Спечений сплав на основі вольфраму
Номер патенту: 72099
Опубліковано: 17.01.2005
Автори: Плахотнік Володимир Ювіналієвич, Бігвава Віталій Антонович, Поляков Генадій Анатольович, Каліхевич Валерій Олександрович
Формула / Реферат
1. Спечений сплав на основі вольфраму, що містить нікель і залізо, який відрізняється тим, що додатково містить фосфор при наступному співвідношенні компонентів, мас. %:
вольфрам
90,25-92,92
нікель
4,48-6,16
залізо
1,87-2,57
фосфор
0,73-1,01.
2. Сплав за п. 1, який відрізняється тим, що нікель, залізо і фосфор містяться в співвідношенні: 1Ni : 0,417Fe : 0,164Р.
3. Спосіб виготовлення спеченого сплаву на основі вольфраму, нікелю, заліза та фосфору, що полягає у змішувані, формуванні і спіканні вихідних порошків, який відрізняється тим, що принаймні 80% від усієї кількості порошку вольфраму, який входить до складу шихти, має дисперсність від 5 до 50 мкм, а інша частина вольфрамового порошку, а також порошки нікелю й заліза, мають дисперсність меншу 5 мкм .
4. Спосіб за п. 3, який відрізняється тим, що фосфор у шихту вводять у вигляді гіпофосфіту амонію.
5. Спосіб за п. 3, який відрізняється тим, що сформовану методом пресування чи шлікерного лиття заготівку після сушіння піддають двостадійному рідкофазовому спіканню, причому на першій стадії спікання проводять при температурі 1153К...1193К, а на другій стадії - при температурі 1323К...1623К.
Текст
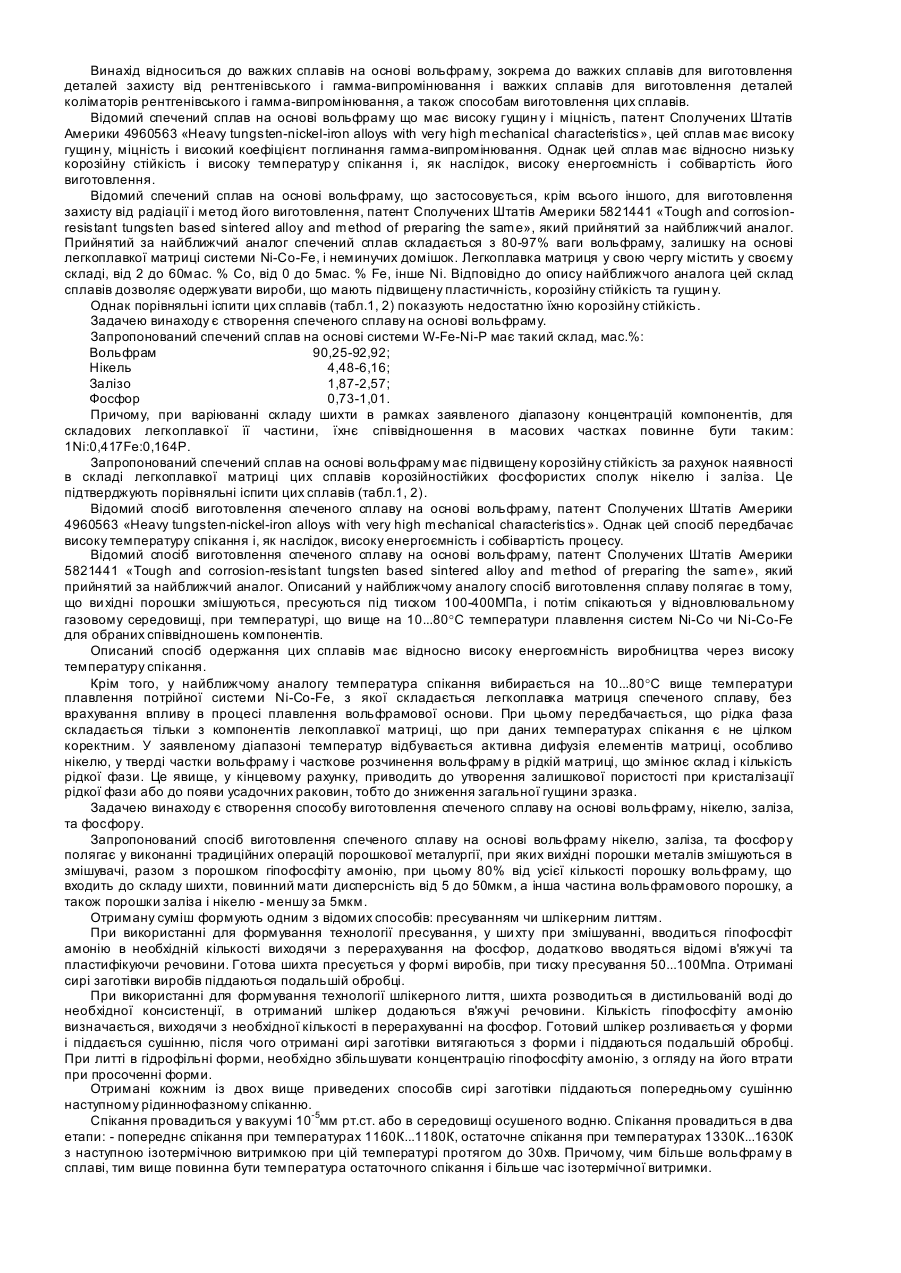
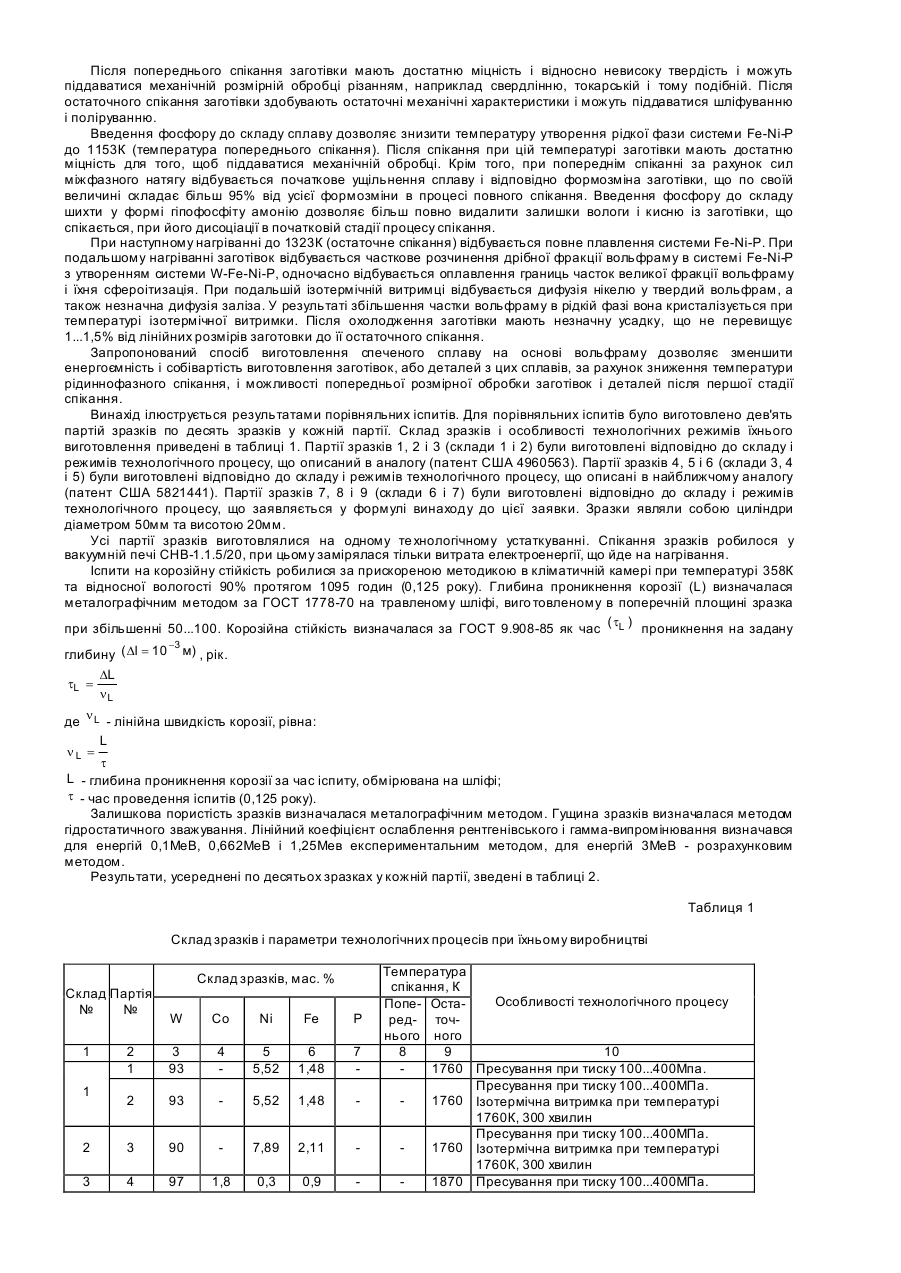
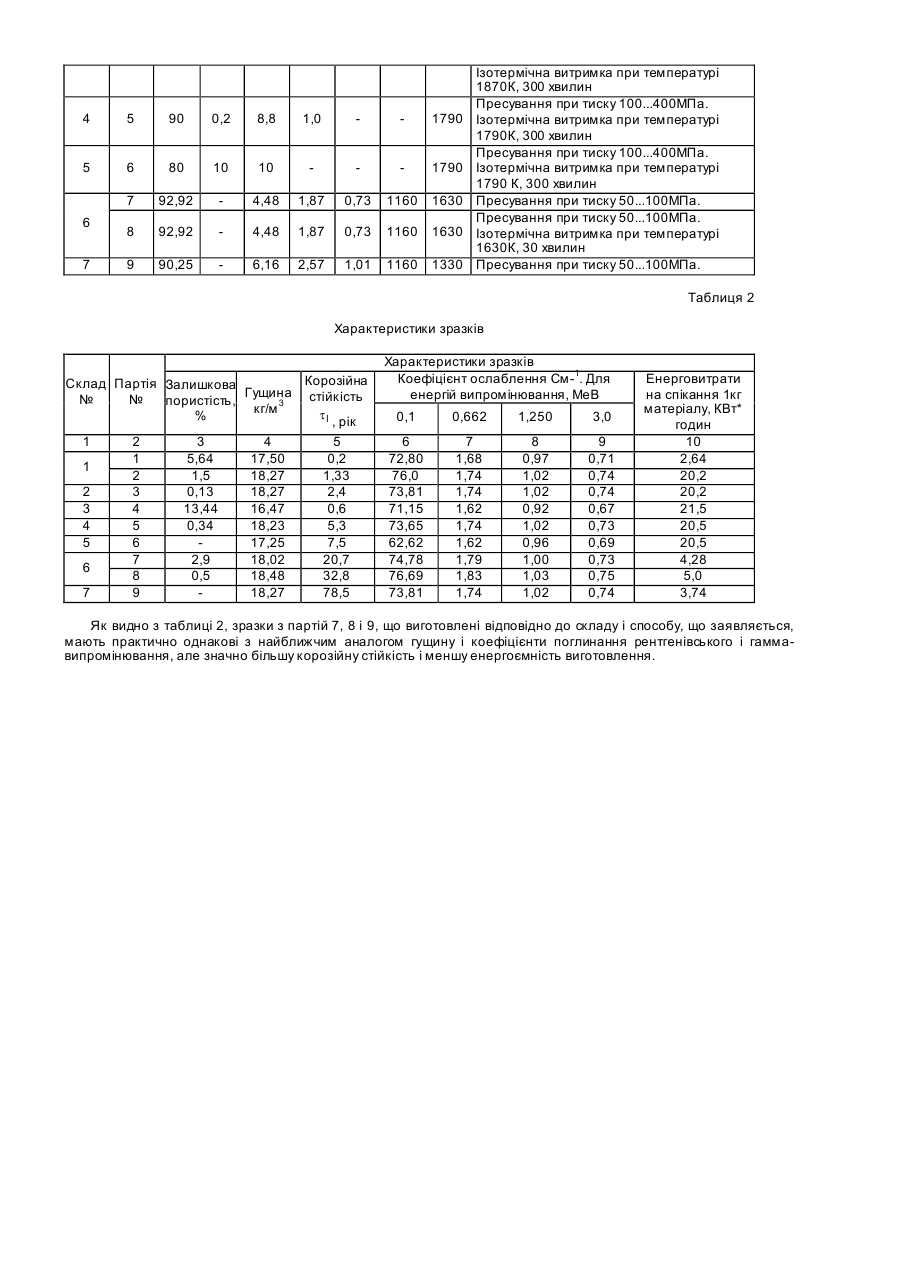
Винахід відноситься до важких сплавів на основі вольфраму, зокрема до важких сплавів для виготовлення деталей захисту від рентгенівського і гамма-випромінювання і важких сплавів для виготовлення деталей коліматорів рентгенівського і гамма-випромінювання, а також способам виготовлення цих сплавів. Відомий спечений сплав на основі вольфраму що має високу гущин у і міцність, патент Сполучених Штатів Америки 4960563 «Heavy tungsten-nickel-iron alloys with very high mechanical characteristics», цей сплав має високу гущин у, міцність і високий коефіцієнт поглинання гамма-випромінювання. Однак цей сплав має відносно низьку корозійну стійкість і високу температур у спікання і, як наслідок, високу енергоємність і собівартість його виготовлення. Відомий спечений сплав на основі вольфраму, що застосовується, крім всього іншого, для виготовлення захисту від радіації і метод його виготовлення, патент Сполучених Штатів Америки 5821441 «Tough and corrosionresistant tungsten based sintered alloy and method of preparing the same», який прийнятий за найближчий аналог. Прийнятий за найближчий аналог спечений сплав складається з 80-97% ваги вольфраму, залишку на основі легкоплавкої матриці системи Ni-Co-Fe, і неминучих домішок. Легкоплавка матриця у свою чергу містить у своєму складі, від 2 до 60мас. % Co, від 0 до 5мас. % Fe, інше Ni. Відповідно до опису найближчого аналога цей склад сплавів дозволяє одержувати вироби, що мають підвищену пластичність, корозійну стійкість та гущин у. Однак порівняльні іспити цих сплавів (табл.1, 2) показують недостатню їхню корозійну стійкість. Задачею винаходу є створення спеченого сплаву на основі вольфраму. Запропонований спечений сплав на основі системи W-Fe-Ni-P має такий склад, мас.%: Вольфрам 90,25-92,92; Нікель 4,48-6,16; Залізо 1,87-2,57; Фосфор 0,73-1,01. Причому, при варіюванні складу шихти в рамках заявленого діапазону концентрацій компонентів, для складових легкоплавкої її частини, їхнє співвідношення в масових частках повинне бути таким: 1Ni:0,417Fe:0,164Р. Запропонований спечений сплав на основі вольфраму має підвищену корозійну стійкість за рахунок наявності в складі легкоплавкої матриці цих сплавів корозійностійких фосфористих сполук нікелю і заліза. Це підтверджують порівняльні іспити цих сплавів (табл.1, 2). Відомий спосіб виготовлення спеченого сплаву на основі вольфраму, патент Сполучених Штатів Америки 4960563 «Heavy tungsten-nickel-iron alloys with very high mechanical characteristics». Однак цей спосіб передбачає високу температуру спікання і, як наслідок, високу енергоємність і собівартість процесу. Відомий спосіб виготовлення спеченого сплаву на основі вольфраму, патент Сполучених Штатів Америки 5821441 «Tough and corrosion-resistant tungsten based sintered alloy and method of preparing the same», який прийнятий за найближчий аналог. Описаний у найближчому аналогу спосіб виготовлення сплаву полягає в тому, що ви хідні порошки змішуються, пресуються під тиском 100-400МПа, і потім спікаються у відновлювальному газовому середовищі, при температурі, що вище на 10...80°С температури плавлення систем Ni-Co чи Ni-Co-Fe для обраних співвідношень компонентів. Описаний спосіб одержання цих сплавів має відносно високу енергоємність виробництва через високу температуру спікання. Крім того, у найближчому аналогу температура спікання вибирається на 10...80°С вище температури плавлення потрійної системи Ni-Co-Fe, з якої складається легкоплавка матриця спеченого сплаву, без врахування впливу в процесі плавлення вольфрамової основи. При цьому передбачається, що рідка фаза складається тільки з компонентів легкоплавкої матриці, що при даних температурах спікання є не цілком коректним. У заявленому діапазоні температур відбувається активна дифузія елементів матриці, особливо нікелю, у тверді частки вольфраму і часткове розчинення вольфраму в рідкій матриці, що змінює склад і кількість рідкої фази. Це явище, у кінцевому рахунку, приводить до утворення залишкової пористості при кристалізації рідкої фази або до появи усадочних раковин, тобто до зниження загальної гущини зразка. Задачею винаходу є створення способу виготовлення спеченого сплаву на основі вольфраму, нікелю, заліза, та фосфору. Запропонований спосіб виготовлення спеченого сплаву на основі вольфраму нікелю, заліза, та фосфор у полягає у виконанні традиційних операцій порошкової металургії, при яких вихідні порошки металів змішуються в змішувачі, разом з порошком гіпофосфіту амонію, при цьому 80% від усієї кількості порошку вольфраму, що входить до складу шихти, повинний мати дисперсність від 5 до 50мкм, а інша частина вольфрамового порошку, а також порошки заліза і нікелю - меншу за 5мкм. Отриману суміш формують одним з відомих способів: пресуванням чи шлікерним литтям. При використанні для формування технології пресування, у ши хту при змішуванні, вводиться гіпофосфіт амонію в необхідній кількості виходячи з перерахування на фосфор, додатково вводяться відомі в'яжучі та пластифікуючи речовини. Готова шихта пресується у формі виробів, при тиску пресування 50...100Мпа. Отримані сирі заготівки виробів піддаються подальшій обробці. При використанні для формування технології шлікерного лиття, шихта розводиться в дистильованій воді до необхідної консистенції, в отриманий шлікер додаються в'яжучі речовини. Кількість гіпофосфіту амонію визначається, виходячи з необхідної кількості в перерахуванні на фосфор. Готовий шлікер розливається у форми і піддається сушінню, після чого отримані сирі заготівки витягаються з форми і піддаються подальшій обробці. При литті в гідрофільні форми, необхідно збільшувати концентрацію гіпофосфіту амонію, з огляду на його втрати при просоченні форми. Отримані кожним із двох вище приведених способів сирі заготівки піддаються попередньому сушінню наступному рідиннофазному спіканню. Спікання провадиться у вакуумі 10-5мм рт.ст. або в середовищі осушеного водню. Спікання провадиться в два етапи: - попереднє спікання при температурах 1160К...1180К, остаточне спікання при температурах 1330К...1630К з наступною ізотермічною витримкою при цій температурі протягом до 30хв. Причому, чим більше вольфраму в сплаві, тим вище повинна бути температура остаточного спікання і більше час ізотермічної витримки. Після попереднього спікання заготівки мають достатню міцність і відносно невисоку твердість і можуть піддаватися механічній розмірній обробці різанням, наприклад свердлінню, токарській і тому подібній. Після остаточного спікання заготівки здобувають остаточні механічні характеристики і можуть піддаватися шліфуванню і поліруванню. Введення фосфору до складу сплаву дозволяє знизити температуру утворення рідкої фази системи Fe-Ni-P до 1153К (температура попереднього спікання). Після спікання при цій температурі заготівки мають достатню міцність для того, щоб піддаватися механічній обробці. Крім того, при попереднім спіканні за рахунок сил міжфазного натягу відбувається початкове ущільнення сплаву і відповідно формозміна заготівки, що по своїй величині складає більш 95% від усієї формозміни в процесі повного спікання. Введення фосфору до складу шихти у формі гіпофосфіту амонію дозволяє більш повно видалити залишки вологи і кисню із заготівки, що спікається, при його дисоціації в початковій стадії процесу спікання. При наступному нагріванні до 1323К (остаточне спікання) відбувається повне плавлення системи Fe-Ni-P. При подальшому нагріванні заготівок відбувається часткове розчинення дрібної фракції вольфраму в системі Fe-Ni-P з утворенням системи W-Fe-Ni-P, одночасно відбувається оплавлення границь часток великої фракції вольфраму і їхня сфероітизація. При подальшій ізотермічній витримці відбувається дифузія нікелю у твердий вольфрам, а також незначна дифузія заліза. У результаті збільшення частки вольфраму в рідкій фазі вона кристалізується при температурі ізотермічної витримки. Після охолодження заготівки мають незначну усадку, що не перевищує 1...1,5% від лінійних розмірів заготовки до її остаточного спікання. Запропонований спосіб виготовлення спеченого сплаву на основі вольфраму дозволяє зменшити енергоємність і собівартість виготовлення заготівок, або деталей з цих сплавів, за рахунок зниження температури рідиннофазного спікання, і можливості попередньої розмірної обробки заготівок і деталей після першої стадії спікання. Винахід ілюструється результатами порівняльних іспитів. Для порівняльних іспитів було виготовлено дев'ять партій зразків по десять зразків у кожній партії. Склад зразків і особливості технологічних режимів їхнього виготовлення приведені в таблиці 1. Партії зразків 1, 2 і 3 (склади 1 і 2) були виготовлені відповідно до складу і режимів технологічного процесу, що описаний в аналогу (патент США 4960563). Партії зразків 4, 5 і 6 (склади 3, 4 і 5) були виготовлені відповідно до складу і режимів технологічного процесу, що описані в найближчому аналогу (патент США 5821441). Партії зразків 7, 8 і 9 (склади 6 і 7) були виготовлені відповідно до складу і режимів технологічного процесу, що заявляється у формулі винаходу до цієї заявки. Зразки являли собою циліндри діаметром 50мм та висотою 20мм. Усі партії зразків виготовлялися на одному те хнологічному устаткуванні. Спікання зразків робилося у вакуумній печі СНВ-1.1.5/20, при цьому замірялася тільки витрата електроенергії, що йде на нагрівання. Іспити на корозійну стійкість робилися за прискореною методикою в кліматичній камері при температурі 358К та відносної вологості 90% протягом 1095 годин (0,125 року). Глибина проникнення корозії (L) визначалася металографічним методом за ГОСТ 1778-70 на травленому шліфі, виго товленому в поперечній площині зразка при збільшенні 50...100. Корозійна стійкість визначалася за ГОСТ 9.908-85 як час ( tL ) проникнення на задану -3 глибину ( Dl = 10 м) , рік. DL tL = nL де n L - лінійна швидкість корозії, рівна: L nL = t L - глибина проникнення корозії за час іспиту, обмірювана на шліфі; t - час проведення іспитів (0,125 року). Залишкова пористість зразків визначалася металографічним методом. Гущина зразків визначалася методом гідростатичного зважування. Лінійний коефіцієнт ослаблення рентгенівського і гамма-випромінювання визначався для енергій 0,1МеВ, 0,662МеВ і 1,25Мев експериментальним методом, для енергій 3МеВ - розрахунковим методом. Результати, усереднені по десятьох зразках у кожній партії, зведені в таблиці 2. Таблиця 1 Склад зразків і параметри технологічних процесів при їхньому виробництві Склад Партія № № Склад зразків, мас. % W Co Ni Fe P 2 1 3 93 4 5 5,52 6 1,48 7 2 93 5,52 1,48 2 3 90 7,89 2,11 3 4 97 1,8 0,3 0,9 1 1 Температура спікання, К Особливості технологічного процесу Попе- Остаред- точнього ного 8 9 10 1760 Пресування при тиску 100...400Мпа. Пресування при тиску 100...400МПа. 1760 Ізотермічна витримка при температурі 1760К, 300 хвилин Пресування при тиску 100...400МПа. 1760 Ізотермічна витримка при температурі 1760К, 300 хвилин 1870 Пресування при тиску 100...400МПа. 4 5 90 0,2 8,8 1,0 1790 5 6 80 10 10 1790 7 92,92 4,48 1,87 0,73 1160 1630 8 92,92 4,48 1,87 0,73 1160 1630 9 90,25 6,16 2,57 1,01 1160 1330 6 7 Ізотермічна витримка при температурі 1870К, 300 хвилин Пресування при тиску 100...400МПа. Ізотермічна витримка при температурі 1790К, 300 хвилин Пресування при тиску 100...400МПа. Ізотермічна витримка при температурі 1790 К, 300 хвилин Пресування при тиску 50...100МПа. Пресування при тиску 50...100МПа. Ізотермічна витримка при температурі 1630К, 30 хвилин Пресування при тиску 50...100МПа. Таблиця 2 Характеристики зразків Корозійна Склад Партія Залишкова Гущина стійкість № № пористість, кг/м 3 t l , рік % 1 1 2 3 4 5 6 7 2 1 2 3 4 5 6 7 8 9 3 5,64 1,5 0,13 13,44 0,34 2,9 0,5 4 17,50 18,27 18,27 16,47 18,23 17,25 18,02 18,48 18,27 5 0,2 1,33 2,4 0,6 5,3 7,5 20,7 32,8 78,5 Характеристики зразків Коефіцієнт ослаблення См-1. Для енергій випромінювання, МеВ 0,1 0,662 1,250 3,0 6 72,80 76,0 73,81 71,15 73,65 62,62 74,78 76,69 73,81 7 1,68 1,74 1,74 1,62 1,74 1,62 1,79 1,83 1,74 8 0,97 1,02 1,02 0,92 1,02 0,96 1,00 1,03 1,02 9 0,71 0,74 0,74 0,67 0,73 0,69 0,73 0,75 0,74 Енерговитрати на спікання 1кг матеріалу, КВт* годин 10 2,64 20,2 20,2 21,5 20,5 20,5 4,28 5,0 3,74 Як видно з таблиці 2, зразки з партій 7, 8 і 9, що виготовлені відповідно до складу і способу, що заявляється, мають практично однакові з найближчим аналогом гущину і коефіцієнти поглинання рентгенівського і гаммавипромінювання, але значно більшу корозійну стійкість і меншу енергоємність виготовлення.
ДивитисяДодаткова інформація
Назва патенту англійськоюA sintered alloy based on tungsten
Назва патенту російськоюСпеченный сплав на основе вольфрама
МПК / Мітки
МПК: B22F 3/12, G21K 1/02, C22C 27/00, G21F 1/00, C22C 1/04
Мітки: спечений, вольфраму, сплав, основі
Код посилання
<a href="https://ua.patents.su/3-72099-spechenijj-splav-na-osnovi-volframu.html" target="_blank" rel="follow" title="База патентів України">Спечений сплав на основі вольфраму</a>
Спечений твердий сплав

Номер патенту: 36553
Опубліковано: 16.04.2001
Автор: Лісовський Анатолій Феліксович
МПК: C22C 29/06
Мітки: сплав, твердий, спечений
Текст:
...(приклади 23) та за їх межами (приклади 4-7), а також при тих самих умовах виготовлення - склад за прототипом (приклад 8). Дані зведені в таблицю (додається). Як видно з таблиці, використання винаходу спечений твердий сплав дає можливість підвищити пороговий коефіцієнт інтенсивності напруги в 1,6 разів та критичний коефіцієнт інтенсивності напруги в 1,47 разів порівняно з прототипом. Таблиця Склад спеченого твердого сплаву (мас.%) № п/п ...
Спечений твердий сплав
Номер патенту: 36265
Опубліковано: 17.02.2003
Автор: Лісовський Анатолій Феліксович
МПК: C22C 29/00, C22C 29/06
Мітки: твердий, спечений, сплав
Формула / Реферат:
Спечений твердий сплав, що містить карбід вольфраму, кобальт та нікель, який відрізняється тим, що масове співвідношення між нікелем і кобальтом становить 0,10,3, а вміст карбіду вольфраму у сплаві складає 8094 мас.%.
Спечений твердий сплав
Номер патенту: 32025
Опубліковано: 15.12.2000
Автор: Лісовський Анатолій Феліксович
МПК: B24D 3/06, C22C 29/06
Мітки: сплав, твердий, спечений
Текст:
...втомну міцність, що підвищує працездатність спечених твердих сплавів. Експеременти по дослідженні втомної тріщиностійкості зразків, виготовленних з спечених твердих сплавів, були виконані на пристрої та по методиці, описаній в роботі A.F.Lisovsky, T.E.Gracheva and V.N.Kulakovsky. Composition and Properties of (Ti,W)C-WC-Co sintered Carbides Alloyed by MMI-process/ International Journal of Refractory Metals and Hard Materials. 1995,...
Спечений твердий сплав

Номер патенту: 32026
Опубліковано: 15.12.2000
Автор: Лісовський Анатолій Феліксович
МПК: B24D 3/06, C22C 29/06
Мітки: спечений, сплав, твердий
Текст:
...результатами, що досягають при її реалізації, полягає у наступному. Введені в спечений твердий сплав кремній та реній створюють з нікелевою зв'язкою твердий розчин, що містить кремній, реній, вольфрам, вуглець Ni(Si,Re,W,C). Цей твердий розчин має високу мікротвердість 5,8 ГПа та модуль пружності 310 ГПа, що збільшує несучу спроможність нікелевої' зв'язки при високих навантаженнях і як результат збільшується межа при згині, межа при стиску...
Спечений твердий сплав
Номер патенту: 32103
Опубліковано: 15.12.2000
Автор: Лісовський Анатолій Феліксович
МПК: C22C 29/06, B24D 3/06
Мітки: сплав, спечений, твердий
Текст:
...®ІГ, Азг, Апл, Kth і Kfc веде до значного підвищення працездатності спеченого твердого сплаву. Експеременти по досліджуваності межі міцності при згині були виконані по стандартним методикам згідно із ГОСТ 20019 - 74. Загальну роботу деформації та її складову частину пластичну роботу деформації визначили з діаграми навантаження - деформація, яку було одержано при випробуваннях зразків на стиск по методиці згідно ГОСТ 27034-86....
Попередній патент: Спосіб лікування неоперабельних хворих із злоякісними пухлинами прямої кишки
Наступний патент: Засіб для лікування оборотного пульпіту
Випадковий патент: Опора поворотного сидіння транспортного засобу