Спосіб обжиму особливо тонкостінних циліндричних оболонок та пристрій для його здійснення
Номер патенту: 17699
Опубліковано: 20.05.1997
Формула / Реферат
1. Способ обжима особо тонкостенных цилиндрических оболочек, заключается в заталкивании оболочки в зазор, образованный конической матрицей и подпорным пуансоном, отличающийся тем, что заталкивание осуществляют в изменяющийся по величине от S до 1,8S зазор за счет возвратно-поступательного движения подпорного пуансона с определенной периодичностью, например 25-50 циклов в секунду, где S - толщина стенки цилиндрической оболочки.
2. Способ обжима особотонкостенных цилиндрических оболочек по п. 1, οτличающийся тем, что при возвратно-поступательном движении подпорного пуансона обеспечивают подчеканку деформируемого
участка оболочки и тем самым предотвращают образование продольных складок.
3. Способ обжима особотонкостенных цилиндрических оболочек по п. 1, οτличающийся тем, что усилие заталкивания передают одновременно через торец оболочки и коническую часть, образованную предварительной раздачей, при угле конуса оболочки равном углу верхней матрицы, составляющем 25-35°.
4. Устройство для обжима особотонкостенных цилиндрических оболочек, представляющее собой многопозиционный гидравлический пресс с горизонтальным расположением цилиндров и состоящее из рамы и двух ползунов, на которых смонтированы матрицы, подпорные пуансоны, направляющие втулки и заталкивающие пуансоны, отличающееся тем, что устройство оснащено кривошипно-шатунным механизмом, приводящим подпорные пуансоны в возвратно-поступательное движение относительно матрицы, обеспечивающими подчеканку деформируемого участка оболочки.
Текст
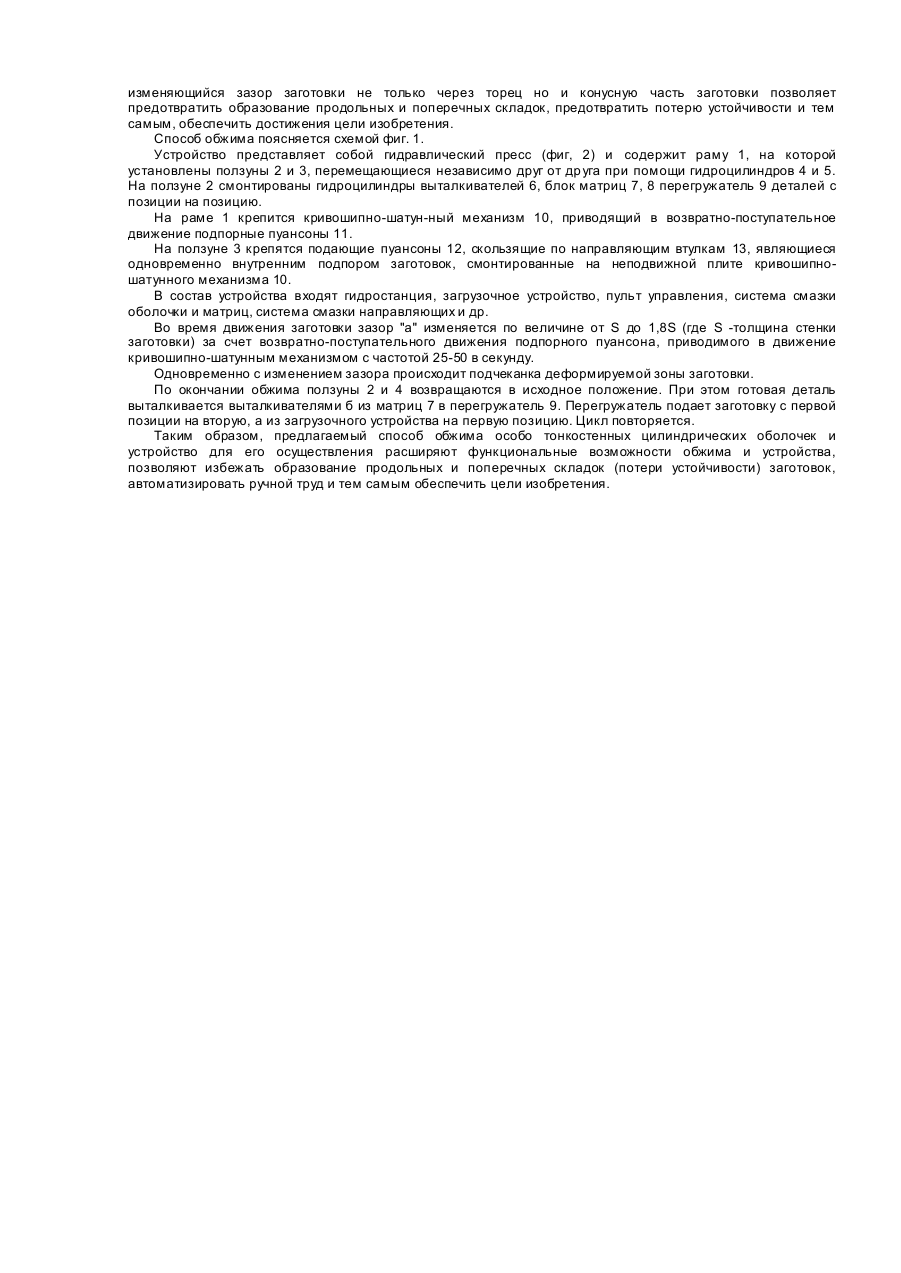
Изобретение относится к обработке металлов давлением, для получения осесимметричных цилиндрических деталей с радиусным или коническим переходом к меньшему диаметру, например колбы термоса. Изменение поперечных размеров краевой части цилиндрической заготовки обжимом широко известный способ получения осесимметричных деталей. Обжим осуществляется заталкиванием заготовки в матрицу с конической или криволинейной образующей и ограничивается возможностью потери устойчивости в процессе деформирования. В зависимости от относительной толщины S/D (где S - толщина заготовки, D - средний диаметр Заготовки), материала, коэффициента обжима, условий закрепления заготовки наблюдается потеря устойчивости в виде кольцевых волн (складок) на цилиндрической недеформируемой части заготовки под действием меридиальных напряжений, образованных в стенках заготовки усилием заталкивания, и продольных складок в очаге деформации под действием сжимающих напряжений. Вероятность образования продольных складок возвращает с уменьшением относительной толщины S/D и делает невозможным обжим при S/D 0,02 Известно устройство (штамп) по авт. св. № 1274818, кл. В21D41/04 для обжима полых тонкостенных цилиндрических заготовок, состоящий из верхней плиты с клиньями, секций матрицы, заключенной в секции наружного подпора, который перемещается по нижней плите, и подпружиненного пуансона, служащего внутренним подпором. При движении верхней плиты клинья перемещают секции узла наружного подпора в радиальном направлении. Секции матриц, заключенные в секциях наружного подпора предварительно формоизменяет заготовку со степенью обжима 3-5%, после чего верхняя плита вступает в жесткий контакт с секциями матрицы и перемещает их в осевом направлении. Окончательное формоизменение происходит в условиях полного подпора по всей поверхности. Недостатком данного устройства является то, что с его помощью можно обжать на заданный угол концевую часть заготовки без перехода на цилиндрическую часть меньшего диаметра. Обжим этим устройством также ограничивается относительной толщиной S/D>0,02. Известен штамп для обжима трубных заготовок (авт. св. 1322181, кл. В21 D41/04), содержащий соосно смонтированные пуансон, установленную с возможностью перемещения в осевом направлении обойму и матрицу, в которой обойма выполнена в виде цанги с центральным отверстием под заготовку и с конической наружной поверхностью, на торце пуансона, обращенном к цанге, выполнен уступ с внутренней конической поверхностью, взаимодействующей с конусом цанги, а матрица смонтирована с возможностью поворота и связана с обоймой посредством резьбового соединения. При рабочем ходе пуансон конической полостью кольцевого выступа набегает на коническую поверхность цанги, принуждая ее зажимать заготовку и проталкивать ее в матрицу. Одновременно с этим пуансон перемещает обойму вниз, что обеспечивает вращение матрицы относительно заготовки и обоймы. Возможности этого метода ограничены, т.к. он не позволяет обжать особо тонкостенную заготовку с относительной толщиной S/D < 0,02. Наиболее близким по технической сущности к заявленному решению является способ изготовления тонкостенных осесимметричных деталей из трубной заготовки по авт. св. № 1074634, кл. В 21 D 41/04, включающий предварительный и окончательный обжим пуансоном конца трубной заготовки, в конической матрице на меньший диаметр. При этом способе осуществляют обжим концевой части тр убной заготовки на конус с углом, меньшим угла конуса матрицы, после чего производят набор металла на торцовой части заготовки путем осадки конической обжатой части воздействием усилия в зоне сопряжения внутренней конической и необжатой цилиндрической частей заготовки и затем выдавливающем его в кольцевой зазор между матрицей и пуансоном. Возможности этого сжатия ограничивается относительной толщиной не более S/D=0,02. Кроме того существенным недостатком особенно для деталей термосов является увеличения толщины металла. Целью изобретения является создание устойчивой те хнологии получения деталей обжимом из особотонкостенных цилиндрических заготовок (S/D < 0,008), устранение недостатков, присущим другим способом, повышение качества деталей, автоматизация обжима деталей с суммарным коэффициентом обжима Коб^0,25, например деталей колб термосов. Указанная цель достигается тем, что обжим осуществляется проталкиванием заготовки в изменяющийся по величине зазор от S до 1,8S, где S - толщина заготовки, образованный формирующей матрицей и подпорным пуансоном, совершающим возвратно-поступательные движения с числом ходов 25-50 1/сек и обеспечивающим одновременно подчеканку деформируемого участка и разглаживание продольных микроскладок. С целью увеличения поперечной устойчивости заготовки и предотвращения смятия торца усилие заталкивания передается не только через торец заготовки, но и коническую часть заготовки, образованную предварительной раздачей, причем угол переходного конуса равен углу верхней матрицы и составляет 2533°. Поставленная цель достигается также и тем, что в процессе обжима заготовка постоянно имеет внутренний подпор и обжимаемая часть скользит по неподвижной втулке и заталкивающему пуансону. Именно изменение зазора в процессе деформирования заготовки в матрице, подчеканка уже сформированного элементарного участка, наличие внутреннего подпора, передача усилия заталкивания в изменяющийся зазор заготовки не только через торец но и конусную часть заготовки позволяет предотвратить образование продольных и поперечных складок, предотвратить потерю устойчивости и тем самым, обеспечить достижения цели изобретения. Способ обжима поясняется схемой фиг. 1. Устройство представляет собой гидравлический пресс (фиг, 2) и содержит раму 1, на которой установлены ползуны 2 и 3, перемещающиеся независимо друг от др уга при помощи гидроцилиндров 4 и 5. На ползуне 2 смонтированы гидроцилиндры выталкивателей 6, блок матриц 7, 8 перегружатель 9 деталей с позиции на позицию. На раме 1 крепится кривошипно-шатун-ный механизм 10, приводящий в возвратно-поступательное движение подпорные пуансоны 11. На ползуне 3 крепятся подающие пуансоны 12, скользящие по направляющим втулкам 13, являющиеся одновременно внутренним подпором заготовок, смонтированные на неподвижной плите кривошипношатунного механизма 10. В состав устройства входят гидростанция, загрузочное устройство, пульт управления, система смазки оболочки и матриц, система смазки направляющих и др. Во время движения заготовки зазор "а" изменяется по величине от S до 1,8S (где S -толщина стенки заготовки) за счет возвратно-поступательного движения подпорного пуансона, приводимого в движение кривошипно-шатунным механизмом с частотой 25-50 в секунду. Одновременно с изменением зазора происходит подчеканка деформируемой зоны заготовки. По окончании обжима ползуны 2 и 4 возвращаются в исходное положение. При этом готовая деталь выталкивается выталкивателями б из матриц 7 в перегружатель 9. Перегружатель подает заготовку с первой позиции на вторую, а из загрузочного устройства на первую позицию. Цикл повторяется. Таким образом, предлагаемый способ обжима особо тонкостенных цилиндрических оболочек и устройство для его осуществления расширяют функциональные возможности обжима и устройства, позволяют избежать образование продольных и поперечных складок (потери устойчивости) заготовок, автоматизировать ручной труд и тем самым обеспечить цели изобретения.
ДивитисяДодаткова інформація
Автори англійськоюHorin Viktor Yakovych, Biloshytskyi Anatolii Petrovych
Автори російськоюГорин Виктор Яковлевич, Белошицкий Анатолий Петрович
МПК / Мітки
МПК: B21D 41/00
Мітки: обжиму, циліндричних, спосіб, оболонок, здійснення, тонкостінних, пристрій, особливої
Код посилання
<a href="https://ua.patents.su/3-17699-sposib-obzhimu-osoblivo-tonkostinnikh-cilindrichnikh-obolonok-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб обжиму особливо тонкостінних циліндричних оболонок та пристрій для його здійснення</a>
Спосіб холодної періодичної прокатки тонкостінних та особливо тонкостінних труб
Номер патенту: 6917
Опубліковано: 31.03.1995
Автори: Науменко Сергій Григорович, Кірсанов Микола Васильович, Смолін Олексій Миколайович, Загребельний Віктор Терентійович, Хохлов Анатолій Іванович, Король Радимір Миколайович, Лісовський Олександр Олександрович, Злинько Валерій Дмитрович, Самойленко Генадій Дмитрович, Кекух Станіслав Миколайович, Куценко Олександр Іванович, Король Микола Миколайович, Кравченко Юрій Олексійович
МПК: B21B 21/00
Мітки: холодної, тонкостінних, спосіб, прокатки, особливої, періодичної, труб
Формула / Реферат:
Способ холодной периодической прокатки тонкостенных и особо тонкостенных труб, включающий порционную подачу и поворот заготовки, ее обжатие по диаметру, обжатие по толщине стенки переменной величины и калибрование по диаметру и толщине стенки в калибре, образованном круглыми ручьями роликов постоянного радиуса, на цилиндрической оправке, отличающийся тем, что перед обжатием по толщине стенки переменной величины осуществляют обжатие по толщине...
Спосіб калібровки кінців тонкостінних труб і пристрій для його втілення
Номер патенту: 9460
Опубліковано: 30.09.1996
Автори: Житній Григорій Дмитрович, Сухов Віталій Вікторович, Мільченко Євген Іванович, Новицький Валерій Андронович, Младінов Степан Дмитрович, Венцківський Олександр Вітальович
МПК: B21D 41/00, B21C 37/06
Мітки: спосіб, пристрій, кінців, тонкостінних, втілення, калібровки, труб
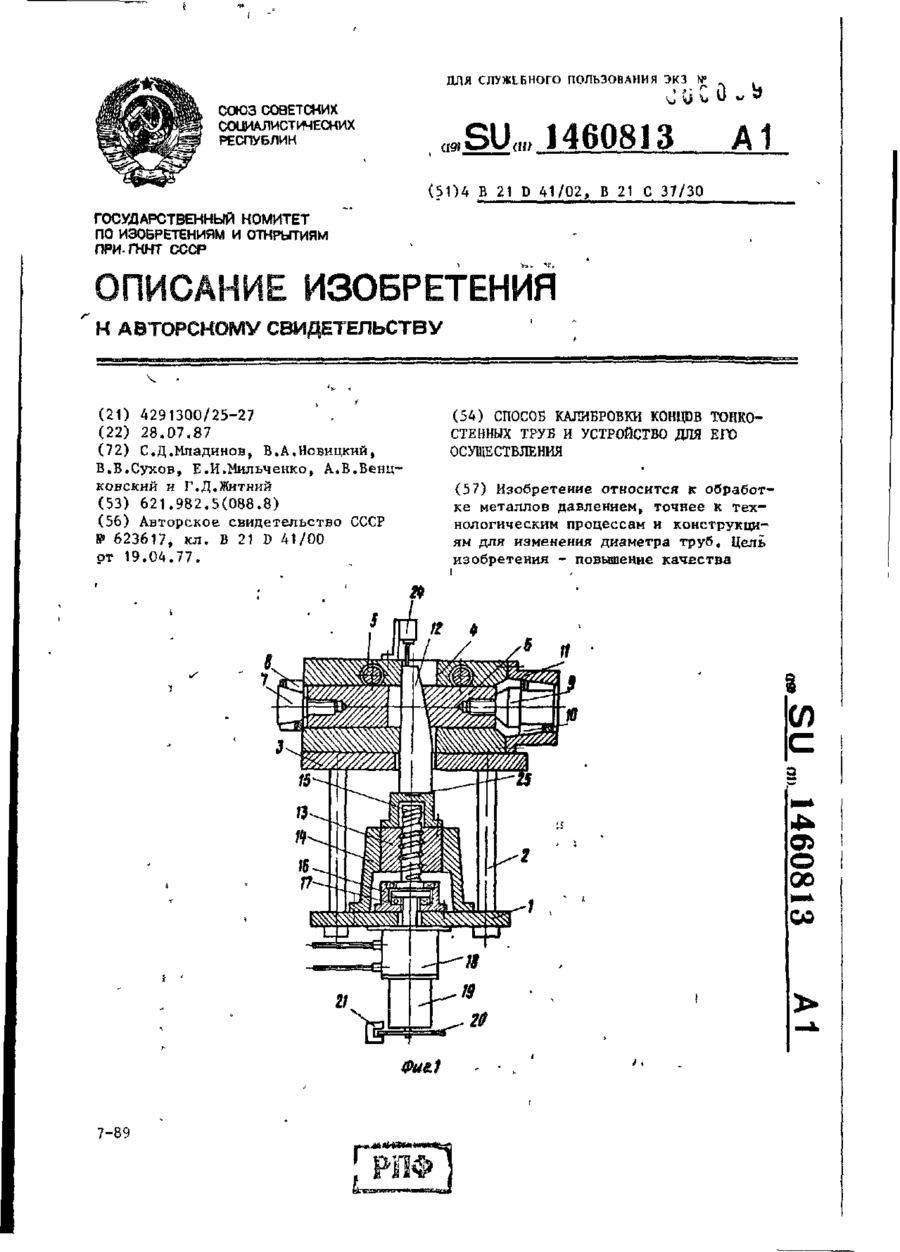
Формула / Реферат:
1. Способ калибровки концов тонкостенных труб путем их расширения или обжатия, отличающийся тем, что, с целью повышения качества труб, деформацию расширения или обжатия производят в два этапа: первоначально до диаметра трубы D1, определяемого соотношениемгде Dном - заданный диаметр конца трубы,sт - предел текучести материала трубы,Е - модуль упругости материала трубы,e - относительное удлинение материала...
Спосіб виготовлення деталей з прутка і пристрій для його здійснення
Номер патенту: 5614
Опубліковано: 28.12.1994
Автори: Сазонов Владімір Ніколаєвіч, Жученко Олександр Миколайович, Стєпанов Владімір Андрєєвіч, Нестеров Дмитро Кузьмич
МПК: B21D 35/00, B21D 22/02
Мітки: здійснення, виготовлення, деталей, прутка, пристрій, спосіб
Формула / Реферат:
(57) 1. Способ изготовления деталей из прутка в штампе путем последовательной гибки с передачей предварительно изогнутой заготовки на позицию окончательной гибки при обратном ходе подвижной плиты штампа, отличающийся тем, что на позиции предварительной гибки сперва отгибают концевые участки заготовки, затем, освободив их, гнут в обратном направлении среднюю часть, после чего, при зафиксированной средней части, гнут промежуточные участки...
Спосіб безперервного лиття порожнистої біметалевої заготівки та пристрій для його здійснення

Номер патенту: 9954
Опубліковано: 30.09.1996
Автори: Іванченко Олександр Денисович, Блескун Валерій Пилипович, Гольдін Валерій Зінов'євич, Мельникова Вікторія Валер'янівна, Зеленський Віктор Михайлович
МПК: B22D 11/00
Мітки: порожнистої, лиття, безперервного, заготівки, здійснення, пристрій, спосіб, біметалевої
Формула / Реферат:
(57) 1. Способ непрерывного литья полой биметаллической заготовки, включающий формирование внешнего слоя заготовки, подачу на его внутреннюю поверхность другого расплава, формирование внутреннего слоя заготовки и ее вытягивание, отл-ичающийся тем, что формирование внутреннего слоя заготовки осуществляют с увеличением давления в направлении вытягивания заготовки.2. Способ по п. 1, отличающийся тем, что в процессе вытягивания заготовке...
Спосіб відновлення пасажу кишкового вмісту та пристрій для його здійснення
Номер патенту: 17724
Опубліковано: 20.05.1997
Автори: Гончаренко Олег Володимирович, Шапринський Володимир Олександрович, Годлевський Аркадій Іванович
МПК: A61B 17/00, A61B 17/285
Мітки: спосіб, пристрій, пасажу, відновлення, кишкового, вмісту, здійснення
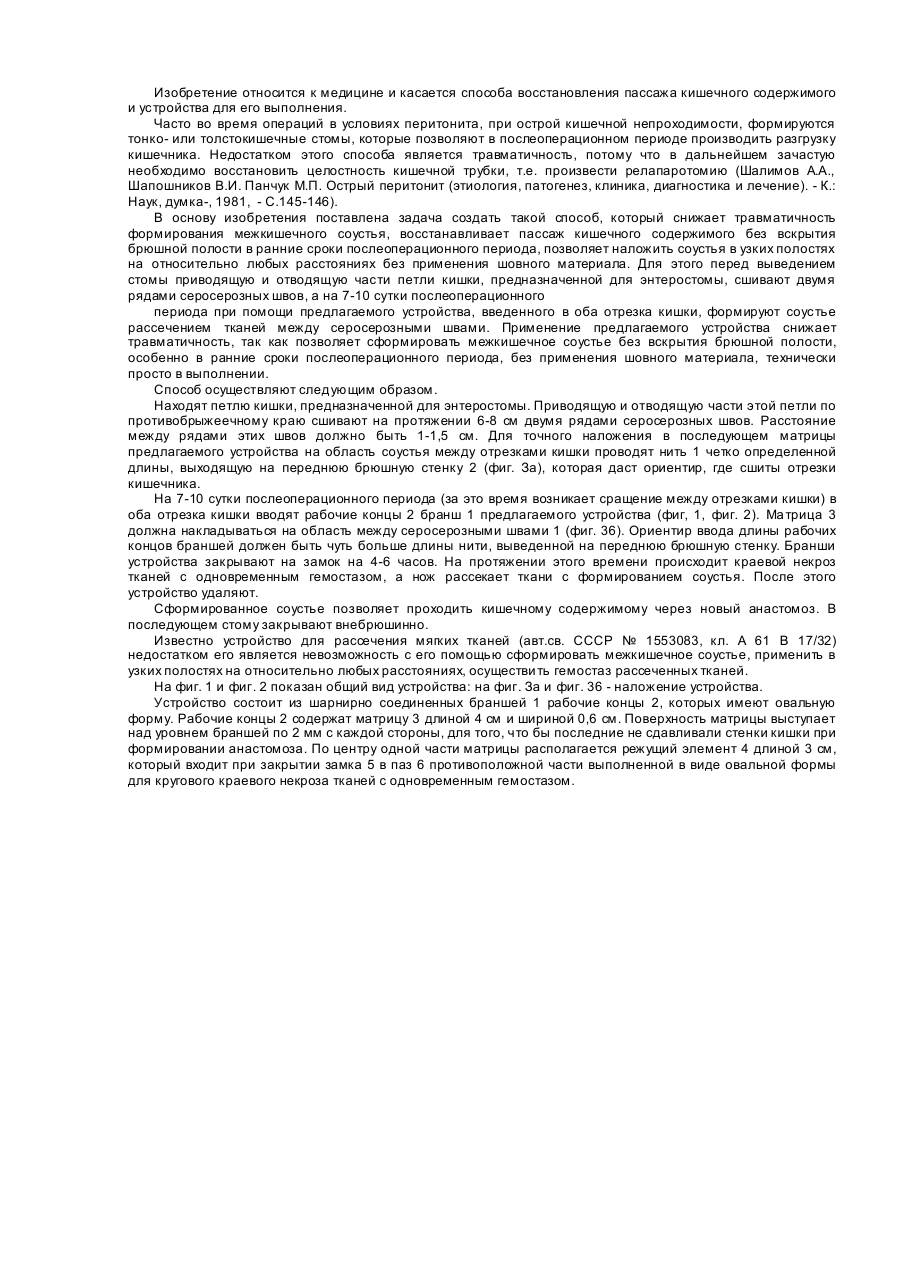
Формула / Реферат:
1. Способ восстановления пассажа кишечного содержимого, включающий формирование стомы, отличающийся тем, что перед выведением стомы сшивают приводящую и отводящую части петли кишки по противобрыжеечному краю двумя рядами серо-серозных швов, а на 7-10 сутки послеоперационного периода при помощи предлагаемого устройства, введенного в оба отрезка кишки, формируют соустье рассечением тканей между серосерозными швами.2. Устройство для...
Попередній патент: Спосіб відбору жаростійких форм зернових культур
Наступний патент: Теплоізолююча суміш
Випадковий патент: Пристрій гальмування і стабілізації об'єктів в атмосфері