Спосіб виготовлення кільцевих деталей з композиційних матеріалів, переважно, на основі алюмінієвих сплавів
Номер патенту: 13310
Опубліковано: 28.02.1997
Автори: Банас Федір Павлович, Дешко Олександр Володимирович, Кладницький Євгеній Іванович, Трутнєв Володимир Володимирович, Дробчик Володимир Максимович, Голдовська Галина Валентинівна, Афонін Володимир Михайлович
Формула / Реферат
(57) Способ изготовления кольцевых дета лей из композиционных материалов, пре имущественно, на основе алюминиевых сплавов, включающий размещение на цилиндрической подложке армирующего эле мента, размещение на нем углеродной ткани, помещение подложки с армирующим элементом в литейную форму, вакуумирование, подачу расплавленного алюминиевого сплава в литейную форму, пропитку армирующего элемента алюминиевым сплавом под избыточным давлением, размещение литейной формы в охладителе, отличающийся тем, что охладитель размещают во внутренней полости цилиндрической подложки с возможностью кристаллизации композиционного материала на основе алюминиевого сплава в направлении снизу вверх.
Текст
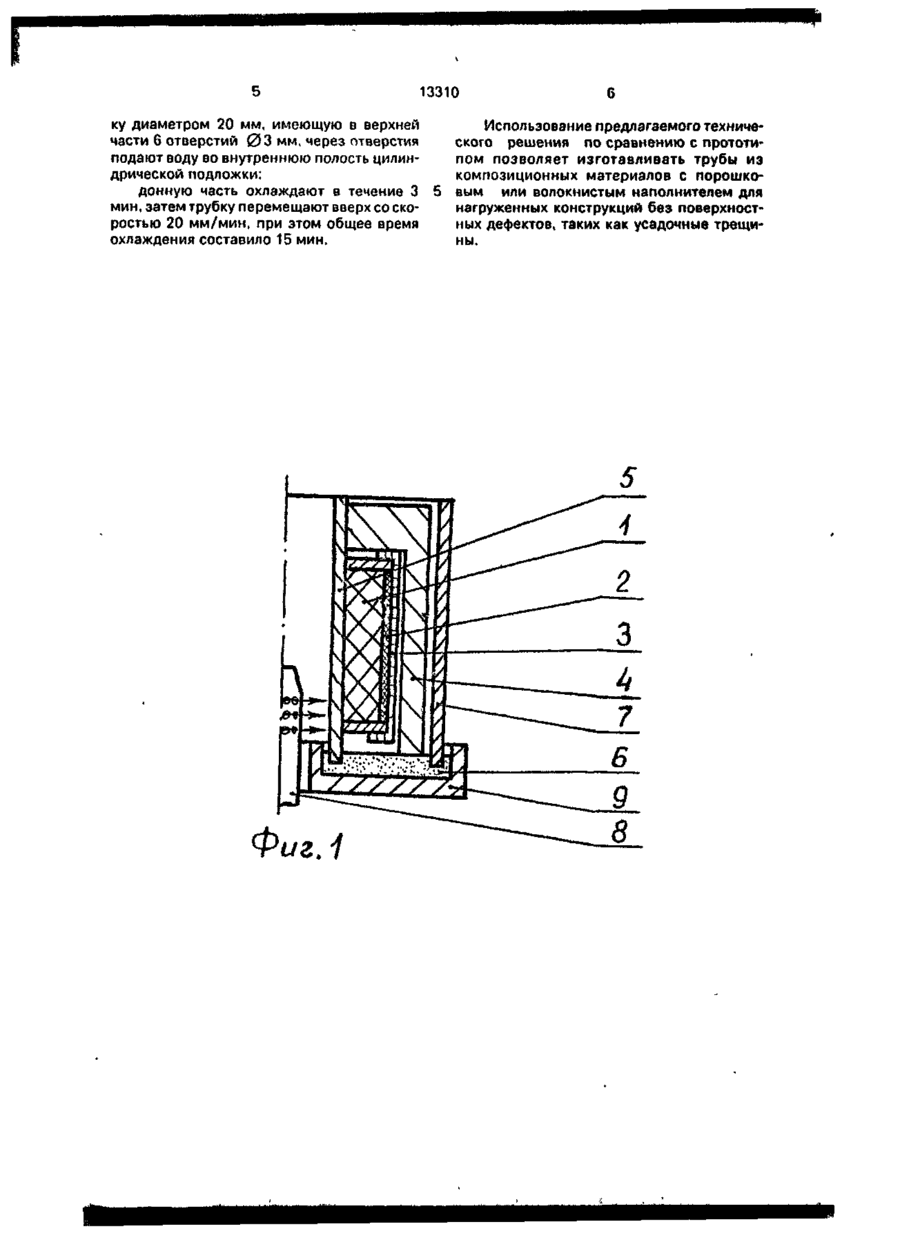
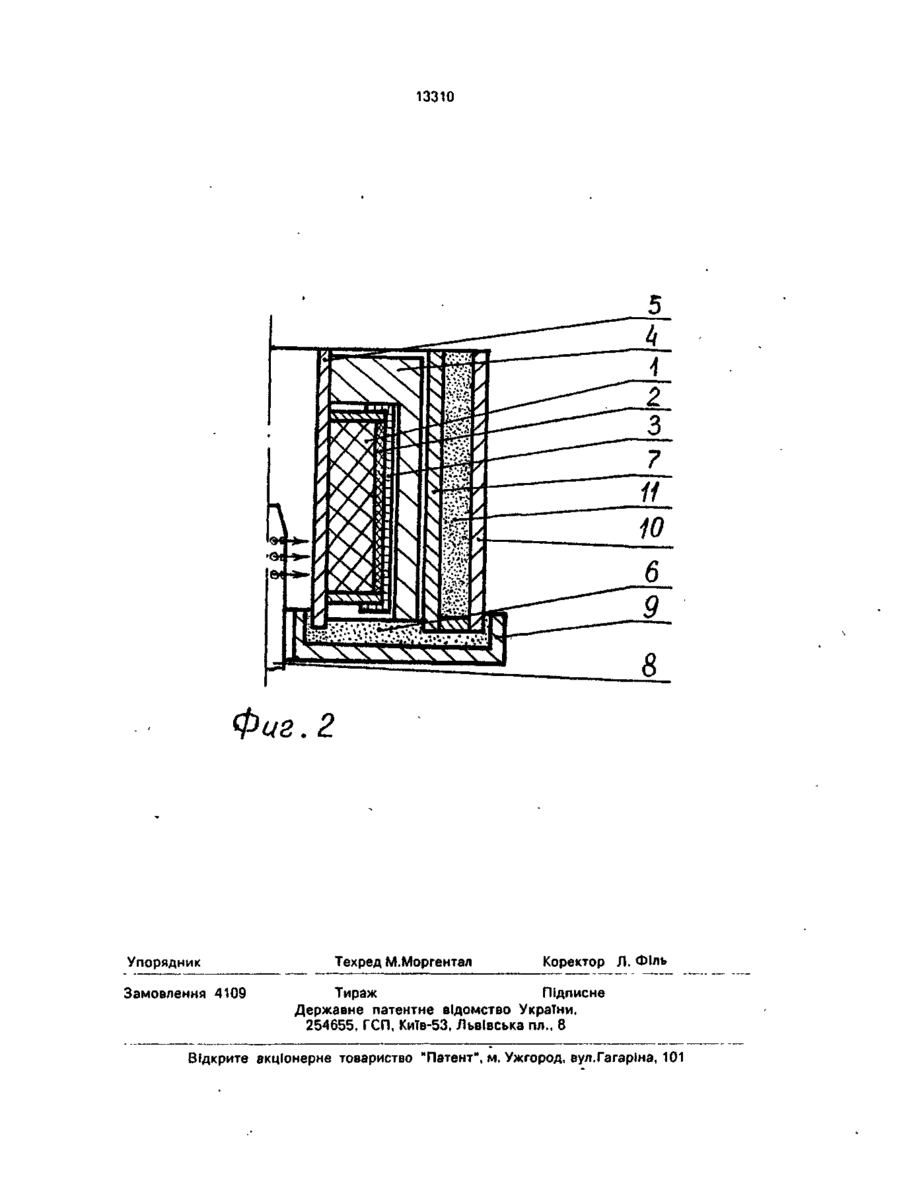
Способ изготовления кольцевых деталей из композиционных материалов, преимущественно, на основе алюминиевых сплавов, включающий размещение на цилиндрической подложке армирующего элемента, размещение на нем углеродной ткани, помещение подложки с армирующим элементом в литейную форму, вакуумирование, подачу расплавленного алюминиевого сплава в литейную форму, пропитку армирующего элемента алюминиевым сплавом под избыточным давлением, размещение литейной формы в охладителе, о т л и ч а ю щи йс я тем, что охладитель размещают во внутренней полости цилиндрической подложки с возможностью кристаллизации композиционного материала на основе алюминиевого сплава в направлении снизу вверх. со СА) О Изобретение относится к литейному производству, в частности к изготовлению кольцевых деталей с малым внутренним диаметром и большой длиной, например труб, из металлического композиционного материала с порошковым или волокнистым наполнителем. Задача изобретения - исключение образования усадочных трещин при кристаллизации пропитанных кольцевых деталей типа труб за счет обеспечения направленной кристаллизации от стенки цилиндрической подложки. Отличительными признаками заявляемого способа являются новые условия проведения операций, а именно: кристаллизацию ведут путем создания большей интенсивности охлаждения внут ремней полости цилиндрической подложки по сравнению с внешней поверхностью литейной формы; за счет подачи охладителя, D частности воды, во внутреннюю полость цилиндрической подложки таким образом, чтобы кристаллизация шла направленно снизу вверх и от внутренней стенки цилиндрической подложки к пористой перегородке; различие в интенсивности охлаждения подбирают в зависимости от внутреннего диаметра трубы и сечения кристаллизуемого композиционного материала. В результате проведенного заявителем патентного поиска на новизну, не выявлены другие технические решения, содержащие вышеуказанные отличительные признаки, о 13310 сходные с ними, эквивалентные им признаки заявляемого способа. Совокупность указанных признаков дает возможность получить новый положительный эффект - исключение образования 5 трещин при кристаллизации труб из композиционных материалов. Это позволяет считать, что заявляемое техническое решение обладает существенными отличиями в сравнении с известными, 10 Для осуществления заявляемого способа используются устройства, поясняемые фиг. 1 и 2, которые аналогичны приведенному устройству в прототипе. Способ осуществляют следующим обра- 15 зом. Устройство указанное на фиг. 1, помещают в автоклав, имеющий нагреватель и системы вакуумирования автоклава и подачи в него сжатого газа. В автоклаве созда- 20 ют вакуум, при этом вакуумируется слой наполнителя 1 через пористую перегородку 2, 3 и зазором между стенками устройства и чушкой А. Затем устройство нагревают до температуры выше точки плавления метап- 25 ла матрицы, чушка 4 расплавляется и расплав матрицы герметизирует вакуумированный слой наполнителя 1, находящийся на цилиндрической подложке 5. В слой наполнителя расплав матрицы не 30 проникает, т.к. он не смачивает графитовую ткань 2 в перегородке. Затем в автоклаве создают избыточное давление, под воздействием которого расплав матрицы проникает через пористую 35 перегородку 1,2, пропитывает армирующий наполнитель в течение контролируемого времени. Автоклав открывают, пропитанную заготовку вместе с литейной формой извлека- 40 ют из автоклава. Во внутреннюю полость цилиндрической подложки 5 вводят трубку 8, через которую подают охладитель, в частности воду, на донную часть подложки. Затем по мере охлаждения донной части 45 цилиндрической подложки трубку перемещают вверх со скоростью, обеспечивающей равномерное, постепенное охлаждение снизу-оверх цилиндрической подложки, тогда как внешняя поверхность литейной 50 формы охлаждается с меньшей интенсивностью под воздействием только окружающей среды При этом происходит направленная кристаллизация пропитанного слоя компо- 55 зиционного материала от цилиндрической подложки к непропитанной перегородке и по сечению снизу вверх, что обеспечивает вывод усадочных трещин за пределы пропитанного слоя. После охлаждения устройство разьединяют по порошковой насыпке 6 в донной части 9. Затем полученную отливку подвергают окончательной механической обработке, используя в качестве базы цилиндрическую подложку. Противоположную цилиндрической подложке стенку контейнера 7 устройства с донной частью 8 многократно используют для последующих пропиток В случае, когда необходимо получить трубу с толстой стенкой, рекомендуется использовать устройство, в котором литейная форма по внешней поверхности дополнительно снабжена "утеплительной рубашкой", как показано на фиг. 2. В зазор между литейной формой и стенкой "рубашки" 10 засыпается теплостойкая насыпка 11 (графит, керамическая крошка и т.д.). При интенсивном охлаждении внутренней полости цилиндрической подложки применение такой "рубашки" позволяет сохранить температуру у наружной стенки литейной формы и таким образом выводить усадочные трещины с сечения пропитанного слоя в прибыльную часть. Различие в интенсивности охлаждения подбирают опытным путем в зависимости от размера внутреннего диаметра трубы и сечений кристаллизуемого композиционного материала. Пример. Трубу из композиционного материала на основе матрицы из сплава АЛ-9, армированного углеродным волокном, диаметром 70 мм, толщиной стенки 10 мм, длиной 300 мм изготовили следующим образом: на цилиндрическую подложку диаметром 60 мм, толщиной 5 мм намотали угле* родную ленту "Кулон"; поверхность полученной заготовки покрыли графитовой тканью, которую закрепили перегородкой из металлической сетки; намотанный слой на цилиндрической подложке поместили в литейную форму; также в литейную форму поместили навеску из сплава АЛ-9; литейную форму поместили в автоклав, откачали воздух до остаточного давления 0,13 МПа (10'3 мм рт.ст.), нагрели форму до 973К (700°С); после расплавления навески материала в автоклаве создают избыточное давление 4,5 МПа (45 атм) в течение 45 с, в результате чего происходит пропитка расплавом АЛ-9 намоточного слоя углеродных волокон; открыли кран выпуска газа из автоклава и сняли в нем давление; литейную форму извлекли из автоклава; во внутреннюю полость цилиндрической подложки с донной части заводят труб 13310 ку диаметром 20 мм, имеющую в верхней части 6 отверстий 0 3 мм, через отверстия подают воду во внутреннюю полость цилиндрической подложки: донную часть охлаждают в течение 3 мин, затем трубку перемещают вверх со скоростью 20 мм/мин, при этом общее время охлаждения составило 15 мин. Фиг.1 Использование предлагаемого технического решения по сравнению с прототипом позволяет изготавливать трубы из композиционных материалов с порошковым или волокнистым наполнителем для нагруженных конструкций без поверхностных дефектов, таких как усадочные трещины. 13310 Фиг. 2 Упорядник Замовлення 4109 Техред М.Моргентал Коректор Л. Філь Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of ring details from composition materials, predominantly, based on aluminium alloys
Автори англійськоюKladnytskyi Yevhenii Ivanovych, Banas Fedir Pavlovych, Deshko Oleksandr Volodymyrovych, Afonin Volodymyr Mykhailovych, Holdovska Halyna Valentynivna, Trutnev Volodymyr Volodymyrovych, Drobchyk Volodymyr Maksymovych
Назва патенту російськоюСпособ изготовления кольцевых деталей из композиционных материалов, преимущественно, на основе алюминиевых сплавов
Автори російськоюКладницкий Евгений Иванович, Банас Федор Павлович, Дешко Александр Владимирович, Афонин Владимир Михайлович, Голдовская Галина Валентиновна, Трутнев Владимир Владимирович, Дробчик Владимир Максимович
МПК / Мітки
МПК: C22C 49/00, B22D 19/02
Мітки: деталей, переважно, основі, кільцевих, композиційних, алюмінієвих, матеріалів, виготовлення, спосіб, сплавів
Код посилання
<a href="https://ua.patents.su/4-13310-sposib-vigotovlennya-kilcevikh-detalejj-z-kompozicijjnikh-materialiv-perevazhno-na-osnovi-alyuminiehvikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення кільцевих деталей з композиційних матеріалів, переважно, на основі алюмінієвих сплавів</a>
Спосіб виготовлення порошку зі сплавів на залізнокелевій основі
Номер патенту: 12187
Опубліковано: 25.12.1996
Автори: Бондар Володимир Йосипович, Данільченко Віталій Юхимович
МПК: B22F 9/04
Мітки: сплавів, залізнокелевій, спосіб, основі, виготовлення, порошку
Формула / Реферат:
Способ изготовления порошка из сплавов на железоникелевой основе, включающий предварительное охрупчивание сплава путем термообработки и измельчение методом ударного воздействия, отличающийся тем, что, с целью повышения эффективности измельчения, термообработку осуществляют путем многократного охлаждения ниже точки начала прямого мартенситного g ® a - превращения со скоростью более 2 град/с и нагрева выше точки конца обратного a ® g -...
Спосiб виготовлення двошарового волокнистого клейового прокладного матерiалу переважно для деталей одягу
Номер патенту: 571
Опубліковано: 15.12.1993
Автори: Будаш Юрій Олександрович, Березненко Микола Петрович, Маласай Дмитро Петрович, Романкевич Олег Володимирович, Зубович Клара Аронівна
МПК: A41D 27/02
Мітки: спосіб, виготовлення, матеріалу, волокнистого, клейового, одягу, прокладного, деталей, двошарового, переважно
Формула / Реферат:
Способ изготовления двухслойного волокнистого клеевого прокладочного материала, преимущественно для деталей одежды, при котором по меньшей мере один волокнистый слой выполняют в виде нетканого холста, соединяют слои между собой и придают им клеящие свойства, отличающийся тем, что процесс изготовления одного из волокнистых слоев совмещают с процессом придания ему клея щей способности посредством введения в его структуру клеевых волокон в...
Спосіб виготовлення відливок складної конфігурації із алюмінієвих сплавів
Номер патенту: 2990
Опубліковано: 26.12.1994
Автори: Доброскок Анатолій Олексійович, Шептуха Микола Михайлович, Костенецький Геннадій Едуардович, Касімова Любов Захарівна, Самойленко Олег Петрович, Лісовська Людмила Михайлівна, Фомін Андрій Володимирович
МПК: B22D 18/04
Мітки: складної, конфігурації, спосіб, алюмінієвих, сплавів, відливок, виготовлення
Формула / Реферат:
Способ изготовления отливок сложной конфигурации из алюминиевых сплавов, включающий нагрев гипсовой формы, полученной с помощью постоянной модели, до температуры 150—200 °C и заливку ее расплавом металла, отличающийся тем, что перед заливкой расплава металла гипсовую форму охлаждают до температуры 60—90 °C заливку производят под низким давлением, составляющим 30—50 кПа.
Лопать вітрового колеса з композиційних матеріалів та спосіб його виготовлення
Номер патенту: 13177
Опубліковано: 28.02.1997
Автори: Ладікова Лідія Борисівна, Решетняк Микола Максимович, Євсєєва Людмила Миколаївна, Поляков Борис Миколайович, Мазур Володимир Максимович, Жагунов Юрій Валерійович
МПК: B64C 27/32
Мітки: матеріалів, вітрового, колеса, виготовлення, спосіб, композиційних, лопать
Формула / Реферат:
(57) 1. Лопасть ветрового колеса из композиционных материалов, содержащая коробчатый лонжерон переменного поперечного сечения, закладной элемент со стыковочным фланцем, заполнитель из легкого материала пористой структуры, между лонжероном наружной оболочкой с декоративным покрытием, отличающаяся тем, что лонжерон выполнен из спиральных слоев стеклопластика с переменной толщиной стенки, уменьшающейся с увеличением радиуса лопасти.2....
Спосіб виплавки алюмінієвих сплавів в індукційних печах з частотою живільного току 500 гц
Номер патенту: 2515
Опубліковано: 26.12.1994
Автори: Мордвинов Едуард Пилипович, Шаульський Леонід Васильович, Чурсін Віктор Макарович, Мирошніков Анатолій Андрійович
МПК: C22C 1/02
Мітки: індукційних, току, алюмінієвих, частотою, печах, живильного, сплавів, спосіб, виплавки
Формула / Реферат:
Способ выплавки алюминиевых сплавов в индукционных печах с частотой питающего тока 500 Гц, включающий нагрев и расплавление твердых материалов, электромагнитное перемешивание жидкого сплава и его выстаивание, отличающийся тем, что нагрев и расплавление твердых материалов проводят при мощности 600-800 кВт, электромагнитное перемешивание жидкого сплава - при мощности 300-500 кВт, выстаивание расплава - при отключенной печи в течение 10-15...
Попередній патент: Газовий затвор
Наступний патент: Турнікет для кріплення довгомірного вантажу на зчепі транспортних платформ
Випадковий патент: Затискний патрон