Гарматний ствол і спосіб його виготовлення
Номер патенту: 72837
Опубліковано: 15.04.2005
Автори: Чернов Юрій Костянтинович, Надтока Володимир Миколайович, Борисюк Михайло Дем'янович, Зайцев Віктор Іванович, Василіна Володимир Григорович, Джур Євген Олексійович
Формула / Реферат
1. Гарматний ствол, що містить на внутрішній поверхні захисне покриття з хрому, який відрізняється тим, що хром для покриття містить сумарну кількість домішок кисню, азоту і вуглецю, що не перевищує 0,05%, і рідкісноземельні метали у кількості 0,1-0,2%.
2. Спосіб виготовлення гарматного ствола, що включає розміщення хрому усередині ствола з наступним його випаровуванням і нанесенням на внутрішню поверхню, який відрізняється тим, що перед розміщенням хрому усередині ствола в нього вводять рідкісноземельні метали у кількості 0,1-0,2%, а пари хрому конденсують при зниженому атмосферному тиску, причому в області конденсації покриття парціальний тиск вуглеводнів не перевищує 1×10-6Па, а кисню й азоту не перевищує 5×10-5Па.
3. Спосіб виготовлення гарматного ствола за п. 2, який відрізняється тим, що хром випаровують електричним дуговим розрядом.
4. Спосіб виготовлення гарматного ствола за пп. 2, 3, який відрізняється тим, що нанесення покриття здійснюють на нагріту поверхню ствола, при цьому температуру ствола в процесі нанесення покриття підтримують не вище 400°С.
Текст
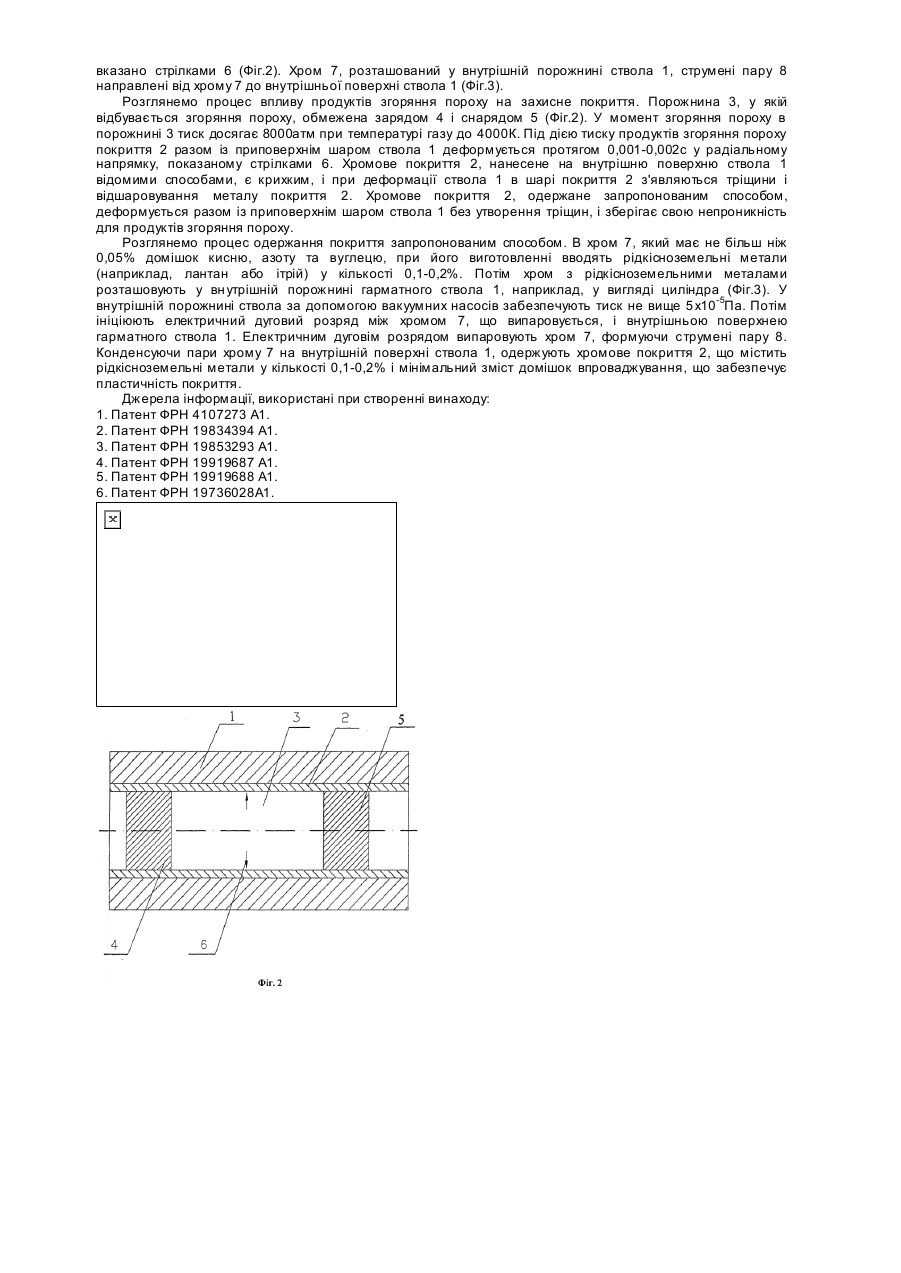
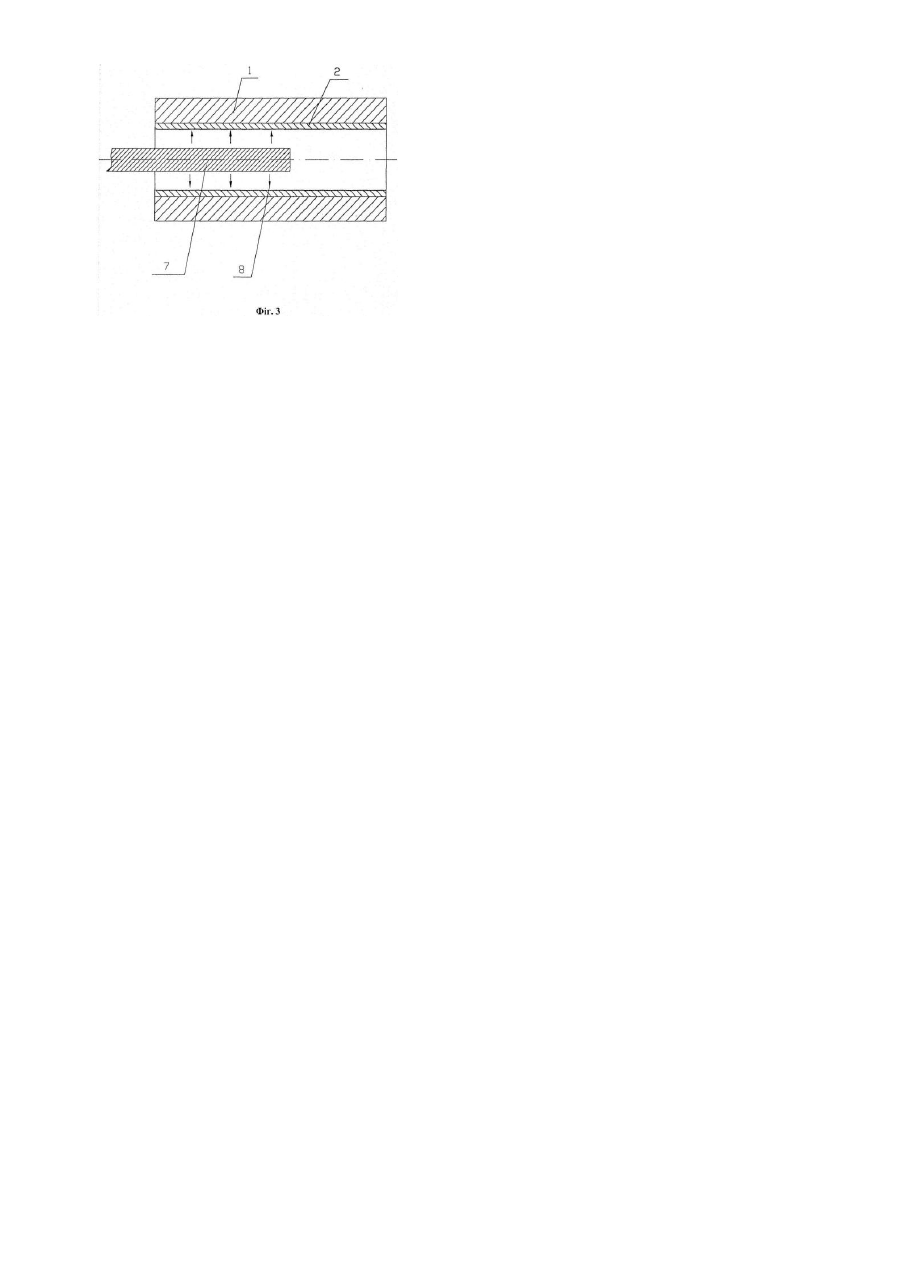
Винахід відноситься до галузі машинобудування, зокрема, до виготовлення стволів танкових гармат. Відомі гарматні стволи з розташованим на внутрішній поверхні шаром твердого хрому, що зменшує знос ствола [1, 2]. У відомих гарматних стволах використовується саме твердий хром, при цьому приймаються заходи для підвищення твердості хрому. Найближчим аналогом технічного рішення, що заявляється, є ствол по патенту [2]. На внутрішній поверхні відомого ствола розташований шар хрому, нанесений гальванічним осадженням. У шарі хрому, у процесі його нанесення, утворюється сітка тріщин. Тріщини виникають унаслідок високих напружень розтягування, обумовлених фізикою процесу гальванічного осадження хрому. Для підвищення пластичності хрому пропонується збільшити кількість тріщин для зниження частки напружень розтягування, що приходиться на окрему тріщину (псевдопластичність). Недоліком відомого технічного рішення є низька пластичність і наявність тріщин у захисному покритті. При пострілі на метал ствола і шар покриття, розташований на внутрішній поверхні, діють значні механічні навантаження, що створюють у покритті і приповерхньому шарі металу ствола ударні напруження розтягування. Покриття має високу твердість і низьку пластичність, тому під дією ударних навантажень у ньому утворюються тріщини, що відкривають доступ продуктів згоряння пороху до металу ствола. Наявність тріщин приводить до проникнення газоподібних продуктів згоряння пороху до металу ствола і його ерозії під захисним шаром, наслідком чого є відшаровування ділянок хромового покриття. В основу винаходу поставлена задача створення гарматного ствола, в якому покриття з хрому на внутрішній поверхні має необхідні властивості для підвищення живучості гарматного ствола за рахунок запобігання утворення тріщин у захисному покритті при ударних навантаженнях. Сутність винаходу полягає в тому, що на внутрішній поверхні гарматного ствола розташовано покриття з хрому, причому метал покриття містить сумарну кількість домішок кисню, азоту і вуглецю, що не перевищує 0,05%, а також будь-який рідкісноземельний метал (наприклад, лантан або ітрій) у кількості 0,10,2%. Межі величини кількості рідкісноземельних металів обумовлені наступним: зміст домішок менш 0,1% не приносить відчутного ефекту по підвищенню пластичності покриття, а зміст домішок вище 0,2% приводить до погіршення пластичності. Сумарна кількість домішок кисню, азоту та вуглецю не повинна перевищувати 0,05%, тому що при більшій кількості домішок знижується пластичність покриття. Технічний результат полягає в тому, що пластичне покриття при ударних навантаженнях деформується без утворення тріщин, зберігаючи непроникність для продуктів згоряння пороху. Для забезпечення таких властивостей покриття пропонується спосіб його одержання. Розглянемо відомі способи нанесення тугоплавких покрить на внутрішню поверхню гарматного ствола. По винаходу [1] на внутрішню поверхню ствола наносять шар твердого хрому гальванічним осадженням. Однак, гальванічне покриття є крихким і недостатньо стійким. Відомий також спосіб нанесення покриття на внутрішню поверхню ствола [3], у якому після гальванічного осадження шару твердого хрому проводять термообробку покриття з хрому шляхом його короткочасного опромінення світлом потужного лазера або потужної електричної лампи, що приводить до значного зниження твердості і до поліпшення пластичності шару хрому. Однак, підвищення пластичності шару є недостатнім, крім того, осадження покрить гальванічним методом є екологічно небезпечним процесом. Відомі також способи нанесення захисних покрить з тугоплавких металів, в яких тугоплавкий метал розташовують у вн утрішній порожнині ствола у вигляді порошку або дроту, потім плавлять його за допомогою плазми [4] чи лазера [5] і наносять на внутрішню поверхню ствола. Однак, наплавлення тугоплавкого металу погіршує механічні властивості металу гарматного ствола, тому є небажаним для нанесення покрить на гарматні стволи, які сприймають значні ударні навантаження. Найближчим аналогом технічного рішення, що заявляється, (способу виготовлення гарматного ствола) є спосіб нанесення покриття на внутрішню поверхню ствола по патенту [6]. Нанесення покриття цим способом здійснюють шляхом введення металу покриття у внутрішню порожнину ствола у вигляді дроту і випарювання металу за допомогою «вибуху дроту» при пропусканні електричного струму. При цьому способі забезпечується висока адгезія, однак покриття має значну нерівномірність по товщині і велику кількість крапель, що підвищують шорсткість покриття. В основу винаходу поставлена також задача створення способу виготовлення гарматного ствола, який забезпечив би нанесення пластичного шару хрому на вн утрішню поверхню. У запропонованому способі в хром, який містить сумарну кількість домішок кисню, азоту та вуглецю, що не перевищує 0,05%, вводять рідкісноземельні метали у кількості 0,1-0,2%, потім розташовують хром усередині ствола, випаровують його і конденсують пари хрому на внутрішню поверхню ствола в середовищі зі зниженим атмосферним тиском. При конденсації пару відбувається його взаємодія з елементами навколишнього середовища. Якщо в цьому середовищі знаходяться кисень, азот та вуглець, вони додатково поглинаються хромом, що приводить до зменшення його пластичності. Щоб запобігти появі домішок кисню, азоту та вуглецю і зв'язаному з цим зменшенням пластичності покриття, нанесення покриття здійснюють в середовищі з парціальним тиском вуглеводнів не більш 1х10-6Па, а кисню й азоту не більш 5х10-5Па. Випарюють хром електричним дуговим розрядом у вакуумі. Для запобігання відпускання металу ствола і погіршення його механічних властивостей температуру ствола в процесі нанесення покриття підтримують не вище 400°С. Технічний результат полягає в тому, що шляхом випаровування хрому, який містить домішки, які зв'язують кисень, вуглець та азот (рідкісноземельні метали), і не більше ніж 0,05% домішок кисню, азоту та вуглецю, та конденсації його пару в середовищі з парціальним тиском вуглеводнів не більш 1х10-6Па, а кисню й азоту - не більш 5х10-5Па, одержують пластичне покриття з хрому. Більш детально сутність винаходу пояснюється представленими фігурами і подальшим описом. На фігурі 1 представлений гарматний ствол з покриттям з тугоплавкого металу. На фігурі 2 представлений гарматний ствол з покриттям в момент пострілу. На фігурі 3 представлений гарматний ствол в процесі нанесення захисного покриття. На внутрішній поверхні ствола 1 розташоване захисне покриття 2 (Фіг.1). Порожнина 3, в якій здійснюється згоряння пороху, обмежена зарядом 4 і снарядом 5, напрям дії продуктів згоряння пороху вказано стрілками 6 (Фіг.2). Хром 7, розташований у внутрішній порожнині ствола 1, струмені пару 8 направлені від хрому 7 до внутрішньої поверхні ствола 1 (Фіг.3). Розглянемо процес впливу продуктів згоряння пороху на захисне покриття. Порожнина 3, у якій відбувається згоряння пороху, обмежена зарядом 4 і снарядом 5 (Фіг.2). У момент згоряння пороху в порожнині 3 тиск досягає 8000атм при температурі газу до 4000К. Під дією тиску продуктів згоряння пороху покриття 2 разом із приповерхнім шаром ствола 1 деформується протягом 0,001-0,002с у радіальному напрямку, показаному стрілками 6. Хромове покриття 2, нанесене на внутрішню поверхню ствола 1 відомими способами, є крихким, і при деформації ствола 1 в шарі покриття 2 з'являються тріщини і відшаровування металу покриття 2. Хромове покриття 2, одержане запропонованим способом, деформується разом із приповерхнім шаром ствола 1 без утворення тріщин, і зберігає свою непроникність для продуктів згоряння пороху. Розглянемо процес одержання покриття запропонованим способом. В хром 7, який має не більш ніж 0,05% домішок кисню, азоту та вуглецю, при його виготовленні вводять рідкісноземельні метали (наприклад, лантан або ітрій) у кількості 0,1-0,2%. Потім хром з рідкісноземельними металами розташовують у вн утрішній порожнині гарматного ствола 1, наприклад, у вигляді циліндра (Фіг.3). У внутрішній порожнині ствола за допомогою вакуумних насосів забезпечують тиск не вище 5 х10-5Па. Потім ініціюють електричний дуговий розряд між хромом 7, що випаровується, і внутрішньою поверхнею гарматного ствола 1. Електричним дуговім розрядом випаровують хром 7, формуючи струмені пару 8. Конденсуючи пари хрому 7 на внутрішній поверхні ствола 1, одержують хромове покриття 2, що містить рідкісноземельні метали у кількості 0,1-0,2% і мінімальний зміст домішок впроваджування, що забезпечує пластичність покриття. Джерела інформації, використані при створенні винаходу: 1. Патент ФРН 4107273 А1. 2. Патент ФРН 19834394 А1. 3. Патент ФРН 19853293 А1. 4. Патент ФРН 19919687 А1. 5. Патент ФРН 19919688 А1. 6. Патент ФРН 19736028А1.
ДивитисяДодаткова інформація
Назва патенту англійськоюGun barrel and method to make it
Автори англійськоюBorysiuk Mykhailo Dem'ianovych, Vasylina Volodymyr Hryhorovych, DZHUR Eugenie Alexeyevich, Dzhur Yevhen Oleksiiovych, Zaitsev Viktor Ivanovych, Nadtoka Vladymyr Mykolaiovych, Chernov Yurii Kostiantynovych
Назва патенту російськоюПушечный ствол и способ его изготовления
Автори російськоюБорисюк Михаил Демьянович, Василина Владимир Григорьевич, Джур Евгений Алексеевич, Зайцев Виктор Иванович, Надтока Владимир Николаевич, Чернов Юрий Константинович
МПК / Мітки
МПК: C23C 14/22, F41A 21/04
Мітки: гарматний, ствол, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/3-72837-garmatnijj-stvol-i-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Гарматний ствол і спосіб його виготовлення</a>
Гарматний ствол і спосіб його виготовлення

Номер патенту: 72351
Опубліковано: 15.02.2005
Автори: Зайцев Віктор Іванович, Конюхов Станіслав Миколайович, Надтока Володимир Миколайович, Василіна Володимир Григорович
МПК: F41A 21/02
Мітки: гарматний, виготовлення, спосіб, ствол
Формула / Реферат:
1. Гарматний ствол, що містить на внутрішній поверхні захисне покриття з тугоплавкого металу, який відрізняється тим, що поріг холодноламкості металу покриття лежить в інтервалі температур від мінус 200°С до плюс 20°С.2. Гарматний ствол за п.1, який відрізняється тим, що як тугоплавкий метал використаний молібден, ніобій, хром або вольфрам.3. Гарматний ствол за пп. 1, 2, який відрізняється, тим, що розмір зерна металу покриття...
Ствол зброї

Номер патенту: 1839
Опубліковано: 16.06.2003
Автор: Богданов Олексій Ілліч
МПК: F41A 21/00, F41C 3/14
Формула / Реферат:
1. Ствол зброї, що виконаний у формі циліндричної трубки, і має патронник для розміщення патрона, ділянку посадки для сполучення з пістолетною рамкою і робочу ділянку ствола по каналу якої рухається куля при пострілі, який відрізняється тим, що зовнішній діаметр ствола (dз.ст.пос.) ділянки посадки для сполучення з пістолетною рамкою по відношенню до зовнішнього діаметра гільзи патрона (dз.г.п.) вибраний у такому...
Заготовка для ствола вогнепальної зброї, спосіб її виготовлення та ствол вогнепальної зброї
Номер патенту: 58628
Опубліковано: 15.08.2003
Автор: Біллгрен Пер
МПК: B22F 3/17, F41A 21/00, C21D 8/10, B22F 5/00
Мітки: виготовлення, заготовка, ствол, вогнепальної, ствола, спосіб, зброї
Формула / Реферат:
1. Заготовка для ствола вогнепальної зброї, виготовлена з стального стержня, яка відрізняється тим, що стержень неодноразово скручений навколо своєї подовжньої осі за одну або більше робочих операцій у нагрітому стані.2. Заготовка за п. 1, яка відрізняється тим, що стержень скручений навколо своєї подовжньої осі під кутом скручування 45 - 90°, краще 60 - 88° і найкраще 75 - 87°.3. Заготовка за п. 1 або 2, яка відрізняється тим,...
Каталізатор для виготовлення вінілацетату, який містить рафіновані від домішок паладій, мідь та золото (варіанти), та спосіб його приготування

Номер патенту: 69409
Опубліковано: 15.09.2004
Автор: Ванг Тао
МПК: C07C 67/055, B01J 23/48, C07C 69/15, B01J 23/89
Мітки: домішок, виготовлення, рафіновані, варіанти, містить, мідь, вінілацетату, спосіб, золотої, каталізатор, паладій, приготування
Формула / Реферат:
1. Каталізатор, призначений для виготовлення вінілацетату шляхом реакції етилену, кисню та оцтової кислоти, який включає пористу основу, на пористу поверхню котрої нанесені ефективні для каталізу кількості рафінованих від домішок міді, паладію та золота, причому процес приготування згаданого каталізатора підрозділяють на декілька стадій, таких, як покривання згаданої основи водонерозчинною сполукою міді, утворення на попередньо покритій міддю...
Каталізатор для виготовлення вінілацетату, який містить очищені від домішок паладій, мідь та золото, а також його приготування (варіанти)

Номер патенту: 68378
Опубліковано: 16.08.2004
Автор: Ванг Тао
МПК: C07C 67/055, B01J 23/89, B01J 37/02, B01J 35/00
Мітки: вінілацетату, мідь, каталізатор, виготовлення, паладій, приготування, очищені, золотої, також, містить, домішок, варіанти
Формула / Реферат:
1. Каталізатор, призначений для виготовлення вінілацетату шляхом реакції етилену, кисню та оцтової кислоти, який включає пористу основу, на пористу поверхню котрої нанесено ефективні для каталізу кількості рафінованих від домішок паладію, золота та міді, приготований просочуванням згаданої основи, пористі поверхні котрої містять ефективні для каталізу кількості попередньо відновлених рафінованих від домішок паладію та міді, розчином аурату...
Попередній патент: Бур’яноочисник для буряків
Наступний патент: Тепловий насос
Випадковий патент: Пристрій для шинкування капусти