Пристрій для фізичного моделювання процесів, що відбуваються при виливанні і формуванні безперервнолитої заготовки з металів і сплавів
Номер патенту: 71812
Опубліковано: 15.12.2004
Автори: Бялик Гаррі Абрамович, Адамчук Станіслав Іванович, Тітова Тамара Михайлівна, Луньов Валентин Васильович
Формула / Реферат
Пристрій для фізичного моделювання процесів, що відбуваються при формуванні двошарової безперервнолитої заготовки з металів і сплавів, який містить формотворну ємність з однією або двома фронтальними стінками, виконаними з прозорого матеріалу, і бічними стінками, виготовленими з матеріалу з високою теплопровідністю, і оснащену рухливою вертикальною перегородкою, що розділяє її на дві камери, а також охолоджувальний блок, що складається з двох окремих рухливих водоохолоджувальних секцій, розташованих на кожній з бічних стінок формотворної ємності, жорстко з'єднаних із двома патрубками розливного пристосування, який відрізняється тим, що рухлива вертикальна перегородка виконана з термостійкого антифрикційного матеріалу з малою адгезією, наприклад фторопласта, а патрубки розливного пристосування з'єднані із системою обігріву.
Текст
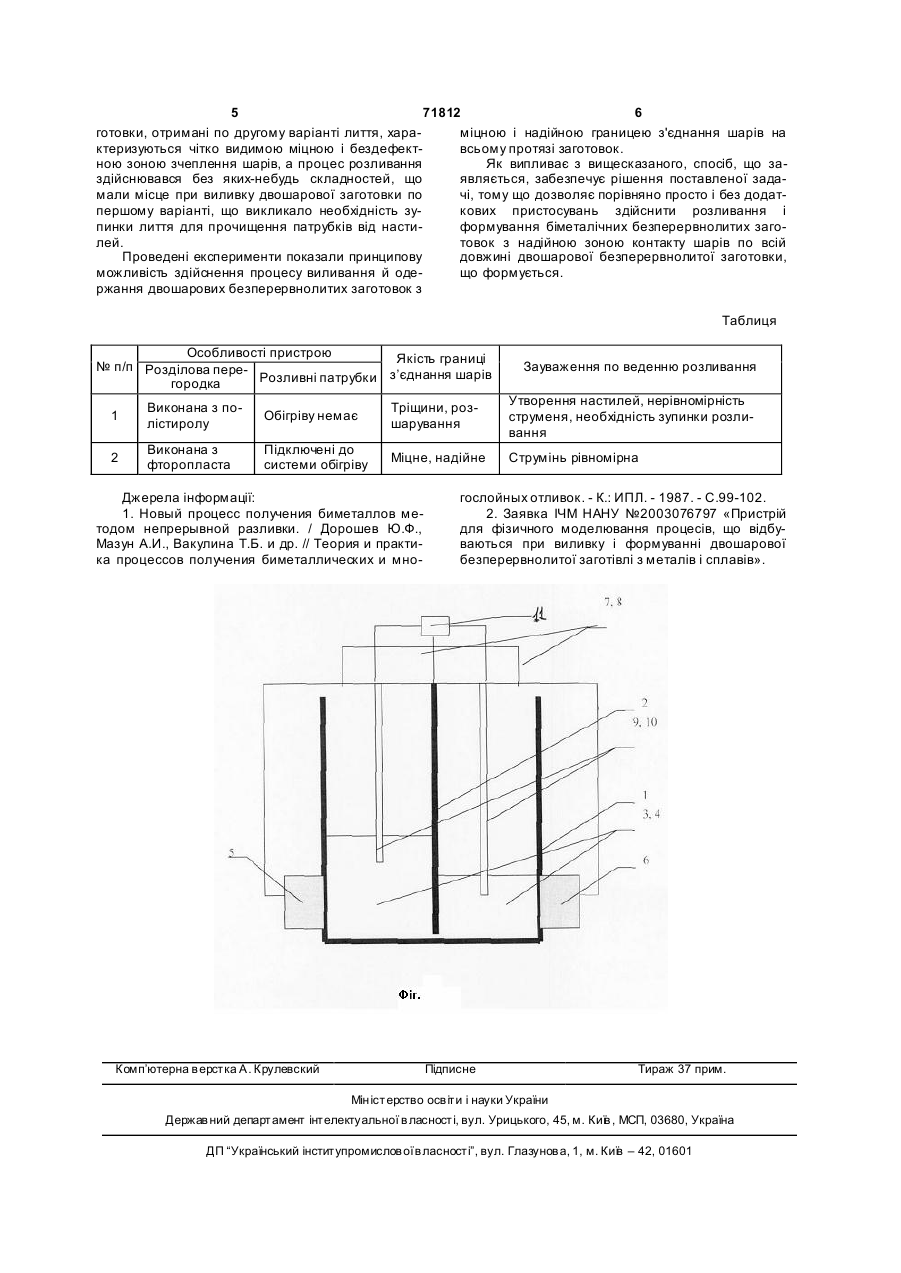
Пристрій для фізичного моделювання процесів, що відбуваються при формуванні двошарової безперервнолитої заготовки з металів і сплавів, який містить формотворну ємність з однією або двома фронтальними стінками, виконаними з про 3 71812 4 внолитої заготовки з металів і сплавів, який забезчерез патрубок 10 заливають у другу порожнину 4 печує цілісність безперервнолитих заготовок, що формотворної ємності й одночасно здійснюють формуються протягом усієї довжини, високу якість підйом вертикальної перегородки 2, виготовленої з шарів і зони їхнього контакту, а також забезпечує термостійкого антифрикційного матеріалу з малою надійне розливання моделюючих розплавів, зокадгезією. При цьому обидва парубка 9 і 10 розлирема, подачу їх з необхідними витратою і швидкісвного пристосування підтримують у нагрітому стані тю. за допомогою з'єднання із системою обігріву 11, як Рішення поставленої задачі досягається тим, елемент якої може бути використаний, наприклад, що рухлива вертикальна перегородка виготовлена нагрівач з ніхрому. з термостійкого антифрикційного матеріалу з маСутність способу, що заявляється, полягає в лою адгезією, наприклад, фторопласта (тефлону), одержанні біметалічної заготовки з високоміцною а патрубки розливного пристосування з'єднані із зоною контакту шарів на всьому її протязі, що досистемою обігріву. сягається застосуванням рухливої вертикальної Технічний результат, одержуваний при рішенні перегородки зі спеціального термостійкого неконпоставленої задачі, полягає в можливості одертактного матеріалу, наприклад, фторопласта, що жання двошарової безперервнолитої заготовки з перешкоджає налипанню прилягаючих шарів розміцною границею з'єднання шарів протягом усієї її плавів, що кристалізуються, і дозволяє перегороддовжини, а також забезпеченні рівномірного і безці безперешкодно переміщатися у формотворній перебійного надходження первинних розплавів у ємності, а також забезпеченні рівномірного надхоформотворну ємність із заданою швидкістю. дження первинних розплавів у формотворну ємПорівняння з прототипом показує, що приність із заданою швидкістю, що досягається з'єдстрій, що заявляється, відрізняється тим, що рухнанням обох патрубків розливного пристосування лива вертикальна перегородка виготовлена зі із системою обігріву. спеціального термостійкого неконтактного матеріТаким чином, виготовлення рухливої вертикаалу з малою адгезією, наприклад, фторопласта льної перегородки зі спеціального термостійкого (тефлону), а патрубки розливного пристосування антифрикційного матеріалу забезпечує надійність з'єднані із системою обігріву. з'єднання шарів у зоні їхнього контакту в процесі Перераховані істотні відмінності технічного ріформування двошарової безперервнолитої загошення, що заявляється, від прототипу свідчать товки, а з'єднання патрубків розливного пристосупро його відповідність критерію «новизна». вання із системою обігріву дозволять підтримувати Порівняння з відомими технічними рішеннями патрубки в постійно нагрітому стані, що, у свою [1, 2] не дозволяє виявити в них ознаки, що дозвочергу, забезпечує умови для рівномірного прохоляють вирішити задачу, поставлену у винаході, а дження розплавів, що розливаються, протягом технічний результат, що досягається при викорисусього періоду лиття. танні технічного рішення, що заявляється, не є Як приклад практичного здійснення роботи простою сумою технічних ефектів, що досягаються пристрою формування двошарової безперервнопри використанні відомих те хнічних рішень. Вищелитої заготовки зроблений виливок з його допомосказане підтверджує, що те хнічне рішення, що гою двошарової безперервнолитої заготовки в заявляється, відповідає критерію «винахідницький умовах лабораторної бази Запорізького націонарівень». льного технічного університету. Винахід пояснюється кресленням, де на Фіг. Як моделююче середовище використовували схематично представлений загальний вид припарафін, дві порції якого офарблювали по-різному. строю, що містить утримуючу формотворну ємНа початковій стадії розливання (у вихідному ність 1 з однієї або двома фронтальними стінками, стані) перегородку опускали на дно формотворної виконаними з прозорого матеріалу і двома бічними ємності, а патрубки розливних лійок у процесі розстінками, виготовленими з матеріалу з високою ливання постійно підтримували в нагрітому стані. теплопровідністю; рухливу вертикальну перегороСпочатку розливання нагрітого розплаву падку 2, виконану з термостійкого антифрикційного рафіну робили в одну порожнину формотворну матеріалу з малою адгезією і поділяючу формоємність. Після визначеної витримки та забезпетворну ємність на дві камери 3 і 4; охолодний чення формування міцного поверхневого шару блок, що складається з двох окремих рухливих заготовки, у др угу порожнину формотворної ємноводоохолоджуваних секцій 5 і 6, розташованих на сті через другий патрубок заливали другу порцію кожній з бічних стінках формотворної ємності, і пофарбованого розчину парафіну. При цьому оджорстко з'єднаних з розливним пристосуванням, ночасно робили плавний підйом розділової перещо складається з двох порожнин 7 і 8, постачених городки. двома патрубками 9 і 10, з'єднаними із системою Здійснено два варіанти виливка двошарових обігріву 11. заготовок. Результати аналізу отриманих біметаРобота пристрою, що заявляється, здійснюлічних заготовок представлені у таблиці. ється таким чином. Моделюючий розплав одного По першому варіанті одержання двошарової складу, що знаходиться в секції 7 розливного прибезперервнолитої заготовки здійснювали в пристосування, через патрубок 9 заливають у першу строї з полістироловою розділовою перегородкою і порожнину 3 формотворної ємності і витримують патрубками розливного пристосування, що не обіпротягом часу, необхідного для формування міцгріваються, по другому варіанті, пристрій було поної поверхневої скоринки заготовки, що формуєтьстачено розділовою перегородкою з фторопласта і ся. Потім моделюючий розплав іншого складу, що підключено до системи обігріву. знаходиться в секції 8 розливного пристосування, Досліджувані двошарові безперервнолиті за 5 71812 6 готовки, отримані по другому варіанті лиття, хараміцною і надійною границею з'єднання шарів на ктеризуються чітко видимою міцною і бездефектвсьому протязі заготовок. ною зоною зчеплення шарів, а процес розливання Як випливає з вищесказаного, спосіб, що заздійснювався без яких-небудь складностей, що являється, забезпечує рішення поставленої задамали місце при виливку двошарової заготовки по чі, тому що дозволяє порівняно просто і без додатпершому варіанті, що викликало необхідність зукових пристосувань здійснити розливання і пинки лиття для прочищення патрубків від настиформування біметалічних безперервнолитих заголей. товок з надійною зоною контакту шарів по всій Проведені експерименти показали принципову довжині двошарової безперервнолитої заготовки, можливість здійснення процесу виливання й одещо формується. ржання двошарових безперервнолитих заготовок з Таблиця Особливості пристрою Якість границі № п/п Розділова переРозливні патрубки з’єднання шарів городка Зауваження по веденню розливання 1 Виконана з полістиролу Обігріву немає Тріщини, розшарування Утворення настилей, нерівномірність струменя, необхідність зупинки розливання 2 Виконана з фторопласта Підключені до системи обігріву Міцне, надійне Струмінь рівномірна Джерела інформації: 1. Новый процесс получения биметаллов методом непрерывной разливки. / Дорошев Ю.Ф., Мазун А.И., Вакулина Т.Б. и др. // Теория и практика процессов получения биметаллических и мно Комп’ютерна в ерстка А. Крулевский гослойных отливок. - К.: ИПЛ. - 1987. - С.99-102. 2. Заявка ІЧМ НАНУ №2003076797 «Пристрій для фізичного моделювання процесів, що відбуваються при виливку і формуванні двошарової безперервнолитої заготівлі з металів і сплавів». Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститупромислов ої в ласності”, вул. Глазунов а, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for physical simulation of processes occurring at casting and molding of continuous casted billet of metals and alloys
Автори англійськоюTitova Tamara Mykhailivna, Bialuk Harri Abramovych, Adamchuk Stanislav Ivanovych
Назва патенту російськоюУстройство для физического моделирования процессов, происходящих при разливке и формовании непрерывнолитой заготовки из металлов и сплавов
Автори російськоюТитова Тамара Михайловна, Бялик Гарри Абрамович, Адамчук Станислав Иванович
МПК / Мітки
МПК: B21D 11/06
Мітки: безперервнолитої, відбуваються, металів, сплавів, формуванні, виливанні, пристрій, процесів, моделювання, заготовки, фізичного
Код посилання
<a href="https://ua.patents.su/3-71812-pristrijj-dlya-fizichnogo-modelyuvannya-procesiv-shho-vidbuvayutsya-pri-vilivanni-i-formuvanni-bezperervnolito-zagotovki-z-metaliv-i-splaviv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для фізичного моделювання процесів, що відбуваються при виливанні і формуванні безперервнолитої заготовки з металів і сплавів</a>
Пристрій для фізичного моделювання процесів, що відбуваються при відливанні і формуванні двошарової безперервнолитої заготовки з металів і сплавів
Номер патенту: 66065
Опубліковано: 15.04.2004
Автори: Адамчук Станіслав Іванович, Бялик Гаррі Абрамович, Огурцов Анатолій Павлович, Луньов Валентин Васильович, Тітова Тамара Михайлівна
МПК: B22D 11/16
Мітки: відбуваються, безперервнолитої, сплавів, процесів, моделювання, пристрій, металів, відливанні, двошарової, фізичного, заготовки, формуванні
Формула / Реферат:
Пристрій для фізичного моделювання процесів, які відбуваються при формуванні двошарової безперервнолитої заготовки з металів і сплавів, що включає формотворну ємність з одною або двома фронтальними стінками, виконаними з прозорого матеріалу, та бічними стінками, виготовленими з матеріалу з високою теплопровідністю, охолоджувальний блок, що складається з двох окремих рухливих водоохолоджуваних секцій, розташованих на кожній з бічних стінок...
Пристрій для фізичного моделювання процесів, що відбуваються при відливанні і формуванні безперервнолитої заготовки з металів і сплавів
Номер патенту: 62694
Опубліковано: 15.12.2003
Автори: Тітова Тамара Михайлівна, Луньов Валентин Васильович, Бялик Гаррі Абрамович, Огурцов Анатолій Павлович, Адамчук Станіслав Іванович
МПК: B22D 11/16
Мітки: безперервнолитої, відливанні, заготовки, металів, пристрій, формуванні, процесів, відбуваються, моделювання, сплавів, фізичного
Формула / Реферат:
Пристрій для фізичного моделювання процесів, що відбуваються при відливанні і формуванні безперервнолитої заготовки з металів і сплавів, який включає формотворну ємність з однією або двома прозорими фронтальними стінками, а також двома бічними теплопровідними водоохолодними стінками, і пристосування для розливу з патрубком, який відрізняється тим, що додатково оснащений охолодним блоком, який складається з двох окремих рухливих водоохолодних...
Спосіб відливання біметалічної безперервнолитої заготовки

Номер патенту: 70473
Опубліковано: 15.10.2004
Автори: Адамчук Станіслав Іванович, Павлюченков Игорь Александрович, Большаков Вадим Іванович, Огурцов Анатолій Павлович, Тітова Тамара Михайлівна, Герасименко Виктор Григорьевич, Бялик Гаррі Абрамович
МПК: B21D 11/06
Мітки: безперервнолитої, спосіб, біметалічної, відливання, заготовки
Формула / Реферат:
Спосіб відливання біметалічної безперервнолитої заготовки, що включає заливання в кристалізатор металу або сплаву одного складу, витягування отриманої заготовки в інший кристалізатор при одночасному заливанні в нього металу або сплаву другого складу з наступним витягуванням отриманої біметалічної заготовки, який відрізняється тим, що заливання металу або сплаву другого складу роблять під шаром активного флюсу, що обігрівається.
Спосіб одержання біметалічної безперервнолитої заготовки
Номер патенту: 69114
Опубліковано: 16.08.2004
Автори: Большаков Вадим Іванович, Герасименко Віктор Григорьєвич, Тубольцев Леонід Григорьєвич, Тітова Тамара Михайлівна
МПК: B22D 11/00
Мітки: безперервнолитої, спосіб, заготовки, біметалічної, одержання
Формула / Реферат:
Спосіб одержання біметалічної безперервнолитої заготовки, що включає заливання в перший кристалізатор металу або сплаву одного складу, витягування отриманої заготовки в інший кристалізатор при одночасній подачі в нього металу або сплаву іншого складу з наступним витягуванням отриманої біметалічної заготовки в зону вторинного охолодження, який відрізняється тим, що біметалічну заготовку в зоні вторинного охолодження піддають диференційованому...
Спосіб одержання біметалічної безперервнолитої заготовки

Номер патенту: 71857
Опубліковано: 15.12.2004
Автори: Тітова Тамара Михайлівна, Тарасевич Микола Іванович, Луньов Валентин Васильович, Адамчук Станіслав Іванович, Ноговіцин Олексій Володимирович, Большаков Вадим Іванович, Бялік Гарій Абрамович
МПК: B21D 11/00
Мітки: заготовки, біметалічної, спосіб, одержання, безперервнолитої
Формула / Реферат:
Спосіб одержання біметалічної безперервнолитої заготовки, що включає подачу рідкого металу або сплаву одного складу в кристалізатор одночасно з введенням до нього заготовки з металу або сплаву іншого складу з наступним витягуванням отриманої біметалічної заготовки, який відрізняється тим, що подачу рідкого металу або сплаву в кристалізатор, введення до нього заготовки з металу або сплаву іншого складу і витягування отриманої біметалічної...
Попередній патент: Тороїдальний трансформатор
Наступний патент: Пристрій для нагрівання рідини
Випадковий патент: Фармацевтична композиція з гемостатичною дією