Пристрій для левітаційного точіння циліндричних оболонок
Формула / Реферат
1. Пристрій для левітаційного точіння циліндричних оболонок, який містить фланцевий корпус, консольно встановлений внутрішній статор з радіальною опорою і осьовим левітуючим газомагнітним упором для оболонки, що обробляється, а також рухомі в осьовому напрямку зовнішні статори автономних дугоподібних асинхронних двигунів з осердями і багатофазними обмотками, який відрізняється тим, що в зазорах між осердями зовнішнього статора, через один, встановлені повітропідвідні коробки, на повернених до оболонки, що обробляється, поверхнях яких виконані зачинені поздовжні кармани з отворами в центральній частині для підведення стисненого повітря в радіальний зазор між полюсними наконечниками і оболонкою, а торцеві поверхні мають штуцери, які розміщені в отворах повітророзподільних коробок, розташованих всередині корпуса зовнішнього статора, при цьому полюсні наконечники осердь статора утворюють з повітропідвідними коробками, що знаходяться між ними, дугоподібну аеростатичну опору.
2. Пристрій для левітаційного точіння за п. 1, який відрізняється тим, що статори дугоподібних двигунів розміщені симетрично по відношенню один до одного і до лініїдії радіальної складової сили різання, при цьому один з них розташований безпосередньо на ній.
Текст
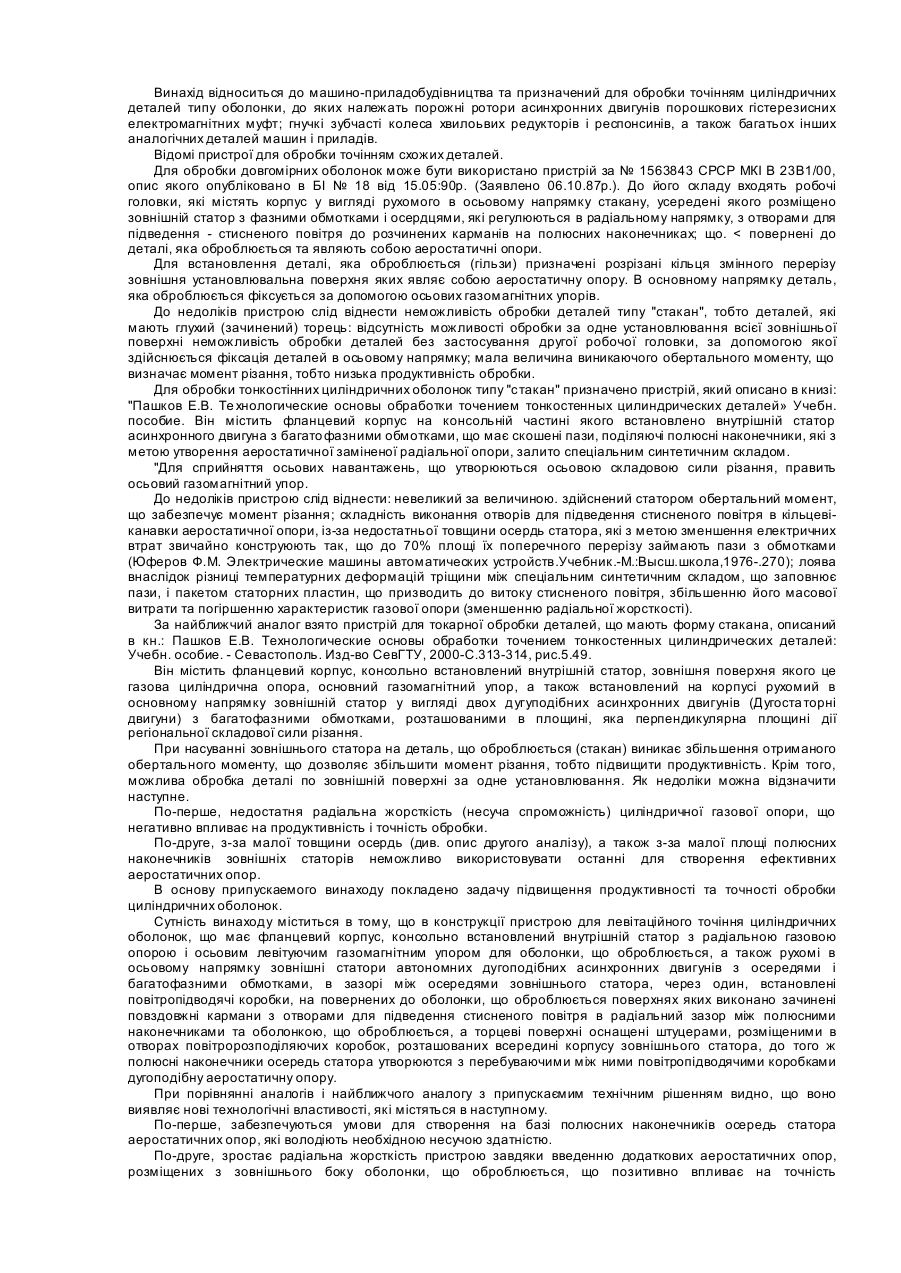
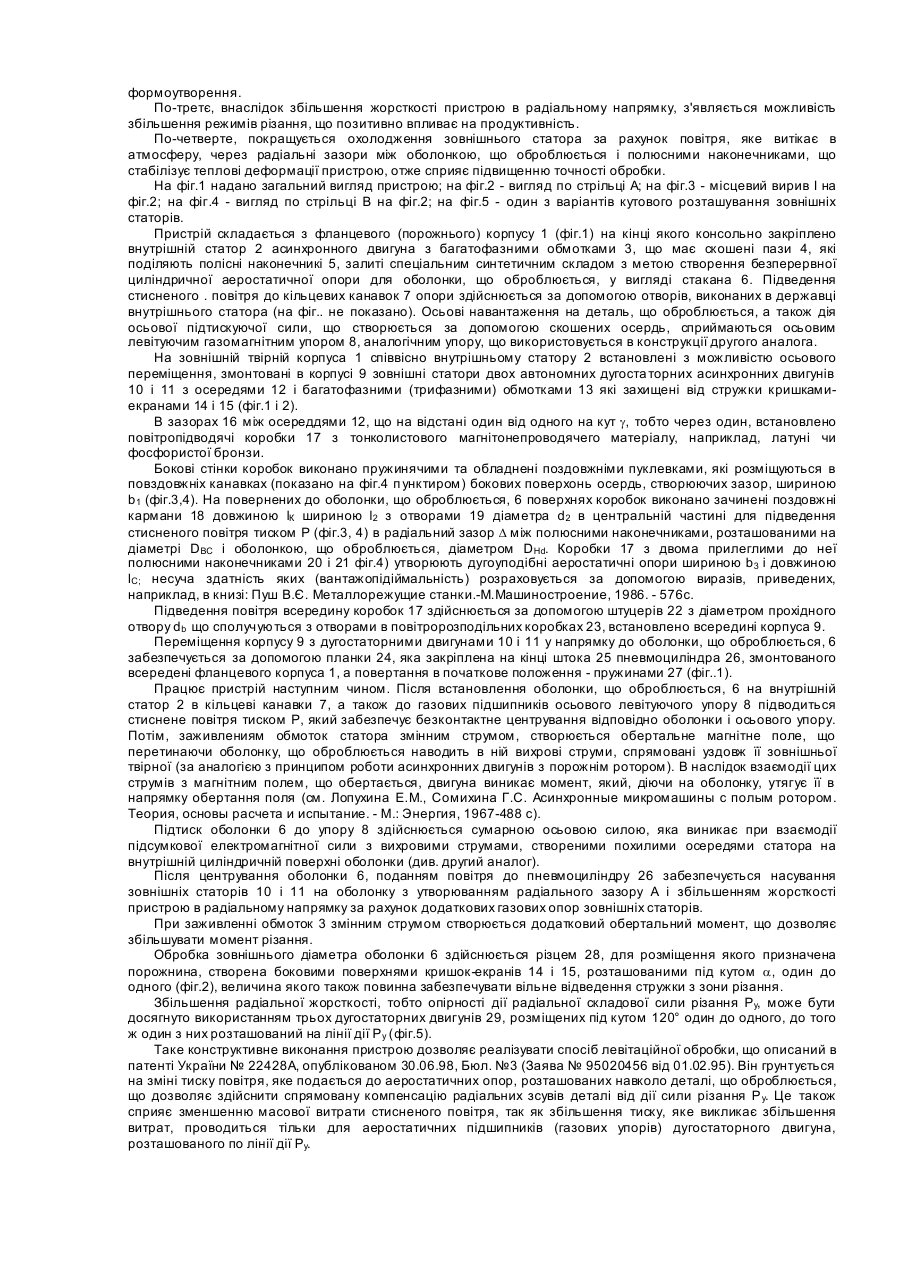
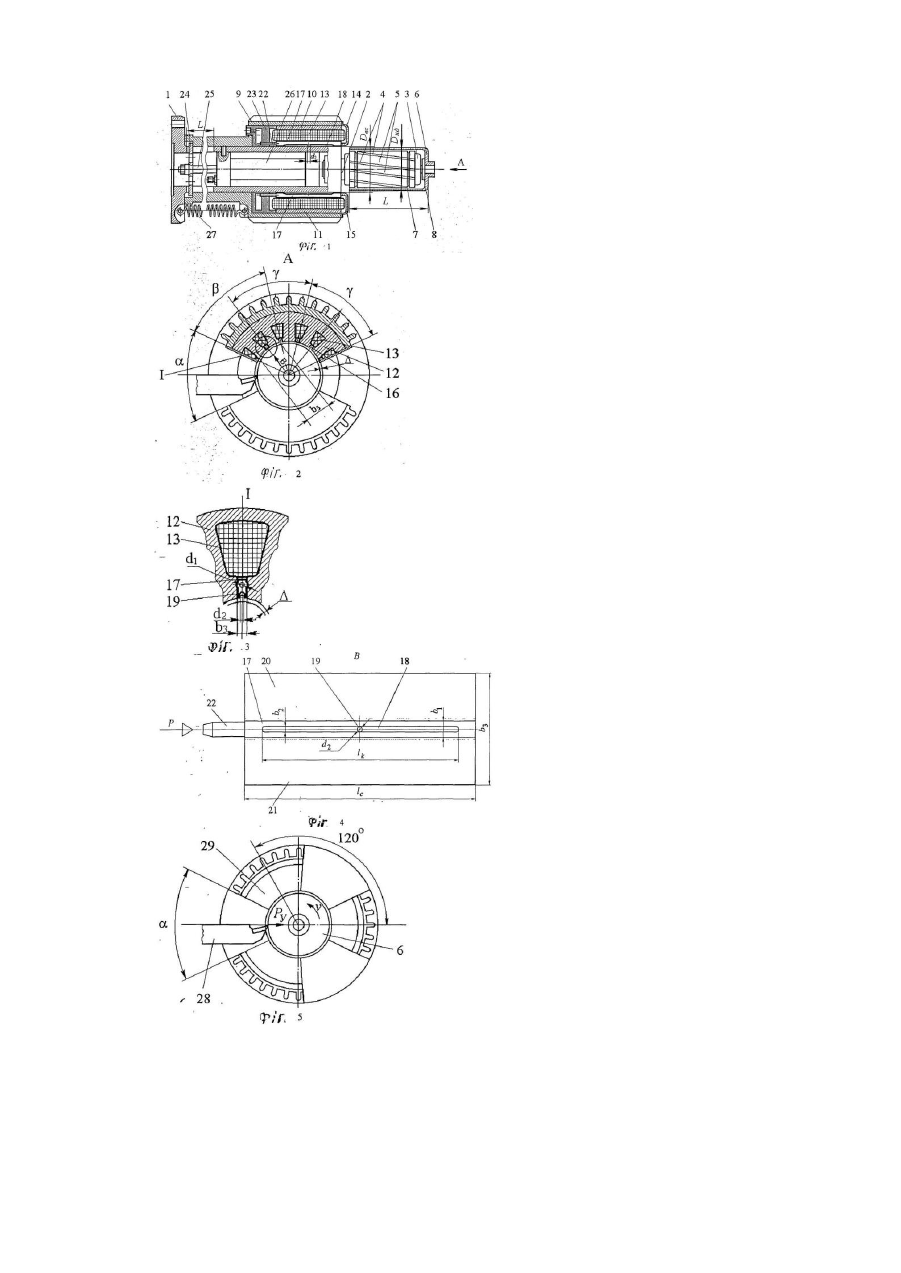
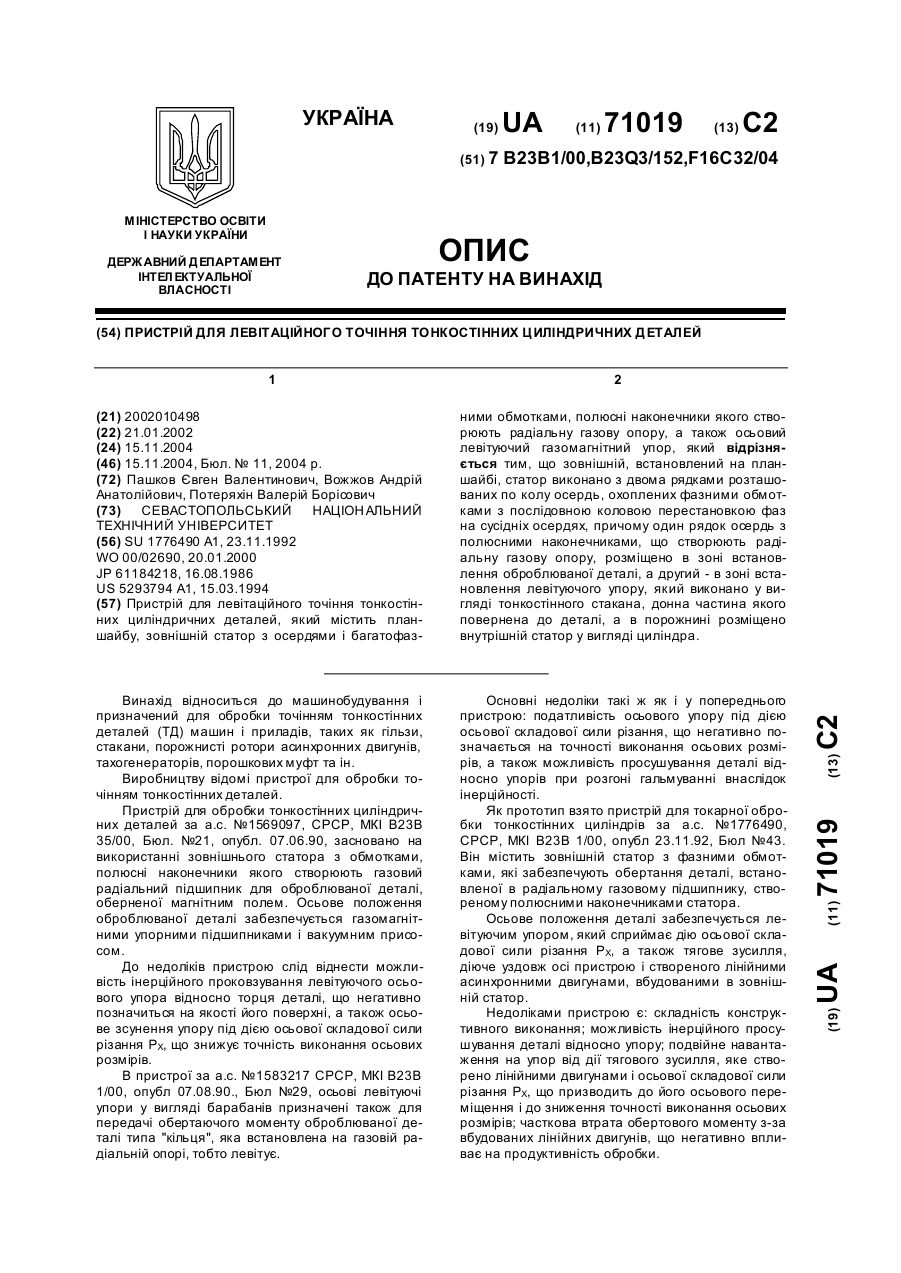
Винахід відноситься до машино-приладобудівництва та призначений для обробки точінням циліндричних деталей типу оболонки, до яких належать порожні ротори асинхронних двигунів порошкових гістерезисних електромагнітних муфт; гнучкі зубчасті колеса хвилоьвих редукторів і респонсинів, а також багатьох інших аналогічних деталей машин і приладів. Відомі пристрої для обробки точінням схожих деталей. Для обробки довгомірних оболонок може бути використано пристрій за № 1563843 СРСР МКІ В 23В1/00, опис якого опубліковано в БІ № 18 від 15.05:90р. (Заявлено 06.10.87р.). До його складу входять робочі головки, які містять корпус у вигляді рухомого в осьовому напрямку стакану, усередені якого розміщено зовнішній статор з фазними обмотками і осердцями, які регулюються в радіальному напрямку, з отворами для підведення - стисненого повітря до розчинених карманів на полюсних наконечниках; що. < повернені до деталі, яка оброблюється та являють собою аеростатичні опори. Для встановлення деталі, яка оброблюється (гільзи) призначені розрізані кільця змінного перерізу зовнішня установлювальна поверхня яких являє собою аеростатичну опору. В основному напрямку деталь, яка оброблюється фіксується за допомогою осьових газомагнітних упорів. До недоліків пристрою слід віднести неможливість обробки деталей типу "стакан", тобто деталей, які мають глухий (зачинений) торець: відсутність можливості обробки за одне установлювання всієї зовнішньої поверхні неможливість обробки деталей без застосування другої робочої головки, за допомогою якої здійснюється фіксація деталей в осьовому напрямку; мала величина виникаючого обертального моменту, що визначає момент різання, тобто низька продуктивність обробки. Для обробки тонкостінних циліндричних оболонок типу "стакан" призначено пристрій, який описано в книзі: "Пашков Е.В. Те хнологические основы обработки точением тонкостенных цилиндрических деталей» Учебн. пособие. Він містить фланцевий корпус на консольній частині якого встановлено внутрішній статор асинхронного двигуна з багато фазними обмотками, що має скошені пази, поділяючі полюсні наконечники, які з метою утворення аеростатичної заміненої радіальної опори, залито спеціальним синтетичним складом. "Для сприйняття осьових навантажень, що утворюються осьовою складовою сили різання, править осьовий газомагнітний упор. До недоліків пристрою слід віднести: невеликий за величиною. здійснений статором обертальний момент, що забезпечує момент різання; складність виконання отворів для підведення стисненого повітря в кільцевіканавки аеростатичної опори, із-за недостатньої товщини осердь статора, які з метою зменшення електричних втрат звичайно конструюють так, що до 70% площі їх поперечного перерізу займають пази з обмотками (Юферов Ф.М. Электрические машины автоматических устройств.Учебник.-М.:Высш.школа,1976-.270); лоява внаслідок різниці температурних деформацій тріщини між спеціальним синтетичним складом, що заповнює пази, і пакетом статорних пластин, що призводить до витоку стисненого повітря, збільшенню його масової витрати та погіршенню характеристик газової опори (зменшенню радіальної жорсткості). За найближчий аналог взято пристрій для токарної обробки деталей, що мають форму стакана, описаний в кн.: Пашков Е.В. Технологические основы обработки точением тонкостенных цилиндрических деталей: Учебн. особие. - Севастополь. Изд-во СевГТУ, 2000-С.313-314, рис.5.49. Він містить фланцевий корпус, консольно встановлений внутрішній статор, зовнішня поверхня якого це газова циліндрична опора, основний газомагнітний упор, а також встановлений на корпусі рухомий в основному напрямку зовнішній статор у вигляді двох дугуподібних асинхронних двигунів (Дугоста торні двигуни) з багатофазними обмотками, розташованими в площині, яка перпендикулярна площині дії регіональної складової сили різання. При насуванні зовнішнього статора на деталь, що оброблюється (стакан) виникає збільшення отриманого обертального моменту, що дозволяє збільшити момент різання, тобто підвищити продуктивність. Крім того, можлива обробка деталі по зовнішній поверхні за одне установлювання. Як недоліки можна відзначити наступне. По-перше, недостатня радіальна жорсткість (несуча спроможність) циліндричної газової опори, що негативно впливає на продуктивність і точність обробки. По-друге, з-за малої товщини осердь (див. опис другого аналізу), а також з-за малої площі полюсних наконечників зовнішніх статорів неможливо використовувати останні для створення ефективних аеростатичних опор. В основу припускаемого винаходу покладено задачу підвищення продуктивності та точності обробки циліндричних оболонок. Сутність винаходу міститься в тому, що в конструкції пристрою для левітаційного точіння циліндричних оболонок, що має фланцевий корпус, консольно встановлений внутрішній статор з радіальною газовою опорою і осьовим левітуючим газомагнітним упором для оболонки, що оброблюється, а також рухомі в осьовому напрямку зовнішні статори автономних дугоподібних асинхронних двигунів з осередями і багатофазними обмотками, в зазорі між осередями зовнішнього статора, через один, встановлені повітропідводячі коробки, на повернених до оболонки, що оброблюється поверхнях яких виконано зачинені повздовжні кармани з отворами для підведення стисненого повітря в радіальний зазор між полюсними наконечниками та оболонкою, що оброблюється, а торцеві поверхні оснащені штуцерами, розміщеними в отворах повітророзподіляючих коробок, розташованих всередині корпусу зовнішнього статора, до того ж полюсні наконечники осередь статора утворюются з перебуваючими між ними повітропідводячими коробками дугоподібну аеростатичну опору. При порівнянні аналогів і найближчого аналогу з припускаємим технічним рішенням видно, що воно виявляє нові технологічні властивості, які містяться в наступному. По-перше, забезпечуються умови для створення на базі полюсних наконечників осередь статора аеростатичних опор, які володіють необхідною несучою здатністю. По-друге, зростає радіальна жорсткість пристрою завдяки введенню додаткових аеростатичних опор, розміщених з зовнішнього боку оболонки, що оброблюється, що позитивно впливає на точність формоутворення. По-третє, внаслідок збільшення жорсткості пристрою в радіальному напрямку, з'являється можливість збільшення режимів різання, що позитивно впливає на продуктивність. По-четверте, покращується охолодження зовнішнього статора за рахунок повітря, яке витікає в атмосферу, через радіальні зазори між оболонкою, що оброблюється і полюсними наконечниками, що стабілізує теплові деформації пристрою, отже сприяє підвищенню точності обробки. На фіг.1 надано загальний вигляд пристрою; на фіг.2 - вигляд по стрільці А; на фіг.3 - місцевий вирив І на фіг.2; на фіг.4 - вигляд по стрільці В на фіг.2; на фіг.5 - один з варіантів кутового розташування зовнішніх статорів. Пристрій складається з фланцевого (порожнього) корпусу 1 (фіг.1) на кінці якого консольно закріплено внутрішній статор 2 асинхронного двигуна з багатофазними обмотками 3, що має скошені пази 4, які поділяють полісні наконечникі 5, залиті спеціальним синтетичним складом з метою створення безперервної циліндричної аеростатичної опори для оболонки, що оброблюється, у вигляді стакана 6. Підведення стисненого . повітря до кільцевих канавок 7 опори здійснюється за допомогою отворів, виконаних в державці внутрішнього статора (на фіг.. не показано). Осьові навантаження на деталь, що оброблюється, а також дія осьової підтискуючої сили, що створюється за допомогою скошених осердь, сприймаються осьовим левітуючим газомагнітним упором 8, аналогічним упору, що використовується в конструкції другого аналога. На зовнішній твірній корпуса 1 співвісно внутрішньому статору 2 встановлені з можливістю осьового переміщення, змонтовані в корпусі 9 зовнішні статори двох автономних дугоста торних асинхронних двигунів 10 і 11 з осередями 12 і багатофазними (трифазними) обмотками 13 які захищені від стружки кришкамиекранами 14 і 15 (фіг.1 і 2). В зазорах 16 між осереддями 12, що на відстані один від одного на кут g, тобто через один, встановлено повітропідводячі коробки 17 з тонколистового магнітонепроводячего матеріалу, наприклад, латуні чи фосфористої бронзи. Бокові стінки коробок виконано пружинячими та обладнені поздовжніми пуклевками, які розміщуються в повздовжніх канавках (показано на фіг.4 п унктиром) бокових поверхонь осердь, створюючих зазор, шириною b1 (фіг.3,4). На повернених до оболонки, що оброблюється, 6 поверхнях коробок виконано зачинені поздовжні кармани 18 довжиною lК шириною l2 з отворами 19 діаметра d2 в центральній частині для підведення стисненого повітря тиском Р (фіг.3, 4) в радіальний зазор D між полюсними наконечниками, розташованими на діаметрі DBC і оболонкою, що оброблюється, діаметром DHd. Коробки 17 з двома прилеглими до неї полюсними наконечниками 20 і 21 фіг.4) утворюють дугоуподібні аеростатичні опори шириною b3 і довжиною lС; несуча здатність яких (вантажопідіймальність) розраховується за допомогою виразів, приведених, наприклад, в книзі: Пуш В.Є. Металлорежущие станки.-М.Машиностроение, 1986. - 576с. Підведення повітря всередину коробок 17 здійснюється за допомогою штуцерів 22 з діаметром прохідного отвору db що сполучуються з отворами в повітророзподільних коробках 23, встановлено всередині корпуса 9. Переміщення корпусу 9 з дугостаторними двигунами 10 і 11 у напрямку до оболонки, що оброблюється, 6 забезпечується за допомогою планки 24, яка закріплена на кінці штока 25 пневмоциліндра 26, змонтованого всередені фланцевого корпуса 1, а повертання в початкове положення - пружинами 27 (фіг..1). Працює пристрій наступним чином. Після встановлення оболонки, що оброблюється, 6 на внутрішній статор 2 в кільцеві канавки 7, а також до газових підшипників осьового левітуючого упору 8 підводиться стиснене повітря тиском Р, який забезпечує безконтактне центрування відповідно оболонки і осьового упору. Потім, заживлениям обмоток статора змінним струмом, створюється обертальне магнітне поле, що перетинаючи оболонку, що оброблюється наводить в ній вихрові струми, спрямовані уздовж її зовнішньої твірної (за аналогією з принципом роботи асинхронних двигунів з порожнім ротором). В наслідок взаємодії цих струмів з магнітним полем, що обертається, двигуна виникає момент, який, діючи на оболонку, утягує її в напрямку обертання поля (см. Лопухина Е.М., Сомихина Г.С. Асинхронные микромашины с полым ротором. Теория, основы расчета и испытание. - М.: Энергия, 1967-488 с). Підтиск оболонки 6 до упору 8 здійснюється сумарною осьовою силою, яка виникає при взаємодії підсумкової електромагнітної сили з вихровими струмами, створеними похилими осередями статора на внутрішній циліндричній поверхні оболонки (див. другий аналог). Після центрування оболонки 6, поданням повітря до пневмоциліндру 26 забезпечується насування зовнішніх статорів 10 і 11 на оболонку з утворюванням радіального зазору А і збільшенням жорсткості пристрою в радіальному напрямку за рахунок додаткових газових опор зовнішніх статорів. При заживленні обмоток 3 змінним струмом створюється додатковий обертальний момент, що дозволяє збільшувати момент різання. Обробка зовнішнього діаметра оболонки 6 здійснюється різцем 28, для розміщення якого призначена порожнина, створена боковими поверхнями кришок-екранів 14 і 15, розташованими під кутом a, один до одного (фіг.2), величина якого також повинна забезпечувати вільне відведення стружки з зони різання. Збільшення радіальної жорсткості, тобто опірності дії радіальної складової сили різання Ру, може бути досягнуто використанням трьох дугостаторних двигунів 29, розміщених під кутом 120° один до одного, до того ж один з них розташований на лінії дії Ру (фіг.5). Таке конструктивне виконання пристрою дозволяє реалізувати спосіб левітаційної обробки, що описаний в патенті України № 22428А, опублікованом 30.06.98, Бюл. №3 (Заява № 95020456 від 01.02.95). Він грунтується на зміні тиску повітря, яке подається до аеростатичних опор, розташованих навколо деталі, що оброблюється, що дозволяє здійснити спрямовану компенсацію радіальних зсувів деталі від дії сили різання Р у. Це також сприяє зменшенню масової витрати стисненого повітря, так як збільшення тиску, яке викликає збільшення витрат, проводиться тільки для аеростатичних підшипників (газових упорів) дугостаторного двигуна, розташованого по лінії дії Ру.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for levitation sharpening of cylindrical shells
Автори англійськоюPashkov Yevhen Valentynovych
Назва патенту російськоюУстройство для левитационного точения цилиндрических оболочек
Автори російськоюПашков Евгений Валентинович
МПК / Мітки
МПК: B23B 1/00
Мітки: циліндричних, точіння, пристрій, оболонок, левітаційного
Код посилання
<a href="https://ua.patents.su/3-73407-pristrijj-dlya-levitacijjnogo-tochinnya-cilindrichnikh-obolonok.html" target="_blank" rel="follow" title="База патентів України">Пристрій для левітаційного точіння циліндричних оболонок</a>
Пристрій для левітаційного точіння тонкостінних циліндричних деталей
Номер патенту: 71019
Опубліковано: 15.11.2004
Автори: Пашков Євген Валентинович, Потеряхін Валерій Борисович, Вожжов Андрій Анатолійович
МПК: F16C 32/04, B23B 1/00, B23Q 3/15
Мітки: точіння, циліндричних, тонкостінних, левітаційного, пристрій, деталей
Формула / Реферат:
Пристрій для левітаційного точіння тонкостінних циліндричних деталей, який містить планшайбу, зовнішній статор з осердями і багатофазними обмотками, полюсні наконечники якого створюють радіальну газову опору, а також осьовий левітуючий газомагнітний упор, який відрізняється тим, що зовнішній, встановлений на планшайбі, статор виконано з двома рядками розташованих по колу осердь, охоплених фазними обмотками з послідовною коловою перестановкою...
Спосіб обробки циліндричних оболонок точінням
Номер патенту: 46094
Опубліковано: 15.05.2002
Автори: Пашков Євген Валентинович, Вожжов Андрій Анатолійович, Голубев Олексій Вячеславович
МПК: B23B 35/00, B23B 1/00
Мітки: спосіб, обробки, циліндричних, оболонок, точінням
Формула / Реферат:
Спосіб обробки циліндричних оболонок точінням, який включає базування оболонки за допомогою аеростатичної циліндричної опори, обертання і підтиск у осьовому напрямку до упору шляхом дії на неї біжучими магнітними полями, а також переміщення оболонки уздовж оброблюваної поверхні різального інструменту, який відрізняється тим, що оболонку піддають дії двох синфазних, але різних за величиною і рознесених у осьовому напрямку магнітних полів, які...
Віброупор для точіння тонкостінних циліндричних деталей
Номер патенту: 53657
Опубліковано: 17.02.2003
Автори: Пашков Євген Валентинович, Бохонський Олександр Іванович, Голубєв Олексій Вадимович
МПК: B23B 29/00, B23B 21/00, B23B 1/00
Мітки: циліндричних, віброупор, тонкостінних, точіння, деталей
Формула / Реферат:
Віброупор для точіння тонкостінних циліндричних деталей, що містить порожню штангу , на кінці якої з можливістю обертання встановлений ролик, який відрізняється тим, що ролик виконаний у вигляді багатошарового кільцевого п’єзоелектричного перетворювача, який встановлений з можливістю випромінювання у бік зовнішньої кільцевої накладки, яка контактує з деталлю, що обробляється, і закріплений на порожньому валу, який встановлений з можливістю...
Спосіб обжиму особливо тонкостінних циліндричних оболонок та пристрій для його здійснення
Номер патенту: 17699
Опубліковано: 20.05.1997
Автори: Горін Віктор Якович, Білошицкий Анатолій Петрович
МПК: B21D 41/00
Мітки: циліндричних, особливої, пристрій, тонкостінних, здійснення, обжиму, спосіб, оболонок
Формула / Реферат:
1. Способ обжима особо тонкостенных цилиндрических оболочек, заключается в заталкивании оболочки в зазор, образованный конической матрицей и подпорным пуансоном, отличающийся тем, что заталкивание осуществляют в изменяющийся по величине от S до 1,8S зазор за счет возвратно-поступательного движения подпорного пуансона с определенной периодичностью, например 25-50 циклов в секунду, где S - толщина стенки цилиндрической оболочки.2. Способ...
Пристрій для токарної обробки тонкостінних циліндричних деталей
Номер патенту: 61992
Опубліковано: 15.12.2003
Автори: Пашков Євген Валентинович, Вожжов Андрій Анатолійович, Кравчук Владислав Віталійович, Бохонський Олександр Іванович
МПК: B23B 1/00
Мітки: пристрій, тонкостінних, деталей, токарної, обробки, циліндричних
Формула / Реферат:
Пристрій для токарної обробки тонкостінних циліндричних деталей, що містить корпус у вигляді чаші, статор з багатофазними обмотками, радіальну та осьові аеростатичні опори, який відрізняється тим, що внутрішня поверхня корпусу утворює замкнену радіальну аеростатичну опору, статором є його донна частина, в якій розміщено концентрично кільцеві осердя з полюсними наконечниками у вигляді співвісних зубців, розташованих радіально відносно осі...
Попередній патент: Спосіб одержання біодобрива з фунгіцидними і бактерицидними властивостями
Наступний патент: Транспортний жолоб ланцюгового скребкового конвеєра
Випадковий патент: Спосіб коагуляції кровоточивих судин ложа жовчного міхура у хворих на хронічний гепатит і цироз печінки