Спосіб підвищення пластичності деталей з високоміцних алюмінієвих сплавів
Номер патенту: 75989
Опубліковано: 15.06.2006
Автори: Старков Микола Володимирович, Швець Іван Сафронович, Вовченко Олександр Іванович, Косенков Віктор Михайлович
Формула / Реферат
Спосіб підвищення пластичності деталей з високоміцних алюмінієвих сплавів, що включає їхню обробку імпульсами тиску, які генеруються високовольтними електричними розрядами у воді, який відрізняється тим, що деталь додатково пружно деформують навантажувальним пристроєм, вимірюють величину зусилля деформування і визначають по ньому пружні напруження ![]() в деталі, а параметри електричних розрядів розраховують чи визначають експериментально за умов створення в деталі напружень
в деталі, а параметри електричних розрядів розраховують чи визначають експериментально за умов створення в деталі напружень ![]() від дії імпульсного тиску, величина яких визначається із співвідношення:
від дії імпульсного тиску, величина яких визначається із співвідношення:
![]()
де ![]() - пружні напруження в деталі, МПа;
- пружні напруження в деталі, МПа;
![]() - напруження в деталі від дії імпульсного тиску, МПа;
- напруження в деталі від дії імпульсного тиску, МПа;
![]() - границя текучості матеріалу деформівної деталі, МПа.
- границя текучості матеріалу деформівної деталі, МПа.
Текст
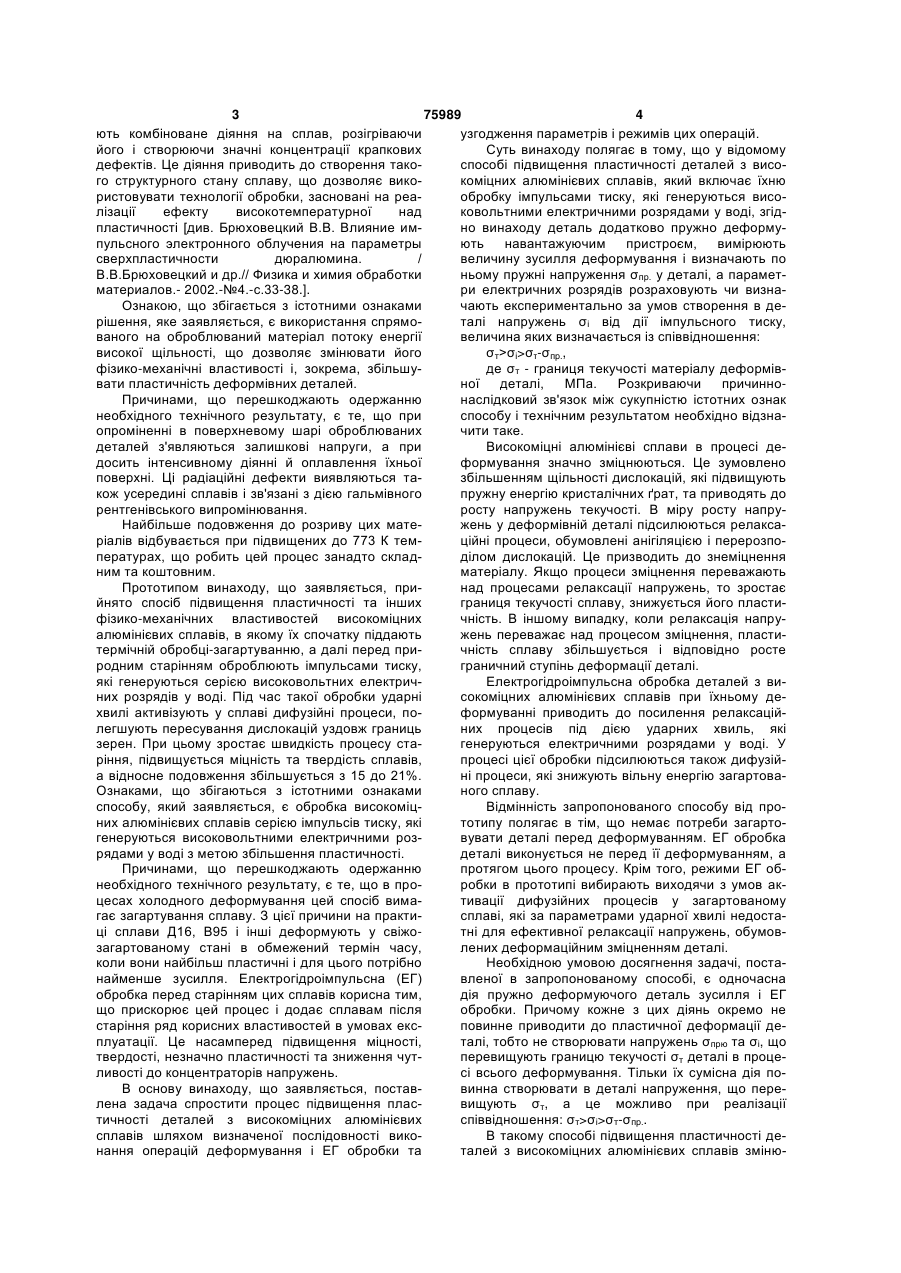
Спосіб підвищення пластичності деталей з високоміцних алюмінієвих сплавів, що включає їхню обробку імпульсами тиску, які генеруються високовольтними електричними розрядами у воді, який відрізняється тим, що деталь додатково пружно деформують навантажувальним пристроєм, вимірюють величину зусилля деформування і визначають по ньому пружні напруження ПР. в деталі, а параметри електричних розрядів розраховують чи визначають експериментально за умов створення в деталі напружень і від дії імпульсного тиску, величина яких визначається із співвідношення: σт>σі>στ-σпр., де σпр - пружні напруження в деталі, МПа; і - напруження в деталі від дії імпульсного тиску, МПа; σт - границя текучості матеріалу деформівної деталі, МПа. UA (21) 20040604268 (22) 03.06.2004 (24) 15.06.2006 (46) 15.06.2006, Бюл. № 6, 2006 р. (72) Вовченко Олександр Іванович, Косенков Віктор Михайлович, Старков Микола Володимирович, Швець Іван Сафронович (73) ІНСТИТУТ ІМПУЛЬСНИХ ПРОЦЕСІВ І ТЕХНОЛОГІЙ НАЦІОНАЛЬНОЇ АКАДЕМІЇ НАУК УКРАЇНИ (56) SU 974202, 15.11.1982 SU 1402838 A1, 15.06.1988 RU 2086338 C1, 10.08.1997 WO 99/65636 A1, 23.12.1999 Троицкий О.А. Влияние электронного состояния металла на его механические свойства и явление электропластичноти // Проблемы прочности. 1977. - №1. - С.38-46. Брюховецкий В.В., Литвиненко В.В. и др. Влияние импульсного электронного облучения на параметры сверхпластичности дюралюмина // Физика и C2 2 (19) 1 3 75989 4 ють комбіноване діяння на сплав, розігріваючи узгодження параметрів і режимів цих операцій. його і створюючи значні концентрації крапкових Суть винаходу полягає в тому, що у відомому дефектів. Це діяння приводить до створення такоспособі підвищення пластичності деталей з висого структурного стану сплаву, що дозволяє викокоміцних алюмінієвих сплавів, який включає їхню ристовувати технології обробки, засновані на реаобробку імпульсами тиску, які генеруються висолізації ефекту високотемпературної над ковольтними електричними розрядами у воді, згідпластичності [див. Брюховецкий В.В. Влияние имно винаходу деталь додатково пружно деформупульсного электронного облучения на параметры ють навантажуючим пристроєм, вимірюють сверхпластичности дюралюмина. / величину зусилля деформування і визначають по В.В.Брюховецкий и др.// Физика и химия обработки ньому пружні напруження σпр. у деталі, а параметматериалов.- 2002.-№4.-с.33-38.]. ри електричних розрядів розраховують чи визнаОзнакою, що збігається з істотними ознаками чають експериментально за умов створення в дерішення, яке заявляється, є використання спрямоталі напружень σі від дії імпульсного тиску, ваного на оброблюваний матеріал потоку енергії величина яких визначається із співвідношення: високої щільності, що дозволяє змінювати його σт>σі>στ-σпр., фізико-механічні властивості і, зокрема, збільшуде σт - границя текучості матеріалу деформіввати пластичність деформівних деталей. ної деталі, МПа. Розкриваючи причинноПричинами, що перешкоджають одержанню наслідковий зв'язок між сукупністю істотних ознак необхідного технічного результату, є те, що при способу і технічним результатом необхідно відзнаопроміненні в поверхневому шарі оброблюваних чити таке. деталей з'являються залишкові напруги, а при Високоміцні алюмінієві сплави в процесі дедосить інтенсивному діянні й оплавлення їхньої формування значно зміцнюються. Це зумовлено поверхні. Ці радіаційні дефекти виявляються тазбільшенням щільності дислокацій, які підвищують кож усередині сплавів і зв'язані з дією гальмівного пружну енергію кристалічних ґрат, та приводять до рентгенівського випромінювання. росту напружень текучості. В міру росту напруНайбільше подовження до розриву цих матежень у деформівній деталі підсилюються релаксаріалів відбувається при підвищених до 773 К темційні процеси, обумовлені анігіляцією і перерозпопературах, що робить цей процес занадто складділом дислокацій. Це призводить до знеміцнення ним та коштовним. матеріалу. Якщо процеси зміцнення переважають Прототипом винаходу, що заявляється, принад процесами релаксації напружень, то зростає йнято спосіб підвищення пластичності та інших границя текучості сплаву, знижується його пластифізико-механічних властивостей високоміцних чність. В іншому випадку, коли релаксація напруалюмінієвих сплавів, в якому їх спочатку піддають жень переважає над процесом зміцнення, пластитермічній обробці-загартуванню, а далі перед причність сплаву збільшується і відповідно росте родним старінням оброблюють імпульсами тиску, граничний ступінь деформації деталі. які генеруються серією високовольтних електричЕлектрогідроімпульсна обробка деталей з виних розрядів у воді. Під час такої обробки ударні сокоміцних алюмінієвих сплавів при їхньому дехвилі активізують у сплаві дифузійні процеси, поформуванні приводить до посилення релаксаційлегшують пересування дислокацій уздовж границь них процесів під дією ударних хвиль, які зерен. При цьому зростає швидкість процесу стагенеруються електричними розрядами у воді. У ріння, підвищується міцність та твердість сплавів, процесі цієї обробки підсилюються також дифузійа відносне подовження збільшується з 15 до 21%. ні процеси, які знижують вільну енергію загартоваОзнаками, що збігаються з істотними ознаками ного сплаву. способу, який заявляється, є обробка високоміцВідмінність запропонованого способу від проних алюмінієвих сплавів серією імпульсів тиску, які тотипу полягає в тім, що немає потреби загартогенеруються високовольтними електричними розвувати деталі перед деформуванням. ЕГ обробка рядами у воді з метою збільшення пластичності. деталі виконується не перед її деформуванням, а Причинами, що перешкоджають одержанню протягом цього процесу. Крім того, режими ЕГ обнеобхідного технічного результату, є те, що в проробки в прототипі вибирають виходячи з умов акцесах холодного деформування цей спосіб вимативації дифузійних процесів у загартованому гає загартування сплаву. З цієї причини на практисплаві, які за параметрами ударної хвилі недостаці сплави Д16, В95 і інші деформують у свіжотні для ефективної релаксації напружень, обумовзагартованому стані в обмежений термін часу, лених деформаційним зміцненням деталі. коли вони найбільш пластичні і для цього потрібно Необхідною умовою досягнення задачі, постанайменше зусилля. Електрогідроімпульсна (ЕГ) вленої в запропонованому способі, є одночасна обробка перед старінням цих сплавів корисна тим, дія пружно деформуючого деталь зусилля і ЕГ що прискорює цей процес і додає сплавам після обробки. Причому кожне з цих діянь окремо не старіння ряд корисних властивостей в умовах експовинне приводити до пластичної деформації деплуатації. Це насамперед підвищення міцності, талі, тобто не створювати напружень σпрю та σі, що твердості, незначно пластичності та зниження чутперевищують границю текучості σт деталі в процеливості до концентраторів напружень. сі всього деформування. Тільки їх сумісна дія поВ основу винаходу, що заявляється, поставвинна створювати в деталі напруження, що перелена задача спростити процес підвищення пласвищують σт, а це можливо при реалізації тичності деталей з високоміцних алюмінієвих співвідношення: σт>σі>σт-σпр.. сплавів шляхом визначеної послідовності викоВ такому способі підвищення пластичності денання операцій деформування і ЕГ обробки та талей з високоміцних алюмінієвих сплавів зміню 5 75989 6 ється процес деформаційного зміцнення в бік знитакому напружено-деформованому стані деталь ження границі текучості від початку і до кінця дерозміщують у заповненій водою розрядній камері, формації При цьому найбільш суттєвим у досягдо електродів якої підводять високу напругу від ненні більшої граничної деформації стає генератора імпульсних струмів і здійснюють елекзапізнення початку формування у деталі руйнівних тричний розряд. Параметри розряду - напруга батріщин і зниження внутрішніх напружень. Такий тареї конденсаторів U, її ємність С, відстань від спосіб значно спрощує процес деформування з каналу розряду до деформуємої деталі h, розрапідвищенням пластичності матеріалу, а також не ховують за умов створення в камері імпульсу тисвиключає можливість додаткового застосування ку, що забезпечує збільшення пружних напружень інших засобів підвищення пластичності деталі у у деталі на величину σі, визначуваної зі співвіднопроцесі, або перед ії деформуванням. шення: Спосіб здійснюється таким чином. σт>σі>σт-σпр.. Деталь, наприклад смугу з тонколистового У таблиці приведені результати розрахунку й дюралюмінієвого сплаву Діб, розтягують уздовж експерименту деформування розтягуванням зраздовгої сторони навантажувальним пристроєм і ків з листового матеріалу товщиною 1мм у вигляді динамометром вимірюють зусилля натягу деталі. смуги із сплавів Д16 і 6111 (американська класифіЗ урахуванням розмірів поперечного перерізу декація) і порівняльні дані статичного розтягування талі визначають пружні напруження σпр.. Далі у таких же зразків. Таблиця № з/п 1 2 Матеріал σт., МПа Д16 6111 160 130 Параметри ЕГ обробки Відносне подовження зразків до розриву, ε, % σпр., МПа U, кB С, мкФ h, мм 3 ЕГ обробкою статика 40 16 30 16 12 80 100 40 16 45 33 21 65 90 Параметри ЕГ обробки визначали розрахунковим шляхом з їх перевіркою у ході експерименту по відсутності залишкової деформації зразків після імпульсного навантаження без попереднього розтягування. У ході перевірки в запропонованому способі деформування було зафіксоване збільшення граничної пластичної деформації при розтягуванні зразків з високоміцних алюмінієвих сплавів до 1,5 Комп’ютерна верстка Т. Чепелева разів і можливість підвищення пластичності деталей безпосередньо в процесі їхнього деформування. Запропонований спосіб може лягти в основу розробки нових технологічних процесів і устаткування, що будуть більш повно використовувати пластичні властивості і поширювати сферу практичного використання високоміцних алюмінієвих сплавів у промисловості. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of increasing the plasticity of components from high-strength aluminum alloys
Автори англійськоюVovchenko Oleksandr Ivanovych, Kosenkov Viktor Mykhailovych, Starkov Mykola Volodymyrovych, Shvets Ivan Safronovych
Назва патенту російськоюСпособ повышения пластичности деталей из высокопрочных алюминиевых сплавов
Автори російськоюВовченко Александр Иванович, Косенков Виктор Михайлович, Старков Николай Владимирович, Швец Иван Сафронович
МПК / Мітки
МПК: B21J 5/00, B21D 26/12
Мітки: сплавів, підвищення, високоміцних, спосіб, алюмінієвих, деталей, пластичності
Код посилання
<a href="https://ua.patents.su/3-75989-sposib-pidvishhennya-plastichnosti-detalejj-z-visokomicnikh-alyuminiehvikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб підвищення пластичності деталей з високоміцних алюмінієвих сплавів</a>
Спосіб підвищення пластичності молібдену і вольфраму та їх сплавів

Номер патенту: 3663
Опубліковано: 15.12.2004
Автор: Дзядикевич Юрій Володимирович
МПК: C22F 1/18
Мітки: молібдену, пластичності, підвищення, спосіб, вольфраму, сплавів
Формула / Реферат:
Спосіб підвищення пластичності молібдену і вольфраму та їх сплавів шляхом термічної обробки, який відрізняється тим, що метали попередньо відпалюють у хімічно активному порошковому середовищі, що містить, мас. %: титан 28 хром 30 магній 25 церій 3 лантан 5 ...
Спосіб модифікування ливарних алюмінієвих сплавів підвищеної корозійної стійкості
Номер патенту: 47144
Опубліковано: 17.06.2002
Автори: Кудь Петро Денисович, Сороченко Віталій Федорович, Чернега Дмитро Федорович
МПК: C22C 21/06
Мітки: стійкості, корозійної, спосіб, ливарних, модифікування, підвищеної, алюмінієвих, сплавів
Формула / Реферат:
Спосіб модифікування ливарних алюмінієвих сплавів підвищеної корозійної стійкості, що включає введення у ливарні сплави цирконію, який відрізняється тим, що в сплав вводять цирконій у вигляді безлігатурного модифікатора гексафторцирконату калію у кількості 0,1-0,9 % мас.
Спосіб підвищення технологічної пластичності і міцності виробу з титану
Номер патенту: 70025
Опубліковано: 15.09.2004
Автори: Смирнов Олександр Ремович, Москаленко Владислав Андрійович
МПК: C22F 1/00
Мітки: підвищення, технологічної, виробу, спосіб, пластичності, титану, міцності
Формула / Реферат:
Спосіб підвищення технологічної пластичності та міцності виробів з титану та його шляхом пластичного деформування при кімнатній температурі, який відрізняється тим, що заготівку попередньо піддають низькотемпературному пластичному деформуванню в діапазоні температур від 77 до 185 К.
Спосіб захисту від корозії ливарних алюмінієвих сплавів
Номер патенту: 35031
Опубліковано: 15.03.2001
Автори: Чернега Дмитро Федорович, Кудь Петро Денисович, Сороченко Віталій Федорович
МПК: C22C 21/02
Мітки: ливарних, захисту, сплавів, алюмінієвих, спосіб, корозії
Формула / Реферат:
Спосіб захисту від корозії ливарних алюмінієвих сплавів, що включає введення в ливарні алюмінієві сплави скандію, який відрізняється тим, що в сплав вводять суміш скандію в кількості 0,26-0,59% (мас.) та цирконію (у вигляді безлігатурного модифікатора), при цьому, в модифікаторі вказаний скандій (у вигляді оксида скандію) та цирконій (у вигляді гексафторцирконату калію) беруть у співвідношенні (0,8-1,8):1 відповідно і вводять модифікатор у...
Спосіб виготовлення кільцевих деталей з композиційних матеріалів, переважно, на основі алюмінієвих сплавів
Номер патенту: 13310
Опубліковано: 28.02.1997
Автори: Афонін Володимир Михайлович, Дешко Олександр Володимирович, Трутнєв Володимир Володимирович, Голдовська Галина Валентинівна, Дробчик Володимир Максимович, Кладницький Євгеній Іванович, Банас Федір Павлович
МПК: C22C 49/00, B22D 19/02
Мітки: виготовлення, сплавів, композиційних, деталей, переважно, матеріалів, алюмінієвих, спосіб, кільцевих, основі
Формула / Реферат:
(57) Способ изготовления кольцевых дета лей из композиционных материалов, пре имущественно, на основе алюминиевых сплавов, включающий размещение на цилиндрической подложке армирующего эле мента, размещение на нем углеродной ткани, помещение подложки с армирующим элементом в литейную форму, вакуумирование, подачу расплавленного алюминиевого сплава в литейную форму, пропитку армирующего элемента алюминиевым сплавом под избыточным давлением,...
Попередній патент: Спосіб транспортування та очищення коренебульбоплодів та пристрій для його здійснення
Наступний патент: Установка для електрогідроімпульсного дроблення та подрібнення матеріалів
Випадковий патент: Спосіб одержання сульфатів пептиділ-аргінінальдегідів