Віброупор для точіння тонкостінних циліндричних деталей
Номер патенту: 53657
Опубліковано: 17.02.2003
Автори: Бохонський Олександр Іванович, Голубєв Олексій Вадимович, Пашков Євген Валентинович
Формула / Реферат
Віброупор для точіння тонкостінних циліндричних деталей, що містить порожню штангу , на кінці якої з можливістю обертання встановлений ролик, який відрізняється тим, що ролик виконаний у вигляді багатошарового кільцевого п’єзоелектричного перетворювача, який встановлений з можливістю випромінювання у бік зовнішньої кільцевої накладки, яка контактує з деталлю, що обробляється, і закріплений на порожньому валу, який встановлений з можливістю вільного обертання всередині штанги за допомогою радіальних і осьових аеростатичних підшипників, причому одна з бокових обкладок перетворювача замкнута на масу, а друга з’єднана з струмознімальним кільцем, яке встановлено на диску осьового підшипника, який розміщений з можливістю обертання всередині штанги.
Текст
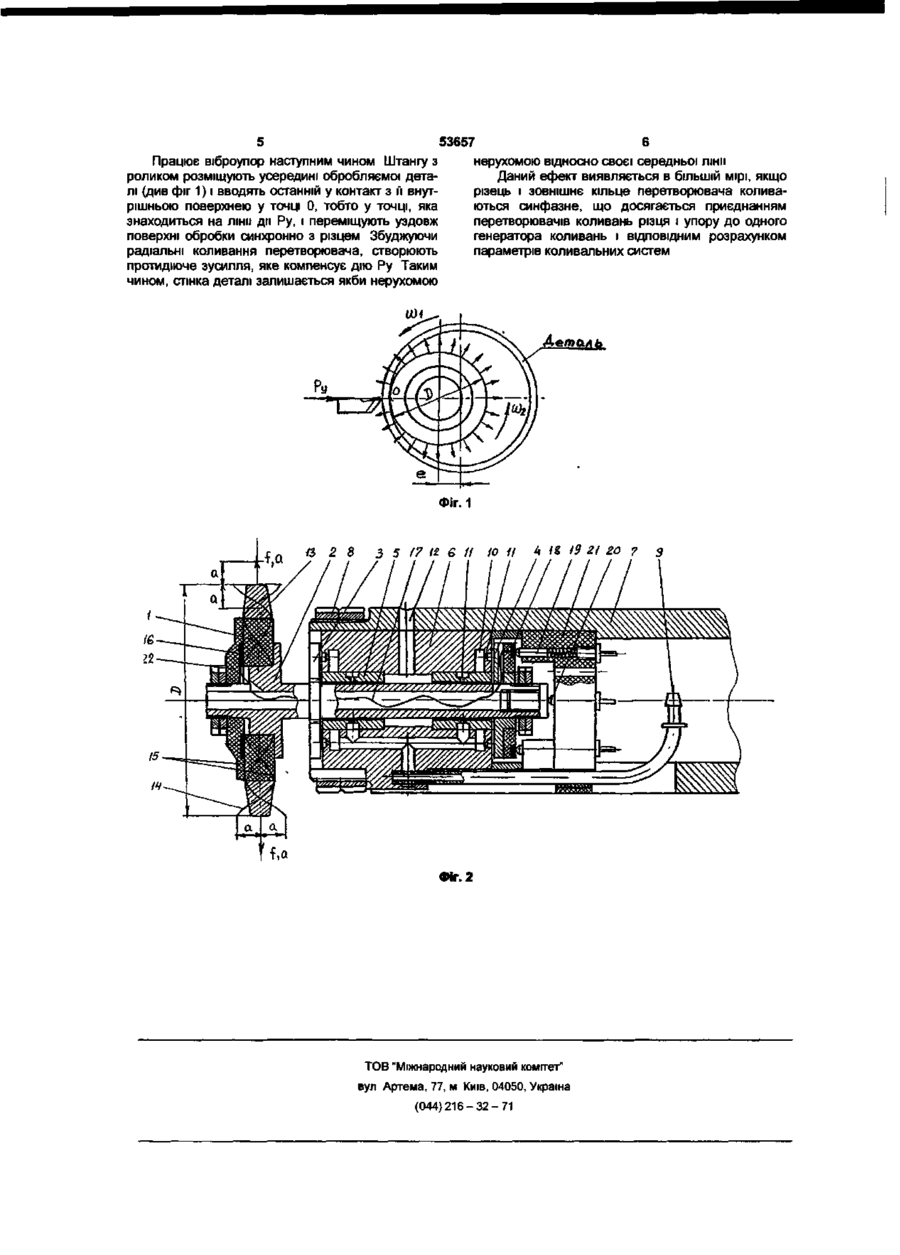
Віброупор для точіння тонкостінних циліндричних деталей, що містить порожню штангу , на КІНЦІ якої з можливістю обертання встановлений ролик, який відрізняється тим, що ролик виконаний у вигляді багатошарового кільцевого п'єзоелектричного перетворювача, який встановлений з можливістю випромінювання у бік зовнішньої кільцевої накладки, яка контактує з деталлю, що обробляється, і закріплений на порожньому валу, який встановлений з можливістю вільного обертання всередині штанги за допомогою радіальних і осьових аеростатичних ПІДШИПНИКІВ, причому одна з бокових обкладок перетворювача замкнута на масу, а друга з єднана з струмознімальним кільцем, яке встановлено на диску осьового підшипника, який розміщений з можливістю обертання всередині штанги Винахід належить до машинобудування і призначений для обробки точінням тонкостінних циліндричних деталей класу гільз, стаканів і т п До таких, деталей відносяться гільзи пневмо- і гідроциліндрів, двигунів внутрішнього згорання, стакани амортизаторів, вироби суднобудування і ін ВІДОМІ конструкції упорів та віброупорів, які призначені для точіння В пристрої для обробки тонкостінних циліндричних деталей (ас № 856660, СРСР, Бі№31, 1981 р ) упором, який, сприймає дію радіальної сили різання, є підпружинений, у радіальному напрямку ролик, який контактує з внутрішньою поверхнею деталі Контактний тиск змінюється у довжині обробки за допомогою котра, який також розміщено усередині деталі До недоліків пристрою слід віднести складність настройки положення котру уздовж осі деталі, складність виготовлення копірів під деталі, які відрізняється габаритними, розмірами, а також вібрації, які виникають при обертанні ролику, встановленого чи на підшипниках сковзання, чи на підшипниках катіння В пристрої для обробки тонкостінних циліндричних деталей у (а с №904895, СРСР, Бі№6, 1982 р ) упор виконано у вигляді обертаючогося ролика, встановленого на ексцентрику, який приводиться у обертання за допомогою спеціального приводу, підчас переміщування упору уздовж лінії обробки Зміни кутового положення ексцентрика відносно своєї осі викликає, зміни контактного тиску ролика на стінку деталі з боку протилежного напряму ди радіальної складової, сили різання, що сприяє усуненню прогину деталі у радіальному напрямку До недоліків такої конструкції упору слід віднести наявність великого числа гарантованих зазорів у кінематиці, приводу ексцентрика що знижує жорсткість усієї системи, отже і точність обробки, виникнення некерованих вібрацій у опорах ролика, які переносяться на деталь, що зменшує якість обробки, складність керування кутовим положенням ексцентрика при ЗМІНІ параметрів обробляємої деталі Як прототип взято пристрій для обробки тонкостінних циліндричних деталей, описаний у а с №1533125, СРСР, 1988 р , у якому деформатор (віброупор) виконано у вигляді встановленого на валу диску з отворами під укладки, які поєднані пружними ниткоподібними елементами з кулястими масами При обертанні диску кулясті маси входять до періодичного контакту з внутрішньою поверхнею обрамляємої ззовні циліндричної деталі утворюючи цим посилення протидії, яка компенсує дію радіальної складової сили різання Ру До недоліків пристрою слід віднести склад CM О ю (О со ю 53657 точність обробки По-четверте використання газових ПІДШИПНИКІВ дозволяє віброізолювати перетворювач від інших виконавчих органів технологічної системи, які є джерелом некерованих коливань, спроможних негативно впливати на якість обробки По-п'яте, усунення терті у підшипниках дозволяє забезпечити катіння ролика по внутрішній поверхні обробляємої деталі без прослизання, що неможливо отримати у відомих конструкціях ПроВ основу винаходу покладено задачу пошислизання призводить до спрацювання, виділення рення діапазону частот впливу на об'єкт обробки, тепла і з'явлення некерованих коливань, що також які регулюються, усунення переносу коливань на зменшує точність і якість обробки технологічну систему, що забезпечує підвищення продуктивності, точності і поліпшення якості оброНа фіг 1 надана схема взаємодії ролика віброупору з обробляємою деталлю, бки Суть винаходу полягає у тому, що у конструкна фіг 2 - конструкція віброупору ції віброупору, який містить порожню штангу з упоВіброупор (див фіг 2) зроблено на базі багаром на КІНЦІ у вигляді ролика, встановленого з мотошарового кільцевого п'єзоелектричного пережливістю обертання, ролик зроблено у вигляді творювача з цирконата-титаната свинцю (кераміка багатошарового кільцевого п'єзоелектричного пеЦТС) (Донской А В и др Ультразвуковые електроретворювача, який випромінює у бік зовнішньої технологические установки, 2-е їзд , -Л Энергоикільцевої накладки, призначеної дня контакту з здат, 1982 -с71, рис 3-13), закріпленого на КІНЦІ обробляємою деталлю, і закріплено на порожньовалу 2, який змонтовано за допомогою двох осьому валу, який встановлено з можливістю вільного вих (упорних) 3, 4 і двох радіальних (опорних) 5 обертання усередині штанги за допомогою радіаеростатичних (газових) ПІДШИПНИКІВ у корпусі 6, у альних і осьових аеростатичних ПІДШИПНИКІВ, ДО свою чергу встановленого і закріпленого у порожтого ж одна з бокових обкладок перетворювача ній штанзі 7 за допомогою гайок 8 Підведення замкнута на масу, а друга поєднана з струмозйомповітря тискам р=0,4 0,6МПа до аеростатичних ним кільцем, встановленим на обертаючомуся ПІДШИПНИКІВ здійснюється через трубопровід 9, диску осьового підшипника, розміщеного усередикільцеві проточки 10 і отвори 11 діаметром 0,5мм, ні штанги розрахунок конструктивних і експлуатаційних параметрів яких здійснено на підставі методики, яка При порівнянні аналогів і прототипу з запроповикладена у кн „Підшипники с газовой смазкой нованим конструктивним рішенням видно, що воно /Под ред Н С Грессема и Дж У Паузлла - М виявляє нові технічні властивості, які містяться у Мир, 1966-с 138-173/ наступному По-перше, є можливість змінювати у широкому Вихід відпрацьованого повітря у атмосферу діапазоні частоту і амплітуду коливань, що досягавідбувається через отвір 12 і ряд отворів у диску, ється порівняно простими і широко відомими апаякий обертається, осьового підшипника 3, прорізи ратними методами Так, наприклад, амплітуда у задній частині порожнього валу 2 і штанги 7 коливань ролика у радіальному напрямку залеКільцевий перетворювач 1 охоплено ззовні жить від напруги живлення, яке підводиться до випромінюючим кільцем-накладкою 13 діаметром обкладок перетворювача При цьому положення D з титану, який має малий коефіцієнт загасання, штанги з роликом відносно обробляємої деталі не виконуючим функції напівхвильового конічного змінюється Зміни частоти і амплітуди напруги жиконцентратора коливань, який сприяє збільшенню влення викликає зміни зусилля протидії, яка комамплітуди радіальних коливань а з частотою f, пенсує вплив радіальної складової сили різання на утворених хвилями деформації 14 Внутрішньою прогинін деталі відбивальною накладкою багатошарового перетворювача служить ЗОВНІШНІЙ потовщений кінець У аналогів і прототипі зміни зусилля протидії порожнього валу 2, товщина стінки якого розраходосягається чи переміщенням штанги з роликом у вується за методикою, яка викладена у кн Донсьрадіальному напрямку, чи її обертанням довкола кого А В і ін , с 60-68, формула 4-51 своєї осі, чи збільшенням швидкості обертання вала, який несе кулясті маси Усі ці способи поНа торцевій поверхні кільцевого перетворюватребують складних приводів і систем керування ча методом напилу нанесено обкладки 15, одна з яких, у даному випадку, зовнішня, за допомогою По-друге, можна забезпечити частоти коликільцевої клеми 16 і провідника 17 поєднана з вань ультразвукового діапазону, що неможливо струмоз'ємним кільцем 16, який встановлено на отримати за допомогою обертаючихся кулястих обертаючомуся диску осьового підшипника 4, а мас друга входить у контакт з буртиком валу 2, тобто По-третє, використання аеростатичних опор замкнута на масу Підведення живлення напругою підвищує точність центрування валу з роликом, 50-250В до струмоз"ємного кільця 18 і валу 2 реатобто виключається його радіальне биття Це сталізується, ВІДПОВІДНО, за допомогою двох перифеється внаслідок притаманної газовим підшипникам рійних 19 і одної центральної 20 ковзаючих графівластивості усереднювати геометричні похибки тних щіток, встановлених у щіткоутримувачі 21 виготовлення їх деталей Ізоляція кільцевої клеми 16 і прилеглі до неї обВикористання ПІДШИПНИКІВ сковзання і катіння кладки перетворювача здійснюється капролоноу відомих конструкціях не дозволяє отримати навою шайбою 22 лежний ефект, що негативно впливає на точність ність реалізації надійного кріплення кулястих мас на пружних нитках, відскоки кулек, які викривлюють траєкторію їх орбітального руху, неможливість забезпечення високих і ультразвукових частот дії на деталь, викривлення мікрорельєфу внутрішньої поверхні деталі, перенос вібрацій не технологічну систему Усі ЦІ недоліки мають негативний вплив на точність та якість обробки 53657 Працює віброупор наступним чином Штангу з роликом розміщують усередині обробляємої деталі (див фіг 1) і вводять останній у контакт з її внутрішньою поверхнею у точці 0, тобто у точці, яка знаходиться на лінії ди Ру, і переміщують уздовж поверхні обробки синхронно з різцем Збуджуючи радіальні коливання перетворювача, створюють протидіюче зусилля, яке компенсує дію Ру Таким чином, стінка деталі залишається якби нерухомою нерухомою відносно своєї середньої лінії Даний ефект виявляється в більшій мірі, якщо різець і зовнішнє кільце перетворювача коливаються синфазне, що досягається приєднанням перетворювачів коливань різця і упору до одного генератора коливань і ВІДПОВІДНИМ розрахунком параметрів коливальних систем Летал ь Фіг. 1 ІЗ 2 8 3 5 f7 12 6 1І 10 11 19 21 20 7 f,a Фіг. 2 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71 э
ДивитисяДодаткова інформація
Назва патенту англійськоюVibrational support for turning thin-walled cylindrical parts
Автори англійськоюPashkov Yevhen Valentynovych, Bokhonskyi Oleksandr Ivanovych
Назва патенту російськоюВиброупор для точения тонкостенных цилиндрических деталей
Автори російськоюПашков Евгений Валентинович, Бохонский Александр Иванович
МПК / Мітки
МПК: B23B 29/00, B23B 1/00, B23B 21/00
Мітки: точіння, циліндричних, віброупор, тонкостінних, деталей
Код посилання
<a href="https://ua.patents.su/4-53657-vibroupor-dlya-tochinnya-tonkostinnikh-cilindrichnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Віброупор для точіння тонкостінних циліндричних деталей</a>
Поворотний магазин тонкостінних циліндричних деталей

Номер патенту: 18910
Опубліковано: 25.12.1997
Автор: Пашков Євген Валентинович
МПК: B23Q 7/10
Мітки: тонкостінних, циліндричних, поворотний, магазин, деталей
Формула / Реферат:
Поворотный магазин для тонкостенных цилиндрических деталей, содержащий диск с установочными элементами, смонтированный с помощью ступицы на оси, механизмы дискретного вращения и угловой фиксации, размещенные на общем основании, отличающийся тем, что установочные элементы, закрепленные на наружной поверхности диска, имеют вид полых оправок, полости которых связаны каналами с соосно выполненными на внутренней поверхности расточками под...
Касета для тонкостінних циліндричних деталей

Номер патенту: 19440
Опубліковано: 25.12.1997
Автор: Пашков Євген Валентинович
МПК: B65D 85/08
Мітки: тонкостінних, деталей, циліндричних, касета
Формула / Реферат:
Кассета для тонкостенных цилиндрических деталей, содержащая корпус и вкладыш с установленными элементами в виде отверстий под размещаемые в них с гарантированным радиальным зазором детали, отличающаяся тем, что корпус снабжен вертикальными линейными двигателями в виде установленных на полом сердечнике из немагнитного материала чередующихся соленоидных трехфазных катушек и фигурных дискообразных магнитопроводов с немагнитными проставками,...
Спосіб обробки різанням тонкостінних циліндричних деталей
Номер патенту: 22428
Опубліковано: 03.03.1998
Автор: Пашков Євген Валентинович
МПК: B23B 1/00
Мітки: обробки, спосіб, циліндричних, тонкостінних, деталей, різанням
Формула / Реферат:
Способ обработки резанием тонкостенных цилиндрических деталей, заключающийся в их установке с радиальным зазором, например, на аэростатической оправке, с последующим созданием крутящего момента вращающимся магнитным полем и воздействием на обрабатываемую поверхность режущим инструментом, отличающийся тем, что деталь устанавливают на оправку с равномерным по окружности радиальным зазором, а затем изменяют соотношение между величинами давления...
Захватно-транспортний пристрій для тонкостінних циліндричних деталей
Номер патенту: 22075
Опубліковано: 30.04.1998
Автори: Пашков Євген Валентинович, Копп Вадим Якович, Сопін Юрій Констянтинович
МПК: B65G 25/00, B25J 15/00
Мітки: деталей, захватно-транспортний, циліндричних, тонкостінних, пристрій
Формула / Реферат:
Захватно-транспортное устройство для ТЦД, содержащее основание, секционный желоб с индукторами линейных двигателей, закрепленных в пазах секций и выполненных в виде зубчатых шихтованных реек с трехфазными обмотками, пневмосистему и систему управления положением деталей, отличающееся тем, что с обоих сторон индуктора линейного двигателя продольного перемещения в промежуточных между зубцами размещены индукторы дутостаторных двигателей в виде...
Пристрій для затиску тонкостінних деталей
Номер патенту: 45384
Опубліковано: 15.04.2002
Автори: Берестовий Анатолій Михайлович, Кохтенко Олександр Васильович
МПК: B23Q 3/06
Мітки: затиску, пристрій, деталей, тонкостінних
Формула / Реферат:
Пристрій для затиску тонкостінних деталей, що містить стояки з установленими на них рухливими упорами, підставку та розміщений в середині деталі з можливістю вертикального переміщення розпірний вузол з притискними елементами, який відрізняється тим, що розпірний вузол виконаний у вигляді півкілець, шарнірно з'єднаних з одного боку, а з другого боку їх кінці з'єднані гвинтовою розпіркою, при цьому по зовнішньому колу півкілець розташовані...
Попередній патент: Вібросупорт
Наступний патент: Кріплення гірничих виробок, призначених для перепуску гірничої маси
Випадковий патент: Пристрій для видалення конкрементів із жовчних проток