Заготовка для ствола вогнепальної зброї, спосіб її виготовлення та ствол вогнепальної зброї
Формула / Реферат
1. Заготовка для ствола вогнепальної зброї, виготовлена з стального стержня, яка відрізняється тим, що стержень неодноразово скручений навколо своєї подовжньої осі за одну або більше робочих операцій у нагрітому стані.
2. Заготовка за п. 1, яка відрізняється тим, що стержень скручений навколо своєї подовжньої осі під кутом скручування 45 - 90°, краще 60 - 88° і найкраще 75 - 87°.
3. Заготовка за п. 1 або 2, яка відрізняється тим, що стержень виготовлений за технологією порошкової металургії і переважно стержень виконаний з сталевого матеріалу, виготовленого методами порошкової металургії.
4. Заготовка за будь-яким з попередніх пунктів, яка відрізняється тим, що стержень виконаний з компаундного матеріалу, в якому перший шар головним чином є зносостійким сталевим матеріалом і розташований у центрі або поблизу центральної частини стержня, а другий шар головним чином є міцним сталевим матеріалом і розташований за межами центральної частини стержня і/або на периферії стержня.
5. Заготовка за будь-яким з попередніх пунктів, яка відрізняється тим, що стержень виготовлений щонайменше з двох сталевих матеріалів різного хімічного складу, з яких щонайменше один виготовлений з порошку, і які оброблені таким чином, що формують тверде тіло, і це тверде тіло піддане дії пластичної механічної обробки для формування вказаного стержня, причому ці два сталеві матеріали з різним хімічним складом вибрані такими, щоб було можливо їх протравити, досягнувши різних результатів травлення, щоб кінцева заготовка або кінцевий ствол вогнепальної зброї мав декоративний поверхневий візерунок від травлення.
6. Заготовка за п. 5, яка відрізняється тим, що перший, головним чином зносостійкий стальний матеріал розташований в або навколо центральної частини стержня, а другий, головним чином міцний сталевий матеріал розташований за межами центральної частини стержня і/або на периферії стержня, причому вказаний другий сталевий матеріал переважно розташований так, що є переміжним з третім сталевим матеріалом або з матеріалом такого самого типу, як вказаний перший сталевий матеріал, завдяки чому щонайменше вказаний другий і третій (або перший) сталеві матеріали вибрані такими, що мають хімічні склади, які дозволяють їм бути протравленими з різними результатами травлення так, щоб кінцева заготовка або кінцевий ствол вогнепальної зброї мав декоративний поверхневий візерунок від травлення.
7. Спосіб виготовлення ствола вогнепальної зброї з сталевого стержня, який відрізняється тим, що сталевий стержень скручують за одну або більше робочих операцій у нагрітому стані навколо його власної подовжньої осі відповідно під кутом скручування 45 - 90°, краще 60 - 88°, найкраще 75 - 87°, після чого стержень свердлять або прошивають вздовж його подовжньої осі.
8. Спосіб за п. 7, який відрізняється тим, що виконують щонайменше дві робочі операції у нагрітому стані, при яких стержень скручують, дозволяючи стержневому матеріалу принаймні частково рекристалізуватися між операціями.
9. Спосіб за п. 7, який відрізняється тим, що скручування виконують за одну робочу операцію в нагрітому стані, при цьому скручування виконують повільно.
10. Ствол вогнепальної зброї, який відрізняється тим, що він виконаний з заготовки за будь-яким одним з пунктів 1 - 6.
Текст
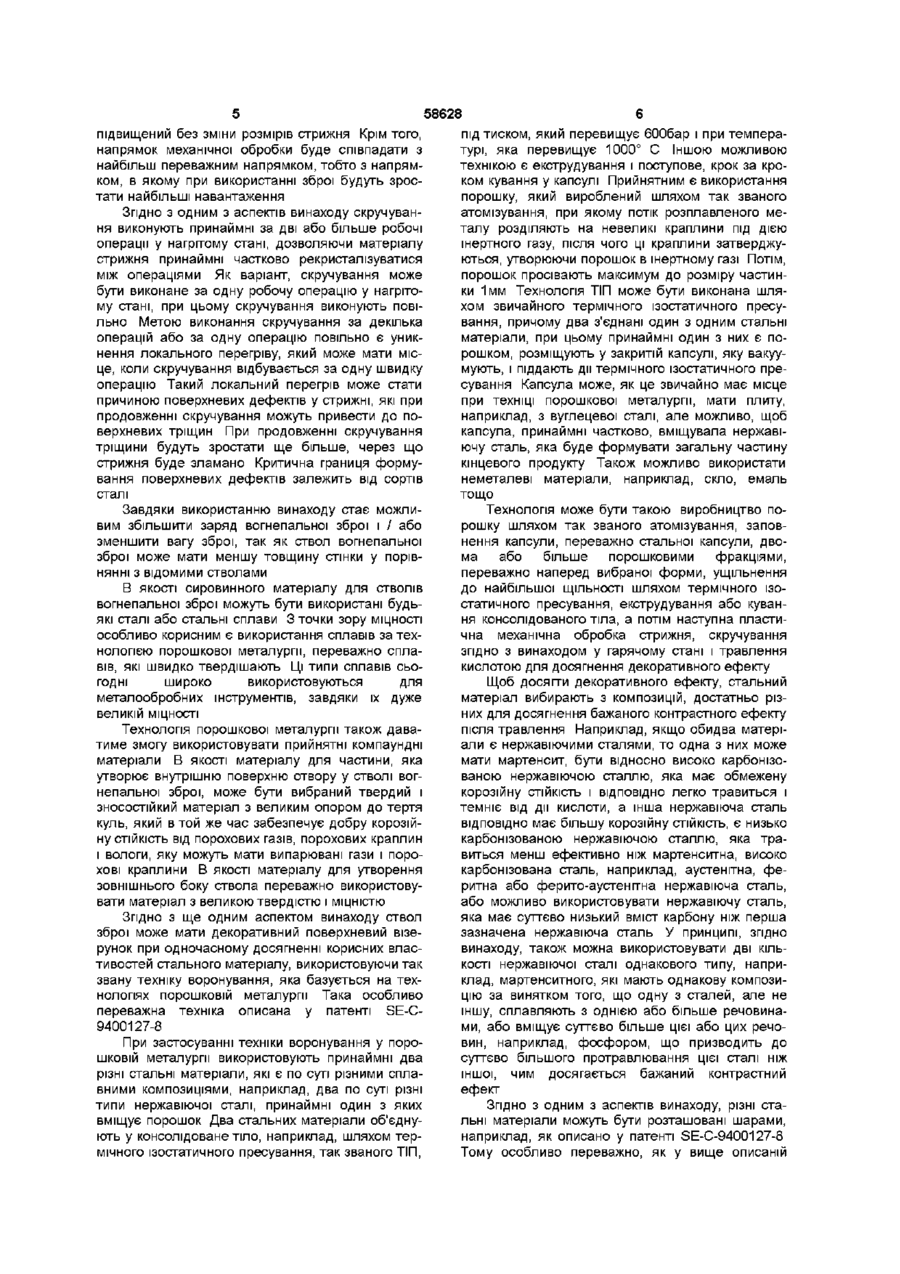
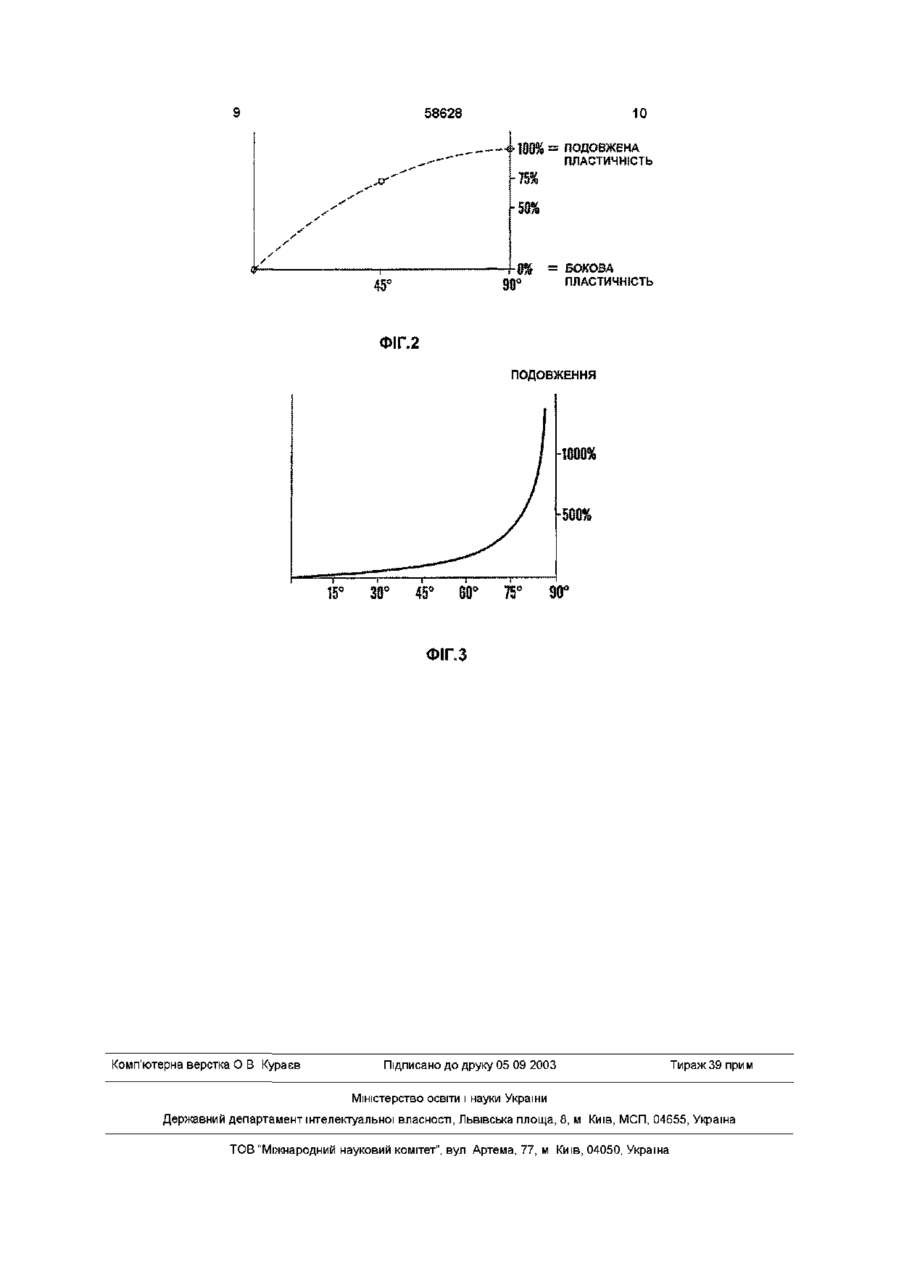
1 Заготовка для ствола вогнепальної зброї, виготовлена з стального стержня, яка відрізняється тим, що стержень неодноразово скручений навколо своєї подовжньої осі за одну або більше робочих операцій у нагрітому стані 2 Заготовка за п 1, яка відрізняється тим, що стержень скручений навколо своєї подовжньої осі під кутом скручування 45 - 90°, краще 60 - 88° і найкраще 75 - 87° 3 Заготовка за п 1 або 2, яка відрізняється тим, що стержень виготовлений за технологією порошкової металургії і переважно стержень виконаний з сталевого матеріалу, виготовленого методами порошкової металургії 4 Заготовка за будь-яким з попередніх пунктів, яка відрізняється тим, що стержень виконаний з компаундного матеріалу, в якому перший шар головним чином є зносостійким сталевим матеріалом і розташований у центрі або поблизу центральної частини стержня, а другий шар головним чином є міцним сталевим матеріалом і розташований за межами центральної частини стержня і/або на периферії стержня 5 Заготовка за будь-яким з попередніх пунктів, яка відрізняється тим, що стержень виготовлений щонайменше з двох сталевих матеріалів різного ХІМІЧНОГО складу, з яких щонайменше один виготовлений з порошку, і які оброблені таким чином, що формують тверде тіло, і це тверде тіло піддане дії пластичної механічної обробки для формування вказаного стержня, причому ці два сталеві матеріали з різним ХІМІЧНИМ складом вибрані такими, щоб було можливо їх протравити, досягнувши різних результатів травлення, щоб кінцева заготовка або кінцевий ствол вогнепальної зброї мав декоративний поверхневий візерунок від травлення 6 Заготовка за п 5, яка відрізняється тим, що перший, головним чином зносостійкий стальний матеріал розташований в або навколо центральної частини стержня, а другий, головним чином міцний сталевий матеріал розташований за межами центральної частини стержня і/або на периферії стержня, причому вказаний другий сталевий матеріал переважно розташований так, що є переміжним з третім сталевим матеріалом або з матеріалом такого самого типу, як вказаний перший сталевий матеріал, завдяки чому щонайменше вказаний другий і третій (або перший) сталеві матеріали вибрані такими, що мають ХІМІЧНІ склади, які дозволяють їм бути протравленими з різними результатами травлення так, щоб кінцева заготовка або кінцевий ствол вогнепальної зброї мав декоративний поверхневий візерунок від травлення 7 Спосіб виготовлення ствола вогнепальної зброї з сталевого стержня, який відрізняється тим, що сталевий стержень скручують за одну або більше робочих операцій у нагрітому стані навколо його власної подовжньої осі ВІДПОВІДНО ПІД кутом скручування 45 - 90°, краще 60 - 88°, найкраще 75 87°, після чого стержень свердлять або прошивають вздовж його подовжньої осі 8 Спосіб за п 7, який відрізняється тим, що виконують щонайменше дві робочі операції у нагрітому стані, при яких стержень скручують, дозволяючи стержневому матеріалу принаймні частково рекристалізуватися між операціями 9 Спосіб за п 7, який відрізняється тим, що скручування виконують за одну робочу операцію в нагрітому стані, при цьому скручування виконують повільно 10 Ствол вогнепальної зброї, який відрізняється тим, що він виконаний з заготовки за будь-яким одним з пунктів 1 - 6 о 0 0 (О 00 Ю 58628 Винахід стосується заготовки ствола вогнепальної зброї, виготовленої з металевого стриженя Крім того, винахід стосується способу виготовлення ствола вогнепальної зброї та власне самого ствола вогнепальної зброї Поняття ствол вогнепальної зброї також включає і стволи гармат Винахід можна застосовувати до усіх типів вогнепальної зброї, наприклад, ручної, напівавтоматичної або автоматичної малої зброї, гармат, тощо, але в першу чергу до гладких стволів дробовиків Відомо, ЩО СТВОЛИ вогнепальної зброї, наприклад, нарізної, гладкоствольної, автоматичної і напівавтоматичної зброї, гармат, тощо, звичайно виготовляють з заготовок, що є катаними або кованими стальними стрижнями, які розсвердлюють для утворення отвору Одним з важливих аспектів виготовлення стволів вогнепальної зброї є досягнення відповідної МІЦНІСТЬ, особливо при пострілах Таким чином, ствол повинен мати адекватну товщину стінки, щоб витримувати напругу розтягнення, яка з'являється під час вибуху заряду Необхідна товщина стінки призводить до збільшення маси зброї, що в свою чергу підвищує вартість і / або створює труднощі при маніпулюванні зброєю Одним з недоліків відомих стволів вогнепальної зброї є те, що їх виготовляють з стрижневого матеріалу, який після катання / кування набуває найкращих механічних властивостей у подовжньому напрямку стрижня Звичайно, МІЦНІСТЬ ВІД утомленості, величина надрізу зразка і пластичність збільшуються на 20 - 50% у подовжньому напрямку ніж у боковому В основному це є наслідком орієнтування і фракційного ефекту неметалевих включень При виробництві стрижневого матеріалу його по суті подовжують у подовжньому напрямку, завдяки чому включення також подовжуються у тому ж напрямку Таким чином, у включеннях будуть з'являтися поверхні, які є суттєво більші у боковому напрямку, порівняно з подовжнім напрямком, завдяки чому МІЦНІСТЬ ВІД утомленості, величина надрізу зразка і пластичність будуть нижчими у боковому напрямку у порівнянні з ПОДОВЖНІМ При використанні ствола вогнепальної зброї, тобто коли стріляють з вогнепальної зброї, від внутрішнього надмірного тиску, величина якого у стволі досягає 3500бар, буде виникати напруга розтягування Розподіл напруг буде принципово таким, як у циліндричній судині, яка знаходиться під тиском, а різниця буде в тому, що зусилля у подовжньому напрямку сприймаються затвором і кулею або дробом Власно у стволі ніяких суттєвих напруг у подовжньому напрямку на буде виникати, в той час як у тангенціальному напрямку навколо ствола напруга розтягнення буде великою Тому, основним недоліком відомих стволів є те, що вони виявляють нижчі механічні властивості у боковому /тангенціальному напрямку ніж у подовжньому Багато зусиль прикладають у цій галузі техніки для підвищення величини заряду вогнепальної зброї при одночасному зменшенні ваги Другим недоліком відомих стволів дробовиків є те, що вони мають низький опір зносу або твердість у отворі, маючи на увазі рішення певних кра їн щодо заміни дробі з свинцю на дріб з заліза для певних видів полювання За винаходом вищезгадані проблеми вирішуються заготовкою для ствола вогнепальної зброї за пунктом 1 формули винаходу, У винаході вищезгадані проблеми вирішуються тим, що згідно з пунктом 1 формули винаходу стальний стрижень є декілька разів скрученим навколо власної подовжньої осі ВІДПОВІДНО за одну або більше робочих операцій у нагрітому стані Після термообробки скручений стрижень стає заготовкою для ствола вогнепальної зброї і може бути ВІДПОВІДНО підданий свердленню або прошиванню для отримання отвору і, не обов'язково, може бути підданий подальшій обробці Згідно З ОДНИМ аспектом винаходу стрижень скручений навколо власної подовжньої осі під спіральним кутом / кутом скручування 45 - 90°, переважно 60 - 88° і переважніше 75 - 87° Скручування може виконуватися автоматично або вручну При скручуванні за винаходом включення будуть роздроблюватися на більшу КІЛЬКІСТЬ але невеликих частин Включення, які до скручування були в основному зорієнтовані у подовжньому напрямку стрижня, будуть замість того зорієнтовані тангенціальне навколо стрижня, головним чином по його периферії Тому, включення не будуть являтися носіями тріщин при дії тангенціальних напруг розтягнення, які зростають під час вибуху у стволі вогнепальної зброї, виготовленої з стрижня, у порівнянні з тим, коли включення були зорієнтовані у подовжньому напрямку стрижня В'язкість і границя утомленості стрижня ВІДПОВІДНО зростають у тангенціальному або боковому напрямку, коли стрижень скручений ВІДПОВІДНО до винаходу Той факт, що орієнтація включень буде більш тангенціальною на периферії є перевагою, так як напруги розтягнення є найбільш великими там Згідно З ІНШИМ аспектом винаходу, після скручування за винаходом гранична МІЦНІСТЬ на розрив стрижня може зрости приблизно на 1 - 5%, пластичність (поверхня усадки) може зрости приблизно на 20 - 550%, величина ударної в'язкості зразка з надрізом може зрости приблизно на 20 - 300% і МІЦНІСТЬ від утомленості може зрости приблизно на ЗО - 50%, причому ці величини зростають у боковому напрямку і відносяться до звичайно термооброблених сталей для гладкоствольної зброї На граничну МІЦНІСТЬ, на розрив і границю текучості можна додатково впливати термообробкою після скручування Після скручування створюється краща можливість термообробки сталі для підвищення твердості і МІЦНОСТІ, окрім матеріалів, здатних до хрупкості, при кращій в'язкості Альтернативно, можуть бути вибрані більш тверді і МІЦНІ сплави Таке зростання МІЦНОСТІ призводить до підвищення ЗНОСОСТІЙКОСТІ, а також може використовуватися для зменшення маси вогнепальної зброї при виробництві у зв'язку з зменшенням товщини СТІНОК СТВОЛІВ Крім того, взагалі відомо, що сталь буде ставати тим більш в'язкою і міцною, чим більша ступінь обробки Шляхом скручування за винаходом ступінь пластичної механічної обробки може бути 58628 підвищений без зміни розмірів стрижня Крім того, напрямок механічної обробки буде співпадати з найбільш переважним напрямком, тобто з напрямком, в якому при використанні зброї будуть зростати найбільші навантаження Згідно З ОДНИМ З аспектів винаходу скручування виконують принаймні за дві або більше робочі операції у нагрітому стані, дозволяючи матеріалу стрижня принаймні частково рекристалізуватися між операціями Як варіант, скручування може бути виконане за одну робочу операцію у нагрітому стані, при цьому скручування виконують повільно Метою виконання скручування за декілька операцій або за одну операцію повільно є уникнення локального перегріву, який може мати місце, коли скручування відбувається за одну швидку операцію Такий локальний перегрів може стати причиною поверхневих дефектів у стрижні, які при продовженні скручування можуть привести до поверхневих тріщин При продовженні скручування тріщини будуть зростати ще більше, через що стрижня буде зламано Критична границя формування поверхневих дефектів залежить від сортів сталі під тиском, який перевищує бООбар і при температурі, яка перевищує 1000° С Іншою можливою технікою є екструдування і поступове, крок за кроком кування у капсулі Прийнятним є використання порошку, який вироблений шляхом так званого атомізування, при якому потік розплавленого металу розділяють на невеликі краплини під дією інертного газу, після чого ці краплини затверджуються, утворюючи порошок в інертному газі Потім, порошок просівають максимум до розміру частинки 1мм Технологія ТІП може бути виконана шляхом звичайного термічного ізостатичного пресування, причому два з'єднані один з одним стальні матеріали, при цьому принаймні один з них є порошком, розміщують у закритій капсулі, яку вакуумують, і піддають дії термічного ізостатичного пресування Капсула може, як це звичайно має місце при техніці порошкової металурги, мати плиту, наприклад, з вуглецевої сталі, але можливо, щоб капсула, принаймні частково, вміщувала нержавіючу сталь, яка буде формувати загальну частину кінцевого продукту Також можливо використати неметалеві матеріали, наприклад, скло, емаль тощо Завдяки використанню винаходу стає можливим збільшити заряд вогнепальної зброї і / або зменшити вагу зброї, так як ствол вогнепальної зброї може мати меншу товщину стінки у порівнянні з відомими стволами В якості сировинного матеріалу для стволів вогнепальної зброї можуть бути використані будьякі сталі або стальні сплави 3 точки зору МІЦНОСТІ особливо корисним є використання сплавів за технологією порошкової металурги, переважно сплавів, які швидко твердішають Ці типи сплавів сьогодні широко використовуються для металообробних інструментів, завдяки їх дуже Технологія може бути такою виробництво порошку шляхом так званого атомізування, заповнення капсули, переважно стальної капсули, двома або більше порошковими фракціями, переважно наперед вибраної форми, ущільнення до найбільшої ЩІЛЬНОСТІ шляхом термічного ізостатичного пресування, екструдування або кування консолідованого тіла, а потім наступна пластична механічна обробка стрижня, скручування згідно з винаходом у гарячому стані і травлення кислотою для досягнення декоративного ефекту Щоб досягти декоративного ефекту, стальний матеріал вибирають з композицій, достатньо різних для досягнення бажаного контрастного ефекту після травлення Наприклад, якщо обидва матеріали є нержавіючими сталями, то одна з них може мати мартенсит, бути відносно високо карбонізованою нержавіючою сталлю, яка має обмежену корозійну СТІЙКІСТЬ і ВІДПОВІДНО легко травиться і темніє від дії кислоти, а інша нержавіюча сталь великій МІЦНОСТІ Технологія порошкової металургії також даватиме змогу використовувати прийнятні компаундні матеріали В якості матеріалу для частини, яка утворює внутрішню поверхню отвору у стволі вогнепальної зброї, може бути вибраний твердий і зносостійкий матеріал з великим опором до тертя куль, який в той же час забезпечує добру корозійну СТІЙКІСТЬ від порохових газів, порохових краплин і вологи, яку можуть мати випарювані гази і порохові краплини В якості матеріалу для утворення зовнішнього боку ствола переважно використовувати матеріал з великою твердістю і МІЦНІСТЮ ЗГІДНО З ще одним аспектом винаходу ствол зброї може мати декоративний поверхневий візерунок при одночасному досягненні корисних властивостей стального матеріалу, використовуючи так звану техніку воронування, яка базується на технологіях порошковій металургії Така особливо переважна техніка описана у патенті SE-C9400127-8 При застосуванні техніки воронування у порошковій металургії використовують принаймні два різні стальні матеріали, які є по суті різними сплавними композиціями, наприклад, два по суті різні типи нержавіючої сталі, принаймні один з яких вміщує порошок Два стальних матеріали об'єднують у консолідоване тіло, наприклад, шляхом термічного ізостатичного пресування, так званого ТІП, ВІДПОВІДНО має більшу корозійну СТІЙКІСТЬ, Є НИЗЬКО карбонізованою нержавіючою сталлю, яка травиться менш ефективно ніж мартенситна, високо карбонізована сталь, наприклад, аустенітна, феритна або ферито-аустенітна нержавіюча сталь, або можливо використовувати нержавіючу сталь, яка має суттєво низький вміст карбону ніж перша зазначена нержавіюча сталь У принципі, згідно винаходу, також можна використовувати дві КІЛЬКОСТІ нержавіючої сталі однакового типу, наприклад, мартенситного, які мають однакову композицію за винятком того, що одну з сталей, але не іншу, сплавляють з однією або більше речовинами, або вміщує суттєво більше цієї або цих речовин, наприклад, фосфором, що призводить до суттєво більшого протравлювання цієї сталі ніж іншої, чим досягається бажаний контрастний ефект Згідно З ОДНИМ З аспектів винаходу, різні стальні матеріали можуть бути розташовані шарами, наприклад, як описано у патенті SE-C-9400127-8 Тому особливо переважно, як у вище описаній 58628 техніці, розташувати зносостійкий або твердий стальний матеріал, як однорідну серцевину, вздовж подовжньої осі стрижня, а шари двох або більше стальних матеріалів назовні цієї серцевини, причому ці ЗОВНІШНІ стальні матеріали є носіями основної МІЦНОСТІ Також можливо розташувати шари різних стальних матеріалів більш або менш концентричними кільцями Крім того, різні стальні матеріали можуть бути розташовані відносно один одного так, що один або більше стальних матеріалів створюють пасми або ІНШІ просторові зони у іншому стальному матеріалі РІЗНІ стальні матеріали можуть бути вибрані так, щоб при різних використаннях давати бажані властивості щодо МІЦНОСТІ, ЗНОСОСТІЙКОСТІ, твердості, в'язкості ТОЩО, у різних частинах стрижня Щодо техніки воронування, то скручування стрижня, з якого виготовляють заготовку для ствола вогнепальної зброї, буде призводити до зміни поверхневого візерунку ствола вогнепальної зброї Наприклад, може бути виготовлений ствол з спіральним поверхневим візерунком, або з комбінацією випадкового або вибраного візерунка з спіральним Перелік Фігур Як покращуються механічні властивості ствола вогнепальної зброї при використанні винаходу, показано далі, як приклад, з посиланнями на креслення, де на Фіг 1 показаний графік залежності КІЛЬКІСТЬ скручуючих оборотів 30-ти міліметрового стрижня від потрібного кута скручування, Фіг,2 показаний графік залежності зростання пластичності у тангенціальному напрямку для стрижня на фіг 1, 8 Фіг 3 показаний графік залежності ступеня подовження від кута скручування Приклад стосується 30-ти міліметрового круглого стрижня з термообробленої сталі, яку звичайно використовують для гладкоствольної зброї На фіг 1 показано, яку потрібно виконати КІЛЬКІСТЬ скручувань на метрі для досягнення даного бажаного кута скручування / кута спіралі На фіг 2 показано, як зростає пластичність у тангенціальному напрямку в залежності від кута скручування Очікується, що зростання інших механічних властивостей має такий же характер, але в інших ступенях ніж у вищеописаному прикладі На фіг 3 показано ступінь обробки, виміряна у процентах тангенціального подовження на периферії стрижня, яку досягають при скручуванні, в залежності від кута скручування Така підвищена ступінь обробки призводять до додаткового подовження включень, а тому додатково покращує механічні властивості ствола вогнепальної зброї' З графіків на фіг 2 і 3 можна бачити, що значне подовження і покращення механічних властивостей досягається вже при куті скручування 45°, і, що при додатковому збільшенні кута скручування можна досягти ще кращих результатів При зростанні кута скручування до 85° матеріал подовжується на периферії до 1000% Це означає, що у 30ти міліметровому стрижні, який скручений згідно з винаходом до 85%, механічні властивості у напрямку спіралі будуть відповідати властивостям у подовжньому напрямку 10-ти міліметрового стрижня Винахід не обмежений описаними втіленнями і може мати ІНШІ втілення в межах формули винаходу СКРУЧУЮЧІ ОБОРОТИ/МЕТР 200 -150 -100 -50 1015° 30° 45° 60° КУТ СКРУЧУВАННЯ ФІГ.1 75° 90° 10 58628 ПОДОВЖЕНА ПЛАСТИЧНІСТЬ -75% БОКОВА ПЛАСТИЧНІСТЬ 45е ФІГ.2 ПОДОВЖЕННЯ W 30° 45 ° 90 е ФІГ.З Комп'ютерна верстка О В Кураєв Підписано до друку 05 09 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюBillet for barrel of fire-arms, method of its production and barrel of fire-arms
Автори англійськоюBILLGREN Per
Назва патенту російськоюЗаготовка для ствола огнестрельного оружия, способ ее изготовления и ствол огнестрельного оружия
Автори російськоюБИЛЛГРЕН Пер
МПК / Мітки
МПК: B22F 5/00, B22F 3/17, F41A 21/00, C21D 8/10
Мітки: спосіб, виготовлення, ствол, ствола, заготовка, вогнепальної, зброї
Код посилання
<a href="https://ua.patents.su/5-58628-zagotovka-dlya-stvola-vognepalno-zbro-sposib-vigotovlennya-ta-stvol-vognepalno-zbro.html" target="_blank" rel="follow" title="База патентів України">Заготовка для ствола вогнепальної зброї, спосіб її виготовлення та ствол вогнепальної зброї</a>
Спосіб виготовлення зносостійкого ствола вогнепальної зброї
Номер патенту: 35271
Опубліковано: 16.07.2001
Автори: Александров Сергій Миколайович, Зозуля Володимир Леонідович, Нікітін Ігор Володимирович, Зозуля Сергій Леонідович, Гамідов Ельмін Аббас-огли
МПК: C23C 24/00, F41A 21/22, F41A 21/02
Мітки: ствола, зносостійкого, виготовлення, спосіб, зброї, вогнепальної
Формула / Реферат:
1. Спосіб виготовлення зносостійкого ствола вогнепальної зброї, який включає попереднє очищення та обробку ствола ультрадисперсним порошком, який відрізняється тим, що обробку ультрадисперсним порошком або сумішшю ультрадисперсного порошку та технологічного середовища виконують перед кожним пострілом серії, яка включає не менше, ніж 3-5 пострілів шляхом нанесення на зовнішню поверхню кожного снаряда та внутрішню поверхню ствола...
Ствол зброї

Номер патенту: 1839
Опубліковано: 16.06.2003
Автор: Богданов Олексій Ілліч
МПК: F41A 21/00, F41C 3/14
Формула / Реферат:
1. Ствол зброї, що виконаний у формі циліндричної трубки, і має патронник для розміщення патрона, ділянку посадки для сполучення з пістолетною рамкою і робочу ділянку ствола по каналу якої рухається куля при пострілі, який відрізняється тим, що зовнішній діаметр ствола (dз.ст.пос.) ділянки посадки для сполучення з пістолетною рамкою по відношенню до зовнішнього діаметра гільзи патрона (dз.г.п.) вибраний у такому...
Пристрій для прискорення перезарядження ручної автоматичної вогнепальної зброї
Номер патенту: 57180
Опубліковано: 16.06.2003
Автори: Кондратьєв Ярослав Юрійович, Большаков Вадим Натанович, Голуб Юрій Миколайович, Садченко Олександр Олексійович, Жаріков Юрій Федорович, Крачковський Володимир Сергійович, Орлов Юрій Юрійович
МПК: F41A 7/00
Мітки: вогнепальної, прискорення, автоматичної, ручної, зброї, перезарядження, пристрій
Формула / Реферат:
Пристрій для прискорення перезарядження ручної автоматичної вогнепальної зброї, який складається з рухомого елемента - цівки і засобу для кріплення, який відрізняється тим, що рухомий елемент виконаний у вигляді скоби з упорами.
Ствол зброї для стрільби кулями з пружнодеформуємого матеріалу
Номер патенту: 33526
Опубліковано: 15.02.2001
Автор: Черенков Анатолій Михайлович
МПК: F41A 21/00
Мітки: зброї, ствол, пружнодеформуємого, стрільби, матеріалу, кулями
Текст:
...які наприклад крім кулі з пружнодеформуємого матеріалу мають металеві кулі, чи щось інше, обмежувач не пропускає такі металеві елементи, чи рікошетом гасить їх швидкість. І тим самим вони стають безпечними. з Те, що обмежувач виконаний у вигляді монолітної пластини з виступом, яка змонтована у додатковому отворі, виконаному у стволі, і те що виступ обмежувача виконаний у вигляді сегменту - забезпечує мінімізацію конструкції...
Ствол зброї
Номер патенту: 54237
Опубліковано: 17.02.2003
Автор: Баранов Дмитро Степанович
МПК: F41A 21/00
Формула / Реферат:
1. Ствол зброї, виконаний у формі циліндра з подовжніми рядами отворів, заряджений боєприпасом, який включає кулю, який відрізняється тим, що він обладнаний пристроєм герметизації отворів, який утворює в місцях розташування отворів гнізда, при цьому у кожному гнізді установлений пороховий заряд, з'єднаний за допомогою підведеного до нього електричного ланцюга з джерелом електричного живлення через контакт, який розташований за пороховим...
Попередній патент: 1-адамантилетилокси-3-діалкіламіно-2-пропанол гідрохлориди, які виявляють ноотропну дію
Наступний патент: Батарея рулонних акумуляторів
Випадковий патент: Протипаразитарний препарат для безголкового введення, що містить авермектини