних, трубчастих, сумішей
Формула / Реферат:
Пристрій для формування трубчастих виробів із бетонних сумішей, що містить рухому та нерухому рами, форму та осердя з віброзбудником коливань, який відрізняється тим, що регульований по висоті віброзбудник коливань розташований на одній осі з пружною опорою і знаходиться вище центра мас форми з бетонною сумішшю, а на нерухомій рамі розташовані пружні прокладки на висувних опорах.
Установка для формування бетонних виробів
Номер патенту: 52895
Опубліковано: 15.01.2003
Автор: Гуйтур Василь Іванович
МПК: B28B 1/10
Мітки: виробів, формування, установка, бетонних
Формула / Реферат:
Установка для формування бетонних виробів, що містить встановлену на амортизаторах вакуум-камеру з поперечними несучими стінками, в якій розміщений додатковий бункер і змонтований під ним формувальний пристрій у вигляді привідної обойми, яка обхоплює нерухомий і рухливий пуансони зі збудником коливань, яка відрізняється тим, що вакуум-камера забезпечена завантажувальним отвором з герметизуючою його кришкою, розташованим над бункером, що...
Пристрій для формування виробів з бетонних сумішей
Номер патенту: 30776
Опубліковано: 15.12.2000
Автори: Зайченко Стефан Володимирович, Гарнець Володимир Миколайович
МПК: B28B 13/00
Мітки: виробів, пристрій, формування, бетонних, сумішей
Текст:
...6 накочується на грань 9, внаслідок чого основний ролик 4 у зоні контакту з підпресовуючим роликом 6 набуває форму циліндричного. Зубчасте зчеплення ролика, який укочує 4, з рейкою 5 запобігає від проковзування роликів відносно суміші. Продуктивність роботи бетоноформувального агрегату збільшується за рахунок збільшення споживання бетонної суміші. Фіг. 1 2 30776 Фіг. 2 __________________________________________________________ ДП...
Пристрій для формування виробів з бетонних сумішей
Номер патенту: 33971
Опубліковано: 15.02.2001
Автори: Гарнець Володимир Миколайович, Зайченко Стефан Володимирович
МПК: B28B 13/00
Мітки: пристрій, виробів, бетонних, сумішей, формування
Текст:
...14. До збігання рукава розподіляючого бункеру 7 з початком форми, стінка форми 12 збирається повністю, після чого починається другий етап формування, який супроводжується поданням бетонної суміші з бункеру 3 крізь розподіляючий бункер 5 у форму 11, після чого вмикається гідроциліндр 15 приводу горизонтально рухомої рами 5, на якій розташовано укочуючий ролик 9. Горизонтально-рухома рама 5 разом з укочуючим роликом 9 здійснює...
Установка для формування виробів з бетонних сумішей
Номер патенту: 70523
Опубліковано: 15.10.2004
Автори: Ловейкін Вячеслав Сергійович, Гарнець Володимир Миколайович, Почка Костянтин Іванович
МПК: B28B 13/00
Мітки: виробів, бетонних, формування, сумішей, установка
Формула / Реферат:
Установка для формування виробів з бетонних сумішей, що містить пристрій, який складається з самохідного порталу, бункера, горизонтально-рухомої рами з укочувальними роликами, розподільного бункера, секції пустотоутворювачів і форми, який відрізняється тим, що додатково містить ще один такий пристрій, причому ці два пристрої виконані з можливістю приведення їх у зворотно-поступальний рух від спільного приводу з двома кривошипно-повзунними...
Попередній патент: Сільськогосподарська збиральна машина (варіанти)
Наступний патент: Прес напівсухого пресування
Випадковий патент: Пристрій для передачі і приймання інформації