Листоправильна машина
Номер патенту: 7596
Опубліковано: 15.06.2005
Автори: Титаренко Олександр Іванович, Гриценко Сергій Анатолійович, Смирнов Віктор Григорович
Формула / Реферат
Листоправильна машина, що містить встановлені в станині нижню касету з правильними роликами і зчленовану з механізмом переміщення по вертикалі верхню касету з правильними роликами, яка відрізняється тим, що механізм переміщення по вертикалі верхньої касети виконаний у вигляді клинової пари, причому верхня касета прикріплена до нижнього клина клинової пари, а верхній клин клинової пари зчленований із приводом переміщення.
Текст
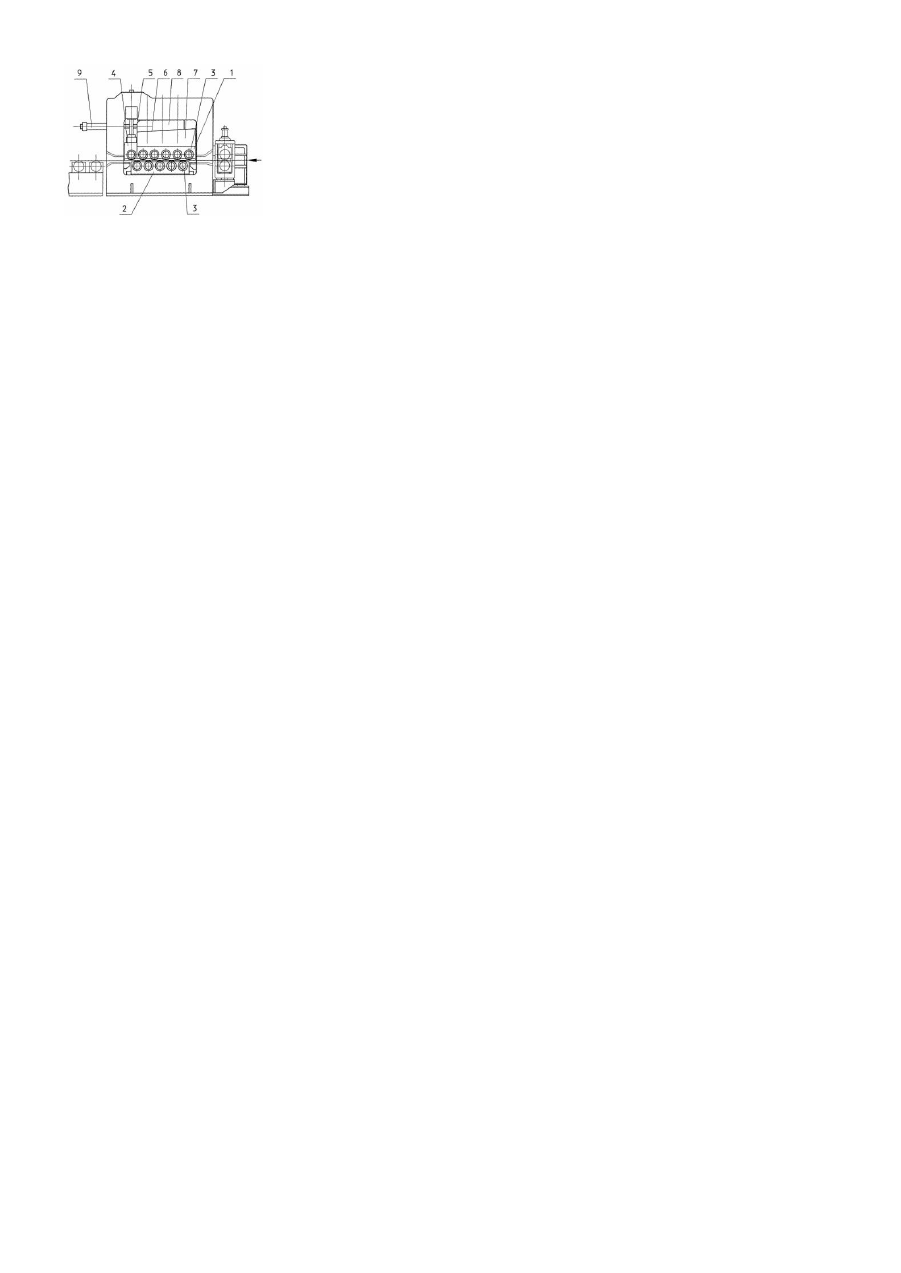
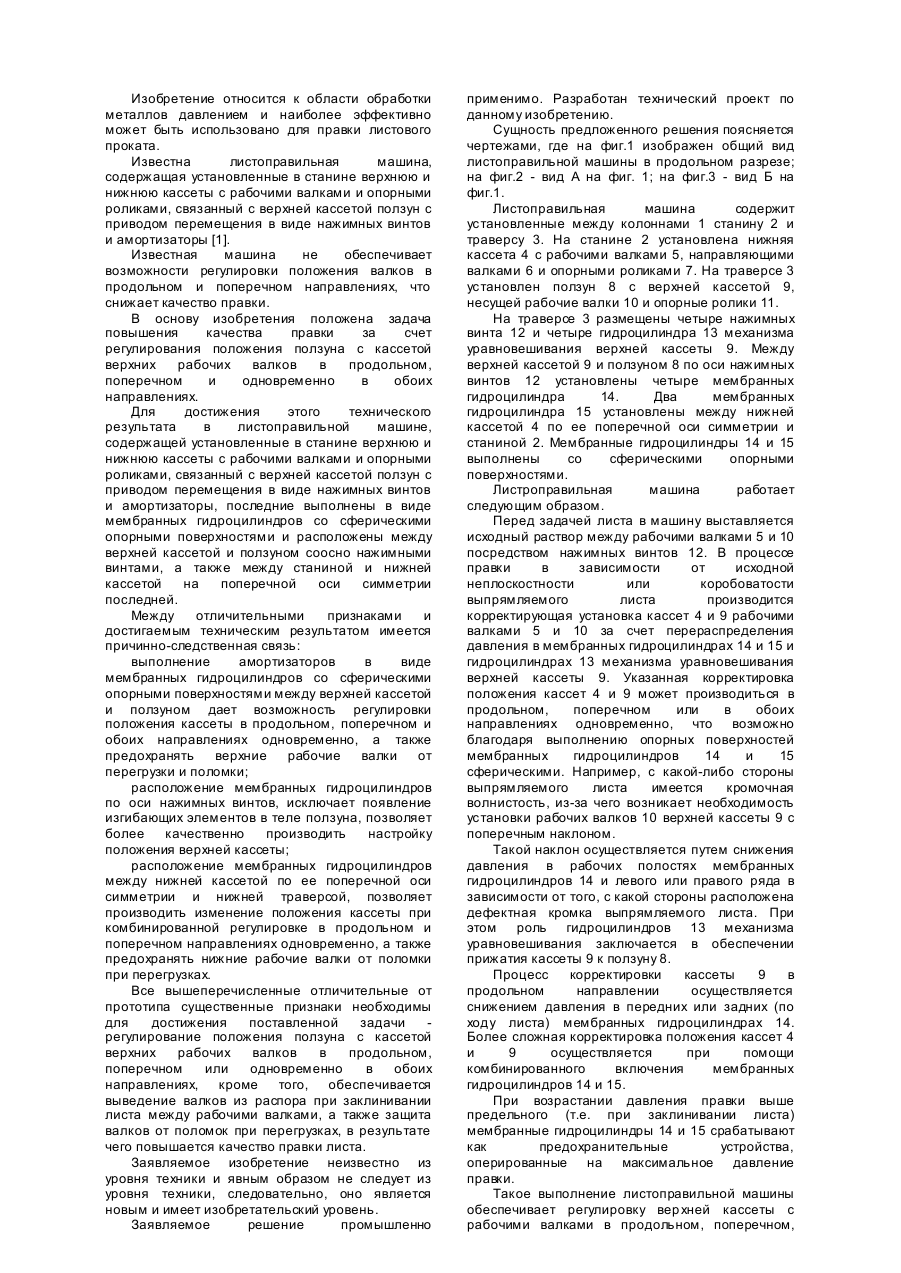
Корисна модель відноситься до галузі металургійного машинобудування, зокрема - до пристроїв, встановлюваних у лініях прокатних станів, в агрегата х, які стоять окремо, в лініях обробки прокату і т.і., та призначених для правлення валками штаби, що вийшла з прокатної кліті з метою доведення до потрібних значень показників, які характеризують площинність штаби. Відома листоправильная роликова (валкова) машина, конструкція якої приведена в рекламному проспекті фірми SMS[HPL-Kaltblech- Richtmaschine der GTS Industries], Німеччина. До складу листоправильної машини входять верхня і нижня касети, встановлені в станині. У верхній і нижній касетах розташовано по 4 і 5 правильних роликів відповідно. Правильні ролики верхньої і нижньої касети спираються на групи опорних роликів, розташованих у ша ховому порядку. Машина також включає пари установлювальних клинів у кількості, рівній числу правильних роликів. Пари установлювальних клинів спираються на поперечні траверси, при цьому кожна клинова пара зчленована з гідроциліндром і призначена для індивідуального настроювання правильного ролика за рахунок переміщення його по вертикалі. Завдяки наявності приводних механізмів індивідуального настроювання правильних роликів можлива мобільна переустановлення машини з дев'ятироликової схеми виправлення на п'ятироликову, коли необхідно забезпечити збільшений радіус згинання товстої штаби, що підлягає виправленню. При обробці тонкої штаби застосовується дев'ятироликова схема виправлення, при якій перший і останній ролики віддалені від сусідніх роликів по горизонталі на крок 0,5t, у той час як правильні верхні ролики і правильні нижні ролики розміщені з кроком t, ( відстань між сусідніми правильними роликами складає 0,5t). При реалізації п'ятироликової схеми виправлення для обробки товстої штаби перші і другі, останні і передостанній правильні ролики встановлені з горизонтальним кроком 0,5t, а відстань по горизонталі між внутрішніми роликами - 1,5t. З приведених схем виправлення видно, що при обробці товстої штаби, коли реалізується п'ятироликова схема виправлення, перші і останній правильні ролики, встановлені у верхній касеті, сприймають підвищені робочі навантаження від зусиль виправлення, тому що радіус вигин у оброблюваного металу на цих роликах менше, ніж на інших роликах. Робота згаданих роликів в умовах підвищених навантажень приводить до зниження їхньої надійності і довговічності і листоправильної машини в цілому. Таким чином, недоліком описаної роликової листоправильної машини є незадовільна надійність і довговічність. Відома також листоправильная машина по патенту України №53416А, В21Д1/2. До складу листоправильної машини входять, встановлені в станині, нижня і верхня касети з правильними роликами, при цьому верхня касета змонтована на верхній поперечці станини і зчленована з механізмом її переміщення по вертикалі, виконаним у вигляді гідроциліндра. Нижня касета зчленована з механізмом її переміщення по горизонталі щодо верхніх правильних роликів. У нижній і верхній касетах розташовані приводні клинові пари в кількості, рівній кількості правильних роликів для їхнього індивідуального настроювання. Верхні і нижні ролики зчленовані з приводами обертання. Працює листоправильна машина наступним чином. У залежності від товщини штаби, що підлягає виправленню, листоправильну машину налагоджують або на дев'ятироликову схему виправлення при обробці тонкої штаби, або на п'ятироликову схему виправлення при обробці товстої штаби. До початку роботи налагоджують листоправильну машину, наприклад, на п'ятироликову схему виправлення. Для цього гідроциліндром механізму переміщення установлюють верхню касету з правильними роликами у верхнє положення. Механізмом горизонтального переміщення нижню касету з правильними роликами переміщають у крайнє праве положення, при цьому чотири правильних ролики верхньої касети розташовуються співвісно з чотирма першими правильними роликами нижньої касети. Потім за допомогою індивідуальних клинових механізмів кожен правильний ролик переміщується по вертикалі і встановлюються в положення, що забезпечує реалізацію необхідного режиму виправлення, а два верхніх і два нижніх ролики відводяться з зони виправлення. Після завершення цих операцій листоправильна машина налагоджена на п'яти роликову схему виправлення, при якій правильні ролики встановлені з однаковим кроком. Включають привода і подають штабу у зону виправлення. При проходженні штаби через правильні ролики вона піддається знакоперемінному вигинанню з передачею навантажень від зусиль виправлення на відповідні ролики, механізми їхнього настроювання і на гідроциліндр механізму переміщення верхньої касети з роликами. Завдяки переміщенню нижньої касети по горизонталі і розміщенню верхніх і нижніх роликів з рівним кроком один відносно одного стало можливим рівномірно розподіляти робочі зусилля поміж роликами і виключати перенавантаження окремих правильних роликів. Однак, слід зазначити, що в приведеній конструкції листоправильної машини значні по величині перемінні зусилля, які виникають в процесі роботи, сприймаються гідроциліндрами механізму вертикального переміщення верхньої касети. Перебування гідроциліндрів механізму вертикального переміщення тривалий час під робочими навантаженнями при тривалому часі роботи машини приводить до зносу вузлів гідроциліндрів, що знижує їхню довговічність і надійність, і листоправильної машини в цілому. Таким чином, недоліком прототипу є незадовільна надійність і довговічність листоправильної машини. До основи корисної моделі поставлена задача підвищення надійності і довговічності листоправильної машини. Поставлена задача вирішується за рахунок технічного результату, який полягає у зменшенні зусиль, сприйманих приводом механізму переміщення верхньої касети, і збільшенні площ поверхонь елементів, що сприймають і передають робочі зусилля виправлення. Для досягнення вищевказаного технічного результату в листоправильній машині, що включає, встановлені в станині, нижню касету з правильними роликами і зчленовану з механізмом переміщення по вертикалі, верхню касету з правильними роликами, відповідно з корисною моделлю механізм переміщення по вертикалі верхньої касети виконаний у вигляді клинової пари, при цьому верхня касета прикріплена до нижнього клина клинової пари, а верхній клин клинової пари зчленований із приводом переміщення. У результаті порівняльного аналізу рішення, що заявляється, і прототипу встановлено, що вони мають наступні загальні ознаки: - станина; - встановлені в станині верхня і нижня касета з правильними роликами; - зчленування верхньої касети з правильними роликами з механізмом переміщення по вертикалі; і відмітні ознаки: - виконання механізму переміщення по вертикалі у вигляді клинової пари; - прикріплення до нижнього клина клинової пари верхньої касети; - зчленування верхнього клина клинової пари з приводом переміщення. Таким чином, конструкція литсоправильної машини, що заявляється, має нові форми виконання конструктивних елементів, нові взаємозв'язки між вузлами і деталями пристрою. Між відмітними ознаками і результатом, що досягається, існує причинно - наслідковий зв'язок. Завдяки тому, що механізм переміщення по вертикалі верхньої касети з правильними роликами виконаний у вигляді клинової пари, до нижнього клина якої прикріплена верхня касета, а верхній клин клинової пари зчленований із приводом переміщення, стало можливим, розмістивши горизонтально привод переміщення верхньої касети по вертикалі, розвантажити його від впливу зусиль виправлення, що дозволило скоротити зусилля, які впливають на його вузли, і привело до підвищення їх надійності і довговічності та надійності і довговічності листоправильної машини в цілому; при цьому завдяки сприйманню і передачі зусиль виправлення, які виникають при роботі машини плоскими похилими поверхнями клинів механізму переміщення по вертикалі (площа поверхні яких значно більше площі поперечних перерізів штоків гідроциліндрів у прототипі), стало можливим знизити контактні напруги в цих елементах, що дозволило підвищити їхню надійність і довговічність та надійність і довговічність листоправильної машини в цілому. Виключення з вищевказаної сукупності відмітних ознак хоча б одної з них не забезпечує досягнення технічного результату. Технічне рішення, що заявляється, не відомо з рівня техніки, тому воно є новим. Технічне рішення, що заявляється, має винахідницький рівень, тому що пропонована конструкція листоправильної машини для фахівця явно не випливає з рівня техніки. Рішення, що заявляється, промислове застосовано, тому що його технічне і технологічне виконання не представляє труднощів. З використанням рішення, що заявляється, виконаний технічний проект для лінії подовжнього різання штаби AT «Стальсервіс - ТЛ», м. Тольятті, Росія. Таким чином рішенню, що заявляється, може бути представлена правова охорона, тому що воно є новим, має винахідницький рівень і промислово застосовано. Рішення, що заявляється, пояснюється кресленням, на якому зображено вид спереду на листоправильную машину. Перед листоправильною машиною встановлені ролики, що подають, призначені для задачі штаби, яка підлягає виправленню, у робочу кліть. До складу листоправильної машини входить станина, у якій розміщені верхня касета 1 і нижня касета 2. У касетах 1 і 2 установлені подушки, у яких закріплені правильні ролики 3, зчленовані з приводами обертання. Нижня касета 2 встановлена в нижній частині станини, а верхня касета 1 розміщена у верхній частині станини. Правильні ролики 3 є функціональними основними органами листоправильної машини, що сприймають дію сил, переданих вузлам машини від металевої штаби, яку виправляють. На виході з робочої кліті до верхньої частини станини прикріплений вихідний правильний ролик 4, зчленований із приводом обертання. Правильний ролик 4 має засоби для його індивідуального встановлення по вертикалі. Наявність даного ролика обумовлена необхідністю забезпечення напрямку руху штаби, що вийшла з робочої кліті строго на ролики рольганга. У станині розташований також механізм переміщення по вертикалі 5 верхньої касети 1. Механізм переміщення 5 призначений для встановлення необхідного зазору між правильними роликами 3 верхньої касети 1 і нижньої касети 2. До складу механізму переміщення 5 входить також датчик положення правильних роликів 3 верхньої касети 1. Верхня касета 1 зв'язана з механізмом переміщення 5. Ме ханізм переміщення 5 виконаний у вигляді клинової пари 6, при цьому верхня касета 1 прикріплена до нижнього клина 7 клинової пари 6, а верхній клин 8 зчленований із приводом переміщення 9. Вид і форма виконання привода для рішення поставленої задачі істотного значення не мають. Привод 9 може бути, наприклад, електромеханічним, у даному випадку віддана перевага гідроприводові, як більш простому і більш дешевому. На ножицях, встановлених перед листоправильною машиною відрізають від заготівки штаби потрібної довжини, щоб подавати у робочу кліть листоправильної машини, набудовану в залежності від параметрів штаби, яка підлягає виправленню. Настроювання листоправильної машини здійснюють у залежності від товщини штаби, що підлягає виправленню, її неплощинності, границі текучості матеріалу й інших факторів. Для цього встановлюють правильні ролики 3 верхньої касети 1 щодо правильних роликів 3 нижньої касети 2. При цьому включають привод 9 клинової пари 6 механізму переміщення 5 і надають руху верхньому клинові 8 відносно нижнього клина 7. При переміщенні верхнього клина 8 у напрямку, що збігається з напрямком руху штаби в кліті верхня касета 1 із правильними роликами 3 піднімається відносно правильних роликів 3 нижньої касети 2 до утворення зазору необхідної величини між правильними роликами 3 нижньої касети 2 і верхньої касети 1. При переміщенні верхнього клина 8 у напрямку, зворотному напрямкові руху металу верхня касета 1 опускається щодо правильних роликів 3 нижньої касети 2. При цьому величину встановлюваного зазору контролюють датчиком лінійних переміщень. Після встановлення необхідної величини зазору між правильними роликами 3 верхньої касети 1 нижньої касети 2 листоправильна машина готова до роботи. Включають привода обертання правильних роликів 3 і ролика 4, а ролики, що подають, задають штабу, що підлягає виправленню, у зазор між верхнім і нижнім рядом правильних роликів 3. Проходячи через робочу кліть, штаба піддається виправленню. Далі виправлена штаба направляється роликом 4 строго на ролики рольганга, що відводять штабу далі у лінії технологічного потоку. З усього вищевикладеного видно, що виконання листоправильної машини відповідно до формули корисної моделі дозволяє розвантажити привод (гідроциліндр) механізму переміщення верхньої касети по вертикалі від зусиль виправлення, що виникають при роботі машини, зменшити контактні напруги в елементах клинової пари механізму переміщення верхньої касети, що приводе до підвищення надійності і довговічності цих вузлів і підвищення надійності і довговічності листоправильної машини в цілому.
ДивитисяДодаткова інформація
Назва патенту англійськоюSheet-straightening machine
Автори англійськоюTytarenko Oleksandr Ivanovych, Hrytsenko Serhii Anatoliovych, Smyrnov Viktor Hryhorovych
Назва патенту російськоюЛистоправильная машина
Автори російськоюТитаренко Александр Иванович, Гриценко Сергей Анатольевич, Смирнов Виктор Григорьевич
МПК / Мітки
МПК: B21D 1/00
Мітки: листоправильна, машина
Код посилання
<a href="https://ua.patents.su/3-7596-listopravilna-mashina.html" target="_blank" rel="follow" title="База патентів України">Листоправильна машина</a>
Листоправильна машина
Номер патенту: 53416
Опубліковано: 15.01.2003
Автори: Білобров Юрій Миколайович, Титаренко Олександр Іванович, Смирнов Віктор Григорович
МПК: B21D 1/00
Мітки: машина, листоправильна
Формула / Реферат:
1. Листоправильна машина, яка містить встановлені в станині верхню і нижню касети, що несуть привідні правильні ролики, розміщені з можливістю переміщення по вертикалі, яка відрізняється тим, що вона обладнана механізмом горизонтального зрушування нижньої касети у напрямку проходження оброблюваного матеріалу, приводи якого закріплені на станині, а робочі органи приводів виконані з можливістю контактування з нижньою касетою.2....
Листоправильна машина
Номер патенту: 21938
Опубліковано: 30.04.1998
Автори: Чередниченко Валентин Олександрович, Лебідь Володимир Тимофійович, Христиченко Володимир Іванович, Алдохін Володимир Іванович
МПК: B21D 1/00
Мітки: машина, листоправильна
Формула / Реферат:
Листоправильная машина, содержащая установленные в станине верхнюю и нижнюю кассеты с рабочими валками и опорными роликами, связанный с верхней кассетой ползун с приводом перемещения в виде нажимных винтов и амортизаторы, отличающаяся тем, что амортизаторы выполнены в виде мембранных гидроцилиндров со сферическими опорными поверхностями и расположены между собой кассетой и ползуном соосно нажимным винтам, а также между станиной и нижней...
Правильна машина

Номер патенту: 6183
Опубліковано: 15.04.2005
Автори: Кочин Леонід Павлович, Єлецьких Володимир Іванович, Гриценко Сергій Анатолійович
МПК: B21D 1/00
Формула / Реферат:
Правильна машина, що включає станину з верхньою і нижньою касетами і розташованими в них верхніми і нижніми робочими роликами, чотири натискних гвинти, кожний з яких з'єднаний з механізмом його обертання, механізм контролю положення верхньої касети щодо нижньої, яка відрізняється тим, що механізм контролю положення верхньої касети щодо нижньої виконаний у вигляді чотирьох безконтактних датчиків, корпуси яких установлені на нижній касеті в...
Листоправильна машина
Номер патенту: 16172
Опубліковано: 29.08.1997
Автори: Кочин Леонід Павлович, Гребе Олександр Констянтинович, Смирнов Віктор Григорович
МПК: B21D 1/00
Мітки: листоправильна, машина
Формула / Реферат:
Листоправильная машина, содержащая установленные на станине рамы, несущие комплекты верхних и нижних приводных правильных роликов, а также механизм подъема рам и механизм их перемещения, включающий опорные катки, отличающаяся тем, что, с целью упрощения конструкции и повышения производительности при замене роликов, механизм подъема рам и механизм их перемещения выполнены в виде вертикально размещенных в станине с возможностью...
Листоправильна машина

Номер патенту: 30880
Опубліковано: 15.12.2000
Автори: Варлашин Андрій Юрійович, Варлашина Оксана Пеирівна, Гринавцев Олег Валерійович
МПК: B21D 1/00
Мітки: машина, листоправильна
Текст:
...Ha фiг. 1 пpeдcтaвлeний зaгaльний вигляд ciмipoликoвoї лиcтoпpaвильнoї мaшини. Ha фiг. 2 poзтин гiтapи змiнниx зyбчaти x кoлec. Ha фiг. 3 пoкaзaн poзтин poздaвaльнoї шecтipeннoї клeтi. Лиcтoпρaвильнa мaшинa мicтить cтaнiнy 1 нa якoї poзтaшyвaнi y пiдшипникoвиx вyзлax (нa ecкiзi нe пoкaзaнi) нижнi пpaвильнi poлики 2, вepxнi пpaвильнi poликi 3 y pyxoмiй тpaвepci 4, eлeктpoдвигyн 6, poздaвaльнa шecтepeннa клeть 7, гiтapa змiнниx зyбчa тиx кoлec...
Попередній патент: Прояснювач для очищення води
Наступний патент: Гідродинамічний підшипник ковзання
Випадковий патент: Стрілецький лазерний тренажер з відображенням траєкторії точки прицілювання